










 Servicios personalizados
Servicios personalizados Español (pdf)
Español (pdf)
 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
 Enviar articulo por email
Enviar articulo por email Citado por SciELO
Citado por SciELO  Similares en
SciELO
Similares en
SciELO 
 Permalink
Permalink1. INTRODUCCIÓN
El desgaste por erosión es un caso particular, dado tanto en el desgate por abrasión como en la corrosión. La presencia de partículas duras en un flujo produce el desgaste de los elementos de bombas, turbinas, equipos de la construcción, etc. El desgaste erosivo se produce en condiciones de impacto de las partículas abrasivas contra la superficie de los elementos, cuando los ángulos de ataque son nulos la acción de impacto de las partículas no se produce y pasa a otro tipo de desgaste, al desgaste en masa abrasiva (García y col., 2015).
Desde el punto de vista mecánico, la resistencia al desgaste erosivo de los elementos de máquinas depende de diferentes factores, tales como: el tiempo que dure la acción de las partículas, las dimensiones de estas; así como su velocidad en el momento del impacto, el ángulo de choque (ataque), la cantidad de partículas abrasivas y la variación de las propiedades mecánicas de los materiales por la acción físico-química del medio. Con el aumento del ángulo de ataque y la velocidad de impacto la influencia de la forma de las partículas abrasivas en la intensidad del desgaste disminuye a causa del incremento de la posibilidad de la fractura de las partículas (García y col., 2015; Díaz-Cedré y col., 2013).
Debido al significado que tienen los fenómenos de desgaste en la vida útil de partes y piezas, en este caso el desgaste erosivo, se le otorga gran importancia al estudio de dichos fenómenos. Para ello se realizan ensayos en dispositivos que, según normas, simulan las condiciones de trabajo (ASTM G 73, 2016; ASTM G 76, 2016; ASTM G 134, 2016). Dado que lo más importante en un ensayo de desgaste es que simule las condiciones de servicio de los componentes, en la literatura aparecen ensayos no estandarizados que responden a estudios particulares de materiales o de condiciones de trabajo (Al-Bukhaiti et al., 2007; Sampathkumaran et al., 2009; Wei-ke et al., 2009; Javaheria et al., 2018).
El Centro de Investigaciones de Soldadura (CIS) de la Universidad Central “Marta Abreu” de las Villas desde su fundación desarrolla investigaciones y actividad docente vinculadas al enfrentamiento al desgaste. Sin embargo, hasta el momento las investigaciones realizadas y la docencia no han contado con equipos para la realización de ensayos de desgaste erosivo húmedo, debido fundamentalmente a la complejidad y costo de los equipos normados para este tipo de ensayo.
De lo planteado, el objetivo del presente trabajo es la fabricación y validación de un equipo de ensayo de erosión húmeda, que simule las condiciones de servicio de las piezas, para el desarrollo de la investigación y la docencia.
2. MATERIALES Y MÉTODOS
2.1. Fabricación de la máquina de ensayo
En las condiciones del Centro de Investigaciones de Soldadura (CIS), los equipos de ensayo reportados por Wei-ke et al., (2009), por Sampathkumaran et al., (2009) y por Javaheria et al., (2018), resultan los más viables, dada su sencillez en la fabricación y la versatilidad que permite en el ensayo. En esencia ambos equipos son similares y consisten en ensayar muestras que rotan en un soporte inmerso en un líquido con partículas abrasivas en suspensión.
El Laboratorio de Tribología y Materiales del CIS cuenta con un agitador de velocidad variable que va desde 50 rpm hasta 2500 rpm, el cual presenta un portaherramientas para el acople del dispositivo agitador. En tal caso, se hace necesario fabricar un dispositivo portamuestras que se acople al portaherramientas del agitador y que al girar agite las partículas en suspensión dentro del líquido en un recipiente, las cuales impactarían sobre la superficie de las muestras.
El dispositivo agitador portamuestras se decide fabricar en forma de T, el cual se acopla al portaherramientas del agitador de revoluciones variables y en los extremos de los brazos horizontales lleva dos portamuestras en forma de cajas, donde se colocan las probetas a ensayar. El dispositivo se sitúa para el ensayo dentro de un recipiente cilíndrico, el cual contiene un líquido con abrasivo en suspensión y al girar a determinada velocidad ocurre el impacto de las partículas abrasivas contra la superficie de las probetas bajo ensayo.
El portamuestras en forma de paletas no crea ningún flujo vertical y por consiguiente es un mezclador pobre, pero sí provee el alto esfuerzo cortante necesario para mantener las partículas en suspensión. El líquido, movido por el portamuestras, localizado en la línea central del recipiente, causará un flujo ideal, con líneas de corriente uniformes y en la misma dirección de giro de las probetas, que garantiza que los ángulos de impacto de las partículas sean cercanos a 90o y que pueda describirse mediante la teoría de flujo potencial simple en coordenadas cilíndricas. El aspecto dominante del sistema es la aceleración centrífuga, la cual mantendrá el mayor número de partículas cerca de la superficie interior del depósito y así garantizará el impacto de estas con las probetas de ensayo (Kreith, 1999).
Es evidente que las partículas, dadas sus diferencias de forma y tamaño, no describen un flujo uniforme, al tiempo que las colisiones entre partículas también alteran su dirección de desplazamiento. Esto se hace mayor en la medida que aumenta la velocidad de rotación.
Si se desea obtener un flujo con una mayor turbulencia dentro del depósito, y una menor uniformidad de impacto de las partículas; es decir, un aumento de los ángulos de impacto, pueden ser colocadas pantallas dentro del depósito.
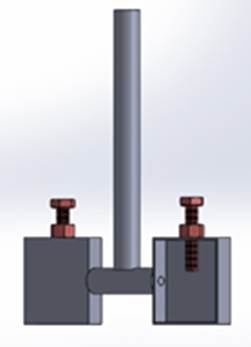
El dispositivo (figura 1) se fabrica de acero inoxidable martensítico, por ser un material resistente a la corrosión y por consiguiente soportar las condiciones corrosivas propias del ambiente húmedo. En los portamuestras se coloca un tornillo de fijación que le permite colocar muestras de un tamaño de 38x38 mm o menores. El ensamble del dispositivo se realiza por soldadura. El dispositivo presenta las siguientes dimensiones principales:
Longitud horizontal total - 120 mm
Longitud vertical total - 145,13 mm
Vástago vertical de 120 mm de largo y 12 mm de diámetro
Eje horizontal de 40 mm de largo y 12 mm de diámetro
Portamuestras de chapa de 1 mm de espesor y de tamaño 40x40 mm por sus dimensiones externas
Con el equipo de ensayo concebido se pueden controlar: La velocidad de impacto de las partículas, el tiempo de ensayo, la concentración de partículas, el tipo de abrasivo, la forma y tamaño de las partículas, el tipo de medio líquido, la temperatura del líquido, la topografía de las probetas, el material de las probetas.
Para medir el desgaste se utiliza el criterio de la pérdida de masa durante el ensayo. Para ello las probetas son pesadas antes y al final de los ensayos en una balanza analítica (con resolución de 1 mg).
2.2. Ensayos de desgaste erosivo húmedo
Los ensayos de desgaste fueron realizados con el propósito de validar el equipo que se muestra en la figura 2. Estos se ejecutaron de forma comparativa entre un recubrimiento obtenido por soldadura con electrodo revestido y muestras de un alabe de un extractor. El recubrimiento fue obtenido con electrodo revestido de recargue UTP 711B (UTP-Bohler, 2015), de 4 mm de diámetro, utilizando una corriente de 110 A, con corriente continua y polaridad inversa (CC+). Tanto el recubrimiento, como el álabe de extractor, se corresponden con una fundición blanca de alto cromo.
En los ensayos fue utilizada una concentración de la suspensión abrasiva de arena sílice en agua de 2:1 (2 kgabrasivo/1kgagua). Dichos ensayos fueron realizados para un tiempo de 60 min, con una velocidad de rotación del dispositivo portamuestras de 400 rpm, de 500 rpm y de 600 rpm.
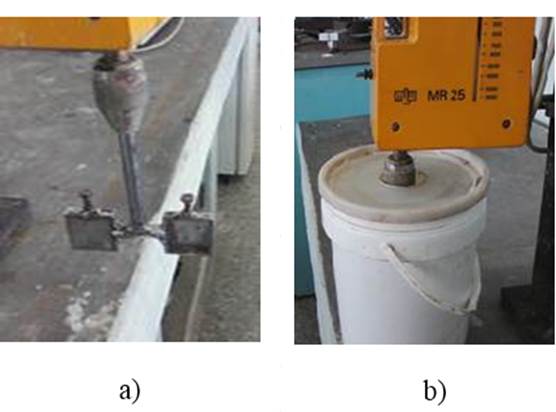
Figura 2 Equipo para ensayo de erosión húmeda. a) Agitador con dispositivo acoplado, b) Agitador con dispositivo acoplado dentro del recipiente con suspensión abrasiva
Las muestras (tres muestras para cada condición de ensayo) fueron preparadas mediante desbaste y pulido. Previo a cada ensayo las muestras fueron lavadas en un baño de ultrasonido con alcohol y pesadas en una balanza analítica. Dado que el dispositivo tiene dos portamuestras, en cada ensayo fueron ensayadas dos muestras simultáneamente. Luego de cada ensayo, las muestras fueron lavadas en baño de ultrasonido con alcohol y pesadas en una balanza analítica.
La arena durante los ensayos no fue reutilizada. Con el propósito de evaluar las modificaciones que experimentó la arena, fue realizado un análisis granulométrico y de formato de la arena antes de ensayar y luego de cada condición de ensayo. Muestras de arena de cada una de las velocidades ensayadas y una muestra de la arena sin ensayar fueron secadas durante 2 horas en una estufa a 120 oC y luego fueron tamizadas. También les fueron adquiridas imágenes digitales en un microscopio de bajo aumento. A partir de las imágenes digitales, la morfología de los granos fue evaluada con el empleo de software ImageJ.
3. RESULTADOS Y DISCUSIÓN
3.1. Simulación del dispositivo portamuestras
Las fuerzas distribuidas, producidas por la acción de un fluido sobre un área finita, pueden reemplazarse convenientemente por una fuerza resultante, en lo que respecta a las reacciones externas al sistema de fuerzas. Para el dispositivo diseñado se desprecia la fuerza de arrastre proporcionada por el vástago en forma de T, debido a su forma cilíndrica. Solo se calcula la resistencia ocasionada por el portaprobetas, ya que es el área mayor y de una configuración cuadrada, originando resistencia apreciable al movimiento ante el fluido. Para realizar el cálculo fue empleada la fórmula de resistencia de arrastre para áreas planas (Kreith, 1999); (Streeter, 1999):
Donde:
FA |
- Fuerza de arrastre, N |
CD |
- Coeficiente de arrastre (igual a 2 para un cilindro cuadrado (Streeter, 1999)) |
A |
- Área de la proyección del cuerpo en un plano perpendicular al flujo (igual a 0,0016 m2 (área del portaprobetas)). |
ρ |
- Densidad del fluido (para agua con arena a 30 ᵒC es igual a 996 kg/m3 (Streeter, 1999)). |
U |
- velocidad a la que viaja el cuerpo (muestra) (para la velocidad del portamuestras de 2500 rpm, la muestra se mueve a 10,47 m/s). |
Es calculada la fuerza de arrastre para una velocidad de giro del portaprobetas de 2500 rpm, por ser la máxima que puede alcanzar el agitador de revoluciones variables del Laboratorio de Tribología y Materiales. Como resultado se obtiene una Fuerza de Arrastre de 174,7 N.
Con el empleo del software Autodesk Inventor se simula el dispositivo de ensayos para erosión húmeda. Para la simulación, en el centro de cada portamuestras fue aplicada la carga, previamente calculada (174,7 N). Fue empleado un mallado medio, considerando el apoyo en el eje vertical del dispositivo.
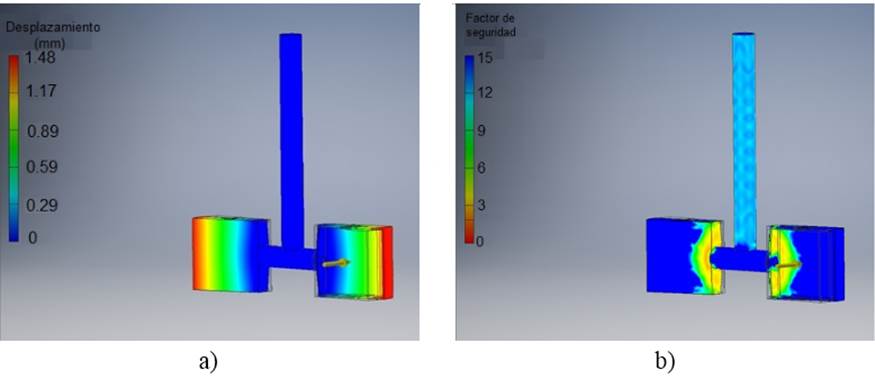
En la simulación se observa un pequeño desplazamiento en los extremos de los portamuestras, alcanzando su máximo valor en 1,48 mm. Esta pequeña variación no pone en riesgos los objetivos del dispositivo (Figura 3a). También se observa que las zonas más cargada son los extremos interiores de los portamuestras, alcanzando un valor de factor de seguridad de 4 (Figura 3b), lo que confirma que el dispositivo resiste la carga y puede cumplir su función.
3.2. Resultados de evaluación del equipo de ensayo
En base a los resultados de los ensayos de desgaste erosivo se ha construido la gráfica del efecto de la velocidad de rotación sobre el desgaste (Figura 4). Se observa que al aumentar la velocidad de rotación del portamuestras el desgaste manifiesta un comportamiento de tendencia parabólica, pasando por un valor mínimo en 500 rpm. Tal tendencia se vincula al número de impactos sobre la superficie de la muestra en la unidad de tiempo, al ángulo de los impactos y a la energía cinética de la partícula que impacta. Al aumentar la velocidad de 400 rpm para 500 rpm el número de impactos disminuye porque hay mayores colisiones entre partículas que las desvían de su trayectoria. Luego, por encima de 500 rpm, los impactos, que aún pueden ser menos, porque ha aumentado aún más la colisión entre partículas, son de ángulos mayores porque ha aumentado la turbulencia del fluido, a la vez que la energía cinética de la partícula que impacta también es mayor, generando mayores tensiones de contacto en la superficie que conduce a una mayor pérdida de material.
Se hace notar que, al aumentar la velocidad de giro el recorrido total de las muestras ha aumentado, ya que el tiempo de ensayo ha sido el mismo, pero ello no ha sido el aspecto gobernante, siendo esto una cierta confirmación de que con el aumento de la velocidad aumenta el número de colisiones entre partículas.
Las colisiones entre partículas y de estas con la superficie de la muestra pueden fragmentarlas o transformar su formato. Del análisis granulométrico realizado se obtuvo que antes del ensayo la distribución de por cientos de masa tiene carácter mononodal, el cual se mantuvo luego de cada condición de ensayo. En la tabla 1 se muestran los resultados de los momentos estadísticos de las distribuciones granulométricas, determinados según ASTM C 136 (2014). Todas las muestras de arena presentan un buen sorteo en correspondencia con sus valores de dispersión. De acuerdo con los valores del criterio de oblicuida, la muestra de arena sin ensayar presenta mayor concentración de facciones gruesas, mientras para las ensayadas hay un exceso de fracciones finas. Este hecho evidencia que han habido modificaciones en la distribución granulométrica de la arena bajo las condiciones de ensayo y que la mayor concentración de fracciones finas dentro de las muestras ensayadas corresponde a la de 400 rpm. De acuerdo con el valor de kurtosis, en todos los casos las curvas son mesocúrticas, ya que presentan una concentración normal en la región central de la distribución. El valor máximo (dmáx), que representa el tamaño de grano que más abunda en el colectivo granulométrico, es mayor en la muestra de arena sin ensayar, mientras que las muestras de 500 y 600 rpm toman un valor medio y la muestra ensayada con 400 rpm toma el menor valor.
La mayor concentración de fracciones finas (menor valor de Sk y dmáx) de la arena del ensayo con 400 rpm (Tabla 1), puede ser interpretada como una evidencia de que a bajas velocidades de rotación los impactos de las partículas con la superficie de la muestra son mayores (menores colisiones entre partículas), conduciendo a su mayor fragmentación.
Tabla 1 Momentos estadísticos de la distribución granulométrica
|
|
|
|
||||
|---|---|---|---|---|---|---|
| Sin ensayar | 1,33 | 1,97 | 0,33 | 0,420 | 0,7284 | 0,6692 |
| Ensayo 400 rpm | 1,27 | 0,66 | 0,21 | 0,189 | 0,743 | 0,653 |
| Ensayo 500 rpm | 1,32 | 0,93 | 0,21 | 0,250 | 0,904 | 0,761 |
| Ensayo 600 rpm | 1,34 | 0,97 | 0,24 | 0,250 | 0,786 | 0,669 |
Leyenda: So-Dispersión; Sk- Oblicuidad (simetría); Md- Mediana (mm); K- Kurtosis; dmáx- Tamaño de grano máximo (mm)
A partir de imágenes digitales de muestras de granos de arena para cada condición de ensayo y sin ensayar, fueron determinados la circularidad y el redondeo de las partículas con empleo del software (Tabla 1). Se observa que el formato de las partículas para 400 rpm y 600 rpm, relativamente se mantiene en relación a la muestra sin ensayar. Para la velocidad de 500 rpm se ha obtenido el mayor valor de redondeo de las partículas, que es precisamente la velocidad de ensayo para la que se obtiene el menor valor de desgaste (Figura 4). Este hecho confirma que, en el ensayo, producto de las colisiones entre partículas y de estas con la superficie, ocurre la variación de su forma y que esto encuentra su expresión en los resultados del desgaste.
De la gráfica de la figura 4 se hace visible también que el recubrimiento obtenido por soldadura es ligeramente menos resistente al desgaste que el material del álabe del extractor. Ello puede interpretarse como que la recuperación de un álabe desgastado mediante recargue por soldadura con ese electrodo no restituye sus propiedades totalmente, aunque obviamente permite prorrogar su vida útil.
4. CONCLUSIONES
El dispositivo desarrollado posibilita la realización de ensayos de erosión húmeda, de aleaciones y recubrimientos, que responden adecuadamente a las necesidades de la investigación y la docencia, posibilitando la variación de diversos parámetros de ensayo (tiempo, concentración de la suspensión abrasiva, velocidad de rotación, tamaño y forma del abrasivo, material abrasivo, propiedades del líquido de la suspensión abrasiva, etc). Bajo iguales condiciones de ensayo es posible el estudio comparativo entre dos o más materiales.
En la simulación se observa un pequeño desplazamiento en los extremos de los portamuestras, alcanzando su máximo valor en 1,48 mm. Esta pequeña variación no pone en riesgos los objetivos del dispositivo. Las zonas más cargadas son los extremos interiores de los portamuestras, alcanzando un valor de factor de seguridad de 4, lo que confirma que el dispositivo resiste la carga y puede cumplir su función
El aumento de la velocidad del ensayo muestra una disminución del desgaste de 400 rpm para 500 rpm y luego crece de 500 rpm para 600 rpm. Tal comportamiento se vincula a la disminución del número de impactos con la superficie por aumento de las colisiones entre partículas. Luego, para mayores velocidades, el desgaste aumenta nuevamente porque la turbulencia del líquido ha aumentado y los ángulos de impacto son mayores y porque ha aumentado también la energía de impacto de las partículas en la superficie.
Durante los ensayos de desgaste la arena experimenta modificaciones de su granulometría y forma como resultado de las colisiones entre partículas y de estas con la superficie. La modificación más evidente de la arena se corresponde al aumento de la concentración de fracciones finas en el ensayo. Se observa cierto vínculo de carácter inverso entre el redondeo de las partículas de arena y el desgaste de la muestra en función de la velocidad de rotación del portamuestras en el ensayo.
El recubrimiento obtenido por soldadura es ligeramente menos resistente al desgaste que el material del álabe del extractor, por lo que en un proceso de recuperación de un álabe desgastado no restituiría el 100 % de su vida útil.

