










 Servicios personalizados
Servicios personalizados Español (pdf)
Español (pdf)
 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
 Enviar articulo por email
Enviar articulo por email Citado por SciELO
Citado por SciELO  Similares en
SciELO
Similares en
SciELO 
 Permalink
PermalinkIntroducción
La lubricación sigue siendo una de las formas más simples para reducir la fricción y el desgaste en uniones deslizantes, de máquinas y equipos.
En estas uniones, como consecuencia de la fricción, se consume cerca del 23 % de la energía generada en el mundo, de la cual el 20 % se utiliza como vía directa para superar la fricción y el 3% se utiliza para refabricar o recuperar piezas de reemplazo, debido a fallas relacionadas con el desgaste que representa entre el 80 % y el 90 % de todas las piezas que se sustituyen en las máquinas.1,2
El consumo anual global promedio de lubricantes es de 30 a 40 millones de toneladas métricas, donde más del 95% son de origen mineral, al mismo tiempo se estima que entre el50 al 75 % de estos lubricantes usados se dirigen al medio ambiente, a través de pérdidas totales, fugas, derrames o accidentes importantes3, trayendo por consecuencia una alta contaminación ambiental al ser generalmente tóxicos (presencia de metales pesados y aditivos tóxicos) y poseer una pobrebiodegradabilidad (15 -35 %).4
En este escenario adverso al que se suma el agotamiento actual del petróleo, se realizan investigaciones científicas con el objetivo sustituir a los aceites minerales, siendo una de las opciones, el empleo de los aceites vegetales en forma de ésteres naturales o ésteres sintéticos comúnmente llamados biolubricantes.
En el año 2017 el consumo mundial de biolubricantes fue de 0,7 millones de toneladas métricas (1,75 % respecto al consumo global de lubricantes), pero se espera que el mercado de biolubricantes crezca un 35,7 % (0,95 millones de toneladas métricas) para el año 2025. 5
En general, el mercado de biolubricantes a base de aceites vegetales tiene el mayor potencial en aplicaciones de un solo paso o de pérdida total y en áreas ambientalmente sensibles, donde el riesgo de fugas y derrames hace que la biodegradabilidad sea extremadamente importante.6
Los aceites vegetales tienen ciertas ventajas sobre los aceites minerales, tales como: mayor lubricidad y mejor desempeño en el régimen de lubricación límite o mixto, alto índice de viscosidad, alto punto de inflamación, baja volatilidad o evaporabilidad, son excelentes solventes con aditivos, tienen mejor acción anticorrosiva, alto grado de biodegradabilidad (70-100%), generalmente no son tóxicos, conducen a ahorros en los costos de limpieza cuando se derraman, tienen mayor detergencia, capacidad de carga y estabilidad al cizallamiento; además son un recurso renovable; sin embargo, poseen ciertas desventajas como baja estabilidad térmica, oxidativa e hidrolítica y poca fluidez a bajas temperaturas, producto del cual se pueden formar lacas, gomas y otros productos nocivos para su uso como lubricante, por eso se prefieren aceites vegetales con un alto por ciento de ácido oleico o de ácidos grasos mono insaturados (superior al 80%), donde se logra un equilibrio entre una adecuada estabilidad oxidativa y una buena fluidez a baja temperatura, en caso contrario estos aceites deben modificarse químicamente7,8.
Dentro de las modificaciones químicas aplicadas a los aceites vegetales juega un papel importante la epoxidación, donde se puede disminuir sustancialmente el índice de yodo de estos aceites, convirtiéndose los ácidos grasos insaturados en epóxidos, incrementando la estabilidad térmica y oxidativa. 9,10
Elobjetivo del trabajo fuemodificar químicamente el aceite vegetal de Jatropha curcas L. a través de la reacción de epoxidación y comparar sus propiedades fisicoquímicas con el aceite de Jatropha curcas L. refinado y un aceite mineral hidráulico; así como comparar las propiedades tribológicas del aceite de Jatropha curcas L. epoxidado y un aceite mineral hidráulico.
Materiales y métodos
Procedimiento experimental
En el trabajo se epoxida el aceite de las semillas de la Jatropha curcas L. refinado, las cuales son recolectadas en la zona costera sur de Guantánamo en la República de Cuba. 11
Las propiedades fisicoquímicas del aceite de Jatropha curcas L. epoxidado (AJCE) se compara con las que posee el aceite de Jatropha curcas L. refinado (AJCR) y un aceite mineral hidráulico (AMH) con sus correspondientes aditivos y con un grado de viscosidad (ISO VG 100), fabricado en la Empresa Cubana de Lubricantes (Cubalub).
Por último se comparan las propiedades tribológicas del aceite epoxidado y el aceite mineral hidráulico.
Propiedades del aceite de Jatropha curcas L. refinado y el aceite mineral hidráulico
Los ácidos grasos presentes en el aceite deJatropha curcas L. refinado se muestran en la tabla 1.
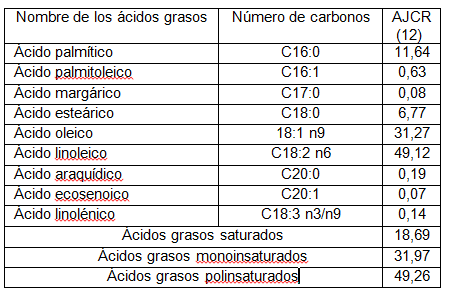
Este aceite solo posee un 31,97 % de ácidos grasos monoinsaturados y un alto por ciento de ácidos grasos polinsaturados (49,26 %), por lo que es necesario su modificación química para incrementar su estabilidad térmica y oxidativa y convertirlo en biolubricante.12,13,14
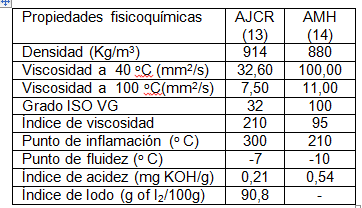
Las propiedades fisicoquímicas del aceite de Jatropha curcas L. refinado y el aceite mineral hidráulico se muestran en la tabla 2.
Epoxidación del aceite de Jatropha curcas L.refinado
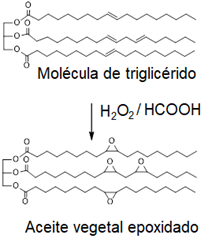
La epoxidación es una reacción química, donde los dobles enlaces son convertidos en epóxidos. Tradicionalmente se emplea un ácido orgánico como el acético (CH3COOH) o el ácido fórmico (HCOOH) con el peróxido de hidrógeno (H2O2) para generar peroxiácido como portador de oxígeno para la epoxidación de los aceites vegetales y ésteres de alquilo de ácidos grasos.15 En la figura 1 se muestra una representación esquemática de la reacción de epoxidación de un aceite vegetal con ácido fórmico.
La epoxidación del aceite de Jatropha curcas L. refinado se realizó utilizando el ácido perfórmico al reaccionar el peróxido de hidrógeno (H2O2) al 30% con el ácido fórmico (HCOOH). La relación molar de peróxido de hidrógeno/ácido fórmico/doble enlace fue 1,2/0,45/1 con un tiempo de reacción de 2,5 horas. La reacción se llevó a cabo a una temperatura de 70 oC. De esta manera se obtuvo el aceite de Jatropha curcas L. epoxidado.
Propiedades fisicoquímicas
Se utilizaron las normas o métodos estándar ASTM, AOCS y COVENIN para determinar las propiedades fisicoquímicas del aceite de Jatropha curcas L.epoxidado, que incluye la densidad, la viscosidad cinemática, el índice de viscosidad, el punto de inflamación, el punto de fluidez, el índice de acidez y el índice de iodo.
Densidad: La densidad se define como la relación entre la masa y el volumen de un aceite a una temperatura dada. La densidad fue determinada con un hidrómetro, que se basa en el principio que la gravedad de un líquido varía directamente con la profundidad de inmersión de un cuerpo flotante, el hidrómetro esta graduado en unidades de gravedad específica, por medio de tablas o fórmulas, esta densidad se puede referir a la temperatura de 15 oC. Se emplea la norma ASTM D 1298-9916. La unidad correspondiente se expresa en kg/m3.
Viscosidad: La viscosidad es una de las propiedades más importantes de cualquier aceite lubricante, debido a que en la mayoría de los casos, es la que determina la capacidad del lubricante para formar una película de aceite, que garantice la separación de las superficies de los cuerpos en contacto y con movimiento relativo, disminuyendo así, la fricción y el desgaste.
La viscosidad cinemática fue determinada para las temperaturas de 40 y 100 oC. Esta viscosidad es determinada por el principio de la medida del tiempo de circulación del aceite mediante un capilar que se introduce en un baño termostático, empleando un viscosímetro del tipo Ostwald. La norma empleada es ASTM D 445-09. 17 La unidad correspondiente se expresa en mm2/s o cSt.
Índice de viscosidad: La viscosidad de los aceites varía en dependencia de la temperatura. Para conocer el comportamiento de esta variación, se desarrolló el parámetro empírico conocido como Índice de viscosidad (IV). El índice de viscosidad es determinado matemáticamente a partir de las viscosidades determinadas a 40 y 100 oC. Para los aceites que poseen un índice de viscosidad mayor de 100 (aceites vegetales), este índice se determina mediante la ecuación 1.


donde:
(40 es la viscosidad cinemática del aceite en (mm2/s) a la temperatura de 40º C,
(100 es la viscosidad cinemática del aceite en (mm2/s) a la temperatura de 100°C y
H es la viscosidad cinemática a 40°C de un aceite de índice de viscosidad igual a 100 (tabulado en la norma), que posee la misma viscosidad cinemática a 100°C del aceite, cuyo índice de viscosidad será calculado.
La norma empleada es ASTM D 2270-04. 18Esta magnitud es adimensional.
Punto de inflamación: el punto de inflamación de un aceite, es la temperatura más baja a la que los vapores desprendidos por calentamiento bajo determinadas condiciones estandarizadas de prueba, se inflaman momentáneamente al aplicársele una llama.
Para los aceites vegetales estudiados en el trabajo, este parámetro es determinado por el método de vaso abierto (Cleveland), que emplea un recipiente metálico, el cual es llenado con el aceite, calentándose este de manera escalonada, pasándose periódicamente una pequeña llama sobre la superficie del aceite. Este proceso continúa hasta que un pequeño destello aparece sobre la muestra al pasar la llama de prueba, midiéndose en ese momento la temperatura del aceite. La norma empleada es la ASTM D 92-05ª.19 La unidad correspondiente se expresa en oC.
Punto fluidez: El punto de fluidez de un aceite, es la temperatura más baja a la cual se observa la no fluidez del aceite cuando es enfriado y examinado bajo condiciones prescritas. Esta propiedad determina el límite de aplicación de los aceites a bajas temperaturas. La determinación del punto de fluidez se realiza bajando progresivamente la temperatura de una muestra de aceite en un tubo de ensayo y verificando a intervalos regulares si el aceite deja de fluir cuando se inclina el tubo de ensayo. Se emplea la norma ASTM D 97-08.20 La unidad se expresa en oC.
Índice de acidez: la acidez está relacionada con los ácidos grasos presentes en un aceite. Un parámetro que cuantifica la acidez es el índice de acidez, que no es más que la cantidad de miligramos de hidróxido de potasio necesario para neutralizar los ácidos grasos libres en un gramo de aceite.
Para determinar el índice de acidez se depositan 5 gramos de aceite en un matraz y se añade 50 mL de alcohol absoluto, luego se añade 2 o 3 gotas de fenolftaleína y se agita bien la mezcla, sin detener la agitación se va añadiendo la base de hidróxido de potasio (KOH) desde la bureta gota a gota, hasta que aparezca un color rosa que persista 30 segundos, se anota el volumen de KOH gastados y se aplica la fórmula del índice de acidez, expresándose en mg de KOH/g de aceite. La expresión de cálculo del índice de acidez ((a) se muestra en la ecuación 3.

donde:
N es la normalidad de la solución de hidróxido de potasio (KOH),
V es el volumen de KOH gastado en ml y
p es la masa del aceite en gramos.
La norma empleada es la norma AOCS Método oficial Cd 3d-63.21 La unidad correspondiente se expresa en mg de KOH/g.
Índice de Iodo: el índice de iodo es una medida del número total de dobles enlaces presentes en los aceites vegetales y se expresa como el número de gramos de iodo que reaccionará con los dobles enlaces en 100 g de aceite.
En el trabajo se emplea la norma venezolana que establece la determinación del índice de iodo en aceites y grasas vegetales por el método Winkler.
En este caso se pesa la cantidad de aceite en una fiola de 500 mL. Se añade 10 ml de tetracloruro de carbono CCl4 y se agita para disolver, luego se agrega 5 g de bromuro de potasio KBr y 50 mL de solución 0,1 mol/L de bromato potásico KBrO3.
Después de disuelto el bromuro de potasio KBr se agrega 10 ml de ácido sulfúrico diluido H2SO4, se tapa la fiola y se agita a fin de mezclar las dos capas. Se deja la fiola con su contenido por 2 horas en la oscuridad agitando de vez en cuando.
Luego se agrega 20 mLde solución de ioduro de potasio KI 0,25 mol/L y se titula el iodo liberado por medio de la solución de tiosulfato usando solución de almidón al 0,2 % como indicador y se agita hasta la decoloración completa.
El índice de iodo (índice de bromo-iodo) se calcula según la ecuación 4.

Dónde:
IBI es el índice de bromo-iodo,
A es el volumen de solución 0,1 N de bromato de potasio empleado, en mililitros (50 mL), corresponde al blanco del análisis,
B es el volumen de solución de tiosulfato de sodio gastada en la titulación, en mililitros, corresponde a la muestra, N es la normalidad de la solución de tiosulfato, Fc es el factor de corrección de la solución de tiosulfato y
C es el peso de la muestra de aceite, en gramos.
La norma empleada es COVENIN 3278-1997.22 La unidad correspondiente es g de I2/100g.
Propiedades tribológicas
Para determinar las propiedades tribológicas de los aceites, se utilizó la máquina de cuatro bolas (figura 2), donde una bola giratoria en la parte superior fricciona con tres bolas inferiores bajo carga, las cuales están sumergidas en el aceite.
La prueba realizada se corresponde con una carga aplicada de 392 N, una velocidad de rotación de la bola superior de 1200 rpm, una temperatura del aceite de 75 oC y un tiempo de prueba de 3600 segundos. Las bolas son de acero AISI 52100 con una dureza de 65 HRC y una rugosidad Ra=0,035 (m.
Las propiedades tribológicas determinadas fueron el coeficiente de fricción (() y el diámetro de la huella de desgaste (WSD).
El coeficiente de fricción se puede calcular utilizando la siguiente ecuación:

Es ampliamente conocido que esta magnitud es adimensional.

donde:
W es la carga aplicada en kg,
T es el par de fricción en kg mm y
r = 3,67 mm (distancia desde el centro de la superficie de contacto en las bolas inferiores hasta el eje de rotación).
El diámetro de la huella de desgaste (WSD) se calcula como el promedio de seis valores del diámetro de la huella de desgaste en las bolas estacionarias (inferiores) producto del deslizamiento. La magnitud del diámetro de la huella de desgaste se expresa en milímetros (mm).
La morfología de la huella de desgaste de las bolas puede visualizarse y medirse con la ayuda de un microscopio digital y el software profesional Dinocapture 2.0 con un factor de aumento de 145x, mostrándose la huella en una computadora acoplada al sistema.
La norma empleada para determinar el coeficiente de fricción y el diámetro de la huella de desgaste es la prueba estándar ASTM D 4172-94.23
Resultados y discusión
Propiedades fisicoquímicas
La tabla 3 muestras los resultados de las propiedades fisicoquímicas del aceite de Jatropha curcasL. epoxidado.
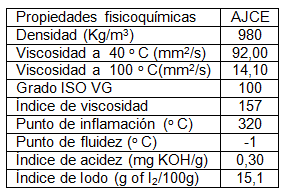
La magnitud de la densidad y la viscosidad aumentaron al epoxidar el aceite de Jatropha curcas L. refinado, debido al incremento del peso molecular del compuesto, de la polaridad y las fuerzas intermoleculares al adicionarse las moléculas de oxígeno en los sitios de las insaturaciones,24 obteniéndose en este caso un grado de viscosidad ISO VG 100.
El índice de viscosidad del aceite epoxidado es menor comparado con el aceite refinado, esto sucede al epoxidar los aceites vegetales, lo cual podría derivarse de la expansión de su variación estructural, donde la modificación química conduciría a grandes diferencias tanto en la viscosidad como en el índice de viscosidad de los componentes del aceite.25
El punto de inflamación del aceite epoxidado resulta ligeramente superior al que posee el aceite refinado, siendo menos volátil.
El punto de fluidez del aceite epoxidado fue superior respecto al aceite refinado, debido a la conversión de los dobles enlaces en grupos epóxidos saturados, pues es conocido que a menor cantidad de dobles enlaces o insaturaciones mayor será el punto de fluidez.26
La magnitud del índice de acidez es adecuada para el aceite epoxidado, lejos de 2 mg KOH/g, a partir del cual se pudiera presentar alguna acción corrosiva sobre los metales.27
Al epoxidar el aceite refinado, el índice de yodo disminuyó de 90,8 a 15,1 g of I2/100g, lo que indica que el 83,4 % de los dobles enlaces presentes en el aceite fueron ocupados por el oxígeno en 2,5 horas de reacción, lo que conduce a un incremento de la estabilidad oxidativa y térmica del aceite.
Entre las propiedades fisicoquímicas a destacar respecto al aceite mineral hidráulico, el aceite epoxidado posee un índice de viscosidad y un punto de inflamación superior, favorable para el aceite epoxidado, pues un índice de viscosidad superior indica una menor variación de la viscosidad respecto a la temperatura y con un mayor punto de inflamación, menor probabilidad de ocurrencia de incendios, ambos aspectos favorable para los lubricantes.
A pesar que el punto de fluidez del aceite epoxidado (-1 oC) es superior en relación al aceite mineral hidráulico (-10 oC), este podría emplearse sin dificultades en regiones tropicales.
Propiedades tribológicas
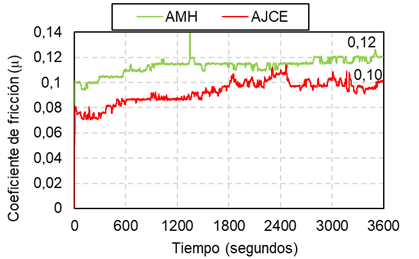
El aceite de Jatropha curcas L. epoxidado en todo el tiempo transcurrido durante la prueba, mantuvo una magnitud del coeficiente de fricción inferior respecto al aceite mineral hidráulico (figura 3), si bien los aceites vegetales en su estado natural poseen buena lubricidad por la formación de una capa mono o multimolecular protectora, debido a la adsorción química por parte de la superficie metálica, con la epoxidación se le añade a la superficie metálica un material de poliéster o poliéter, debido a la tribopolimerización, haciendo más efectiva la reducción de la fricción.26
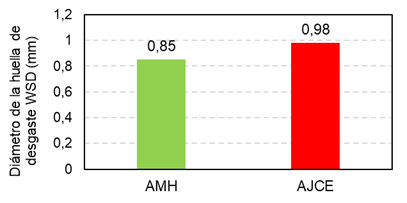
Por su parte, el diámetro de la huella de desgaste de las bolas para el aceite de Jatropha curcas L. epoxidado fue un 13,2 % superior respecto al aceite mineral hidráulico (figura 4), sin embargo una adición en el aceite epoxidado del paquete de aditivo similar al empleado en el aceite mineral hidráulico, pudiera disminuir el diámetro de la huella de desgaste de las bolas.
La morfología de la huella de desgaste para ambos aceites muestra un desgaste del tipo abrasivo con ranuras paralelas en dirección al deslizamiento (figura 5).

Conclusiones
Al epoxidar el aceite de Jatropha curcas L. refinado, incrementa la densidad, la viscosidad, el punto de inflamación y el punto de fluidez y al mismo tiempo disminuye el índice de viscosidad y el índice de iodo.
El aceite de Jatropha curcas L. epoxidado posee un grado de viscosidad ISO VG 100 con un 83,4 % de los dobles enlaces ocupados por el oxígeno.
Las propiedades fisicoquímicas tales como, el índice de viscosidad y el punto de inflamación del aceite de Jatropha curcas L. epoxidado son más adecuadas para la función como lubricantes en relación al aceite mineral hidráulico. El punto de fluidez del aceite de Jatropha curcas L. epoxidado, garantiza su empleo en regiones tropicales.
El coeficiente de fricción para el aceite de Jatropha curcas L. epoxidado es inferior al que posee el aceite mineral hidráulico, aunque el diámetro de la huella de desgaste de las bolas es superior, sin embargo este problema podría resolverse añadiéndole un paquete de aditivos similar al que posee el aceite mineral hidráulico, por lo que podría convertirse en un excelente biolubricante.
Agradecimientos
Los autores agradecen a la empresa LABIOFAM de la provincia de Guantánamo por el suministro del aceite de las semillas de Jatropha curcas L., al Proyecto BIOMASS CUBA por el apoyo al desarrollo de las investigaciones y a la Empresa Cubana de Lubricantes CUBALUB de Santiago de Cuba por el análisis realizado a los aceites.

