










 Servicios personalizados
Servicios personalizados Español (pdf)
Español (pdf)
 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
 Enviar articulo por email
Enviar articulo por email Citado por SciELO
Citado por SciELO  Similares en
SciELO
Similares en
SciELO 
 Permalink
Permalink1. INTRODUCCIÓN
Para la fabricación de equipos de usos disimiles que soportan impactos a elevada velocidad, son utilizados los blindajes homogéneos, aunque se pueden usar otros tipos, como los compuestos por más de un elemento de blindaje. Los aceros empleados generalmente para este fin son de baja aleación, con tratamientos térmicos de temple y revenido bajo, logrando máxima dureza en todo el espesor. Se conoce, además, que la principal problemática durante la soldadura de los aceros para blindaje la constituye su tendencia a la fisuración en frio, teniendo en consideración la alta dureza alcanzada, además de la degradación producida por el reblandecimiento de la zona afectada térmicamente (ZAT), lo que puede afectar su resistencia al impacto (Martínez y col., 2011, Alkemade, 1996, MIL-DTL-12560K (MR), 2013).
La literatura reporta que la ZAT de una unión soldada sobre estos aceros consta de tres subzonas. Una primera al borde del cordón, con alta dureza y formada de martensita transformada que sufre un calentamiento por encima de AC3, otra a continuación denominada intercrítica, la cual es calentada entre AC1 y AC3, donde ocurre el mayor reblandecimiento y la martensita se transforma parcialmente en otros compuestos de menor dureza y más estables, y una tercera calentada por debajo de AC1, denominada subcrítica, con estructura de martensita sobre revenida con diferentes valores de dureza, dependiendo de la temperatura de revenido alcanzada. A lo largo de esta última zona la dureza se va recuperando hasta llegar al valor inicial del metal base (Castilla y Unfried, 2008; Mazuera y col., 2011).
La ZAT en su totalidad es la región de mayor riesgo ante los impactos a alta velocidad, a causa del reblandecimiento que experimenta el acero bajo el efecto del ciclo térmico. Por lo anterior, siempre se pretende que el ancho de la ZAT sea lo menor posible. Si bien es cierto, que la literatura especializada establece que la menor energía de entrada disminuye el ancho de la ZAT, no existen evidencias de publicaciones que muestren la dependencia cuantitativa de este parámetro geométrico de la unión, respecto a la corriente y la temperatura de precalentamiento para la soldadura GMAW de un acero 4130 en estado de máxima dureza.
El objetivo del presente trabajo consiste, en establecer la relación cuantitativa que vincula el valor de la corriente de soldadura y la temperatura de precalentamiento en la soldadura GMAW del acero AISI 4130 (30XMA), de medio carbono y baja aleación, con tratamiento a máxima dureza, con el ancho de la ZAT. Se evalúa también el comportamiento de la microestructura de las diferentes subzonas de la ZAT.
2. MATERIALES Y MÉTODOS
2.1. Caracterización del acero
La tabla 1, muestra el rango especificado de composición química de un acero AISI 4130 (30XMA), la cual se corresponde con el sistema C - Cr - Mo, Cary (1994); (Sorokin y col., 2001). Este acero fue sometido, previo a la soldadura, a un tratamiento térmico de temple y revenido que garantizó una dureza de partida de 440 a 455 HV 500.
Tabla 1 Composición química del acero, en por ciento de masa
| 0,28-0,33 | 0,20-0,35 | 0,4-0,6 | 0,8-1,1 | 0,15-0,25 |
El metal de aporte utilizado para la realización de la unión soldada, es un alambre tubular de alta resistencia del tipo metal cored, OK TUBROD 110 MC, que garantiza una resistencia típica de 850 MPa y una elongación relativa típica de 18 % (ESAB, 2014). Según AWS, este aporte es clasificado como E 110 C G (ESAB, 2014). De acuerdo con ESAB el metal de aporte debe ser aplicado en base a las siguientes indicaciones generales: empleo de corriente directa, electrodo conectado al positivo, gas de protección 75 % Ar + 25 % CO2, soldadura en todas las posiciones y garantiza un hidrógeno difusible menor que 4 ml/100 g de metal depositado.
2.2. Planificación experimental
Se han considerado como variables independientes “Xi”, la corriente de soldadura y la temperatura de precalentamiento. La corriente, de acuerdo con el fabricante del electrodo OK TUBROD 110 MC, debe enmarcarse en el intervalo de 150 a 330 A, para un diámetro del electrodo de 1,2 mm, por lo que se decide que esta variable asuma estos valores extremos y un nivel medio de 240 A (ESAB, 2014). En el caso de la temperatura de precalentamiento, esta no debe superar la temperatura de revenido de 200 ºC, ya que es la que garantiza la dureza requerida para soportar impactos a elevada velocidad. Por ello, se decide establecer como valor máximo de temperatura de precalentamiento, 200 ºC, y como valor mínimo la ambiente, 30 ºC cuando no hay precalentamiento, y un valor medio de 115 ºC.
El diseño del tipo factorial posibilitará correlacionar estas variables independientes con las variables dependientes, asociadas a propiedades que se obtienen en la ZAT (ancho de la ZAT en este caso). El número de experimentos a realizar es de 9, calculado a partir de N=3k, para tres niveles y un “k” número de variables independientes, según se observa en la Tabla 2.
Como variable dependiente se consideró el ancho de la ZAT. Ello obedece a que la ZAT constituye la región más sensibilizada frente a los impactos.
Tabla 2 Matriz experimental del diseño
|
|
|
|
|
|
|---|---|---|---|---|
| 1 | + | + | 330 | 200 |
| 2 | + | - | 330 | 30 |
| 3 | - | + | 150 | 200 |
| 4 | - | - | 150 | 30 |
| 5 | +/- | +/- | 240 | 115 |
| 6 | + | +/- | 330 | 115 |
| 7 | - | +/- | 150 | 115 |
| 8 | +/- | + | 240 | 200 |
| 9 | +/- | - | 240 | 30 |
Donde:
X1 - es la corriente de soldadura en Amperes
X2 - es la temperatura de precalentamiento en grados Celsius
2.3. Realización y caracterización de los depósitos
Las chapas fueron cortadas con dimensiones de 200x200x6 mm. Para la realización de la soldadura, se fijó la pistola de soldadura semiautomática sobre un tractor de oxicorte, de manera que se garantizara una velocidad de soldadura y una distancia pieza - boquilla de contacto constante. Fueron realizados depósitos sobre chapas, empleando la combinación de variables de entrada que muestra la Tabla 2, con un flujo de gas de protección (argón 75 % + CO2 25 %) de 18 L/min. La temperatura de la unión fue medida con un pirómetro infrarrojo, con resolución de ± 0,1 ºC. La distancia a la que se realizó la medición de la temperatura fue de 10 a 20 mm del borde del cordón, como se recomienda por norma (NC-ISO 13916, 2004).
Para la caracterización metalográfica y para la realización de los perfiles de dureza, se extrajeron las muestras mediante cortes transversales, de los depósitos correspondientes al plan experimental de la tabla 2. La preparación de muestras se realizó en correspondencia con la norma ASTM E-3, (2001). El ataque fue realizado con Nital al 2 %, en correspondencia con la Norma ASTM E-407, (1999). La observación y adquisición de las imágenes metalográficas se realizó por microscopía óptica, con un microscopio óptico Nephot 32. Fueron tomadas las imágenes micrográficas representativas de las diferentes subzonas de la ZAT. De manera similar fue preparada una muestra de metal base.
El ancho de la ZAT para los aceros de blindaje, se corresponde con el ancho de la zona adyacente al cordón, donde cae la dureza por debajo del nivel que muestra el metal base previo a la soldadura (Zalazar y col., 2009; Castilla y Unfried, 2008). En el presente trabajo, el ancho de la ZAT fue establecido a través de los valores del perfil de dureza. Se comenzó a medir el ancho de la ZAT a partir del borde del cordón (isoterma que se corresponde con la temperatura de sólido de la aleación), se extendió por una zona donde la dureza disminuye, y se consideró como punto final de dicha zona, aquel donde la dureza se recupera hasta el valor inicial que posee el metal base no afectado por el calor, de aproximadamente 440 HV 500 (isoterma de inicio del sobrerrevenido). Para el acero abordado en el trabajo, esta dureza representa la obtenida producto del tratamiento térmico aplicado previo a la soldadura.
3. RESULTADOS Y DISCUSIÓN
3.1. Efecto de la corriente de soldadura y de la temperatura de precalentamiento sobre el ancho de la ZAT
En la Tabla 3 se presentan los valores de dureza en función de la distancia para cada condición experimental de la Tabla 2, en base a lo cual fue establecido el ancho de la ZAT para cada condición de soldadura (Tabla 4).
A partir de las variables independientes (Tabla 2) y de la respuesta de ancho de la ZAT (Tabla 4), se realizó el análisis estadístico con el software STATGRAPHICS Centurión versión XV.1, obteniéndose la ecuación de regresión 1, en la cual resultan significativos los coeficientes de la corriente (Valor P de 0,0064) y la temperatura de precalentamiento (Valor P de 0,0006). Esta ecuación permite, en el rango de variación de las variables, predecir la magnitud del ancho de la ZAT en la soldadura GMAW de este tipo de acero de blindaje, a partir de las variables corriente de soldadura y temperatura de precalentamiento del procedimiento a emplear.
La Figura 1 muestra que el aumento de ambas variables de entrada, corriente de soldadura y temperatura de precalentamiento, provoca el incremento del ancho de la ZAT. Lo anterior significa, que el aumento de ambas variables de entrada provoca que se aleje del borde de la soldadura la isoterma de inicio del sobrerrevenido de la estructura de partida del acero, con un cambio microestructural y de caída de la dureza. No obstante, es evidente en la Figura 1 que la temperatura de precalentamiento afecta en mayor medida la variación del ancho de la ZAT, lo que se corresponde con un mayor coeficiente de esta variable en la ecuación 1. Esto significa que, la disminución del gradiente térmico entre la zona fundida a alta temperatura y el metal base, producida por el aumento de la temperatura de precalentamiento de la pieza, influye en mayor medida en que se alejen las isotermas que limitan la ZAT, respecto al aumento del calor introducido en la soldadura GMAW, provocado por el incremento de la corriente.
Desde el punto de vista de la seguridad del equipo para soportar impactos a elevada velocidad, lo mejor entonces será soldar con la menor corriente (menor energía de entrada del proceso) y menor temperatura de precalentamiento, con vistas a minimizar el ancho de la ZAT (hasta 5,5 mm para estas condiciones) y consecuentemente no disminuir excesivamente la resistencia y dureza de la zona.
Tabla 3 Perfiles de dureza HV 500 de la ZAT
| 0 | 345 | 355 | 315 | 363 | 325 | 325 | 367 | 325 | 322 |
| 1 | 348 | 322 | 308 | 330 | 320 | 332 | 365 | -- | 312 |
| 1,5 | -- | 298 | 302 | 342 | 295 | -- | 342 | -- | 308 |
| 2 | 323 | 287 | 318 | 378 | 302 | 337 | 310 | 290 | 312 |
| 2,5 | -- | 325 | 340 | -- | 318 | -- | 306 | 275 | 339 |
| 3 | 317 | 316 | 354 | 412 | 320 | 304 | 315 | 282 | 379 |
| 4 | 260 | 326 | 358 | 420 | -- | 266 | 340 | 318 | 391 |
| 4,5 | 265 | -- | -- | -- | 346 | 289 | -- | -- | -- |
| 5 | 293 | 330 | 383 | 425 | -- | 305 | 379 | -- | 430 |
| 5,5 | -- | -- | -- | 440 | 380 | -- | -- | 335 | -- |
| 6 | 318 | 381 | 410 | 440 | -- | -- | 400 | -- | 434 |
| 6,5 | -- | -- | -- | -- | -- | 340 | -- | -- | 440 |
| 7 | -- | -- | -- | 440 | 409 | -- | 425 | 350 | -- |
| 7,5 | 343 | 390 | -- | 440 | -- | 367 | 438 | -- | 450 |
| 8 | -- | -- | 427 | -- | 430 | -- | 440 | -- | 450 |
| 8,5 | 350 | 400 | -- | -- | 440 | 373 | 450 | 386 | 455 |
| 9 | -- | 440 | -- | -- | 445 | -- | -- | -- | -- |
| 9,5 | 379 | 440 | 428 | -- | 445 | 420 | 450 | -- | 456 |
| 10 | -- | -- | 432 | -- | 450 | 430 | -- | 414 | -- |
| 10,5 | 410 | 440 | 440 | -- | 450 | 440 | -- | 430 | -- |
| 11,5 | 410 | -- | 450 | -- | 450 | -- | 450 | 440 | -- |
| 12 | 435 | -- | 450 | -- | -- | 445 | -- | -- | 455 |
| 12,5 | 440 | 440 | -- | -- | -- | 450 | -- | 450 | -- |
| 13 | 440 | -- | -- | -- | -- | 450 | -- | 450 | 455 |
Tabla 4 Ancho de la ZAT
| 12,5 | 9,0 | 11,5 | 5,5 | 10,0 | 12,5 | 8,5 | 12,5 | 8,5 |
Se observa (Tabla 4), que la ZAT posee mayor ancho en la soldadura de este acero 4130 con tratamiento a máxima dureza (oscila entre 5,5 mm y 12,5 mm), en comparación a la que se produce durante la soldadura de este mismo material, pero con tratamiento a baja dureza, o de aceros al carbono y de baja aleación comunes, que generalmente es inferior a 3 mm para el proceso de soldadura GMAW. Lo anterior se explica a partir de que durante la soldadura GMAW de este acero 4130, en estado de baja dureza, o de los aceros al carbono y de baja aleación, generalmente la isoterma externa que limita la ZAT del metal base no afectado coincide con la de 727 ºC (AC1), mientras que durante la soldadura del acero con alta dureza de partida, la isoterma límite presenta una temperatura mucho menor, que representa el menor valor de temperatura que provoca un sobrerrevenido de la estructura martensítica de partida, que en alguna medida produce una reducción de dureza.
3.2. Análisis de la microestructura de la ZAT
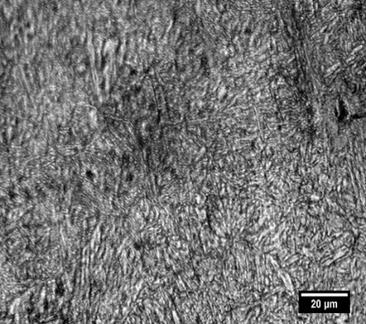
En la Figura 2 se muestra la microestructura del metal base en el estado de partida de temple y revenido a máxima dureza. La microestructura que se observa es de martensita revenida de alta estabilidad debido al elevado contenido de Mn y Si, formando probablemente una estructura compleja con carburos del tipo ε por el elevado contenido de Si, en correspondencia a lo que refiere Guliáev (1983).
En el estudio microestructural, realizado a la ZAT de este acero para cada condición de soldadura correspondiente a la Tabla 2, se evidenció una microestructura de carácter general similar, caracterizada por tres subzonas, aunque evidentemente la variación de energía de entrada provocó ciertas diferencias entre una y otra condición. La Figura 3 muestra, a modo de ejemplo, la microestructura correspondiente a cada una de estas subzonas de la condición experimental 4, que fue la de menor ancho de la ZAT y por tanto la considerada de mejor desempeño, si se toma solo en consideración este criterio. La presencia de tres subregiones en la ZAT coincide con lo reportado por un número importante de autores (Unfried y col., 2009; Castilla y Unfired, 2008).

Figura 3 Microestructura de las zonas de la ZAT. a) Zona sobrecalentada adyacente al borde del cordón (Zona I); b) Zona intercrítica, calentada entre Ac1 y Ac3 (Zona II); Zona subcrítica o sobrerrevenida, calentada por debajo de Ac1 (Zona III)
3.2.1. Zona I: Sobrecalentada
Presenta microestructura a base de martensita transformada a alta temperatura. Está compuesta por martensita en forma de listones, características de las temperaturas superiores a 1300 ºC, donde la martensita perdió su tetragonalidad por la migración del carbono. En esta subzona es probable que estén presentes, además, carburos ε, producidos en el proceso de enfriamiento. La dureza de esta subzona es mayor que en las otras, ya que la dureza de la martensita es función de la cantidad de carbono y no del tamaño de grano. Como es evidente, dado que el perfil de dureza fue realizado con identaciones de grandes huellas, correspondientes a una carga relativamente alta, no es posible percibir la transición de una zona a otra dentro de la ZAT a partir de los perfiles de dureza (Tabla 3).
3.2.2. Zona II: Intercrítica
En esta subzona el metal alcanzó una temperatura menor, entre Ac1 y Ac3, en ella hay una mezcla de estructuras con tendencia a la esferoidización, asociada a la posible presencia de los carburos tipo ε, formados durante el temple, pero transformada durante el enfriamiento, siendo una estructura más estable. Como resultado de la historia térmica experimentada en esta subzona se forma una estructura compuesta probablemente por varios constituyentes (martensita revenida, carburos tipo ε, bainita y ferrita, dependiendo de la temperatura alcanzada durante el ciclo térmico), con una dureza inferior a todas las demás en la ZAT (Unfried y col., 2009).
3.2.3. Zona III: Subcrítica (sobrerrevenida)
En esta zona, durante la soldadura, no alcanzó la línea eutectoide del acero, por lo que solo se produjo un sobrerrevenido. Esta región está compuesta de martensita sobrerrevenida, con poca estructura residual trasformada durante el enfriamiento, la que va disminuyendo su cantidad a medida que se aproxima a la isoterma de fin de ancho de la ZAT, y carburos ε (Unfried y col., 2009). La microestructura de esta subzona depende de la temperatura máxima alcanzada durante el sobrerrevenido y por consiguiente su dureza va aumentando progresivamente, hasta alcanzar la del metal base (frontera ZAT - metal base en estado de partida).
4. CONCLUSIONES
El incremento de la corriente de soldadura y de la temperatura de precalentamiento conducen al aumento del ancho de la ZAT (el valor mínimo obtenido es de 5,5 mm para la condición de menor aporte de calor sin precalentamiento y el máximo valor es de 12,5 mm para la condición de mayor aporte de calor y mayor temperatura de precalentamiento), lo que provoca que se eleve el riesgo de penetración frente a los impactos. De estos dos parámetros, la temperatura de precalentamiento muestra un efecto mayor. Por otro lado, estos anchos de ZAT son mucho mayores que los reportados durante la soldadura GMAW de aceros en condiciones normales de baja dureza de partida.
La ecuación de regresión obtenida permite predecir el ancho de la ZAT en una soldadura a realizar con parámetros enmarcados dentro del rango de variación de las variables evaluadas. De modo similar, se pueden seleccionar la corriente de soldadura y la temperatura de precalentamiento que aseguren un ancho de la ZAT deseado.
La microestructura del acero de blindaje experimenta cambios bajo el efecto que impone la variación de la corriente y la temperatura de precalentamiento. En todos los casos la ZAT está caracterizada por tres subzonas, siendo la intercrítica, con temperaturas máximas que se enmarca entre Ac1 y Ac3, la de una microestructura más propensa a la perdida de dureza, con caídas de hasta 180 unidades Vickers, y consecuentemente la que más incide en la pérdida de capacidad para soportar impactos a elevada velocidad.

