










 Servicios personalizados
Servicios personalizados Español (pdf)
Español (pdf)
 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
 Enviar articulo por email
Enviar articulo por email Citado por SciELO
Citado por SciELO  Similares en
SciELO
Similares en
SciELO 
 Permalink
PermalinkIntroducción
El poli (ácido láctico) es un polímero biodegradable 1,2, ideal para la sustitución de los plásticos derivados del petróleo, utilizados en sectores de gran consumo, tales como el mercado de envases y embalajes.3,4 No obstante, presenta un comportamiento mecánico marcadamente frágil y una baja resistencia a elevada temperatura, por lo que para lograr su generalización es necesario mejorar estas propiedades.
Una posible vía para mejorar las propiedades de los plásticos es mediante la dispersión efectiva en su seno, de partículas anisotrópicas que presenten una elevada esbeltez (relación longitud-espesor), tal como las laminillas de silicato de las nanoarcillas.5,6) Los compuestos polímero-arcilla, en función del grado de dispersión de las láminas de silicato, pueden presentar tres tipos de estructura: intercalada, exfoliada y tactoide. La estructura intercalada se forma cuando una pequeña cantidad de cadenas del polímero se insertan en las galerías de silicato. El resultado es una estructura multicapa ordenada, constituida por láminas de polímero y de silicato colocadas de forma alterna. La intercalación sólo conduce a una separación discreta de las láminas de silicato (unos 20-30 Å o menos).7) En la estructura exfoliada, las láminas de silicato están completamente separadas unas de otras, a distancias de 80-100 Å o mayores, y dispersadas individualmente en la matriz polimérica. Por su parte, el término “tactoide” hace referencia a los casos en los que, después del mezclado, las láminas de silicato permanecen unidas sin que ocurra intercalación del polímero en las galerías.
Las estructuras intercaladas y exfoliadas conducen a la formación de nanocompuestos.8 La estructura tactoide, por el contrario, en lugar de nano, forma microcompuestos consistentes en aglomerados de arcilla (con tamaños de hasta 1 mm de diámetro) rodeados de polímero, similares a los compuestos convencionales.6,9 De las tres estructuras, la exfoliada es la de mayor interés práctico. En un nanocompuesto exfoliado, la completa dispersión de las láminas de silicato en el polímero optimiza el número de elementos de refuerzos capaces de soportar tensiones y de desviar el frente de una grieta.10
Los nanocompuestos formados a partir de polímero y laminillas de silicato han mostrado una notable mejoría de las propiedades físicas, mecánicas, térmicas y de efecto barrera a los gases de la matriz polimérica, incluso a bajos contenidos de nanoarcilla.11,12 El mezclado en fundido es la vía más adecuada para obtener nanocompuestos de polímero reforzados con nanoarcilla, ya que es amistosa con el medio ambiente, fácilmente escalable y puede ser aplicado a una amplia gama de polímeros. Este proceso suele realizarse en una extrusora de doble husillo y, a menudo, se requieren varios pases de extrusión, pudiendo ocurrir la degradación del PLA.13 Esto comprometería las propiedades finales de los nanocompuestos.
Por otra parte, la baja velocidad de cristalización del PLA desde el fundido 14 provoca que, después de su procesado industrial, se encuentre en estado amorfo. Como consecuencia, la temperatura máxima de servicio del PLA está gobernada por su temperatura de transición vítrea (Tg ~ 60 oC), viéndose severamente restringido su rango de uso. Una alternativa para superar esta limitante, es a través de un aumento del grado de cristalinidad, lo que puede lograrse mediante la adición de un agente nucleante.15 Además, el PLA amorfo experimenta envejecimiento físico, provocándole un cambio de comportamiento dúctil a frágil.14) No obstante, debido a que este fenómeno no implica cambios permanentes, sus efectos pueden revertirse por medio de un tratamiento térmico desde una temperatura ligeramente superior a la T g. .14
El presente trabajo consiste en la preparación y caracterización de nanocompuestos biodegradables a base de PLA y de PLA reforzado con nanoarcillas, a las que además se les ha adicionado un agente nucleante. Se estudia la influencia del procesado y del contenido de nanoarcilla en las propiedades a fractura. Así mismo, se aplica un tratamiento térmico de rejuvenecimiento que permite el estudio de los materiales en dos estados diferentes: relajado (después del tratamiento) y envejecido (antes del tratamiento).
Materiales y métodos
Materiales
En este trabajo, como matriz se utilizó un grado comercial de PLA (PLA 4032D, 98 % de isómero L-láctico), mientras que como agente reforzante se empleó una montmorillonita organomodificada (Cloisite 30B, 30 % de modificador orgánico). Para incrementar el grado de cristalinidad, a todas las láminas preparadas se le adicionó un 5 % en masa de un agente nucleante para PLA (SUKANO® PLA na S516).
Las láminas, de 0,4 mm de espesor nominal, se obtuvieron con dos procesos diferentes: extrusión mono-husillo (una etapa de procesado) y extrusión doble husillo (tres etapas de procesado), seguido de una etapa de calandrado. El perfil de temperaturas aplicado en ambos procesos osciló entre 145 ºC en la zona de alimentación y 200 ºC en la boquilla. La velocidad del husillo fue de 50 r.p.m. (mono-husillo) y 85 r.p.m. (doble husillo). Con el proceso de extrusión mono-husillo se prepararon láminas de PLA 100 % virgen, mientras que las láminas de nanocompuestos de PLA se obtuvieron con el proceso de extrusión doble husillo. Adicionalmente, se prepararon láminas de PLA virgen con PLA reprocesado en idénticas condiciones y proporciones que las láminas de PLA reforzadas con nanoarcilla, para evaluar posibles efectos del procesado. Estas láminas se utilizaron como blancos de los compuestos. La tabla 1 muestra un resumen de los diferentes materiales preparados y su composición. En todos los casos, los materiales se secaron antes de realizar cada etapa de procesado.
Tabla 1 Diferentes materiales preparados y su composición
| Método de procesamiento | Material | Composición | |
|---|---|---|---|
| Cloisite 30B (% en peso) | PLA reprocesado1 (% en peso) | ||
| Extrusión Monohusillo |
|
0 | 0 |
| Extrusión Doble Husillo | C0.5 | 0,4 ± 0,1 | 5 |
| B0.5 | 0 | 5 | |
| C2.5 | 2,5 ± 0,1 | 25 | |
| B2.5 | 0 | 25 | |
1Calculado a partir del contenido de PLA en el concentrado de Cloisite 30 B, utilizado para preparar los nanocompuestos
Las láminas fueron sometidas a un tratamiento térmico que consistió en un calentamiento a 60 oC durante 20 min (recocido), seguido de enfriamiento rápido por inmersión en un baño de hielo y agua durante 5 min (temple), al que se referirá en adelante como tratamiento de rejuvenecimiento.14) Seguidamente, se troquelaron las probetas y se ensayaron. Adicionalmente, se caracterizaron probetas de las láminas sin tratamiento (envejecidas). Para diferenciar los materiales con tratamiento de rejuvenecimiento de sus respectivos materiales de partida, se adiciona la letra T a la nomenclatura descrita anteriormente. Por ejemplo, el nPLA-T corresponde a la lámina del nPLA a la que se le ha aplicado el tratamiento de rejuvenecimiento.
Determinación del tamaño molecular
El estudio del tamaño molecular se realizó mediante cromatografía de permeación de geles (GPC). Las muestras fueron inyectadas en un cromatografo Hitachi Merck, (Elite LaChrom, Japón) a temperatura ambiente. Los datos fueron recolectados digitalmente usando el software Empower de Waters (Milford, MA, USA). La fase móvil fue 1,1,1,3,3,3-hexafluoro-2-propanol (HFIP), conteniendo 6,8 g/L de trifluoracetato de sodio para prevenir el efecto polieléctrólito. El flujo fue de 0,5 mL/min. La columna de separación fue de gel PLHFIP de los Laboratorios de Polímeros (Shropshire, UK). Se inyectaron 100 mL y la concentración de cada muestra fue de 0,2 % w/v. La calibración se realizó usando muestras de PMMA de un kit Easycal (Polymer Laboratories).16
Estudio de la morfología
Por su parte, la microestructura de los compuestos se estudió mediante observación de cortes ultramicrotómicos en un microscopio electrónico de transmisión (TEM) (Hitachi 800 MT, Japón) operado a un voltaje de 200 kV. Los cortes, de alrededor de 100 nm de espesor, se obtuvieron mediante ultramicrotomía, utilizando muestras tomadas de la zona de troquelado de las probetas de tracción. Esta caracterización se complementó mediante la observación de la orientación de las partículas a través de la sección transversal de las láminas, utilizando microscopía FIB-SEM. Los estudios de FIB-SEM se realizaron en un equipo FEI nova 200 Nanolab (FEI Company, USA). Se horadaron micro secciones de 6x5x5 μm sobre la superficie de las láminas en la dirección de su espesor. El horadado se realizó con un haz de iones de galio (Ga+), empleando una intensidad de corriente de 17nA y un voltaje de 15 kV. A continuación, para eliminar cualquier resto de material redepositado y minimizar los efectos del horadado, se realizaron 4 ciclos de limpieza de 20 s. El ángulo de inclinación utilizado para la observación fue de 52o.17
Caracterización térmica
La caracterización térmica de las láminas se realizó mediante calorimetría diferencial de barrido (DSC), empleando muestras de 10 mg en un calorímetro Pyris 1 (Perkin Elmer, USA), con un sistema de refrigeración Intracooler Perkin 2P. Los ensayos consistieron en un primer calentamiento desde 30 hasta 200 ºC a 10ºC/min. De ese modo, es posible estudiar la historia termomecánica experimentada por los materiales.
Caracterización a fractura
Para la caracterización a la fractura se aplicó la Mecánica de la Fractura Post-Cedencia (por sus siglas en inglés PYFM). Mediante el método del trabajo esencial de fractura (por sus siglas en inglés EWF) en probetas de doble entalla agudizada a tracción (por sus siglas en inglés DDENT). Los fundamentos teóricos y procedimiento de ensayo están descritos en trabajos previos 5 por lo que no se detallan aquí. No obstante, es importante señalar que para determinar los parámetros de fractura se representan los valores del trabajo específico de fractura (w f ) en función de la longitud de ligamento de las probetas (l), para obtener por regresión lineal el trabajo específico de fractura (w e ) y el término plástico (βw p ) según la ecuación:
 (1)
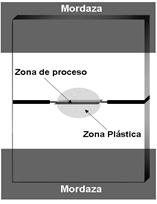
(1)Para una correcta aplicación de la metodología del EWF es necesario que: (i) el rango de longitudes de ligamento de las probetas garantice la ausencia de efecto borde, (ii) un estado de tensión plana,(iii) completa cedencia de la zona de proceso antes de la propagación de la grieta, y (iv) las curvas F-d de probetas con diferentes longitudes de ligamento deben mostrar similitud geométrica.
Las probetas se troquelaron en la zona situada entre el extremo y el centro de las láminas (figura 1a). Las dimensiones de las probetas DDENT (figura 1b) fueron de 100x50x0, 40 mm, con 5 longitudes de ligamento que oscilaron entre 5 y 25 mm a un intervalo de 5 mm. Para cada longitud de ligamento se realizaron tres réplicas. Los ensayos se realizaron en una máquina de ensayos universal (Galdabini, Sun 2500, Italia) a 1mm/min y 22 ± 1 ºC). La deformación de la zona de ensayo se siguió con un video-extensómetro Mintron OS-65D.
Resultados y discusión
Determinación del tamaño molecular
La variación del tamaño molecular del PLA en las diferentes láminas preparadas se evaluó mediante GPC. La tabla 2 muestra los valores de las masas moleculares promedio en número (Mn) y en peso (Mw) y el índice de polidispersidad (PD) para todos los films.
Tabla 2 Datos de Masa Molar obtenidos de los ensayos de GPC
| Materiales | Mn (kDa) | Mw (kDa) | PDa |
|---|---|---|---|
| Granzab | 85,4 | 177,3 | 2,08 |
|
|
75,1 | 160,8 | 2,14 |
| B0.5 | 72,0 | 172,9 | 2,40 |
| B2.5 | 60,1 | 154,5 | 2,57 |
| C0.5 | 47,3 | 166,1 | 3,51 |
| C2.5 | 39,4 | 146,6 | 3,71 |
a Calculado a partir de la relación Mw/Mn
b Material virgen antes de ser procesado.
Como se puede apreciar en la tabla 1, ha ocurrido una disminución significativa del tamaño molecular en todas las láminas preparadas en comparación con la granza. De ese modo, el procesado estaría ocasionando una degradación del PLA. Carrasco y colaboradores han reportado resultados similares.13 Por su parte, los compuestos presentan una reducción mayor del peso molecular que las láminas de PLA puro. La fracción de material del concentrado de nanoarcilla utilizada para preparar los compuestos ha sido sometida a tres procesos de extrusión, dos pases de extrusora para mezclar y homogenizar la carga de nanoarcilla y un pase adicional de dilución, por lo que se encuentra más degradada. Sin embargo, aunque esto explicaría las diferencias observadas entre el nPLA y los dos blancos, es insuficiente para explicar las diferencias observadas entre las láminas de los blancos y sus correspondientes láminas de compuestos. Por tanto, la presencia de la arcilla estaría ocasionando una reducción adicional del tamaño molecular del PLA. Esto podría ser el resultado de la hidrólisis, debido a que la arcilla tiene moléculas de agua asociadas por reacciones de aminólisis desencadenadas por el modificador orgánico o por reacciones de escisión de cadena / trans-esterificación causadas por esfuerzos térmicos y de corte.18,19
Estudio de la morfología
El estudio de la microestructura se realizó mediante TEM y FIB-SEM. La observación mediante TEM, tal como puede apreciarse para el C2.5 (figura 2a), mostró que los compuestos presentan una distribución homogénea de las partículas de montmorillonita (o-MMT), encontrándose la presencia de laminillas exfoliadas junto con partículas aglomeradas.
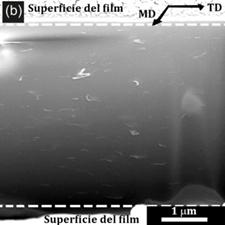
Fig. 2 (a) Micrografía TEM (Las flechas negras indican laminillas exfoliadas, mientras que el circulo blanco indica la presencia de partículas aglomeradas) y (b) Micrografía SEM que muestra el corte FIB hecho sobre el eje transversal de la lámina de C2,5
Por su parte, la microscopía FIB-SEM (figura 2b) reveló que las laminillas de arcilla están paralelamente dispuestas entre ellas en un arreglo tipo nemático (con el espesor de partícula paralelo al plano de la superficie observada), encontrándose que la longitud efectiva de las partículas se encuentra por debajo de 1 μm. De ese modo, debido a que el tamaño promedio de las partículas reportado por el fabricante es de aproximadamente 7~9 μm 20, se concluye que las partículas de o-MMT durante el procesado se acomodan en la lámina con su eje más largo paralelo al eje longitudinal de la lámina en la dirección principal (MD). Esta orientación y ordenamiento de las partículas de arcilla es el resultado de la fuerza de cizalla inducida durante el procesado.21
Caracterización térmica
En la figura 3 se muestran los termogramas correspondientes al primer barrido de calentamiento para algunas de las láminas estudiadas, con y sin tratamiento de rejuvenecimiento, obtenidos mediante calorimetría diferencial de barrido (DSC). Las muestras sin tratamiento térmico de rejuvenecimiento mostraron cuatro señales diferentes, al igual que como ocurrió para el nPLA (figura 3). La primera señal corresponde a la endoterma que aparece a la Tg(~ 60ºC), asociada a un fenómeno de relajación entálpica, mostrado por los materiales que han experimentado envejecimiento físico. Seguidamente, aparece un pico exotérmico pasado la T g correspondiente a un fenómeno de cristalización en frío. Adicionalmente, a temperaturas entre 145-155 oC aparece un segundo pico exotérmico.
De acuerdo con Zhang y colaboradores, cuando el PLA cristaliza a baja temperatura se puede presentar otra modificación cristalina, conocida como α'. Estudios realizados mediante difracción de rayos X a grandes ángulos (WAXS) y espectroscopía de infrarrojos con transformada de Fourier (FT-IR) revelan que la forma α' presenta una celda unitaria ortorrómbica (o seudo-ortorómbica), aunque con unos parámetros de red ligeramente mayores que la forma α, por lo que se le considera una modificación desordenada de ésta última.22,23 Posteriormente, a medida que la temperatura se acerca a la fusión ocurre un reordenamiento de los cristales de la forma α' en sus equivalentes cristales α, caracterizado por la aparición de un pico exotérmico justo antes del pico de fusión dominante en el ensayo de DSC, tal y como ocurre en los materiales estudiados (figura 3). Finalmente, aparece un pico endotérmico (~150 a 170 oC) correspondiente a la fusión de los cristales de PLA.
Mediante integración del área bajo la curva de cada una de estas tres señales, se obtienen la entalpía de relajación entálpica (ΔH rel ), la entalpía de cristalización en frío (ΔH cc ) y la entalpía de fusión (ΔH m ). Las que pueden utilizarse como un indicador de la intensidad de cada fenómeno. En la tabla 3 se muestra un resumen de los parámetros determinadas a partir de los termogramas correspondientes a los primeros barridos de calentamiento para todos los materiales estudiados.
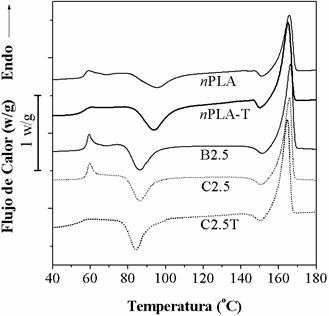
Fig. 3 Curvas de DSC correspondientes al primer barrido de calentamiento del nPLA, nPLA-T, B2.5, C2.5 y C2.5-T
Tabla 3 Propiedades térmicas de las láminas en función del método de procesamiento y del estado de relajación
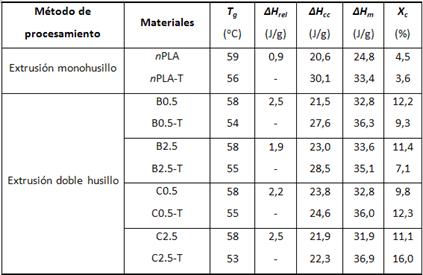
Al comparar al B2.5 y C2.5 se puede evaluar el efecto producido por la nanoarcilla. En el rango de concentraciones estudiado, los valores similares de ΔH rel considerando el error de la determinación (tabla 3), indican que la nanoarcilla no parece afectar el proceso de envejecimiento físico. Así mismo, al comparar los picos de cristalización en frío y de fusión, tampoco se apreciaron cambios significativos en el comportamiento térmico de las láminas (figura 3). Con respecto al tratamiento de rejuvenecimiento, se encontró que en los termogramas de las muestras tratadas, no aparece el pico endotérmico correspondiente al fenómeno de relajación entálpica (figura 3). Esto indica que el estado de envejecimiento ha sido borrado completamente. De ese modo, puede afirmarse que el tratamiento de rejuvenecimiento también es efectivo para los nanocompuestos de PLA. Además, este tratamiento de rejuvenecimiento produce un descenso en la T g de las láminas (tabla 3).
La cristalinidad (X c ) de las muestras ensayadas se calculó mediante la siguiente ecuación:
 (2) donde representa el calor de fusión del PLA 100 % cristalino, tomado aquí como 93 J/g.
(2) donde representa el calor de fusión del PLA 100 % cristalino, tomado aquí como 93 J/g. En el caso de los nanocompuestos, los valores encontrados de X c fueron normalizados en base al contenido de PLA. Cómo indica la ecuación 2, para encontrar X c es necesario separar el calor originado por la fusión de los cristales que se encontraban inicialmente en los materiales del calor producido por la fusión de los cristales que se puedan formar durante el barrido de calentamiento. Cómo puede apreciarse en la tabla 3, los valores de ΔH m y ΔH cc son del mismo orden, lo que estaría indicando que la mayor parte de los cristales se formó durante el propio ensayo. Consecuentemente, los porcentajes de cristalinidad determinados son bajos (tabla 3), por lo que todas las láminas preparadas se encuentran en un estado esencialmente amorfo. Esto no está en contradicción con los valores observados de ΔH m (tabla 3), ya que estos se deben mayoritariamente a la fusión de los cristales que se han formado durante el proceso de calentamiento del ensayo. De ese modo, el efecto del agente nucleante SUKANO® PLA na S516 no resulta suficiente para lograr la cristalización del PLA desde el fundido, en una primera etapa de procesamiento.
Caracterización a fractura
Previo a la caracterización a fractura de los materiales estudiados, se procedió a la comprobación de los requisitos establecidos para la aplicación de la técnica de EWF. En la figura 4 se muestran, a modo de ejemplo, las curvas de fuerza normalizada (F/lt) - desplazamiento (d) obtenidas para probetas con l igual a 10 mm de los materiales en estado envejecido y rejuvenecido. Las curvas F-d de los materiales sin tratamiento de rejuvenecimiento (figura 4a), mostraron un inicio de propagación de grieta previo a la completa estricción de la zona de fractura. Consecuentemente, la aplicación de la teoría del EWF no puede ser considerada estrictamente válida cuando los materiales se encuentran envejecidos.
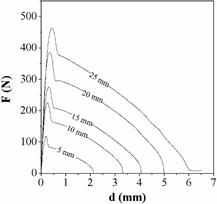
Fig. 4 Curvas F/lt-d de láminas envejecidas (a) y rejuvenecidas (b) (l=10 mm). (c) Curvas F-d de las láminas C0.5-T (l = 5 - 25 mm)
Por su parte, en las curvas F-d de los materiales con tratamiento de rejuvenecimiento (figura 4b), después de la carga máxima, se observó una caída brusca de F y una estabilización momentánea de la misma, correspondiendo a la estricción del ligamento. Seguidamente se observa un descenso de la fuerza uniforme y gradual con el desplazamiento, lo cual se relaciona con una propagación estable de la grieta. Además, tal y como se aprecia en la figura 4c para el C0.5T, las curvas F-d de los materiales rejuvenecidos correspondientes a las diferentes longitudes ligamento ensayadas, mostraron similitud geométrica entre ellas. De ese modo, la transición frágil-dúctil, producida por el tratamiento de rejuvenecimiento permite aplicar la técnica EWF, cumpliéndose todos los requisitos establecidos para este método.
A partir de las áreas de las curvas F/lt-d se calculó la energía específica de fractura (w f ) para cada longitud de ligamento (l). Los parámetros de fractura se determinaron gráficamente a partir de la representación de w f - l, como se muestra en la figura 5a para el C0.5 en los dos estados estudiados. Todas las láminas con tratamiento de rejuvenecimiento presentaron un elevado valor de R2 al representar w f en función de la (ecuación 1). Los materiales sin tratamiento de rejuvenecimiento, si bien no cumplían algunos de los criterios de aplicabilidad del EWF, mostraron una clara relación lineal entre w f y l, permitiendo calcular en todos los casos el trabajo esencial específico de fractura (w e ) y el término plástico (βw p ) (figura 5a). Estos valores nos permiten, de forma orientativa, evaluar la variación de la tenacidad con el tratamiento de rejuvenecimiento.
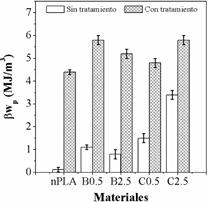
Los parámetros de fractura obtenidos para todos los materiales estudiados se muestran en las figuras 5b y 5c. Tanto w e (figura 5b) como βw p (figura 5c), en función del estado de envejecimiento experimentado por los materiales, exhiben un comportamiento completamente diferente. El efecto ocasionado por la montmorillonita, que en los materiales envejecidos induce una mejora de los parámetros de fractura, parece desaparecer después del tratamiento de rejuvenecimiento. Por esa razón, para el análisis de los parámetros de fractura, la discusión se divide entre los materiales envejecidos y rejuvenecidos, como se describe a continuación.
Materiales envejecidos
Al analizar la influencia del procesado en el comportamiento a fractura del PLA, se encontró que tanto los valores del w e (figura 5b), como los de βw p (figura 5c), fueron mayores para las láminas obtenidas en extrusora de doble husillo que para la lámina obtenida en la de monohusillo. Por otra parte, a pesar del incremento de material reprocesado, no se evidencian diferencias significativas en ninguno de los parámetros de fractura de los blancos. De ese modo, es posible afirmar que cualquier cambio observado en el comportamiento a fractura de los nanocompuestos es debido principalmente a la influencia de la montmorillonita.24
El efecto de la arcilla resultó notorio incluso a bajos porcentajes, registrándose un incremento significativo de w e (figura 5b) y βw p (figura 5c) de la matriz de PLA. Así mismo, se encontró un incremento de los parámetros de fractura con el incremento del contenido de montmorillonita. w e está relacionado con el trabajo asociado a la creación y ruptura del ligamento. Como puede apreciarse en la figura 4a, los nanocompuestos presentan mayores valores de fuerza para la cedencia y fractura del material, lo que explica el incremento de w e . Por su parte, el término plástico (βw p ) está relacionado con los procesos de deformación que tienen lugar en la zona plástica exterior (figura 1b). En los materiales envejecidos el micromecanismo de deformación dominante fue el crazes. Éste, si bien conlleva considerable deformación plástica y absorción local de energía, está casi siempre muy localizado y confinado a un volumen de material muy pequeño comparado con el volumen total de la probeta. Por tanto, la cantidad total de energía plástica absorbida es relativamente baja, como puede comprobarse por los bajos valores de βw p obtenidos para las láminas de PLA sin arcilla. En los compuestos, las partículas rígidas de arcilla constituyen puntos adicionales en los que pueden nuclearse crazes. Consecuentemente, el volumen de polímero implicado en la deformación plástica en los compuestos será mayor en comparación con las láminas de PLA sin arcilla, en las que está restringido a la punta de la grieta. Sin embargo, este sólo hecho no sería suficiente para explicar el incremento de alrededor de un 300 % del término plástico, registrado para las muestras del C2.5. De ese modo, en las muestras de los compuestos deben estar operando otros mecanismos de deformación.
Para dilucidar los mecanismos de deformación promovidos por las partículas de arcilla, se realizó la observación directa de la superficie de fractura de probetas DDENT postmortem. En la figura 6 se muestran micrografías SEM tomadas en la zona próxima a la entalla para el B2.5, C0.5 y C2.5.
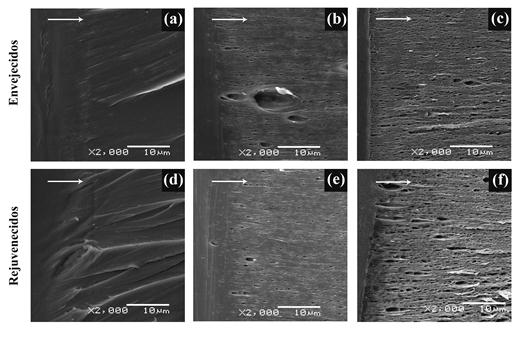
Fig. 6 Micrografías SEM correspondientes a la zona del frente de grieta de los materiales en estado envejecido y rejuvenecido para: (a) y (d) B2.5, (b) y (e) C0.5 y (c) y (f) C2.5. La flecha de color blanco indica el sentido de propagación de la grieta
La cavitación 25,26, se presenta en polímeros modificados y trae como consecuencia una reducción de la tensión hidrostática local promoviendo condiciones de tensión plana, que favorecen la aparición del fenómeno de cedencia a niveles de cargas inferiores a los esperados en el material sin modificación. Este fenómeno se presenta cuando, por acción del campo de tensiones aplicado, se sobrepasa o bien la resistencia de fractura de la partícula o la resistencia de la interfase, con la consecuente descohesión entre los dominios. En este punto, producto de la tensión a tracción en el polímero se pueden crear microvacíos que se desarrollan en un plano perpendicular a la máxima tensión principal que no llegan a coalescer para formar una grieta sino que están estabilizados por fibrillas de material. Esta región localmente deformada que consiste en un sistema interpenetrado de micro vacíos y fibrillas de polímeros se conoce con el nombre de craze. En un sistema multifásico, el crecimiento de estas estructuras finaliza cuando encuentra otra partícula, evitando la formación de crazes muy grandes, por lo que se presentan un gran número de crazes pequeñas en contraste con los sistemas sin modificadores de impacto donde se genera un pequeño número de crazes grandes. Este fenómeno ha sido observado por otros autores en sistemas poliméricos reforzados con nanopartículas rígidas 11, en los que constituyó una importante vía de disipación de energía. De ese modo, puede afirmarse que la adición de la montmorillonita constituye una vía efectiva para el incremento de la tenacidad de fractura del PLA envejecido.
Materiales rejuvenecidos
El tratamiento de rejuvenecimiento produjo, en todos los casos, un incremento del término plástico (βw p ) de los materiales rejuvenecidos respecto de sus correspondientes materiales envejecidos (figura 5c). Respecto al trabajo esencial específico de fractura (we) (figura 5b), la mayor dispersión en los resultados no permite realizar una evaluación precisa de la influencia del tratamiento térmico de rejuvenecimiento sobre este parámetro.
Por otra parte, al analizar la influencia de la arcilla se encontró que los parámetros de fractura en los materiales compuestos rejuvenecidos tiende a igualarse e incluso entre ellos y las láminas de PLA sin arcilla. Como puede apreciarse en la figura 4b, las curvas de fuerza normalizada-desplazamiento de blancos y compuestos, hasta completa estricción del ligamento, son muy similares. Esto estaría indicando que la formación de la zona de fractura está dominada por los procesos de cedencia del PLA. Así mismo, al comparar la superficie de fractura entre los blancos y compuestos rejuvenecidos (figuras 6d a la 6f) se puede apreciar que las diferencias en la rugosidad no son tan acusadas como cuando estos se encuentran envejecidos (figuras 6a a la 6c). Así, la contribución de la montmorillonita al mejoramiento de los parámetros de fractura se ve disminuida por el tratamiento de rejuvenecimiento, principal responsable del incremento de tenacidad de la matriz.
Conclusiones
Se prepararon y caracterizaron láminas de nanocompuestos biodegradables a base de PLA con potencial aplicación en el sector de envases y embalajes. El procesado ocasionó la degradación de las cadenas del PLA, fenómeno este que se vio incrementado por la presencia de la montmorillonita.
El efecto del procesado en el comportamiento a fractura del PLA, sólo es apreciable en las láminas envejecidas (no tratadas térmicamente).
La nanoarcilla, a baja concentración, produce un incremento de la tenacidad a fractura del PLA envejecido.
El tratamiento de rejuvenecimiento borró completamente el estado de envejecimiento, provocando una transición del comportamiento frágil-dúctil que permitió la aplicación de la técnica del EWF.
Se encontró un incremento de la tenacidad a fractura en todos los materiales tras el tratamiento de rejuvenecimiento

