










Mi SciELO
 Servicios personalizados
Servicios personalizadosServicios Personalizados
Articulo
 Español (pdf)
Español (pdf)
 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
 Enviar articulo por email
Enviar articulo por emailIndicadores
-
 Citado por SciELO
Citado por SciELO
Links relacionados
-
 Similares en
SciELO
Similares en
SciELO
Compartir

 Permalink
PermalinkTecnología Química
versión On-line ISSN 2224-6185
RTQ vol.36 no.1 Santiago de Cuba ene.-abr. 2016
ARTICULO ORIGINAL
Evaluación de la adición de licor con alto contenido de Amoniaco y Dióxido de Carbono en el alambique 208 de la Empresa Comandante Che Guevara
Evaluation of the Addition liquor with high ammonia and Carbon Dioxide content in the still 208 of the “Comandante Che Guevara” industry (ECG)
María Elena Magaña Haynes
Centro de investigaciones del níquel, Moa, Holguín, Cuba. mmagana@sn.moa.minem.cu
RESUMEN
Se evaluó en una columna de destilación del licor que se obtiene como resultado del proceso de lixiviación (licor producto) de la Empresa Comandante Che Guevara (ECG), la adición de licor con alto contenido de NH3 y CO2 (licor fresco) por el 5to anillo de la columna 208, con el objetivo de disminuir el contenido de níquel disuelto en la descarga de la misma, así como lograr mejorar las características del carbonato de níquel que se envía al proceso de calcinación. Para el desarrollo del trabajo se siguió la metodología utilizada en las pruebas desarrolladas en 2001 en la ECG. Los resultados evidenciaron que con la adición de licor fresco, es posible disminuir el contenido de níquel disuelto a la salida de la columna de destilación con lo que se minimiza la necesidad de la precipitación, disminuyendo así el consumo del reactivo que se utiliza con este fin y también el gasto en su adquisición. Fue posible corroborar la relación que existe entre el contenido de NH3 en la descarga y el contenido de níquel disuelto en la misma, apreciándose que para lograr estos resultados es necesario mantener el amoniaco en la descarga entre 1,0 -1,8 g/L. El carbonato que se obtuvo en la columna donde se adicionó licor con alto contenido de NH3 y CO2 alcanzó altos valores de este último elemento en su composición y en la medida que se incrementó el mismo, disminuyó el contenido de azufre. También se pudo apreciar un incremento del tamaño de las partículas gruesas en el carbonato, lo que va influir en una disminución en el consumo de energía.
Palabra claves: licor con alto contenido de NH3 y CO2 (licor fresco), níquel disuelto, carbonato de níquel.
ABSTRACT
Adding fresh liquor through the 5th ring in still 208 of distilling liquor product (liquor obtained as a result of ammonium carbonate leaching of lateritic ore) in the “Comandante Che Guevara” industry, were evaluated with the objective of reducing the dissolved nickel content of the effluent there from, as well as to improve the characteristics of the nickel carbonate which is delivered to the calcinations process. For the development of the survey, the same methodology used in 2001 for the test was applied. The results showed that by adding fresh liquor, it is possible to reduce the dissolved nickel content at the exit of the distillation column, so that the need for precipitation is minimized, thereby reducing the consumption of reagents and the and the cost for their acquisition. It was possible to corroborate the relationship between the content of NH3 at the discharge and the nickel dissolved therein appreciating that to achieve these results it is necessary to maintain the ammonia in the discharge between 1,0-1,8 g/L. The carbonate obtained in the column where liquor is added with high CO2 and NH3 reached high values of this last element in its composition and to the extent that increased sulphur content decreased. It was also seen an increase in the size of the coarse carbonates particles, which will influence in a decrease of energy consumption.
Keywords: liquor with high content NH3 and CO2 (fresh liquor), disolved nickel, nickel carbonate.
INTRODUCCION
El incremento de las pérdidas del níquel disuelto que se ha producido en los últimos años durante el proceso de destilación del amoniaco en las industrias del níquel con el proceso Caron [1,12] está asociado al aumento del contenido de azufre en el licor producto, producido por el empleo de petróleo con altos contenidos de este elemento [4], [5]. Al reaccionar las sales de amonio con los hidróxidos de níquel [5 ,10], se forma la sal correspondiente y se desprende NH3 como se ilustra en la reacción (1).
(NH4)2 SO4 + Ni(OH)2 ---- NiSO4+2NH3+2 H2O (1)
Ante esta situación, en la industria del níquel en Cuba, se han propuesto disÍmiles variantes con el objetivo de disminuir las pérdidas de níquel disuelto en los efluentes de la destilación, pero hasta la actualidad ninguna se ha mantenido aplicada por diferentes razones. Dentro de estas variantes se encuentra la adición de agentes alcalinos al licor que se obtiene como resultado del proceso de lixiviación de los minerales lateríticos (licor producto) fundamentalmente el carbonato de sodio [8], las que fueron abandonadas por razones de índole económica.
En trabajo realizado en 1956 [11], se probó un método para lograrlo con la adición de CO2 al licor producto, lo que mejoraría también la calidad del carbonato básico de níquel. Los trabajos experimentales se hicieron en la Planta Piloto de Nicaro y estuvieron dirigidos fundamentalmente a obtener un, Carbonato Básico de Níquel (CBN) con más proporción de carbonato que lo hiciera más cristalino para así mejorar la humedad de la torta filtrada. La operación resultaba complicada y lo que era peor, muy costoso, por lo que abandonaron el proyecto.
En la Empresa Ernesto Che Guevara se trató de conseguir la carbonatación del licor producto mediante dos operaciones diferentes según refiere [6]: La primera por adición de CO3Na2 al licor producto y la segunda por inyección de CO2 directamente al alambique. En ninguno de los dos casos se logró la carbonatación. En el primero porque esta sal es muy estable y no deja CO2 libre que pueda combinarse con el níquel durante la precipitación, a no ser que haya SO4-2 presente, en cuyo caso ocurre la carbonatación del níquel que está en equilibrio con el radical, formándose el sulfato de sodio correspondiente. Estos son los mecanismos de disminución del níquel disuelto por adición de CO3Na2. En el segundo porque en el alambique concurren todos los factores adversos para la disolución de un gas en un líquido: alta temperatura y baja presión.
En 2001 se determinó retomar la investigación de la utilización de licor con alto NH3 y CO2 al alambique [6] durante la destilación del licor producto en la Empresa Comandante Che Guevara con muy buenos resultados. Los trabajos se hicieron primeramente a escala de banco y luego se llevo a la industria (alambiques de destilación de licor), el licor fresco se adicionó por el 5to anillo de las columnas y el flujo a adicionar fue del 10% del licor alimentado, basado en los resultados obtenidos en las pruebas de banco. En este trabajo se hace un análisis del diagrama de fases del sistema Ni- NH3- H2O- CO3 representativo del equilibrio en el anillo de descarga del alambique, el cual fue utilizado para explicar las razones para proponer una destilación menos profunda en los alambiques de Nicaro [5] dirigida a obtener un CBN menos básico, con mejores condiciones de filtración y granulación durante la calcinación.
El análisis de este diagrama permitió suponer que no solamente se puede obtener un carbonato de níquel menos básico por el control de amoniaco en la destilación, sino que variando las condiciones dinámicas del equilibrio, se logrará mejor este objetivo. Estos planteamientos fueron comprobados en la práctica y permitieron la operación con éxito de los alambiques de la planta nueva de Nicaro, similares a los de ECG.
La solución sería según se plantea en este informe, poder tener una relación de NH3/CO2 más baja hacia el final de la destilación que permitiera una mayor concentración final de este último para las mismas concentraciones de amoniaco, por tanto, favoreciendo la reacción. Esto puede ser conseguido mediante la adición de licor de alto contenido de CO2 a la corriente del alambique. El punto de mezcla no puede ser a la entrada del licor producto, por cuanto la alta concentración de amoniaco en este diluirá la solución y la relación NH3/CO2 será menor que la de la solución añadida. Si la inyección se hace en un punto intermedio del alambique, donde ya una buena parte del NH3 ha sido destilado, esta relación será mayor.
Los resultados alcanzados en las pruebas desarrolladas a escala de banco utilizando licores de la ECG, teniendo en cuenta que las consideraciones antes mencionadas, rindieron resultados importantes y demostraron que la inyección de licor de alto contenido de CO2, en la destilación del licor producto favorece la formación de un precipitado de mejores cualidades físicas con un alto contenido de CO2, lográndose humedades hasta un 10 % más bajas en la torta filtrada y concentraciones de níquel disuelto hasta 50 % menores que en los blancos. Los resultados de la prueba industrial demostraron que el níquel disuelto disminuye establemente hasta 0, 040 g/L e incluso valores menores, aunque no se consiguieron los niveles de CO2 en el CBN obtenidos a nivel de banco, también mejoró considerablemente el tamaño de partículas.
Posteriormente estos estudios fueron abandonados y no se logró mantener su aplicación en las torres de destilación de le ECG. Es por ello que en 1985 se estudió una tecnología [2] que permite precipitar el níquel disuelto que se pierde en los efluentes de la destilación, como sulfuro con el uso de un agente precipitante, el cual se aplica en la actualidad en la ECG. De esta forma este níquel es recuperado, pero es necesario señalar que esta operación requiere del consumo de agentes precipitantes que con el transcurso de los años han incrementado su precio y con el aumento de las pérdidas de níquel se incrementa también su consumo, por lo que si se logra disminuir la cantidad de níquel disuelto que va a la precipitación se produciría un ahorro considerable del gasto por este concepto, así como por el concepto de la disminución de las pérdidas de amoníaco.
En el año 2006 se realizaron experimentos a escala de banco [9] alimentado a una miniculumna licor con alto contenido de CO2 por el 5to anillo y se obtuvo que en la medida que se incrementó el CO2 en el carbonato, disminuyó el contenido de azufre de 4,4 % a 2,4 %, incrementándose el contenido de dióxido de carbono de 6,7 % a 9,4 %, y el carbonato se enriqueció en fracciones más gruesas.
Más recientemente se han realizado estudios para lograr la disminución del níquel disuelto, realizando el control de la operación de destilación mediante determinación de pH en la descarga de los alambiques,[3, 7 y 8], donde se ha determinado la interacción entre el pH y la concentración de amoniaco en la descarga, lo que permite la disminución del níquel disuelto, y se ha encontrado el valor óptimo de pH en que es posible lograrlo, esto posibilita automatizar la operación si se logra montar medidores de pH en línea. Estos resultados no se han llevado a la práctica, pues es necesario encontrar equipos que soporten las condiciones de operación en esta planta sin afectar la precisión de la medición (temperatura, densidad de la pulpa etcétera). Es posible aplicar la combinación de las dos variantes (adición de licor fresco y control del pH) con lo que se lograrían mejores resultados, pero hasta el momento eso no ha sido aplicado y se precisa de soluciones más rápidas y factibles para resolver la situación.
Teniendo en cuenta el incremento sustancial que se está produciendo en el contenido de níquel disuelto en los efluentes de la destilación, así como los problemas que se presentan con la calidad del carbonato de níquel que se envía al proceso de calcinación, y valorando la posibilidad de disminuir gastos por concepto de pérdida de amoniaco y compra de reactivo para la precipitación, se retoma la investigación de la adición de licor fresco en los alambiques de destilación para las condiciones actuales de operación en la ECG, la que se probó primeramente en un alambique de licor para luego ser recomendada su implementación en el resto de los mismos.
MATERIALES Y METODOS
El trabajo se realizó en una empresa productora de níquel del grupo empresarial CUBANIQUEL, Holguín, Cuba, que opera con el proceso de lixiviación carbonato amoniacal, donde se obtiene como producto final níquel sinterizado [2, 12], para lo que se seleccionó una columna de destilación de licor producto de la Empresa Che Guevara de Moa (columna 208).
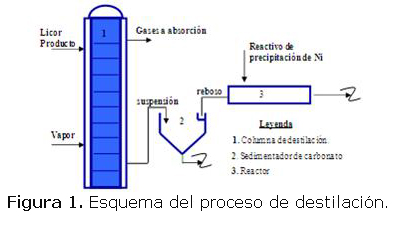
La operación de destilación del licor producto que se obtiene como resultado del proceso de lixiviación del mineral sucede en las columnas de destilación (figura 1) al poner en contacto directo el vapor de agua con el licor producto procedente del proceso de lixiviación amoniacal. Se obtienen como producto, por el fondo, una suspensión carbonato de níquel–agua con níquel y amoníaco disueltos y por el tope, gases con contenido de amoníaco y dióxido de carbono, los cuales se recuperan por absorción. Posterior a la sedimentación de dicha suspensión, el níquel disuelto se precipita en un reactor tubular, mientras que el amoníaco disuelto se pierde en el agua residual. La pulpa de carbonato de níquel que se obtiene por la descarga de la columna constituye la materia prima para el proceso de calcinación–sinterización.
El proceso de absorción del NH3 y el CO2 se desarrolla a contracorriente en cuatro series de torres, es decir el líquido absorbente se introduce por el tope de las torres y los gases se introducen por la parte inferior de las mismas absorbiendo con licores fuertes enfriados y además con licores débiles. El licor débil se forma con los efluentes de las torres. Además a estas torres se añaden los gases de combustión de otras plantas.
El licor extraído del fondo de la primera torre constituye el licor fresco, una parte del cual es enviado a la planta de lixiviación y lavados y es el que se utiliza en este trabajo para adicionar al alambique 208.
Para llevar a efecto el trabajo se determinó teniendo en cuenta las experiencias anteriores adicionar el licor fresco por el 5to anillo de la columna de destilación, ya que el comienzo de la precipitación ocurre en este anillo, y flujo de licor fresco que no superara el 10 % del flujo de licor producto a alimentar. Los parámetros de operación de la columna de destilación fueron los mismos que utiliza la planta en su operación diaria para garantizar mantener la temperatura en el tope en el rango establecido y que son los siguientes:
Flujo de licor: 40- 70 m3/h
Flujo de vapor: 12-25 t/h
Presión fondo: 0.1-0.5 kgf/cm2
Temperatura Tope: 77-81oC
Para incorporar el licor fresco al alambique seleccionado, fue preparada una instalación muy sencilla constituida por tuberías de 0, 025 4 m de diámetro que llevaba el licor desde la línea principal que va a la planta de lixiviación hasta el 5to anillo de la columna y un medidor de flujo colocado a la entrada del anillo de alimentación.
El licor producto que se alimentó a las columnas de destilación durante el desarrollo de las pruebas tuvo como promedio 8,91 g/L de Ni, 0, 028 g/L de Co, 63,51 g/L de NH3, 35,58 g/L de CO2 y 2,62g/L de S. Datos tomados durante el mes anterior evidenciaron una disminución en el contenido de azufre en este licor.
El licor fresco utilizado durante el desarrollo de la investigación tenía una concentración promedio de NH3 de 130, 78 g/L y 85.09 g/L de CO2.
Se tomaron muestras durante un mes de la columna donde se adicionó el licor fresco (208) y en otra aledaña (207). Las muestras se tomaron cada 2 h durante el horario diurno.
También se tomaron los datos de operación de la columna 208 de un período antes y durante la adición del licor fresco, así como los de la columna 207 los que fueron analizados.
Durante el periodo de evaluación se tomaron muestras del licor que se alimenta a las columnas, de la descarga y del 5to anillo), para determinar las concentraciones de amoniaco, dióxido de carbono, níquel, cobalto y azufre.
En el análisis químico se empleó un equipo de absorción atómica así como métodos volumétricos y gravimétricos. Para el procesamiento de los datos se utilizó el programa computacional EXCEL.
RESULTADOS Y DISCUSION
Operación de las columnas de destilación
La columna 208 operó establemente durante el tiempo que duró la prueba. Se pudo apreciar del análisis de los datos tomados de la operación antes y durante la adición de licor fresco, que durante las pruebas de adición de licor fresco, se alimentó un menor flujo a la misma, lo que sucede porque al añadir un licor de menor temperatura es necesario compensar la misma para mantenerla dentro de los parámetros establecidos y esto se hace disminuyendo el licor que se alimenta.
La presión en el fondo de la columna 208 se incrementó en este período motivado porque en el momento que se comienza a adicionar el licor fresco se produce una redisolución del carbonato que se encuentra adherido a las paredes del anillo, a causa del aumento brusco del contenido de NH3 y CO2, que posteriormente es destilado al aumentarse el vapor, por lo que se produce una descarga mayor de carbonato de níquel al alterarse el perfil de precipitación [5], esta situación luego se resolvió. Esto no se apreció en la columna con la que se comparó.
El resto de los parámetros de operación fueron similares en ambos periodos así como en el alambique 7.
Comportamiento del níquel disuelto
Uno de los resultados más importantes esperados con la realización de este trabajo lo constituyó la disminución del níquel disuelto en los efluentes de la destilación. A continuación se presentan graficados los datos de níquel disuelto alcanzados en los dos alambiques muestreados durante el desarrollo de las pruebas. Ver a continuación la figura 2.
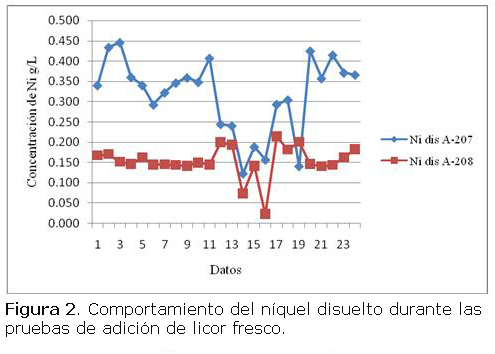
Como se puede ver, se corroboran los resultados obtenidos en 2001. El contenido de níquel disuelto en la descarga de la columna 208 fue siempre inferior que en la columna donde no se adicionó licor fresco variando entre 0,050 y 0,207 g/L para un promedio de 0,134 g/L, mientras que en la columna 207 varió entre 0,122 y 0,480 g/L para un promedio de 0,292 g/L. En las pruebas industriales desarrolladas por (Rodríguez C, 2001) se lograron valores de níquel disuelto en la descarga con la adición de licor fresco muy similares variando entre 0,040 – 0,200 g/L.
En balance realizado para el níquel se demostró que la masa total de níquel disuelto durante los días de prueba en la columna 208 disminuyó con respecto a los alambiques donde no se adiciona el licor fresco. Lo que evidencia la veracidad de los resultados alcanzados y la posibilidad de enviar a la precipitación una menor masa de níquel con lo que se disminuye el consumo de agente precipitante.
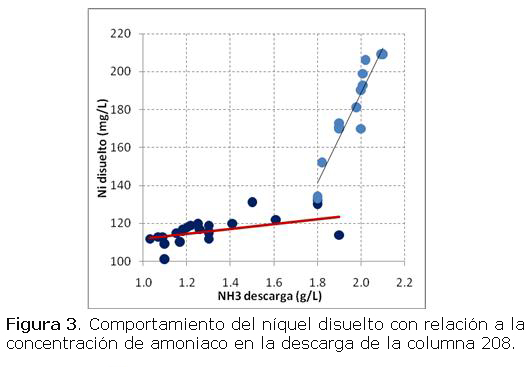
Los estudios realizados anteriormente en la industria (Rodríguez C, 2001) mostraron una relación estrecha entre el níquel disuelto y el contenido de amoníaco en la descarga, señalando que el níquel disuelto ha sido más bajo cuanto más bajo ha sido el amoniaco. El aumento del CO2 en los anillos finales del alambique, hace que haya menos sulfato de amonio formado y por tanto más amoniaco libre que puede y tiene que ser recuperado ya que no permite bajar el níquel a los niveles más bajos, por esta razón es necesario trabajar con bajas concentraciones de amoníaco en la descarga para lograr bajar el níquel disuelto a los niveles que se pueden lograr con esta operación. En el siguiente gráfico obtenido con los resultados de esta prueba se corrobora esta relación, apreciándose que para lograr estos resultados es necesario mantener el amoniaco en la descarga entre 1.0 -1.8 g/L. Ver a continuación la figura 3.
Composición química del carbonato obtenido
Otro de los efectos esperados como resultado de la operación de adición de solución con alto contenido de CO2, es la mejora en las características del carbonato de níquel que se obtiene como resultado de la destilación, lo que permitirá que este compuesto que constituye la materia prima en la producción del sinter facilite la adecuada operación del proceso de calcinación y sinterización, lográndose una disminución del consumo de energía.
Se pudo apreciar que como en los trabajos precedentes, el contenido de CO2 en el carbonato se incrementó con la adición de licor con alto amoniaco y dióxido de carbono al alambique a valores de 3, 38 a 7,61 %.También se notó que en la medida que se incrementó el CO2 en el carbonato, disminuyó el contenido de azufre de 4,74 a 3,32 % como promedio, esto se apreció también en los resultados obtenidos por (Rojas A 2006).
Con respecto a la granulometría del carbonato obtenido se observó que se produce un incremento de las partículas más gruesas fundamentalmente las que están en el rango entre 0,020 y 0,030 mm tal y como lo requiere el proceso. También se notó, aunque no era objeto de estudio del trabajo, una mejoría en la velocidad de sedimentación de la pulpa de carbonato, lo que facilita la operación en el sedimentador de carbonato.
Teniendo en cuenta los resultados obtenidos se recomendó aplicar la adición del licor fresco por el quinto anillo en todas las torres de destilación de licor de la ECG.
CONCLUSIONES
1. Se logró operar establemente el alambique 208 con la adición de licor con alto contenido de NH3 y CO2 (Licor fresco).
2. La operación con inyección de licor con alto contenido de NH3 y CO2 en la columna de destilación 208 de la ECG disminuyó el contenido de níquel disuelto en la descarga de la misma, lo que minimiza la necesidad de la precipitación, y por tanto el consumo de reactivos.
3. Se determinó la relación que existe entre el contenido de NH3 en la descarga y el contenido de níquel disuelto en la misma, apreciándose que para lograr estos resultados es necesario mantener el amoniaco en la descarga entre 1,0 -1,8 g/L
4. Se logró obtener como resultado de esta operación un carbonato de níquel que incrementó el contenido de CO2 en su composición desde 3,38 – 7,61% y una disminución del contenido de azufre de 4,74 – 3,32 %, así como un incremento del tamaño de las partículas que están entre 0,020 y 0,030 mm, lo que permite una mejor operación en el proceso de calcinación–sinterización y una disminución en el consumo de energía.
RECOMENDACIONES
Aplicar la adición de con alto contenido de NH3 y CO2 (licor fresco) por el quinto anillo en todas las torres de destilación de licor de la ECG.
BIBLIOGRAFIA
1. BEREGOVSKI, B.; KITIAKOVSKI, B. Metalurgia del cobre y del níquel. Moscú: Editorial MIR, 1976, 518p.
2. HERNÁNDEZ RODRÍGUEZ, Raquel. "Alternativas de recuperación del níquel disuelto de los efluentes de la destilación". Informe técnico. Empresa René Ramos Latour. 30p., 1992. Inédito.
3. MAGAÑA - HAYNES, M.; ROJAS - VARGAS, A."Rango de pH para destilar el licor de lixiviación carbonato amoniacal". Tecnología química. Vol.XXXIII. Nº 3, p. 200-205. 2010
4. MAGAÑA- HAYNES M,; SÁNCHEZ - GUILLÉN C. "Efecto de la utilización de petróleo cubano en el proceso de lixiviación, sedimentación y destilación de soluciones carbonato amoniacales"..Tecnología química Vol XXXV. No 1, p. 45-53. 2014,
5. RODRÍGUEZ MATEO, Carlos. "Disminución del gasto energético y de las pérdidas de níquel en la operación de los alambiques de licor". Informe técnico. Centro de Investigaciones del níquel. Moa. Cuba. 35 p. Inédito. 1985.
6. RODRÍGUEZ MATEO, Carlos.: "Aplicación de la inyección de licor de alto contenido de NH3 y CO2 a los alambiques durante la destilación del licor producto". Informe Técnico. Centro de Investigaciones del níquel. Moa. Cuba. 20p, 2001. Inédito
7. ROJAS - VARGAS, A.; TRUJILLO - NIEVES, M.: "Medición del pH durante la destilación del licor producto del proceso deLixiviación amoniacal (II)".. Tecnología química Vol. XXVII. Nº 3, p. 56 -60. 2007
8. ROJAS-VARGAS. A.; TRUJILLO - NIEVES, M. "Medición del pH durante la destilación del licor producto del proceso Caron. Parte (III)",.Tecnología química Vol. XXXII, No. 2, p 177-185. 2012
9. ROJAS VARGAS, Armando. "Perfeccionamiento de la destilación" Proyecto de investigación. Informe técnico. Centro de Investigaciones del níquel. Moa. Cuba p. 15. Inédito. 2006
10. VAREKA J.: "Resultados y conclusiones sobre la adición de soda ash al licor producto y efecto del azufre en la destilación". Reporte Técnico. Empresa René Ramos Latour. Nicaro. Cuba. p. 10. Inédito. 1967
11. RUBIO M, ET AL. "Effect of CO2 addition to the product liquor stille "Reporte técnico. Empresa René Ramos Latour. Nicaro. Cuba p. 10. Inédito. 1956.
12. URGELLÉS, J.; TERRERO, E. Proceso industrial metalúrgico de Nicaro. La Habana: Editorial Pueblo y Educación, 43 p. 1983
Recibido: Septiembre 2015
Aprobado: Diciembre 2015
María Elena Magaña Haynes. Centro de investigaciones del níquel, Moa, Holguín, Cuba. mmagana@sn.moa.minem.cu

