










 Servicios personalizados
Servicios personalizados Español (pdf)
Español (pdf)
 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
 Enviar articulo por email
Enviar articulo por email Citado por SciELO
Citado por SciELO  Similares en
SciELO
Similares en
SciELO 
 Permalink
PermalinkIntroducción
La extrusión es un proceso continuo, en el que la resina es fundida, por la acción de la temperatura y la fricción y forzada a pasar por un dado, que le proporciona una forma definida y es enfriada finalmente, para evitar deformaciones permanentes. Se fabrican por este proceso: tubos, perfiles, películas, manguera, láminas, filamentos, pellets y otros. En este proceso, juegan un papel importante las propiedades termofísicas de la materia prima utilizada, estas contribuyen a tener un mejor o peor desempeño energético y productivo, sobre todo, en la etapa de enfriamiento que se desarrolla, una vez salida la materia prima del dado, que le proporciona la forma a la salida del extrusor y pasa a la etapa de terminación del producto.
Esta es una etapa muy compleja, pues en ella entran a jugar muchas variables, para lograr el producto final, como son, nivel de producción, propiedades termofísicas del material, temperatura y régimen de circulación del agua helada de enfriamiento, dimensiones del producto y de la bañera. En la fabricación de tuberías, esto influye en que al pasar por la unidad de tiro no se deforme, en donde el tubo se somete a presiones que podría producir alteraciones en la forma circular, corte, abocinado en algunos casos, estiramientos para orientación molecular y palatización, Lograr el conocimiento de la influencia energética y productiva de las propiedades termofísicas de la materia prima como conductividad térmica, densidad y calor específico, conduce a predecir, con determinada exactitud, el comportamiento de los índices energéticos y productivos del proceso, que se desarrollará posteriormente [1-3].
Fueron escogidas estas propiedades, teniendo en cuenta que son las más influyentes, en el proceso de enfriamiento o calentamiento, en este tipo de materia prima, pues su comportamiento es intensivo, aunque se conoce que en general, el cociente entre dos magnitudes extensivas nos da una magnitud intensiva, por ejemplo la razón entre masa y volumen es la densidad y por tanto, aunque se varíen las temperaturas en la superficie de la tubería y la de la bañera o equipo de enfriamiento, el comportamiento será el mismo en cuanto al aumento o disminución de la magnitud resultante; en este caso aumenta o disminuye la producción e igual sucederá con los índices de consumo energético.
El procedimiento de cálculo utilizado en los resultados que en este artículo se exponen ya fue publicado con anterioridad. Con ello queda demostrada la versatilidad del método y la herramienta empleada para dar solución a problemas en la transferencia de calor, en la búsqueda de la eficiencia energética y productiva [2,3].
Desarrollo
El enfriamiento
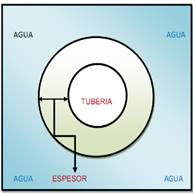
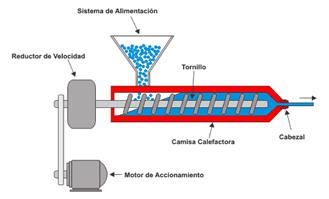
Esta etapa del proceso se desarrolla al salir la materia prima del dado del extrusor y penetrar en la bañera de enfriamiento que puede ser de diferentes dimensiones. Se pueden encontrar dos tipos de enfriamiento: por inmersión y por rociado.Por inmersión el tubo pasa por una tina llena de agua en constante enfriamiento, llevándose a cabo un intercambio de calor contante, empleado generalmente para tuberías de pequeño diámetro, donde por las altas velocidades de extrusión, se requiere de un enfriamiento intenso. En el enfriamiento por espreado, el tubo pasa por la unidad de enfriamiento consistente, en una cámara donde numerosas boquillas instaladas, rocían agua fría sobre la tubería. Este enfriamiento es usado para tubería de gran diámetro donde las velocidades de producción son bajas y la aspersión puede lograr un enfriamiento efectivo, por el tiempo de permanencia elevado del producto en esta. Vea las figuras 1 y 2.
Cualquiera que sea el tipo de enfriamiento, el comportamiento de las propiedades termofísicas tienen efecto similar, por un lado, por relacionarse directamente con la densidad, determina el flujo másico del equipo, por el otro caso, determina el tiempo de enfriamiento necesario para un producto de calidad [4-6]. Estos efectos evidentemente influyen en el desempeño energético y productivo de este proceso.El (poli cloruro de vinilo), PVC como materia prima generalmente presenta las siguientes características técnica. Vea la tabla 1.
MÉTODO UTILIZADO
Las soluciones analíticas dadas en este estudio, son resultado de un proceso de simulación, cuya secuencia de cálculo se describe, en la figura 3, algoritmo de cálculo del procedimiento descrito, en que la expresión general de la ecuación de la conducción en régimen transitorio y el empleo del software WolframMathematica, son las herramientas esenciales, puesto que en este caso, el proceso de enfriamiento, se produce mediante agua helada, en diferentes bañeras, se requiere de un control muy meticuloso, para lograr los mínimos tiempos de enfriamiento con la exactitud deseada, en correspondencia con las temperaturas y las propiedades termo físicas del material, para así lograr consumos energéticos, acorde a las producciones que se realicen como expresión de un mejor desempeño [6-9].
Para este caso, se escogió una tubería de PVC de 90 mm de diámetro, por utilizarse la misma en múltiples funciones, hidráulicas, eléctricas, sanitarias y otras. Se modeló el proceso de enfriamiento para determinar el tiempo mínimo que indique el nivel de producción e índice de consumo energético para diferentes espesores y tipos de propiedades. La temperatura del material a la salida de la extrusora, Ts =190 ºC, esta temperatura inicial, puede variar en correspondencia con el tipo de materia prima, al igual que la temperatura final, que generalmente se considera a la salida del tubo de la bañera y que para este caso fue de 30 grados y que también puede variar de acuerdo al clima donde este la instalación y los espesores utilizados.
La temperatura deseada para la superficie exterior de la tubería a la salida de la bañera generalmente es considerada la del medio ambiente, hasta que en la interior alcance los 60⁰C como consecuencia del aumento de los espesores, a partir de lo cual se comienza a utilizar este valor como referencia. La temperatura en la superficie exterior tiende a disminuir por debajo de la ambiental en la medida que sigue aumentando el espesor, debido a que comienzan a influir en el enfriamiento, las propiedades termofísicas de la materia prima utilizada, fundamentalmente la conductividad térmica [10-11].
Discusión y análisis de los resultados
Durante la simulación fueron realizadas múltiples corridas, para cada una de las propiedades en estudio, para una tubería de 90 mm de diámetro y varios espesores en la tabla 2, se muestran las propiedades principales utilizadas para hacer las mismas al poner una contante y variación de las demás en una máquina cuyo consumo es de 121 kW y 270 kg/h de flujo.
Tabla 2 Propiedades del Material utilizado en las muestras.
| ρ = (Densidad del material kg/m3) | K= (Conductividad térmica W/m K) | Cp. = (calor especifico J/kg oC ) |
|---|---|---|
| 1420 | 0,24 | 1500 |
| 1400 | 0.22 | 1370 |
| 1300 | 0.20 | 1200 |
| 1200 | 0.18 | 1100 |
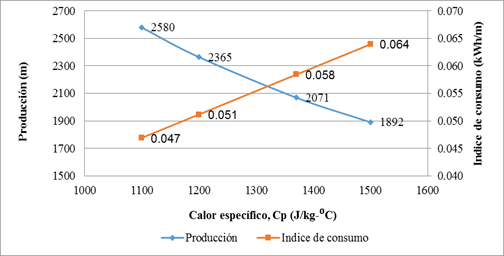
La tabla 3, muestra un resumen del comportamiento del calor específico actuando como variable y se mantienen contantes la densidad y la conductividad térmica. Puede verse como en la medida que disminuye su magnitud, aumenta la producción, decreciendo el tiempo y por tanto existe un mejoramiento en los índices de consumo energético, situación que puede verse también en las figuras 4 y 5.
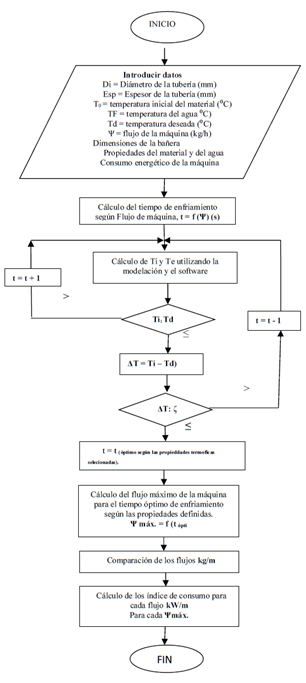
Tabla 3 Resumen del comportamiento productivo y energético cuando varia el Cp., k y ρ son contantes, ρ = 1420 k = 0.22
| Calor Específico (J/kg⁰C) | 1500 | 1370 | 1200 | 1100 |
| Espesor(mm) | 1,8 | |||
| Producción (m) | 2416 | 2645 | 3021 | 3295 |
| Tiempomínimo (s) | 95 | 87 | 76 | 70 |
| Índice de consumo (kWh/m) | 0,05008 | 0,04574 | 0,04005 | 0,03672 |
| Espesor (mm) | 2,2 | |||
| Producción (m) | 1892 | 2071 | 2365 | 2580 |
| Tiempomínimo (s) | 122 | 111 | 97 | 89 |
| Índice de consumo (kWh/m) | 0,06395 | 0,05842 | 0,05116 | 0,04689 |
| Espesor(mm) | 2,7 | |||
| Producción (m) | 1548 | 1695 | 1935 | 2111 |
| Tiempomínimo (s) | 149 | 136 | 119 | 109 |
| Índice de consumo (kWh/m) | 0,07816 | 0,07138 | 0,06253 | 0,05731 |

La tabla 4. mostrada acontinuación, representa un comportamiento de la variación de la densidad, manteniendo contante, la conductividad térmica y el calor especifico, el resultado es que, en la medida en que decrece su magnitud, aumenta la producción, disminuyendo el tiempo mìnimo y el indice de consumo, para cualquier espesor, siendo significativa la diferencia de los valores que representan los cambios. Esta propiedad es de las principales a tener en cuenta en el diseño de los flujos de las máquinas, puede observarse este planteamiento en las figuras 6 y 7.
Tabla 4 Resumen del comportamiento productivo y energético cuando varía ρ., k y Cp. Constantes, k = 0,22 Cp. = 1370.
| Densidad kg/m3 | 1420 | 1400 | 1300 | 1200 |
| Espesor(mm) | 1,8 | |||
| Producción (m) | 2645 | 2683 | 2889 | 3130 |
| Tiempomínimo (s) | 87 | 86 | 80 | 74 |
| Índice de consumo (kWh/m) | 0,04574 | 0,04509 | 0,04188 | 0,03865 |
| Espesor(mm) | 2,2 | |||
| Producción (m) | 2071 | 2101 | 2263 | 2451 |
| Tiempomínimo (s) | 111 | 110 | 102 | 94 |
| Índice de consumo (kWh/m) | 0,05842 | 0,05759 | 0,05346 | 0,04936 |
| Espesor(mm) | 2,7 | |||
| Producción (m) | 1695 | 1719 | 1851 | 2006 |
| Tiempomínimo (s) | 136 | 134 | 124 | 115 |
| Índice de consumo (kWh/m) | 0,07138 | 0,07038 | 0,06537 | 0,02417 |


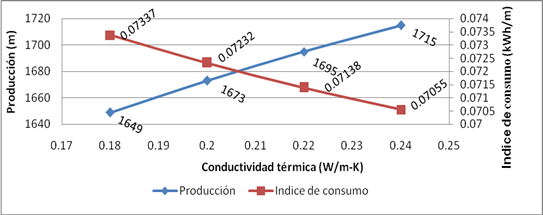
La tabla 5, muestra cómo se comportan los indicadores productivos e índices de consumo, con la variación de la conductividad térmica, manteniendo contantes, el calor específico y la densidad. Aquí sucede todo lo contrario, a los ejemplos anteriores, pues en la medida que decrece en magnitud, disminuye la producción, aumenta el tiempo y por consiguiente el índice de consumo, es apreciado también, en las figuras 8 y 9.
Tabla 5 Resumen del comportamiento productivo cuando varia la K, Cp. y ρ son contantes, ρ = 1420 Cp. = 1370
| Conductividad térmica W/m K | 0,24 | 0,22 | 0,20 | 0,18 |
| Espesor (mm) | 1,8 | |||
| Producción (m) | 2671 | 2645 | 2616 | 2582 |
| Tiempomínimo (s) | 86 | 87 | 88 | 89 |
| Índice de consumo (kWh/m) | 0,04530 | 0,04574 | 0,04625 | 0,04686 |
| Espesor(mm) | 2,2 | |||
| Producción (m) | 2094 | 2071 | 2046 | 2017 |
| Tiempomínimo (s) | 110 | 111 | 113 | 114 |
| Índice de consumo (kWh/m) | 0,05778 | 0,05842 | 0,05913 | 0,05999 |
| Espesor(mm) | 2,7 | |||
| Producción (m) | 1715 | 1695 | 1673 | 1649 |
| Tiempomínimo (s) | 134 | 136 | 138 | 140 |
| Índice de consumo (kWh/m) | 0,07055 | 0,07138 | 0,07232 | 0,07337 |

Conclusiones
El conocimiento de las propiedades termofísicas de la materia prima, posibilita predecir el comportamiento de los resultados productivos y energéticos, apreciándose que cada una de ellas influye de forma diferente, por ejemplo la densidad y el calor específico en la medida que disminuyen sus magnitudes aumenta la producción y disminuyen los índices de consumo, en cantidades diferentes, mientras que la conductividad térmica tiene un comportamiento contrario, mientras disminuye lo hace la producción y aumentan los índices de consumo.
Cuando sean utilizadas máquinas con diferentes flujos, los resultados productivos y energéticos pueden ser superiores, teniendo en cuenta que el proceso de enfriamiento puede ser ajustado convenientemente, según el comportamiento de estas propiedades, pues como se pudo apreciar son ellas las que determinan el proceder productivo.

