










 Servicios personalizados
Servicios personalizados Español (pdf)
Español (pdf)
 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
 Enviar articulo por email
Enviar articulo por email Citado por SciELO
Citado por SciELO  Similares en
SciELO
Similares en
SciELO 
 Permalink
PermalinkIntroducción
Es conocido que el 25 % de las reservas de agua dulce del planeta se consume en procesos industriales, cuyos residuales contaminan severamente las fuentes de abasto.1 Para contrarrestar esos impactos se han desarrollado nuevas tecnologías que descontaminan los residuales, partiendo de factores fundamentales como la factibilidad de la reutilización,2la economía y la eficiencia de los procesos.3Sin embargo, en los últimos años, la efectividad de esos procesos se ha visto seriamente limitada debido a restricciones ambientales cada vez más severas.4,5
En tal sentido, la Refinería Cienfuegos S.A trabaja con parámetros de calidad reconocidos según las normas internacionales y con un tratamiento primario de sus residuales, con el objetivo de minimizar los costos de producción y mitigar los impactos medioambientales, no obstante aún persisten problemas como:
La implementación de nuevas unidades de proceso incrementa el consumo de agua potable generando mayor cantidad de residuales.
No se cuenta con una tecnología para tratar los residuales que posibilite su reutilización.
La tendencia al aumento de los precios del crudo, del agua y de la energía.
La puesta en marcha de unidades de conversión media en busca de mayor rendimiento tecnológico, unido a nuevas unidades medioambientales traerá consigo un incremento considerable de residuales líquidos y gaseosos.6,7
Para dar solución a la problemática presentada, es objetivo de este estudio evaluar integralmente una torre despojadora para determinar su rehabilitación y consigo procesar las aguas residuales sulfurosas, disminuyendo costos de producción e impacto al medio ambiente.
Fundamentación teórica
Procesos como despojamiento, extracción líquido-líquido, sistemas de enfriamiento y operaciones de lavado son unos pocos de muchos procesos, que están presentes en las refinerías donde se utiliza intensivamente el agua,8que a lo largo de todo el ciclo de vida del proceso, va adquiriendo contaminantes una vez que entra en contacto con ellos. Es decir, la calidad del agua se va degradando en función de la profundidad del proceso en que tiene participación.
Algunos autores reportan, 9,10la emisión de aguas ácidas residuales provenientes del vapor del agua desmineralizada que se utiliza para el craqueo térmico, en el hidrotratamiento de los diferentes productos de la refinación, en la desalación del crudo de alimentación y en los sistemas de tope de las diferentes torres de estabilización y destilación. Cuando los productos pesados son craqueados (agrietados), el azufre se convierte en H2S y mercaptanos. Durante el hidrotratamiento, los compuestos de nitrógeno se convierten a NH3. La reacción entre el vapor y los hidrocarburos cíclicos produce fenol. Estos condensados son llamados condensados amargos o aguas ácidas y son ricas en NH4+, HS- y fenoles. Su concentración asciende de 6 a 12 % peso respecto a la carga de cada unidad y no pueden ser descargados en la alcantarilla sin desulfurización previa.11,12
En los sistemas de tope de las torres, el vapor de agua se contamina con el H2S presente en los gases y luego se condensan en el tambor de reflujo, desde donde puede separarse el agua ácida sulfurosa resultante. Entonces para eliminar finalmente ese contaminante será necesaria una torre despojadora donde ocurren los siguientes cambios de fase:

En dicha torre, más que una reacción química, ocurre un desplazamiento del H2S (v) por la acción del H2O (v), pues en condiciones operacionales de presión y temperatura, el H2S se vaporiza a partir de los 89 °C. El agua ácida o agria entra a la torre con 84 °C y a una presión de 0,27 MPa (a), el H2S es despojado completamente sobre los 92 °C. En el caso del H2S, esta sustancia se forma en los mismos procesos de refinación por la presencia del azufre en el crudo de alimentación. Esto ocurre sobre todo en los procesos de craqueo y de hidrodesulfurización.10,12
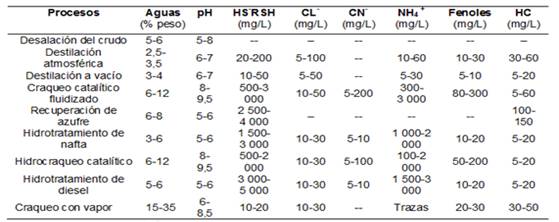
En la tabla 1 puede apreciarse la mayor contaminación del agua por parte del HS- y del NH4+, para cada uno de los procesos de refinación y los rangos de contaminación dependen en gran medida del crudo de alimentación utilizado.En los procesos auxiliares de la refinación el H2S es despojado, tanto de las aguas ácidas, como de los gases ácidos y posteriormente venteados a la atmósfera mediante la antorcha o enviado como corriente de alimentación a la Unidad Recuperadora de Azufre (URA).
Sin embargo, en ambos casos persisten las emisiones gaseosas provocando un considerable impacto ambiental, a pesar del establecimiento de regulaciones ambientales cada vez más estrictas.4,5
Métodos utilizados y condiciones experimentales
Inicialmente se realizó un diagnóstico general del sistema de agua técnica. Para el mismo se consideró el balance de materiales utilizado para el diseño de la torre despojadora, mostrado en la tabla 2.13
Tabla 2 Corrientes de la curva compuesta de fuentes y demandas ordenadas en sentido creciente en función de la concentración

Leyenda: D1-D6-Demandas: Corrientes de aguas contaminadas desde las unidades de proceso
F1-F6-Fuentes: Corrientes de agua despojadas de reúso hacia las unidades de proceso
UHTN: Unidad de hidrotratamiento de nafta UDA: Unidad de destilación atmosférica
UCC: Unidad de craqueo catalítico UDV: Unidad de destilación al vacío
URA: Unidad de recuperación de azufre UCR: Unidad de coquificación retardada
Los datos de flujos y concentraciones de contaminantes que se utilizan en el estudio, se obtuvieron por simulación en Petro-SIMTM6.1.14Dicha torre permite disminuir la carga contaminante que se envía a la Planta de Tratamiento de Residuales (PTR). Sin embargo, considerando que no quedaba claro cómo lograr la reutilización del agua despojada, ni los criterios para su selección, fue necesario aplicar el Software WaterPinchpara evaluar la torre antes mencionada, lo que requirió adaptaciones en los enfoques de dicha metodología de integración de procesos. Para ello, en la tabla 2 las aguas despojadas aparecen como corrientes de fuentes y las entradas aparecen como corrientes de demandas.
Conocidas las posibilidades de reuso del agua, en cantidades y calidades, resta establecer una propuesta tecnológica que permita lograr ese objetivo. Para validar la propuesta tecnológica de recuperar la torre despojadora se realiza una evaluación integral, comenzando con la evaluación técnica.
Para la evaluación técnica de la presente investigación se seleccionó el simulador de procesos ProMax® 2.015 y el modelo termodinámico Electrolytic ELR-PR que puede aplicarse en simulaciones de torres despojadoras, hidrotratadoras, unidades de crudo o cualquier proceso que contenga hidrocarburos, gases ácidos y agua.16-17Después de elegido el modelo termodinámico del proceso, mediante la opción“Components”, se añaden los componentes presentes en el caso de estudio: H2O, H2S, NH3, CO2, C6H6O, HCN.
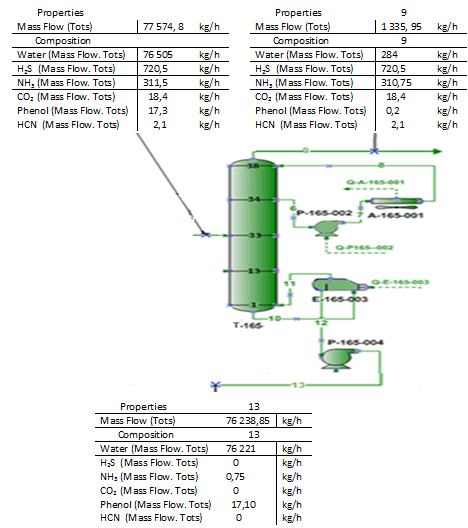
Se confeccionó un diagrama de flujo de información (DFI), que consta con un solo módulo, una columna de destilación de 38 platos, que además de su alimentación requiere de la instalación de un rehervidor y la extracción de una corriente de tipo flujo circulante por el plato 34 que retorna en el plato 38. Para calcular este módulo se consideraron además, la especificación de capacidad de intercambio del rehervidor igual a 35 564 000 kJ/h, el flujo de la corriente de recirculación (98 614 kg/h) y la temperatura de retorno de esa corriente (55 ºC), de esa forma quedan definidas las corrientes de salida (vapor despojado y agua despojada).
A este módulo entrará por el plato 33 la alimentación de agua agria y se espera que las salidas sean agua despojada y vapor despojado definidos a continuación en la tabla 3.

Para la validación del modelo se simuló el proceso de la torre despojadora a las condiciones de diseño y se compararon los resultados obtenidos, estimándose el error que se comete al estudiar el sistema con el modelo simulado. Como criterio de comparación se tomó el error relativo:

Para medir la sensibilidad del modelo de simulación se hacen corridas manipulando una variable dentro de los rangos de operación. Las demás variables se mantienen estables para poder observar cuales son los mejores resultados. Para cada caso se presentan los resultados gráficos involucrando la variable composición de NH3 y H2S tanto en el vapor despojado como en el agua despojada, teniendo en cuenta que son los que provocan la mayor contaminación. Estos contaminantes deben ser controlados con mayor rigurosidad debido a que después de ser despojados se envían a la unidad de recuperación de azufre, donde el sulfuro de hidrógeno en presencia de oxígeno se convierte en azufre elemental mientras el amoníaco es totalmente destruido, por acción de las altas temperaturas en el reactor de oxidación térmico para evitar que se formen sales de amonio.
Metodología para la evaluación económica
Para realizar la evaluación económica, se calculan indicadores económicos mediante la metodología propuesta por Peters, por lo que los costos directos e indirectos así como el capital fijo invertido se calcularon utilizando la tabla 17 de dicho libro.18Se tuvo en cuenta que los cálculos se realizan para una planta que está incluida dentro de un sector de proceso, por lo que muchos de los aspectos considerados en esta metodología son adaptados a las condiciones reales.
Para calcular el costo total del equipamiento se consultó el estimado de costo Clase II realizado en el año 2013 para el proyecto de expansión de la refinería de Cienfuegos.Para conocer el costo total actual de equipamiento se necesitó actualizar los mismos por el Índice de Costo 19 de acuerdo con la siguiente ecuación:

Para la estimación del costo total de producción se utilizaron los factores de proporción y las ecuaciones correspondientes de la tabla 27 del Peter.18
Metodología para la evaluación económica-ambiental
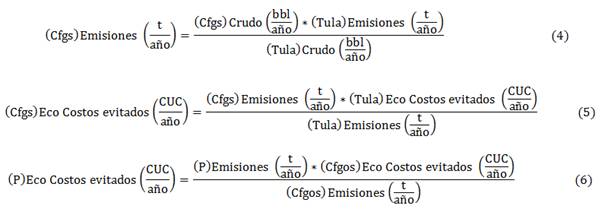
Para esta evaluación se tomó como referencia la metodología desarrollada por la CEPAL y aplicada por algunos autores20 según las ecuaciones siguientes:
Resultados y discusión
Según el balance de materiales mostrado en la tabla 2, se aprecia una recuperación de 76 228 kg/h de agua despojada, que representa el 98,27 % del agua total de entrada. No obstante, la información obtenida de las corrientes ordenadas en función de la concentración, al incorporarlas al softwareWaterPinch, se obtuvo el punto Pinch en un valor de 8 ppm, relacionado con la carga acumulada de 0,6 kg/h de contaminantes (figura1).

Fig. 1 Diagrama de determinación del Punto Pinch según los intervalos de concentración entre fuentes y demandas. Fuente: Software WaterPinch.
Del análisis de la figura1se puede concluir que:
La concentración media de contaminantes es de 13,94 ppm y la concentración máxima permisible, según los resultados del software, se extiende hasta 17,40 ppm, esto permite, de forma óptima, la reutilización máxima de 75,41 t/h de agua despojada, que representa el 97,21 % del agua ácida de entrada a la torre.
Alrededor del punto Pinch y hasta la concentración media de 13,94 ppm, aparecen las aguas recuperadas en la despojadora, con una carga acumulada de 0,96 kg/h, que representa el flujo ideal que se puede reutilizar. Por debajo del punto Pinch y con una concentración superior a 13,94 ppm, se localizan los residuales que aún se pueden recuperar hasta la concentración máxima permisible de 17,40 ppm, según el software, con una carga de 1,05 kg/h. Entonces el flujo para reutilizar sería de 60,40 t/h, como se refleja en la figura. Para cada intervalo de concentración, el software identifica la carga acumulada y en correspondencia, calcula los flujos que pueden reusarse.
Sin embargo, es posible una reutilización adicional, pues algunos procesos tecnológicos, con requerimientos de calidad de agua menos exigentes, (como el lavado y desalado del crudo, agua para lastre de barcos) pueden reutilizar las aguas cuya concentración esté comprendida entre 17,40 ppm y 18,00 ppm.
Como conclusión se puede afirmar que la información suministrada por el software por intervalos de concentración, permite analizar la red inicial de entrada de agua y propone una nueva red de distribución optimizada que refleja las oportunidades de reutilización de agua y la reducción de los efluentes, mostrada en la figura 2.
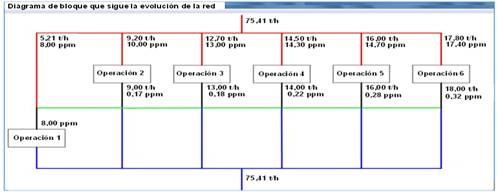
Esta figura refleja además las operaciones simplificadas para cada corriente de entrada (color rojo) y las corrientes de agua despojadas, corrientes de salida (color azul), que son enviadas a un nudo de mezcla, en este caso la PTR; desde donde son devueltas a los diferentes procesos según sus demandas. Se debe señalar que en el nudo de mezcla se repone con agua limpia el volumen perdido durante las operaciones del proceso.
Si bien la reutilización óptima refiere 75 410 kg/h y el balance de materiales muestra una recuperación de 76 228 kg/h; en el intervalo de concentración por encima de 17,40 ppm y hasta 18,00 ppm antes señalado, pueden estar incluidos los 818 kg/h restantes que deben ser reutilizados y que representan el 1,05% del total entrado a la torre. Estas aguas están representadas en el área señalada debajo de la línea de 17,40 ppm de concentración como carga máxima permisible.
La posible reutilización antes señalada, conlleva un flujo de 76 228 kg/h, es decir 98,27 % de recuperación, coincidiendo con el balance de materiales representado en la tabla 2. Esta reutilización, para un año de trabajo de la torre despojadora, supone una recuperación anual de 667 757,28 m3 de agua, equivalente a una disminución de 1 035 023, 78 CUC en los costos de producción, a razón de 1,55 CUC/m3 de agua.
Conocidos los resultados del diagnóstico, las posibilidades de recuperación y reutilización de agua residual despojada, en cuanto a cantidades y calidades. Se procede a evaluar la propuesta de mejora tecnológica para la rehabilitación de la torre despojadora, comenzando con la evaluación técnica mediante la simulación.
La implementación y validación del modelo de simulación en ProMax® 2.0 se realiza según la metodología explicada anteriormente y los resultados se muestran en la tabla 4 y figura 3
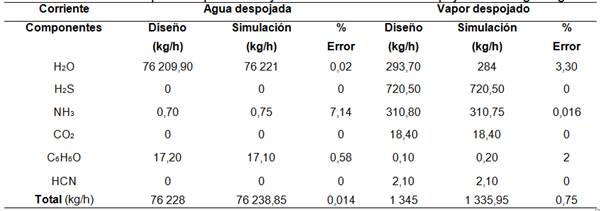
De acuerdo con los resultados se considera que el modelo se ajusta a los parámetros de este tipo de proceso, pues entre los datos de diseño y los datos obtenidos por el software, ninguno sobrepasa el 10 % de error permisible, lo que indica que los valores mostrados por la simulación se acercan a la realidad.
Una vez comprobado el ajuste del modelo al caso base se realiza el análisis de sensibilidad a dicho modelo para verificar su respuesta ante los cambios de los parámetros que lo conforman. Se verifica la temperatura de alimentación a la torre (84 ºC) (Caso A) y la capacidad de intercambio del rehervidor (35 564 000 kJ/h) (Caso B), utilizándose dos valores por defecto y dos por exceso de la variable sujeta a cambio. En cada caso se involucra la composición de NH3 y H2S, teniendo en cuenta que son los que provocan la mayor contaminación, tanto en el agua despojada como en el vapor despojado.
Resultados del análisis de sensibilidad
En el Caso A, a medida que se incrementa la temperatura de alimentación a la torre, los flujos de sulfuro de hidrógeno y amoníaco en el efluente líquido disminuyen, este comportamiento es lógico pues ocurre mayor despojamiento de ambos compuestos en el tope de la torre. No obstante, el control de esta temperatura para el proceso tiene una marcada importancia, pues al aumentar en demasía la misma, ocurriría mayor evaporación del agua, trayendo consigo trastornos operacionales en los procesos ubicados aguas abajo, como el caso de la unidad recuperadora de azufre.
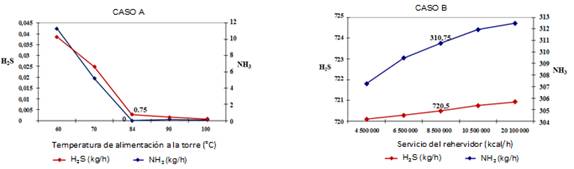
Fig. 4 Comportamiento de H2S y NH3 en el agua despojada ante variaciones en la temperatura de alimentación a la torre (Caso A) y en el vapor despojado ante variaciones en la capacidad de intercambio del rehervidor (Caso B)
En el Caso B, se concluye que la presencia de los compuestos sulfuro de hidrógeno y amoníaco en la composición del vapor despojado, aumenta en la misma medida que aumenta la capacidad de intercambio del rehervidor, por consiguiente, se logra un mayor despojamiento de ambos compuestos, al mismo tiempo que aumenta el reflujo, quien regula la temperatura en el tope de la torre.
Resultados del análisis económico integral
El VAN > 0 indica que el proyecto sujeto a estudio es factible, pues es capaz de generar suficiente ingreso indirecto (por concepto de ahorro) que permite pagar la inversión y los costos de operación. El período de recuperación de la inversión es de 8,5 años en un período de vida útil de 20 años (figura 5a ).
Si bien es cierto que este período de recuperación no es económicamente el más deseado, entonces es necesario tener en cuenta que el objeto social de estas torres es meramente ambiental, por lo cual dicha inversión es necesaria aun cuando sus resultados económicos no sean los más alentadores. En la tabla 5a y 5b se muestran los resultados de la evaluación económica tradicional y económica ambiental respectivamente.
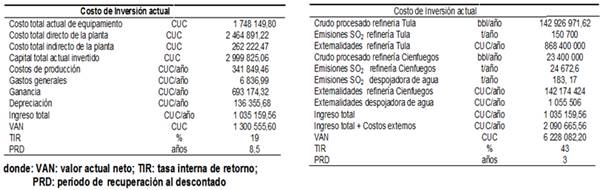
Para sustentar un mejor criterio hacia la toma de decisiones es necesario entonces determinar los eco-costos evitados, en los que se incurre para los tratamientos de estas aguas ácidas en ausencia de las torres despojadoras. Visto así, habrán de adicionarse estos eco-costos evitados a los ingresos por ahorros, que de conjunto constituyen ingresos indirectos.
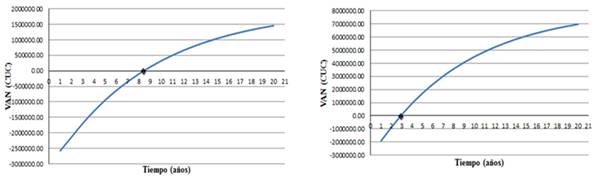
Del análisis de la figura5b se puede concluir que:
Al sumar al ingreso indirecto, por concepto de ahorro, los costos externos por gastos de tratamientos (ambos como ingresos indirectos) se aprecia una reducción en el período de recuperación de la inversión hasta aproximadamente 3 años, influenciados por el considerable aumento que recibieron los índices de rentabilidad del VAN y TIR, cuyos criterios de aceptación se mantienen en los intervalos permisibles.
Este análisis justifica la necesidad de considerar los eco-costos evitados por tratamiento, cuando el análisis se trate de procesos auxiliares cuyo resultado tributa a la reducción de residuales y por consiguiente, a la reducción de impacto ambiental. O sea, que al contemplar el eco-costo evitado el análisis consigue la integralidad y en consecuencia aporta criterios de mayor peso para la toma de decisiones respecto a una inversión.
Conclusiones
Teniendo en cuenta los resultados anteriores de la evaluación integral se puede concluir que:
La evaluación técnica por el método de simulación demostró que es técnicamente adecuada la rehabilitación de la torre despojadora para el tratamiento de las aguas residuales sulfurosas, permitiendo con su incorporación al proceso, lograr una recuperación y reutilización de dichas aguas de 667 757 m3/año equivalente a una disminución de 1 035 023 CUC en los costos de producción, a razón de 1,55 CUC/m3 de agua.
La evaluación económica a partir de los indicadores de rentabilidad deja abierta la idea de continuar trabajando con una visión de mejora continua y apenas permite alcanzar criterios de peso para la toma de decisiones respecto a la inversión o no para la rehabilitación de la torre.
Por su parte la evaluación económica-ambiental aporta criterios más elocuentes que tributan a la mejor toma de decisiones respecto a la rehabilitación e incorporación de la torre recuperada, pues demuestra con sus resultados la viabilidad y sostenibilidad del proceso que ha de desarrollarse por la torre despojadora objeto de estudio.

