










Mi SciELO
 Servicios personalizados
Servicios personalizadosServicios Personalizados
Articulo
 Español (pdf)
Español (pdf)
 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
 Enviar articulo por email
Enviar articulo por emailIndicadores
-
 Citado por SciELO
Citado por SciELO
Links relacionados
-
 Similares en
SciELO
Similares en
SciELO
Compartir

 Permalink
PermalinkTecnología Química
versión On-line ISSN 2224-6185
RTQ vol.32 no.3 Santiago de Cuba set.-dic. 2012
ARTICULO ORIGINAL
PROCEDIMIENTOS PARA EL MEJORAMIENTO CONTINUO DEL QUESO CREMA NELA
PROCEDURES FOR THE CONTINUOUS IMPROVEMENT OF THE CREAM CHEESE NELA
MSc. Yaima Hernández BeltránI; MSc. Gregory R. Valdés PanecaI; MSc. María Luz Ledesma PlasenciaI; DrC. Eduardo García NoaII
I: Universidad de Sancti Spíritus. yaimah@suss.co.cu
II: Instituto Superior Politécnico José Antonio Echeverría. egarcianoa@quimica.cujae.edu.cu
Resumen
El siguiente trabajo fue realizado en la Pasteurizadora perteneciente a la Empresa Productos Lácteos Río Zaza, Sancti Spíritus. Se establecieron condiciones de operación en la producción para obtener un producto robusto, es decir, que fuera capaz de mantener su calidad bajo condiciones no favorables durante su almacenamiento y se realizó un diseño factorial para determinar las condiciones de operación que garantizan la mejor coagulación, es decir, un menor porciento de sólidos totales en el suero. Al observar el efecto de las variables en estudio para lograr minimizar los sólidos totales en el suero se obtuvo que el tiempo de coagulación y la temperatura de inoculación deben ser 14 horas y 22 y 23 °C, respectivamente. A través del diseño de experimentos factorial se encontró una mejor combinación de los niveles de los factores en la cual el producto es más robusto. Las condiciones son: la temperatura de inoculación 22 ºC, el tiempo de coagulación: 16 horas y la temperatura y el tiempo de almacenamiento 10°C y 5 días, respectivamente.
Palabras claves: diseño robusto, queso crema, coagulación.
Abstract
The following work was carried out in the Pasteurizadora belonging to the Company Products Milky River Zaza, Sancti Spíritus. Operation conditions settled down in the production to obtain a robust product, that is to say that was able to maintain their quality under you not condition favorable during their storage and it was carried out a factorial design to determine the operation conditions that guarantee the best clotting, that is to say, a smaller percent of total solids in the serum. When observing the effect of the variables in study to be able to minimize the total solids in the serum it was obtained that the time of clotting and the inoculation temperature should be 14 hours and 22 and 23 °C, respectively. Through the factorial design of experiments it was a better combination of the levels of the factors in which the product is more robust. The conditions are the inoculation temperature 22 ºC, the time of clotting 16 hours and the temperature and the time of storage 10°C and 5 days, respectively.
Keywords: robust design, cream cheese, clotting.
INTRODUCCION
Los trabajos de ingeniería y de la producción industrial en la actualidad están dirigidos hacia el mejoramiento continuo de la calidad; vista ésta en su concepción más amplia, como plantea Ishikawa en 1991, considerando cliente no sólo al consumidor del producto terminado, sino también a cada una de las etapas sucesivas en el proceso productivo. Por lo que los problemas actuales en la industria láctea requieren para su estudio de un enfoque multilateral que permita determinar las soluciones necesarias en cada etapa del proceso y que posibilite la intensificación global de la producción [1].
Muchos experimentos se llevan a cabo para estudiar los efectos producidos por dos o más factores. Puede mostrarse que en general los diseños factoriales son los más eficientes para este tipo de experimentos. Por diseño factorial se entiende aquel en el que se investigan todas las posibles combinaciones de los niveles de los factores en cada ensayo completo o réplica del experimento [2].
El objetivo de un diseño factorial es estudiar el efecto de varios factores sobre una o varias respuestas o características de calidad, es decir, lo que se busca es estudiar la relación entre los factores y la respuesta, con la finalidad de conocer mejor cómo es esta relación y generar conocimientos que permitan tomar acciones y decisiones que mejoren el desempeño del proceso [3].
En todo proceso intervienen distintos tipos de variables o factores como los que se definen en la Figura.
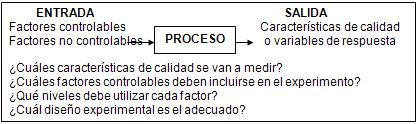
Fig. Variables de un proceso y preguntas a responder al diseñar un experimento.
La variable de respuesta es la característica, variable de salida o propiedad del producto, cuyo valor interesa mejorar. Por lo general el valor de dicha característica determina algún aspecto de la calidad del producto.
Los factores controlables son variables de proceso o variables de entrada que se pueden fijar en un punto o en un nivel de operación. Algunos de estos son los que usualmente se controlan durante la operación normal del proceso, y se distinguen porque para cada uno de ellos existe la manera o el mecanismo para cambiar o manipular su nivel operación. Algunos factores que generalmente se controlan son: temperatura, tiempo, cantidad, velocidad, presión, etc. A los factores controlables también se les llama variables de entrada, condiciones de proceso, variables de diseño, parámetros del proceso, o simplemente factores.
Los factores no controlables o de ruido son variables que no se pueden controlar durante la operación normal del proceso. Por ejemplo, algunos factores que suelen ser no controlables son las variables ambientales (luz, humedad, temperatura, partículas, ruido, etc.), el ánimo de los operadores la calidad del material que se recibe del proveedor (interno o externo), los diversos usos que el cliente pueda dar al producto. Un factor que ahora es no controlable puede convertirse en controlable, cuando se tenga un mecanismo o tecnología para ello [3].
Los diseños factoriales son más eficientes que los experimentos de un factor a la vez, son necesarios cuando alguna interacción puede estar presente, con el propósito de hacer conclusiones que son engañosas y permiten estimar los efectos de un factor en diversos niveles de los otros factores, produciendo conclusiones que son válidas sobre toda la extensión de las condiciones experimentales [2].
Existen diferentes tipos de arreglos factoriales, en dependencia del número de factores y de niveles asignados a cada factor, el diseño factorial 2k es aquel que estudia k factores con dos niveles cada uno y donde se evalúan los 2k posibles tratamientos.
En los diseños de experimentos factoriales se procesan los datos codificando los valores asignados a las variables independientes de forma tal que la matriz de la covarianza sea ortogonal. Los arreglos ortogonales son matrices de diseños factoriales completos fraccionados o mixtos que tienen la propiedad de ortogonalidad. Una matriz es ortogonal si sus columnas son linealmente independientes, lo cual se tiene si la multiplicación de dos columnas cualesquiera es igual a cero.
Los métodos de diseño experimental tienen un cometido importante en el desarrollo de procesos y en la depuración de procesos para mejorar el rendimiento. En muchos casos, el objetivo puede ser desarrollar un proceso consistente o robusto; esto es, un proceso afectado mínimamente por fuentes de variabilidad externas [2].
El diseño de productos y procesos robustos se refiere a: 1) hacer los productos y procesos insensibles a factores ambientales o de otro tipo que sean difíciles de controlar, 2) hacer el producto y procesos inmunes a la variación transmitida de componentes y 3) reducir la variabilidad del producto y procesos con respecto a valores meta [4].
Las técnicas del diseño robusto han demostrado ser una herramienta cuantitativa poderosa en las etapas iniciales de diseño de productos y procesos. Su implementación dentro de una organización productiva debe empezar con un programa de entrenamiento apoyado por la alta administración, y que sea parte integral del programa de mejoramiento continuo de la empresa [5].
FUNDAMENTACION TEORICA
La Empresa de Productos Lácteos Río Zaza de Sancti Spíritus cuenta con una amplia aceptación y prestigio en la producción del queso crema Nela (empaque en caliente), único de su tipo en el país, por lo que constituye el producto estrella de la fábrica, constituyendo un producto líder dentro del mercado nacional por su calidad y prestigio alcanzado durante años.
El queso crema empacado en caliente es el producto que se obtiene mediante la utilización de leche, crema fresca, de buena calidad, cuya mezcla es acidificada mediante el empleo de una simbiosis de bacterias lácticas que aportan las características físico-químicas y organolépticas específicas al producto final. La óptima calidad microbiológica y físico-química que mantiene este producto está garantizada por el proceso tecnológico a que se somete, aplicándose al mismo el procedimiento de doble homogenización y pasteurización, así como la adición de gomas vegetales que le proporciona mayor pastosidad y mejores cualidades untables.
La línea tecnológica del queso crema Nela de la Empresa de Productos Lácteos Río Zaza presenta grandes pérdidas de materiales en el proceso de coagulación lo cual afecta la eficiencia de su producción.
En la medida que cada etapa del proceso de producción del queso crema sea concebida para hacer un uso eficiente de las materias primas, los costos de producción se reducirán considerablemente haciendo más atractivas las producciones desde el punto de vista económico.
METODOS UTILIZADOS Y CONDICIONES EXPERIMENTALES
-
Diseño de experimento robusto en la obtención del queso crema.
La coagulación constituye una de las etapas más importantes en el proceso de producción de queso crema, influyendo determinantemente en las características finales del producto terminado. Se deduce que es uno de los eventos tecnológicos que tiene gran influencia en los costos del proceso. Se realizó el diseño del experimento robusto, empleándose como variables dependientes de interés la acidez final del queso y las características organolépticas (sabor y olor), ajustando el modelo matemático para la acidez final.
El estudio se realizó en la industria y con referencias obtenidas durante producciones reales por lo que se manejaron las variables independientes internas seleccionadas, con valores dentro de los parámetros establecidos en las normas de proceso, para no afectar la calidad del producto terminado.
El diseño robusto aplicado fue del tipo 24 (4 variables a 2 niveles) que se corresponde con 16 corridas experimentales. Este experimento constó de 4 variables independientes: dos variables internas y dos variables externas y la variable dependiente acidez para ajustar el modelo. Estas son temperatura de inoculación (TEINOC), tiempo de coagulación (TICOAG), temperatura de almacenamiento (TEMPAL), tiempo de almacenamiento (TIEMPAL) y acidez del producto final (AFINAL).
Para seleccionar las variables internas se analizaron las posibles variables estableciéndose como primer criterio que fueran mediciones contempladas en el control del proceso. El levantamiento incluyó desde la entrada de la leche a la fábrica hasta el envasado del queso crema.
Para ello las variables se organizaron en tres grupos teniendo en cuenta la relación entre ellas. Se escogieron para las variables de control (internas) aquellas que más pudieran incidir en la variable dependiente escogida y que asumieran valores que permitieran analizar su influencia en las variables dependientes.
Un primer grupo reunió a las variables que relacionaran a la acidez:
-
Acidez inicial de la leche
-
Acidez final en el tanque de fermentación
-
Acidez del producto terminado
Un segundo grupo reunió a las variables que relacionaran a la temperatura:
-
Temperatura de pasteurización
-
Temperatura de inoculación
Dado el interés de valorar el efecto de la coagulación en los resultados experimentales se incluyó como variable interna del diseño robusto el tiempo de coagulación. Se efectuó la prueba de correlación entre las variables para escoger aquellas que se emplearían en la realización del diseño de experimento robusto.
Para llevar a cabo la correlación se siguió la siguiente secuencia de pasos: Describe/Numeric Data/Multiple Variable Analysis. Se marcaron las variables que se querían correlacionar y se seleccionaron las variables de control internos para el diseño de experimento robusto y las variables externas.
Respecto a las variables dependientes a emplear se tuvo en cuenta que los diseños robustos se desarrollan para detectar las condiciones internas que garantizan un producto más resistente a las condiciones que encuentra el producto, una vez que sale del proceso productivo. Se seleccionaron aquellas variables que caracterizan al producto terminado es decir, la acidez, y como variables vinculadas a las propiedades organolépticas al sabor y el olor del queso crema en las pastillas.
Para obtener estos datos se escogieron al azar 6 pastillas de queso crema correspondientes a la producción que se le había medido la temperatura de inoculación y el tiempo de coagulación. De estas pastillas, se guardaron 3 en las condiciones normales de almacenamiento y 3 se expusieron a la temperatura según el diseño de experimento. Se les realizó análisis cada 5 días tanto de acidez, características organolépticas (olor, sabor) y microbiológicas (hongos y levaduras) por un período de 10 días. El procesamiento de los datos resultantes del experimento factorial se realizó en el programa estadístico Statgraphics Plus versión 5.
Al concluir la recopilación de datos experimentales se procedió a obtener el modelo matemático que mejor se ajustaba a los datos. Para ello se realizaron los siguientes pasos: Special/Experimental Design/Create Design, se elige el tipo de diseño y a continuación se eligen el número de factores y la variable de respuesta, sus nombres y el número de niveles. Para el análisis se siguieron los pasos: Special/Experimental Design/Analyze Design, brindándose la variable de respuesta a analizar y se realiza el análisis de regresión con el modelo de mejor ajuste.
El modelo general utilizado fue el siguiente:

Obtenido el modelo para la variable de respuesta se determinó, con ayuda de los coeficientes que reporta el mismo, una combinación de niveles para minimizar dentro de los límites de especificaciones del producto el valor de esta variable de respuesta, es decir, las condiciones de operación que hacen más robusto al queso crema.
-
Diseño de experimento factorial en la etapa de coagulación.
Para determinar las condiciones de operación que garantizan la mejor coagulación, es decir, un menor % de sólidos totales en el suero se realizó un diseño factorial 22 (2 variables a 2 niveles) que se corresponde con 4 corridas experimentales, con dos repeticiones para un total de 8 corridas. Se tomaron como variables independientes la temperatura de inoculación y el tiempo de coagulación y como variable de respuesta el % de sólidos totales del suero.
Se obtuvo la ecuación que mejor se ajustaba siguiendo los mismos pasos descritos anteriormente para el diseño robusto, realizando un análisis similar con el modelo seleccionado para establecer las mejores condiciones de operación.
RESULTADOS Y DISCUSION
-
Alternativa para la elaboración de un producto robusto.
Con vistas a establecer variantes tecnológicas que incrementen la eficiencia del proceso, se aplicó el diseño robusto. La correlación de las variables obtenidas con el Statgraphics, arrojó la matriz mostrada en la Tabla 1.
Tabla 1
Correlación entre variables del proceso
| Variable | Variable | Coeficiente de correlación | P- value |
| ACIDLECH | AFINAL | -0.4109 | 0.1139 |
| ACIDLECH | ATKFERM | -0.2073 | 0.4411 |
| AFINAL | ATKFERM | 0.6412 | 0.0074 |
| TEMPAST | TEINOC | 0.2182 | 0.4346 |
Leyenda:
- ACIDLECH: Acidez inicial de la leche (% ácido láctico).
- AFINAL: Acidez final en el tanque de fermentación (% ácido láctico).
- ATKFERM: Acidez del tanque de fermentación (% ácido láctico)
- TEMPAST: Temperatura de pasteurización (°C).
- TEINOC: Temperatura de inoculación (°C).
Al analizar la correlación obtenida entre las variables del proceso se evidencia que existe una correlación positiva entre los pares de variables AFINAL- ATKFERM y TEMPAST- TEINOC, donde al aumentar una de ellas aumenta la otra, siendo más fuerte para el primer par de variables antes mencionado. Para los pares de variables ACIDLECH- AFINAL y ACIDLECH- ATKFERM existe correlación negativa, es decir, al aumentar una disminuye la otra.
Por otra parte las correlaciones halladas que tuvieron un P-value superior a 0,05 son estadísticamente significativas, siendo solamente el par AFINAL- ATKFERM no estadísticamente significativo.
Se analizaron los grupos formados y se seleccionaron las variables internas para el diseño de experimento robusto, teniendo a la temperatura de inoculación (TEINOC) y el tiempo de coagulación (TICOAG) y como variables externas la temperatura de almacenamiento (TEMPAL) y tiempo de almacenamiento (TIEMPAL).
Se tomaron como valores de TEINOC inferior y superior 22 y 23°C, respectivamente, teniendo en cuenta que estos son los valores que más se repiten en dicho parámetro en producciones sucesivas. Es de señalar que se empleó un termómetro que garantiza medir con exactitud esos valores de temperatura.
El TICOAG fue otra de las variables internas utilizadas, mostrando valores entre 14 y 16 horas por lo que se escogieron estos valores como valor inferior y superior, respectivamente.
Se seleccionaron como variables externas el TIEMPAL expresado en días para lo cual se tomaron 5 y 10 días respectivamente y la TEMPAL, expresado en 10 y 30°C.
Estos niveles fueron seleccionados teniendo en cuenta que la durabilidad del producto es de 35 días y se decidió evaluar el producto cada 5 días hasta ver el comportamiento del producto con estas condiciones. La temperatura de almacenamiento de 30°C fue tomada por ser una temperatura ambiente promedio para el país, considerando que el producto puede estar expuesto a estas temperaturas porque los carros que transportan pueden carecer de refrigeración, permaneciendo varias horas en estos, además del tiempo en que puede demorarse el descargue del producto o la carencia de fluido eléctrico en algún determinado momento.
Los valores de las variables del producto terminado a tiempo cero fueron las que se muestran en la Tabla 2.
Se fijaron los niveles de cada una de las variables y se obtuvieron los resultados del diseño de experimento robusto, los cuales se muestran en las Tablas 3 y 4, respectivamente. En todas las determinaciones se realizaron 2 repeticiones (1 y 2).
Tabla 2
Valores de las características de calidad a tiempo cero
| CORRIDA | AFINAL | OLOR | SABOR | HONGOS |
| 1 | 0.88 | 5 | 5 | 0 |
| 2 | 0.80 | 5 | 5 | 0 |
| 3 | 0.82 | 5 | 5 | 0 |
| 4 | 0.90 | 5 | 5 | 8 |
| 5 | 0.92 | 5 | 5 | 10 |
| 6 | 1.10 | 5 | 5 | 0 |
| 7 | 0.82 | 5 | 5 | 15 |
| 8 | 0.90 | 5 | 5 | 0 |
| 9 | 1.05 | 5 | 5 | 0 |
| 10 | 0.80 | 5 | 5 | 5 |
| 11 | 0.85 | 5 | 5 | 0 |
| 12 | 0.92 | 5 | 5 | 0 |
| 13 | 0.90 | 5 | 5 | 10 |
| 14 | 1.20 | 5 | 5 | 20 |
| 15 | 0.87 | 5 | 5 | 15 |
| 16 | 0.82 | 5 | 5 | 0 |
Tabla 3
Condiciones experimentales codificadas en el diseño factorial robusto
| CORRIDA | TEINOC | TICOAG | TEMPAL | TIEMPAL |
| 1 | 1 | 1 | 1 | -1 |
| 2 | -1 | 1 | 1 | -1 |
| 3 | 1 | 1 | -1 | 1 |
| 4 | -1 | -1 | -1 | 1 |
| 5 | 1 | 1 | 1 | 1 |
| 6 | 1 | 1 | -1 | -1 |
| 7 | 1 | -1 | -1 | 1 |
| 8 | -1 | 1 | -1 | -1 |
| 9 | -1 | -1 | 1 | 1 |
| 10 | 1 | -1 | 1 | 1 |
| 11 | -1 | -1 | 1 | -1 |
| 12 | 1 | -1 | -1 | -1 |
| 13 | 1 | -1 | 1 | -1 |
| 14 | -1 | 1 | 1 | 1 |
| 15 | -1 | 1 | -1 | 1 |
| 16 | -1 | -1 | -1 | -1 |
En la Tabla 4 se observa que las características organolépticas si presentan un cambio apreciable para los diferentes puntos experimentales, destacándose el sabor en aquellas corridas que se almacenaron a 30°C por 10 días, coincidiendo esto a su vez con el aumento del % acidez, dejando de cumplir de esta forma con las especificaciones de calidad establecidas.
El olor no presenta cambios en las distintas combinaciones, por lo que en este caso se puede considerar que el producto es robusto respecto a esta característica organoléptica en el rango de temperatura y tiempo de almacenamiento al que fue sometido.
Tabla 4
Resultados experimentales en el diseño factorial robusto
| CORRIDA | AFINAL | OLOR | SABOR | HONGOS | ||||
| 1 | 2 | 1 | 2 | 1 | 2 | 1 | 2 | |
| 1 | 0,88 | 0,90 | 5 | 5 | 5 | 5 | 5 | 0 |
| 2 | 0,86 | 0,85 | 5 | 5 | 5 | 5 | 0 | 0 |
| 3 | 0,82 | 0,85 | 5 | 5 | 5 | 5 | 0 | 0 |
| 4 | 0,92 | 0,95 | 5 | 5 | 5 | 5 | 15 | 10 |
| 5 | 1,40 | 1,35 | 5 | 5 | 3 | 3 | 450 | 430 |
| 6 | 1,25 | 1,28 | 5 | 5 | 3 | 3 | 200 | 150 |
| 7 | 1,30 | 1,32 | 5 | 5 | 3 | 3 | 350 | 300 |
| 8 | 1,40 | 1,39 | 5 | 5 | 3 | 3 | 100 | 120 |
| 9 | 0,95 | 0,92 | 5 | 5 | 5 | 5 | 10 | 20 |
| 10 | 0,87 | 0,90 | 5 | 5 | 5 | 5 | 5 | 0 |
| 11 | 0,87 | 0,90 | 5 | 5 | 5 | 5 | 0 | 0 |
| 12 | 0,97 | 0,95 | 5 | 5 | 5 | 5 | 20 | 25 |
| 13 | 2,03 | 1,90 | 5 | 5 | 2 | 2 | 500 | 450 |
| 14 | 1,95 | 1,90 | 5 | 5 | 2 | 2 | 350 | 320 |
| 15 | 2,06 | 2,00 | 5 | 5 | 2 | 2 | 450 | 500 |
| 16 | 1,92 | 1,95 | 5 | 5 | 2 | 2 | 230 | 200 |
Para la variable dependiente (% acidez) es posible obtener un modelo matemático mediante el cual se pueda determinar cual es la mejor combinación de niveles que minimice el valor de este parámetro dentro de las especificaciones del producto y que garantice que sea un producto más resistente a las condiciones de almacenamiento.
La ecuación que más se ajusta es la que se muestra a continuación:
AFINAL=1,27375+0,37625*TEMPAL+0,16625*TIEMPAL+0,025*TEINOC*TICOAG- 0,015625*TEINOC*TEMPAL + 0,1475*TEMPAL*TIEMPAL
Los resultados del ANOVA, obtenido con el Statgraphics para el % acidez en el producto terminado (AFINAL) se muestra en la Tabla 5.
Tabla 5
Resultados del Análisis de Varianza
| Source | Sum of Squares | Df | Mean Square | F-Ratio | P-value |
| C:TEMPAL | 4,53005 | 1 | 4,53005 | 2632,22 | 0.0000 |
| D:TIEMPAL | 0,88445 | 1 | 0,88445 | 513,92 | 0.0000 |
| AB | 0,02 | 1 | 0,02 | 11,62 | 0,0022 |
| AC | 0,0078125 | 1 | 0,0078125 | 4,54 | 0,0431 |
| CD | 0,6962 | 1 | 0,6962 | 404,53 | 0.0000 |
| Total error | 0,043025 | 25 | 0,001721 |
| |
| Total (corr.) | 6,18215 | 31 |
| ||
Leyenda:
A: TEINOC
B: TICOAG
R-squared = 99.304 percent
R-squared (adjusted for d.f.) = 99.1702 percent
Standard Error of Est. = 0,0414849
Mean absolute error = 0,0273437
Durbin-Watson statistic = 2,19484 (P=0,2473)
Los resultados muestran que el modelo de regresión es significativo, ya que 5 efectos tienen valores de p menores que 0.05, indicando que son significativamente diferentes de 0 para un 95% de confianza. Se obtiene un coeficiente de determinación muy próximo a 1, lo que indica que el modelo explica un 99.304% de variabilidad del % de AFINAL observada en el experimento, lo que es una evidencia a favor del modelo obtenido y es muy bueno para mediciones industriales. El coeficiente de determinación ajustado también se encuentra dentro de los parámetros establecidos (99.1702 %), por lo que se puede decir que el modelo tiene un ajuste satisfactorio. El error estándar de estimación muestra la desviación estándar de los residuos que es de 0,0414849 siendo bastante pequeño considerando que se trabaja con datos industriales. El error absoluto medio (MAE) de 0,0273437 es el promedio de valor de los residuos. El valor de Durbin Watson está entre 0 y 4, estando muy cercano a 2, lo que permite plantear que los errores de estimación no están correlacionados.
Cuando se examina el efecto de cada una de las variables del diseño para lograr mantener la acidez (AFINAL) cumpliendo las especificaciones de calidad del producto, o sea que se mantenga en el rango de aceptación del producto terminado, se obtienen las siguientes consideraciones:
-
La temperatura de almacenamiento (TEMPAL) debe estar en su nivel más bajo, correspondiente a 10°C.
-
El tiempo de almacenamiento (TIEMPAL) conviene estar en su nivel más bajo, que en este caso es de 5 días.
-
Las variables simples TEINOC y TICOAG no son estadísticamente significativas en su efecto primario pero si los son en la interacción con otras variables (TEINOC-TICOAG y TEINOC-TEMPAL).
-
La temperatura de inoculación (TEINOC) debe estar en su nivel bajo, 22°C.
-
El tiempo de coagulación (TICOAG) se corresponde con su nivel alto, siendo de 16h.
Se estableció que las condiciones internas y externas que mantienen la acidez, cumpliendo las especificaciones de calidad del producto, es:
-
TEINOC: 22 °C
-
TICOAG: 16 horas
-
TEMPAL: 10°C
-
TIEMPAL: 5 días
Trabajar con la temperatura de almacenamiento en su nivel bajo significa que el producto debe almacenarse por todos los medios a la temperatura de almacenamiento recomendada, aunque se deberían realizar otros diseños con temperaturas superiores pero sin llegar al nivel alto empleado en este estudio.
Es lógico además que el tiempo de almacenamiento esté en su nivel bajo ya este escenario es más favorable para el almacenamiento.
-
Evaluación de las condiciones de operación en la etapa de coagulación.
Para establecer las condiciones de operación para reducir los sólidos totales que salen en el suero, de forma que se favorezca la masa coagulada se realizó un diseño interno en la etapa de coagulación.
Se tomaron como variables independientes la temperatura de inoculación (TEINOC) y el tiempo de coagulación (TICOAG) y se analizó como variable dependiente el % de Sólidos Totales en el Suero (%ST).
Se fijaron los niveles de cada una de las variables y se obtuvieron los resultados del diseño en la Tabla 6. En todas las determinaciones se realizaron 2 réplicas.
Tabla 6
Condiciones y resultados experimentales en el diseño interno del producto
| Corridas | TEINOC | TICOAG | % ST | |
| 1 | 2 | |||
| 1 | 22 | 14 | 5.01 | 5.69 |
| 2 | 22 | 16 | 6.98 | 6.77 |
| 3 | 23 | 14 | 5.69 | 5.64 |
| 4 | 23 | 16 | 6.37 | 6.63 |
La ecuación de mejor ajuste para estas condiciones es la que se muestra a continuación:
% ST = 6.2475 + 0.31*TICOAG
Los valores del ANOVA, obtenido con el Statgraphics para el % de sólidos totales en el suero (%ST) se muestra en la Tabla 7.
Tabla 7
Resultados del Análisis de Varianza
| Source | Sum of Squares | Df | Mean Square | F-Ratio | P-value |
| B:TICOAG | 2.7848 | 1 | 2.7848 | 29.60 | 0.0028 |
| Total error | 0.47035 | 5 | 0.09407 |
| |
| Total (corr.) | 3.31295 | 7 |
| ||
R-squared = 85.8027 percent
R-squared (adjusted for d.f.) = 83.4365 percent
Standard Error of Est. = 0.306708
Mean absolute error = 0.1975
Durbin-Watson statistic = 2.16753 (P=0.1805)
Un efecto tiene un valor de p por debajo de 0.05 lo que indica que es significativamente diferente de cero para un 95% de confianza. El coeficiente de determinación es aceptable para las mediciones experimentales que se realizaron a nivel industrial y por lo tanto están afectadas por la variabilidad natural de estos procesos, lo que realza la validez de los resultados expuestos. El error estándar de estimación muestra la desviación estándar de los residuos que es de 0.306708, la cual es bastante pequeña considerando que son datos industriales. El error absoluto medio (MAE) de 0.1975 es el promedio de valor de los residuos. El valor de Durbin Watson está entre 0 y 4, estando muy cercano a 2, lo que permite plantear que los errores de estimación no están correlacionados.
Al observar el efecto de las variables en estudio para lograr minimizar el % de sólidos totales en el suero (%ST) se obtuvieron las siguientes reflexiones:
- El tiempo de coagulación (TICOAG) debe estar en su nivel más bajo, es decir 14 horas.
- La temperatura de inoculación (TEINOC) no fue en este modelo estadísticamente significativo por lo que se excluyó del modelo y por tanto no se analiza su efecto en la variable dependiente. El valor que tome esta variable en el nivel en que se modificó en el diseño del experimento no afecta el resultado obtenido en la variable dependiente que se estudió (%ST) por lo que se puede utilizar cualquiera de los niveles empleados según el diseño. Se puede tomar entonces para este caso la temperatura de inoculación 22 y 23 °C.
Las variables independientes que hacen mínimo el %ST en el suero son:
-
TICOAG: 14 horas.
-
TEINOC: 22 y 23 °C.
CONCLUSIONES
- Al observar el efecto de las variables en estudio para lograr minimizar los sólidos totales en el suero se obtuvo que el tiempo de coagulación y la temperatura de inoculación deben ser 14 horas y 22 y 23 °C, respectivamente.
- A través del diseño de experimentos factorial se encontró una mejor combinación de los niveles de los factores en la cual el producto es más robusto. Las condiciones son: la temperatura de inoculación 22ºC; el tiempo de coagulación: 16 horas, la temperatura y el tiempo de almacenamiento: 10°C y 5 días, respectivamente.
BIBLIOGRAFIA
1. Calderón, Greyssa. Análisis de proceso para la optimización en la producción de helado. Trabajo de Diploma para optar por el Título de Ingeniero Químico, Instituto Superior Politécnico "José Antonio Echeverría", Ciudad de la Habana, 2007.
2. Montgomery, D. Probabilidad y estadística aplicadas a la ingeniería. Ed. Limusa. 1991.
3. Gutiérrez, H; de la Vara, R. Análisis y diseño de experimentos. Mc Graw Hill. México. pp 362. 2008.
4. Picado, F. A Quality Improvement System for the Kitchen Cabinet Industry. USA. 1994.
5. Picado, F; Eckelman, C. Mejoramiento de la calidad a través del diseño robusto: aplicación en la industria del mueble. Tecnología en Marcha. Vol.15 No 1. 2002.
Recibido: Mayo 2012
Aprobado: Septiembre 2012
MSc. Yaima Hernández BeltránI. Universidad de Sancti Spíritus. yaimah@suss.co.cu

