










 Servicios personalizados
Servicios personalizados Español (pdf)
Español (pdf)
 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
 Enviar articulo por email
Enviar articulo por email Citado por SciELO
Citado por SciELO  Similares en
SciELO
Similares en
SciELO 
 Permalink
PermalinkIntroducción
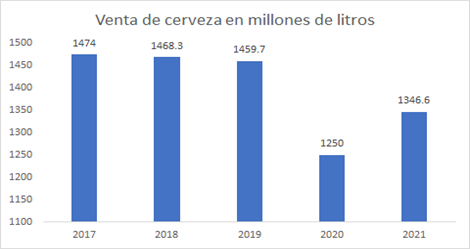
En América Latina, el consumo promedio de cerveza es de 49.5 litros por persona, mientras que en Perú es de 37.9 litros. Este sector a nivel nacional ha presentado un crecimiento de 7.7% en ventas con respecto al año 2020 (Fig. 1), a pesar de la llegada del COVID-19, se direcciona a recuperar los niveles prepandemia. 1
Solo el 0.2% de la producción peruana de cerveza es artesanal (Málaga, 2020) [1]. Antes de la pandemia, esta producción tuvo un crecimiento mayor al 20% anual (Figueiredo, 2020)2. En el año 2019 se vendieron 2 millones de litros con pronósticos de alto crecimiento, que se justifican teniendo en cuenta la nueva tendencia hacia un consumo de alimentos más naturales (J. Colomer, et al, 2020) [2].
Según Quispe Orejón y Quintanilla Alarcón (2018), la cerveza artesanal debe enfrentar una barrera generada por el sector industrial [3]. Sin embargo, afirman también que pueden diferenciarse por su diversidad de sabores, grados de alcohol y calidad de insumos.
En este contexto, la Mype Bohemian Brew Perú se introdujo en el mercado peruano lanzando en el 2019 la cerveza “Q’ero Chela”, ganadora de la medalla de bronce del concurso de American IPA (Fig. 2).
Fig. 2 Premiación a la mype Bohemian Brew Perú con la medalla de bronce del concurso de American IPA.
En junio del 2021 su participación de mercado creció en 24%. Su capacidad de cocción es de 2760 botellas por lote y la utilizan al 70%, posicionándose como un fuerte competidor en el sector artesanal de cerveza en el Perú (Alex Quiroz, Comunicación personal, 2021).
En los últimos años, la competencia en el mercado de los emprendimientos cerveceros ha ido aumentando; sin embargo, son pocas las empresas que han definido cómo organizarse para cumplir sus objetivos, siendo esto, un problema presente en la empresa Bohemian Brew Perú. Por ello, los autores Navarro Silva et al. (2018) afirman: “Las Pymes no deben caer en el error de actuar por impulso, la planeación permite visualizar un futuro deseable a largo plazo y esta visión debe representar el motor que guie las actividades de la empresa” (p. 174) [4].
Esta empresa, en su fase de crecimiento, enfrenta problemas de calidad que ha generado devoluciones por fallas en el etiquetado en un 20 % de sus clientes. Según Molina y Sánchez (2016), son dos factores los que generan problemas de calidad en las MIPYMES, el factor humano y la tecnología de sus procesos, factores fundamentales para una mayor competitividad. No obstante, es posible lograr mejores resultados de calidad aplicando las herramientas Lean (Robinson, 1997) [5, 6].
En principio, la metodología Lean trabaja buscando un mejoramiento continuo de los procesos productivos (Tomar & Kumar Soni, 2007) [7]. Este concepto puede aplicarse a cualquier sector y de diferentes maneras a través de diversas herramientas como 5s, Kaizen y Poka Yoke, entre otras (Arrieta, 2007) [8]. Esta última se utiliza para eliminar la causa raíz de los errores en los procesos, y propone el desarrollo de soluciones económicas y fáciles de aplicar (Lazarevic et al., 2019) [9]. Puesto que, permite corregir y prevenir defectos de un producto mediante dispositivos baratos y sencillos (Ortega et al., 2014) [10].
Existen múltiples casos, en la literatura, que afirman la efectividad de la aplicación de las herramientas Lean en diferentes rubros y tamaños de empresa. Por ejemplo, de Felizzola y Luna (2014) que las implementaron en una mueblería artesanal, lo que ayudó a reducir el porcentaje de no conformidades de 15.59% a 13.52 % mediante la estandarización de los procesos de corte y la capacitación de sus operarios [11]. Sin embargo, esta investigación se basa en la implementación de la herramienta Lean Poka Yoke, que aunque no se encontraron antecedentes de aplicación en el sector cervecero artesanal, sí se halló en el sector textil de confección, en la producción de calderas y en ensambles de bombas de agua. En el primero, se encontró que su aplicación, disminuyó en 20% los tiempos improductivos (Médico et al., 2018) [12]. En el segundo, Consul (2015) identificó que el origen de los altos costos era el mal dimensionamiento de las piezas y, en el último, con la herramienta se agilizó el proceso de creación de las piezas, dando como resultado un 0% de productos defectuosos (Ortega et al., 2014) [10, 13].
Este artículo propone un modelo para la aplicación de la herramienta Poka Yoke, en base a la metodología DMAIC (Definir, Medir, Analizar, Implementar y Controlar), que contribuirá en la solución de problemas de rechazos por calidad en la Mype Bohemian Brew Peru del sector cervecero en el Perú.
En la sección siguiente se describe la metodología y el diseño de la herramienta Poka Yoke. En seguida, se mostrarán los resultados que se obtengan luego de la puesta en marcha y mediante un comparativo entre el antes y después de la aplicación de la herramienta, se demostrará el efecto positivo de la mejora propuesta. Finalmente, se planteará una discusión y se especificarán los aportes de esta investigación.
Métodos
Se determina la población, muestra y/o participantes y las principales Técnicas e instrumentos empleados.
Población, muestra y/o participantes
De las 125 empresas que ofrecen la cerveza artesanal en el Perú (Colomer et al., 2020) [2]. El caso de estudio se realizará es la empresa Bohemian Brew Peru, ubicada en Carapongo, Lima, Perú con su cerveza Q’ero Chela. Esta mype nació en el 2019 y actualmente, trabaja con 4 socios y 2 ayudantes en un espacio de 50 m2 en el que se distribuyen las áreas para la producción y almacenamiento de la cerveza.
Técnicas e instrumentos
Se empleará la herramienta DMAIC (Fig. 3) que se desglosa en las etapas de definir, medir, analizar, mejorar y controlar (Felizzola y Luna, 2014) [11]. Esta se adaptará para la investigación según la figura 4.
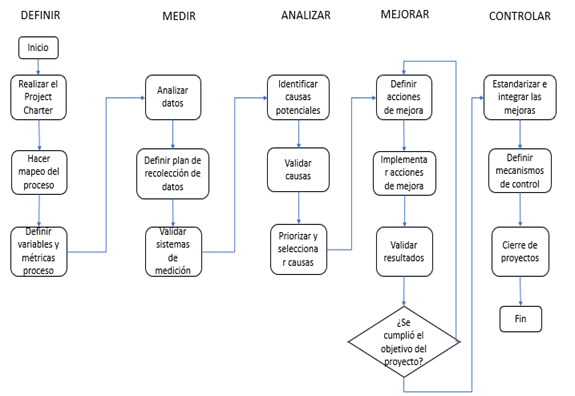
Definir: En principio, se debe plantear los objetivos, alcances y restricciones del proyecto a realizarse (Project Charter). Para ello, se deben identificar los problemas de la empresa que no le permitan cumplir con sus objetivos. Es así como, se deberá comprender cómo trabaja la empresa y qué quiere lograr a través de su misión, visión y estrategias organizacionales. Previamente se planteará una matriz SIPOC para identificar proveedores, recursos, actividades y clientes del proceso de producción para su comprensión y facilitar su análisis. Luego de reconocer los problemas de producción, se establecerán indicadores y métricas que se emplearán en el estudio.
Medir: Una vez identificados los indicadores principales se dará paso a la recolección de datos. Esta será resultado de las visitas guiadas a la planta y entrevistas con los encargados. Preliminarmente, los indicadores podrían ser: el cumplimiento del plan de producción, la cantidad de defectuosos, la cantidad de rechazos y quejas por mes, entre otros, a determinar mediante un análisis de los valores reales de cada indicador y su valor óptimo como referencia.
Analizar: Luego, se evaluarán los resultados de la anterior etapa con el fin de encontrar las causas raíz potenciales del problema. Se hará uso del Diagrama de Ishikawa con las categorías de Mano de obra, Materiales, Métodos, Máquinas, Mediciones y Ambiente de trabajo (Peréz y García, 2014) [15]. Con los resultados obtenidos se precederá al análisis y discusión con la finalidad de lograr una correcta comprensión de la situación y la identificación de las limitaciones de la empresa. La discusión de estos aspectos con los encargados de la gerencia de la empresa permitirá validar las causas raíz y los criterios base para el planteamiento de las acciones de mejora.
Mejorar: Se diseñarán las propuestas de solución específicas aplicando la herramienta Lean Poka Yoke. Para lograr una buena implementación, se planificarán las acciones correspondientes. Se evaluarán nuevamente los indicadores establecidos para realizar un análisis comparativo que permitirá evaluar el logro de los objetivos de mejora planteados.
Controlar: Por último, se diseñarán acciones que aseguren una mejora continua como un plan de inspección, gráficas y tablas comparativas. Para ello, será relevante estandarizar las mejoras que se apliquen y diseñar los instrumentos de control para un futuro ciclo de mejora, acompañado de los resultados tras finalizar el proyecto.

Resultados
De acuerdo con la data recolectada de la empresa, se diagrama el proceso de producción de la cerveza de 355 ml de Q´ero Chela, tal como se observa en la Fig. 5.
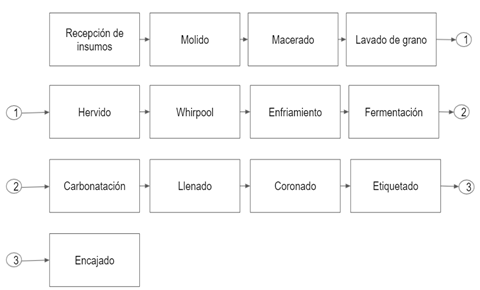
El proceso inicia con los insumos: cebada, malta, lúpulos y levadura, que ingresan al molido manual por 1 hora. Luego, se mezcla con agua para conseguir el llamado mosto cervecero. Se procede al recirculado por 15 minutos y tras esto, se realiza el lavado del grano por 40 minutos consiguiendo los azúcares. Después, se espera 1 hora hasta que el agua hierva y una vez lista, se deja reposar por 70 minutos, para agregar el lúpulo. Luego, se pasa a la clarificación, que se realiza tras mezclar por 10 minutos y dejar reposar por 20 minutos. Luego, se realiza el enfriamiento por 40 minutos y se deja reposar por 1 hora. Por último, se añade la levadura y se deja reposar por 14 días. Se carbonata y; luego, se envasa en las botellas, las cuales tienen que reposar 10 días. Tras esto, se culmina con el coronado, etiquetado y encajado de forma manual. Un lote equivale a 810 botellas, 300 litros, 33 cajas, 1 caja tiene 24 botellas, 1 botella tiene 355 ml.
Fase 1. Definir
En esta etapa, se hizo uso de Matriz SIPOC (Fig. 6) para comprender el alcance y los participantes en el proceso de producción; para enfocar la investigación en el problema principal, se optó por realizar una entrevista al operario responsable de la producción y a clientes corporativos, con el fin de identificar oportunidades de mejora en el proceso e información, ya que no hay registro de data histórica de los indicadores de calidad.

Con la evidencia de que hay devoluciones por falla de calidad en el etiquetado, que considera como indicio que representan el 20 % de sus clientes, se recopilará mayor información al respecto.
Entrevista a operario
Para esta fase se realizó una entrevista al operario para validar la existencia de alguna oportunidad de mejora o limitante que no le permita cumplir sus objetivos. Se identificó que el problema más frecuente era el mal etiquetado, pues de una producción de 300 litros cada 15 días, las devoluciones alcanzaban al 20%.
En conclusión, los problemas identificados por el operario:
De 1 caja de botellas elegida al azar entre una muestra de 34 cajas que hacen un lote de producción, 9 botellas habían sido etiquetadas erróneamente (37.5%); 6 habían sido mal coronadas (25%). Asimismo, de un lote de 33 cajas, se encontró que solo una presentó desfondado (3%).
Fase 2. Medir
Encuestas a clientes corporativos de la empresa
Esta encuesta se centró en los clientes corporativos que representan el 70% de sus ventas. Se obtuvo respuesta del 86% de ellos validando el tamaño de muestra.
El 50% de los clientes entrevistados eran clientes hace medio año y la cantidad restante, era hace año y medio y 2 años.
De las respuestas se observó:
El 33% aún no identifica ningún problema en sus pedidos
Otro 33% resalta el problema de etiquetas desalineadas
Un 17% indica que el problema es el mal coronado
El resto menciona que el producto presenta mucha espuma.
A pesar de que el 66% valora el producto por su sabor, mencionan que se debe tener el máximo cuidado con la calidad, y en especial en la presentación final del producto, la forma como es colocada la etiqueta y su diseño.
Operario y clientes coinciden en que el problema principal son las etiquetas desalineadas, por ello, se considera que el problema es de calidad y se origina en las actividades finales del proceso, principalmente en el etiquetado.
Para la investigación, se usarán los siguientes indicadores: Tiempo de etiquetado, cantidad de botellas mal etiquetadas por lote y merma de etiquetas (tabla 1).
Tabla 1 Matriz de indicadores.
| Proceso | Objetivo del indicador | Fórmula | Valor óptimo | Valor real | Unidad de medida |
|---|---|---|---|---|---|
| Etiquetado | Asegurar el buen etiquetado de botellas | Botellas defectuosas de un lote | 0 | 266 | Cantidad de botellas |
| Merma de etiquetas en un lote | 0 | 10 | Cantidad de etiquetas | ||
| Tiempo de etiquetado por botella | 8 seg | 16 seg | Segundos | ||
| Margen de error de la alineación de la etiqueta | 1 mm | 5 mm | Milímetros |
Fase 3. Analizar
Para encontrar las causas raíz se utilizó un Diagrama de Ishikawa (Fig.7).
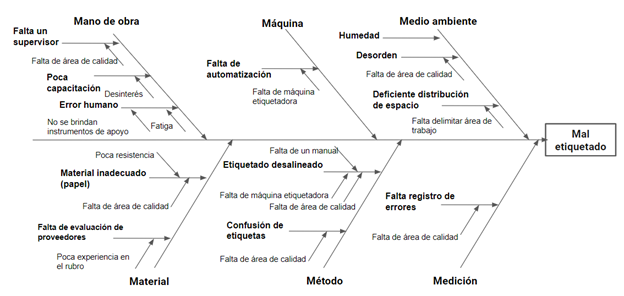
En el factor Mano de obra se identificó que la falta de un supervisor, poca capacitación y el error humano eran las causas del problema teniendo como origen la falta de un área de calidad, el desinterés por parte de la directiva y la fatiga por parte del operario por ser un trabajo repetitivo.
En el caso del factor Máquina, se identificó que el mal etiquetado se generaba por la falta de mecanización que podría evitar el error humano.
Respecto al factor Medio Ambiente, el desorden en el área de trabajo, la deficiente distribución de espacios y la no delimitación de las áreas de trabajo afectan las condiciones de trabajo del operario. La planta por su ubicación geográfica presenta mucha humedad debido a las condiciones climáticas de la zona. Generando que las botellas, al mojarse por rocío, no permitan un buen etiquetado.
En el caso del factor Materiales, se consideran como causas el uso de etiquetas de papel, por su poca resistencia; no existe un área de calidad para la revisión de los materiales, ni una gestión adecuada de proveedores, lo que origina el ingreso de etiquetas que no cumplen los requisitos del proceso.
Para factor Método, se consideraron: El etiquetado desalineado por la falta de una guía de orientación y nula supervisión, falta de una máquina etiquetadora, y un área de calidad que mida los procesos y genere acciones correctivas y preventivas. Este último, también genera la confusión de etiquetas por errores en el tipo de cerveza.
Finalmente, para el factor Medición : No existe registro de quejas y errores, aspectos relacionados también a la inexistencia de un área de calidad; con dichos registros se podrían identificar oportunidades de mejorar en el proceso de producción.
Sin embargo, ¿por qué no se ha considerado una propuesta de solución a todos estos problemas con anterioridad?
A partir del análisis realizado, se encontró que la causa raíz de fondo es la falta de un enfoque de calidad que se implemente desde un área organizacional de calidad. Ello es un problema común en los emprendimientos, es por eso, que Navarro Silva et al. (2018) comenta que la calidad es determinante en el éxito o fracaso de una empresa [6]. Sin embargo, es descartado con frecuencia porque los empresarios erróneamente piensan que su implementación requiere mucha inversión (p.174). Del mismo modo, Saavedra García et al., (2017) comentan que el empresario se encuentra inmerso en la problemática del día a día y no mira hacia el largo plazo dejando de lado el enfoque de calidad [17].
Saavedra García et al. (2017), como parte de su investigación, encuentran una relación significativa entre la calidad y competitividad de las micro y pequeñas empresas [15]. En este caso, la calidad busca satisfacer o superar las necesidades de los clientes de la empresa permitiéndole avanzar acorde a los requerimientos del mercado cervecero, en ese sentido Demuner Flores et al. (2011) afirman que esto implica reducir errores y hacer bien cada actividad desde la primera vez (p. 81) [16].
Fase 4. Implementar
Como primer paso hacía el enfoque de calidad, se diseñará una herramienta Poka Yoke para solucionar el problema de mal etiquetado, logrando evitar las etiquetas torcidas y pegadas al revés.
Según Ochsenius Robinson (2016), el Poka Yoke se puede clasificar según su función: prever, corregir y notificar errores. En este caso de estudio, la herramienta a utilizar busca corregir el error de la alineación de la etiqueta en la botella [17].
Se muestran las principales vistas de la máquina etiquetadora diseñada, sus medidas y sus condiciones de uso. (Fig.8), (Fig.9), (Fig.10).
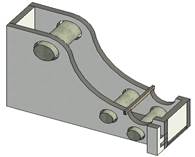
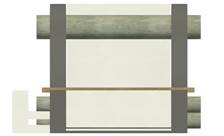

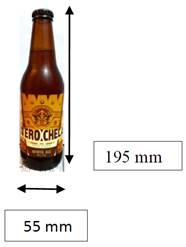
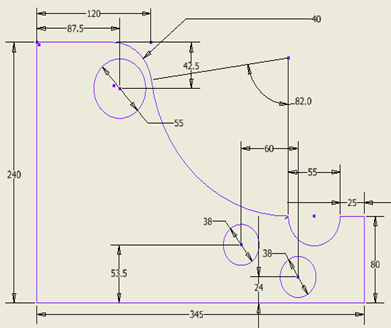
Para diseñar la herramienta se usó un plano de acuerdo a las medidas de la botella de 355 ml de Q’ero Chela. Obteniendo como altura 195 mm y de diámetro de la base 55 mm. Cada medida es importante para asegurar que la máquina permita etiquetar en la posición correcta. (Fig.11)
Luego, se eligió de material la madera MDF por su resistencia y bajo costo, asimismo, se eligió un grosor de 50 mm por su facilidad para cortar. A partir de ello, se establecieron las siguientes medidas para la herramienta en milímetros. (Fig.12)
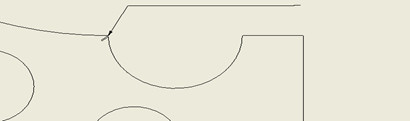
Un pequeño corte en la esquina de la posición donde irá la botella permite colocar una pieza delgada; en este caso una regla metal, para que la etiqueta se despegue rápidamente del rollo y se pueda adherir más rápido a la botella. (Fig.13)
Se muestran las piezas de la herramienta real. Como se puede notar, también se debe contar con un tubo de madera para cada orificio. Estas tienen 0.5 milímetros menos que el diámetro de cada hueco y tienen un largo de 140 mm. (Fig.14)

Entre las condiciones para utilizar este aplicador de etiquetas, se considera un soporte en el área de trabajo que esté debidamente limpio, seco y nivelado. Asimismo, se requiere de una buena iluminación y un ambiente techado para evitar que la humedad afecte tanto el proceso como la herramienta.
Para la comparación de indicadores, se tomó un registro de datos de botellas defectuosas, mermas y tiempo de etiquetado, tanto antes de la implementación de la herramienta como después (Tabla 2).
Tabla 2 Comparación de indicadores.
| Proceso | Objetivo del indicador | Fórmula | Valor antes | Valor después | Unidad de medida |
|---|---|---|---|---|---|
| Etiquetado | Asegurar el buen etiquetado de botellas | Botellas defectuosas de un lote | 266 | 162 | Cantidad de botellas |
| Merma de etiquetas en un lote | 10 | 0 | Cantidad de etiquetas | ||
| Tiempo de etiquetado por botella | 16 seg | 7.65 seg | Segundos | ||
| Margen de error de la alineación de la etiqueta | 5 mm | 1 mm | Milímetros |
Tras realizar las pruebas, se obtuvo los valores de todos los indicadores con mejoras significativas que representan más del 30%, evidenciándose el beneficio para la empresa.
Fase 5. Controlar
En esta fase, se propondrán pasos a seguir para asegurar que el trabajador aprenda a utilizar correctamente la herramienta de apoyo. Se presentarán recomendaciones para que la empresa Bohemian Brew Perú cuente con los principios básicos de calidad y aseguré su posicionamiento en el mercado.
En primer lugar, se establecieron los siguientes pasos a seguir para un correcto uso del aplicador de etiquetas:
Tener separados los materiales limpios y ordenados.
Incluir la etiqueta ente los rollos y colocar la lámina de etiquetas entre los tubos.
En este caso, la botella deberá situarse en un solo sentido y posición.
Colocar la botella echada en la herramienta en la posición y orientación correcta.
Jalar el rollo de la etiqueta hasta que se despegue una esquina y pegarla en la botella
Al mismo tiempo, girar la botella y jalar el rollo de la etiqueta hasta que se despegue el papel de la lámina y se pegue completamente en la botella.
Levantar la botella y con las manos reforzar el pegado de la etiqueta.
Considerando que la certificación ISO:9001 estandariza mundialmente los requisitos para establecer un Sistema de Calidad (Díaz et al., 2014) [19]. Mónica Armijos y Erika Ángulo (2018) proponen cumplir con ciertos principios que se han adaptado a la investigación como recomendaciones para el inicio de un sistema de gestión de calidad en la empresa Bohemian Brew Perú [19].
Enfoque de calidad: Este principio exige comprender las necesidades de los clientes y sus expectativas midiendo su satisfacción y enfocando sus objetivos a ello. Es así como, se sugiere realizar encuestas trimestrales para medir la satisfacción de los clientes e identificar oportunidades de mejora en el proceso.
Liderazgo: Se debe buscar establecer metas y objetivos. Por lo que se recomienda plantear objetivos mensuales y hacerle seguimiento para asegurar su cumplimiento. Asimismo, se debe practicar la misión y visión, para lo cual el equipo debe tener conocimiento de ello.
Participación del personal: Tener presente que el personal es el recurso más importante, comprendiendo y reconociéndolo. Para ello se puede implementar un buzón de sugerencias, realizar círculo de calidad y hacer concursos con el fin de incentivar sus participaciones y conocer sus diferentes puntos de vista.
Enfoque en los procesos: Implementar medidas que ayuden a llegar a los resultados esperados, mediante inspecciones por lote mensuales de cada parte específica del proceso.
Gestionar como un sistema: Comprender la conexión que existe entre los procesos por medio de la comunicación entre todas las áreas, mediante la integración de toda la información y brindándoles a los colaboradores acceso.
Mejora continua: Tener en cuenta siempre la calidad de los procesos. Se recomienda tomar acción frente a resultados insatisfactorios y capacitar al personal frente a las nuevas medidas tomadas.
Decisiones basadas en hechos: Es necesario llevar un registro diario de la información para entender la situación actual de la empresa, mediante la implementación de histogramas, diagrama de Pareto y diagrama de causa y efecto.
Relaciones positivas con proveedores: Evaluar a los proveedores; además, de buscar más actividades conjuntas. Es necesario hacer una previa evaluación de cada proveedor, comparando precios, calidad, tiempos y a la par, establecer una buena relación y asegurar el crecimiento de ambas partes
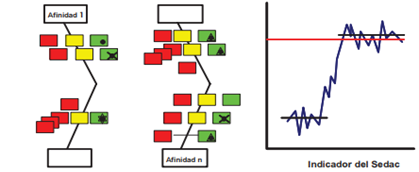
Sumado a lo descrito, se recomienda la aplicación de la metodología SEDAC. Según Ryuji Fukuda (1988), es una estructura para reforzar la mejora continua en las actividades diarias con el apoyo de la creatividad [20]. Con el fin de aprovechar el conocimiento y experiencia acumulados de los colaboradores en el día a día, mediante la recolección de ideas permanente.
Sin embargo, se debe tener noción previa de metodologías, como el de los siete pasos o DMAIC, que se basen en la identificación y búsqueda de problemas.
La estructura visual de SEDAC (Fig.15) es similar al diagrama de causas y efectos solo que posicionando al centro el principal indicador y haciendo uso de tarjetas de color rojo (problemas), amarillo (indica que un problema requiere mayor análisis) y verde (soluciones), acompañadas de símbolos que indican el estado posible (Bonilla, et. al, 2020) [21].
Discusión
Tras la aplicación del Poka Yoke, aplicador manual de etiquetas, se logró una reducción del tiempo de etiquetado en 52.21%, del porcentaje de botellas defectuosas en un 39% así como la eliminación de la merma del proceso. Todo ello, ha demostrado que la metodología Lean se puede aplicar no solo en grandes empresas, sino también en pequeñas y medianas, que cuenten con una cultura de calidad que permita su desarrollo.
Alineado con lo observado en otros papers como en el caso de Felizzola y Luna (2014) y Bonilla, et. al (2020), la aplicación de herramientas Lean contribuyen a la mejora de procesos [12, 21]. Por otro lado, en contraposición a lo que plantean Tomar y Kumar (2007), respecto al considerable costo y tiempo que toma implementar un Poka Yoke ha quedado demostrado, en este caso, que no se requirió de inversión significativa [8]. Sin embargo, el miedo al cambio y la falta de capacitación de los trabajadores sobre herramientas Lean, son temas que deben también tomarse en cuenta.
Conclusiones
Los resultados muestran una mejora de más del 30% en los indicadores seleccionados; se cumplió con el objetivo de diseñar una herramienta Poka Yoke, como parte del método de trabajo, para contribuir a la solución de problemas que causan rechazos por calidad en la mype Bohemia Brew Perú del sector cervecero artesanal.
La implementación de la herramienta Lean no requirió inversión significativa demostrando a los emprendedores del rubro cervecero y de cualquier otro rubro que es posible lograr mejoras significativas sin requerir presupuestos significativos.

