










 Servicios personalizados
Servicios personalizados Español (pdf)
Español (pdf)
 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
 Enviar articulo por email
Enviar articulo por email Citado por SciELO
Citado por SciELO  Similares en
SciELO
Similares en
SciELO 
 Permalink
PermalinkINTRODUCCIÓN
Las principales tecnologías agropecuarias están desarrolladas y aplicadas, por ello la estrategia empresarial e inversionista, tiene que incluir la asimilación de tecnologías y su adopción en las condiciones específicas del sector. Desarrollar nuevos procesos es también muy necesario, no solo como producto científico y comercializable en sí mismo, sino también en su asociación con la asimilación de tecnologías, como vía directa de aplicación efectiva de conocimientos y desarrollo precedentes.
A través de la vigilancia tecnológica (VT) parte de la información de procesos puede ser desconocida y se requiere determinarla por los métodos investigativos típicos del desarrollo de procesos (Ley y González, 2006). Por otra parte, la identificación de las potencialidades de modificación estructural de los productos agropecuarios y el desarrollo de los procesos tecnológicos adecuados para su explotación es una actividad que requiere de atención institucional, empresarial y científica.
Los estudios y estrategias inversionistas deben tener presentes estos aspectos desde su propia concepción sin dejar espacio a la improvisación, sin embargo, los procedimientos institucionales vigentes en Cuba y principalmente la resolución 327/2014 (MINJUST, 2015), no los incluyen de forma explícita. La práctica científico-metodológica ha establecido los principios del desarrollo de procesos y de la asimilación por transferencia tecnológica para la industria química (Ley y González, 2006); (Hernández et al., 2009), pero no ha tenido en cuenta el vínculo entre ellos de forma tal que el desarrollo de procesos esté complementado con la transferencia tecnológica.
Estos aspectos demandan el esclarecimiento de los procedimientos estratégicos necesarios para que el desarrollo de procesos de la industria agroalimentaria se complemente con la asimilación tecnológica y su validación en procesos azucareros y no azucareros. Atendiendo a ello, se ha identificado que en la implementación del modelo económico cubano no existe un procedimiento estratégico de orientación secuencial para el desarrollo de procesos agroindustriales azucareros y no azucareros, complementado con la asimilación tecnológica. Por esas razones, el objetivo de esta investigación es elaborar un procedimiento estratégico que guíe de forma científica y metodológica el desarrollo de procesos agroindustriales complementado con la asimilación de tecnologías.
MATERIALES Y MÉTODOS
Para la definición del procedimiento estratégico de desarrollo de la agroindustria complementada con la asimilación de tecnologías se efectuó el análisis de los antecedentes, principalmente de los principios metodológicos anteriormente aplicados a esta temática (Ley y González, 2006); (Hernández et al., 2009). Con ello, se establecieron las premisas conceptuales para esta actividad y se consideró necesario seguir una secuencia metodológica y heurística de diagnóstico agrícola, fortalecimiento agropecuario, selección de surtidos y tamaño del proyecto, estudio de mercado, adaptación tecnológica, investigación de procesos en función del diseño y escalado y análisis técnico económico y de sensibilidad.
2.1. Caso de estudio: Productos de Manihot esculenta Crantz (yuca)
A pesar de las potencialidades para el cultivo de la yuca, este renglón no se ha desarrollado en Cuba para sus productos industrializados (ONEI, 2017), por lo que es necesario y conveniente aplicar el procedimiento estratégico a Manihot esculenta Crantz (yuca) y sus productos industrializables, como caso de estudio. Como antecedente de la aplicación del procedimiento al caso de estudio se tiene un reporte anterior de algunos procesos industriales a partir de yuca, como una oportunidad de negocios efectivos y sustentables (Pérez et al., 2014). En este trabajo se consideran los surtidos primarios harina (H) y almidón nativo (AN), los surtidos combinados H, AN y casabe (C) y el material modificado, almidón gelatinizado acetilado (AGA). El AGA es un surtido modificado por vía física y química con mejores propiedades funcionales, aplicabilidad y valor agregado que sus precedentes (Pérez et al., 2018a); (Pérez et al., 2018b). La aplicación de estos principios metodológicos también ha sido reportada previamente para el surtido C (Pérez et al., 2019); sin embargo, en este trabajo se retoma el esquema tecnológico y demás procedimientos de diseño y adaptación reportados en dicha investigación para su aplicación en la combinación de surtidos.
Para todos los análisis se aplicó la modelación combinada de los balances de materiales y energía. La selección y adaptación de las centrífugas y el hidrociclón se efectuó por ofertas específicas para almidón de yuca (Chetchuda, 2017); (Flottweg, 2017). Para el secadero neumático se utilizó el método de Perry y Green (1984) y para los secaderos por aspersión con atomizador rotatorio y sección cilíndrica y cónica, los métodos de Masters (1991) y Ángeles (2009). El diseño de la batería de acetiladores en serie se efectuó por el método gráfico (Levenspiel, 1999) y el escalado de gelatinizadores y acetiladores se efectuó por el método de Rodríguez y Blazquez (2010). Como alternativa energética para el secado se consideró la combustión de crudo nacional (CN).
Para el análisis técnico y económico se efectuó cálculo de los indicadores económico-financieros dinámicos para un costo de oportunidad del 10 % y un período de vida útil de la instalación de 15 años funcionando 300 días al año en 3 turnos diarios de trabajo con 20 horas productivas. Los precios de los portadores energéticos se consideraron a partir de indicaciones del Ministerio de Economía y Planificación de Cuba (MEP, 2017). Los precios se estimaron en: 0,07 USD/kgyuca (MINAG, 2017), 1440 USD/t casabe (Reyes, 2017), 450 US $/tH (KFT, 2018), 1000 USD/tAN (Chetchuda, 2017), (Green-World-Import, 2018) y 1500 USD/tAGA (Chetchuda, 2017).
RESULTADOS Y DISCUSIÓN
3.1. Estrategia para el desarrollo de la agroindustria complementada con la asimilación tecnológica por transferencia de tecnologías
El diagrama heurístico del procedimiento estratégico desarrollado se muestra en la Fig. 1. El mismo comienza con el diagnóstico agrícola, la selección del cultivo a potenciar y su fortalecimiento con la aplicación de adecuados métodos genéticos y agro-técnicos. Luego del fortalecimiento agropecuario es posible definir un surtido industrializable. Con el fortalecimiento puede garantizarse la disponibilidad de materia prima para la capacidad de producción del surtido, verificada a través del estudio de mercado. En caso de existir interés en modificar o transformar radicalmente la estructura molecular del surtido para incrementar su aplicabilidad y valor agregado, se considera al mismo como un material modificado y el resto del procedimiento se aplica al nuevo material, en caso contrario se continúa el tratamiento del producto originalmente considerado.
Fig. 1 Diagrama heurístico del procedimiento estratégico para el desarrollo de procesos agroindustriales complementado con asimilación tecnológica
Luego de establecer la capacidad y las necesidades tecnológicas comienza la VT a través de procedimientos reportados al efecto (Ley y González, 2006); (González, 2010); (Moya y Moscoso, 2017). Ante la posible existencia de información de procesos desconocida y necesaria para el diseño y la asimilación, se complementa la VT con investigación del proceso y se efectúa recopilación de la información obtenida. Luego de concluida la VT e investigación se define el esquema tecnológico apropiado para el surtido y se procede al desarrollo de los procesos desconocidos complementado con la adaptación de tecnologías. La adaptación se efectúa por la metodología de Ley y González, 2006. Posteriormente se estiman costos de inversión y operación e indicadores de factibilidad económico-financiera. A los surtidos que no alcanzan resultados adecuados de factibilidad se les aplica análisis de sensibilidad. Si las causas están vinculadas con la capacidad se proponen capacidades incrementadas, se verifica el comportamiento del mercado perspectivo y se busca nuevamente la existencia de disponibilidad de materia prima. Si la baja efectividad es de origen tecnológico se proponen modificaciones y se define un nuevo esquema tecnológico para el surtido. Productos que no mejoran su efectividad por incremento de capacidad ni por modificaciones tecnológicas se consideran nuevamente en el procedimiento como surtidos combinados con coproductos de mayor valor agregado cuando existe dicha posibilidad, en caso contrario son declarados proyectos no factibles y se desechan. Los materiales con resultados de factibilidad favorables pasan al diseño tecnológico y la evaluación económica final.
El procedimiento es de aplicación general a cualquier cultivo y surtido agropecuario, sea azucarero o no y se ha aplicado en este trabajo para los productos industrializados de yuca. Se introducen elementos no considerados anteriormente, adaptando los mismos para su aplicación a la industria agroalimentaria. Entre ellos se encuentran la gestión de la información desconocida, la intensificación de etapas y procesos conocidos con el diseño y desarrollo de nuevos procesos o etapas, el diagnóstico local y el estudio de mercado como conceptualización del escenario de partida, el fortalecimiento agropecuario, la gestión de la disponibilidad de materia prima y el aprovechamiento de todas las potencialidades de estos productos al considerar variantes de surtidos combinados y modificados.
3.2. Resultados de la aplicación del procedimiento estratégico al caso de estudio.
Como resultado de la aplicación de los pasos iniciales del procedimiento de la Figura 1, se aplicó un diagnóstico de la situación actual y perspectiva a diferentes regiones agrícolas de Villa Clara, Cuba, identificándose potencialidades de desarrollo para el cultivo de yuca en la zona de “Copa”, del Municipio de Santo Domingo. En términos de fortalecimiento agropecuario se implementaron diferentes programas de cultivo intensivo con variedades industriales de alto potencial genético, principalmente INIVIT Y-93-4 (Beovides et al., 2013); (Ochoa et al., 2014). La definición del tamaño de los proyectos se efectuó considerando las potencialidades originales y con fortalecimiento agropecuario, para el proyecto de “Copa”, alcanzándose una disponibilidad de 8 traíces/d durante 300 días al año (ENPA, 2013). Adicionalmente, el estudio de mercado permitió verificar las existencias de mercados seguros, estables y perspectivos para todos los surtidos considerados (UCLV, 2014).
Respecto a la modificaciones estructurales y como resultado de la investigación de procesos desarrollada y reportada previamente, se adaptó tecnología y se desarrolló procesos para AGA, atendiendo a la ventajas cinéticas de la acetilación precedida de la gelatinización (Pérez et al., 2018a); (Pérez et al., 2018b). En términos de VT, resultó efectiva la adaptación tecnológica para H y AN, debido a que sus tecnologías están desarrolladas y aplicadas actualmente, sin embargo para AGA se requirió la investigación de procesos previamente reportada para las nuevas etapas e insertando las mismas en los procesos conocidos del AN. Como investigación de procesos se determinaron y reportaron previamente las mejores condiciones de gelatinización en un tratamiento hidrotérmico (Pérez et al., 2017) y la cinética de la acetilación para almidón en estado nativo (Pérez et al., 2018a) y en estado gelatinado (Pérez et al., 2018b).
3.2.1 Selección, adaptación y diseño de las nuevas etapas
La selección del esquema tecnológico se efectuó para H por secado en pasta y AN vía mecanizada a través de la adaptación tecnológica a las características propias de la variedad INIVIT Y-93-4 y las condiciones tecnológicas previstas. Para AGA se insertaron las etapas de gelatinización, acetilación y secado por aspersión en el esquema del AN vía mecanizada, desarrollando procesos para las nuevas etapas y adaptando tecnología en el resto. El resumen del balance de materiales y energía para todas las variantes se muestra en la Tabla 1. Se alcanzan rendimientos en base a yuca de acuerdo a los valores esperados tanto para H (Vargas y Hernández, 2013), como para AN (Alarcón y Dufour, 1998) y para AGA el aumento se debe al incremento másico por la transformación química. Respecto a la demanda energética para el secado se aprecian resultados similares a los reportados previamente (OCDE-FAO, 2013). Para AN, dichos valores guardan relación con la reducción previa de la humedad centrifugación y filtrado al vacío. Sin embargo, para AGA, el elevado índice de consumo de combustible se debe a que la humedad de entrada del AGA al secado no puede reducirse por vía física atendiendo a la reología de las suspensiones gelatinizadas (Pérez et al., 2017); (Pérez et al., 2018a).
Tabla 1 Resumen del balance de materiales y energía para las variantes de harina por secado en pasta, almidón nativo y almidón gelatinizado acetilado
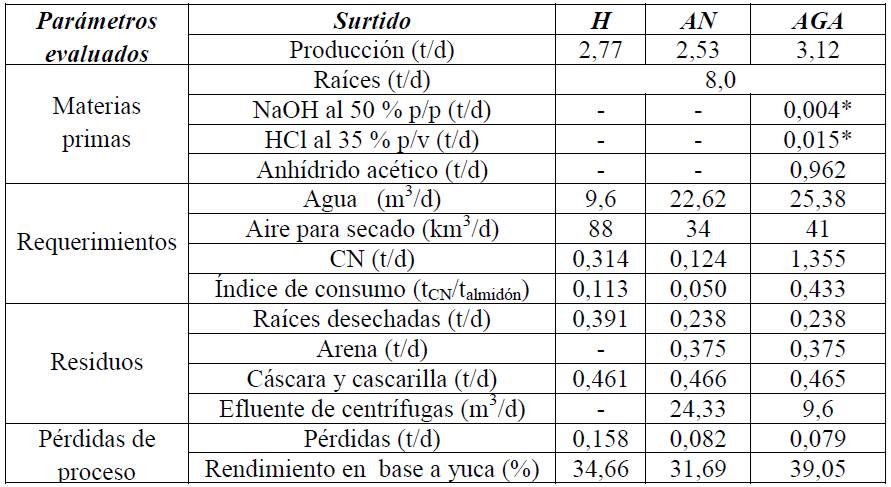
*Incluye los consumos de agentes químicos en la limpieza.
En la Tabla 2 se resumen los resultados del dimensionamiento del equipamiento adaptado para H y AN. Resalta que las exigencias tecnológicas de la H son inferiores a las del AN, sin embargo su calidad, aplicabilidad y valor agregado es mucho menor. El AN es un material homogéneo y libre de fibra con gran aplicabilidad en las industria alimentaria, textil, papelera, farmacéutica, etc. Por otra parte, el proceso del AN demanda mayor exigencia en el tratamiento de los residuales líquidos efluentes de las centrífugas (Torres et al., 2005), pero estos pueden utilizarse como recurso biodegradable para producir biogás como solución energética renovable al 30 % de la demanda energética total del secado (OCDE-FAO, 2013). En la Tabla 3 se resume el diseño de las nuevas etapas desarrolladas de gelatinización, acetilación y secado por aspersión para AGA.
Tabla 2 Dimensiones fundamentales y consumo de potencia eléctrica del equipamiento adaptado para harina y almidón nativo
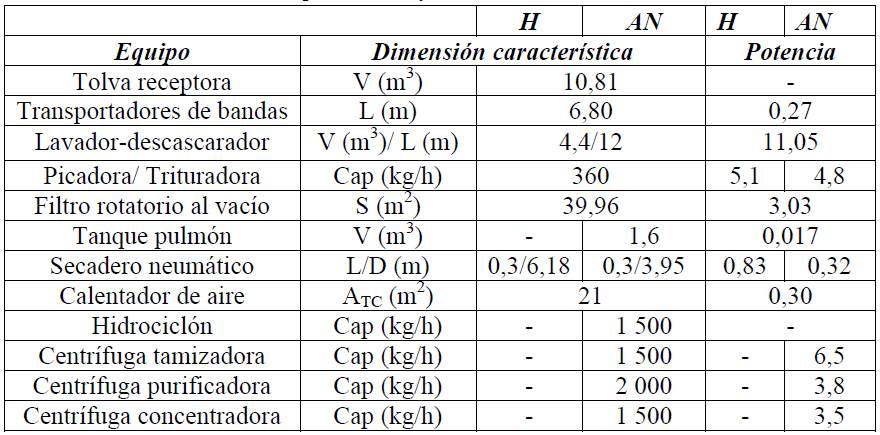
Tabla 3 Resultados del diseño y escalado de las etapas de gelatinización, acetilación y secado por aspersión para almidón gelatinizado acetilado
| Gelatinizador | V (m3) | 2,15 | 1,2 |
| Unidad acetiladora | V (m3) | 0,666 | 0,5 |
| Batería acetiladora | V (m3) | 2,0 | 1,5 |
| Secadero por aspersión | Dcilindro (m) | 2,32 | 4,05 |
| Ltotal cámara (m) | 5,32 | ||
| Vtotal cámara (m3) | 18,07 | ||
En la Tabla 2 y Tabla 3 coinciden los resultados para la etapas iniciales del AN pero la concentración de sólidos a la salida de las centrífugas concentradoras es de 36,5 % en el AN (OCDE-FAO, 2013) y de 10 % en el AGA. Ello incrementa las exigencias del secado pero evita dificultades difusionales en la acetilación a causa de la elevada viscosidad de suspensiones gelatinizadas (Lefnaoui y Moulai-Mostefa, 2015); (Pérez et al., 2017). Aunque para AGA se incrementan las exigencias inversionistas, materiales y energéticas respecto al AN, se elevan las posibilidades de aplicación y valor agregado (Xu et al., 2004).
3.2.2. Análisis técnico-económico y de sensibilidad
Los resultados del análisis técnico-económico y de sensibilidad de las alternativas consideradas, incluida la combinación de surtidos en cuantías de 5 % de la disponibilidad de yuca para C, 45 % para H y el resto para AN, se muestran en la Tabla 4. Los mejores resultados de los indicadores económicos dinámicos y la disponibilidad de raíces mínima requerida para alcanzar un Período de Recuperación al Descontado (PRD) de 4 años, se logran para el AGA y el AN en ese orden. En el caso de la H se alcanzan resultados inadecuados a la capacidad original por lo que deben considerarse capacidades incrementadas que requieren un reciclo metodológico al procedimiento de la Fig. 1, demandándose una disponibilidad de 28 traíces/d para alcanzar un PRD de 4 años.
Tabla 4 Resumen de la valoración técnico-económica y de sensibilidad respecto a la disponibilidad de yuca de las variantes propuestas a 8 traíces/d
|
|
||||
|---|---|---|---|---|
| Capacidad (t/d) | 2,8 | 2,5 | 1,2/1,3/0,17 | 3,1 |
| Costo de equipos ($) | 106 668,2 | 209 289,2 | 227 522,9 | 216 255,7 |
| Inversión total ($) | 284 804,0 | 558 802,4 | 607 486,2 | 557 402,6 |
| Costo Producción ($/a) | 375 894,5 | 451 296,6 | 444 673,6 | 1 020 344,6 |
| Ventas ($/a) | 374 354,5 | 774 694,34 | 630 029,5 | 1 420 091,2 |
| Ganancias ($/a) | (-1 540,2) | 323 397,7 | 149 923,9 | 695 357,0 |
| VAN ($) | Proyecto no factible a 8 traíces/d | 1 674 927 | 779 953 | 2 115 448 |
| TIR (%) | 44 | 27 | 50 | |
| PRD (años) | 3 | 5 | 2,7 | |
| Disponibilidad de raíces mínima (para PRD = 4 años) (t/d) | ||||
| 28 | 6 | 9,6 | 5,2 | |
Similares resultados de recuperación inversionista se logran con una disponibilidad de 6 t raíces/d, un 25 % menor que la originalmente considerada para AN. Por otra parte, aunque el AGA tiene mayores posibilidades de aplicación industrial deben ser considerados otros aspectos, como el consumo de agua, los indicadores energéticos, los requerimientos materiales y los factores medio ambientales. Atendiendo a ello, la mejor decisión empresarial e inversionista en estos y otros proyectos es de carácter multifactorial y el procedimiento estratégico desarrollado constituye una guía imprescindible ante dichas decisiones.
CONCLUSIONES
El desarrollo agroindustrial demanda la combinación del desarrollo de nuevos procesos y etapas con la asimilación efectiva de las tecnologías existentes y debe conducirse a través del procedimiento estratégico presentado, donde se gestiona la disponibilidad de materias primas y la información desconocida luego de la VT a través del fortalecimiento agropecuario y los métodos del análisis e investigación de procesos.
Es vital considerar todas las potencialidades estructurales de estos materiales, llevando los mismos a su máximo grado de aplicabilidad y valor agregado siempre que los resultados técnico-económicos lo aconsejen.
Al aplicar el procedimiento para el caso de los productos de yuca se obtuvo el mejor comportamiento técnico-económico para AGA, demandándose una inversión total de $ 557 402,6 que se recupera en 2,7 años cuando se procesan 8 traíces/d, seguido del AN vía mecanizada que, para similar capacidad e inversión del mismo orden, se recupera en 3 años. Productos de menor valor agregado como C o H deben elaborarse en su combinación con AN, incrementando la escala de los proyectos considerados hasta 9,6 traíces/d, o alcanzando mayor efectividad en las inversiones previstas, sobre todo en lo referente a los aspectos energéticos.

