










 Servicios personalizados
Servicios personalizados Español (pdf)
Español (pdf)
 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
 Enviar articulo por email
Enviar articulo por email Citado por SciELO
Citado por SciELO  Similares en
SciELO
Similares en
SciELO 
 Permalink
PermalinkIntroducción
Las aleaciones antifricción conocidas con el nombre genérico de Babbitt y compuestas de estaño como metal base con antimonio, cobre, plomo etc. se utilizan desde hace más de 100 años en prácticamente toda la industria de las construcciones mecánicas, y en los servicios. La industria automotriz por ejemplo emplea el llamado metal Babbitt sobre todo en los elementos antifricción de cigüeñales, arboles de leva etc. En las centrales termoeléctricas se pueden encontrar el Babbitt como elemento antifricción de los rotores de las turbinas de vapor y los generadores. Casi todos los ejes y árboles de los motores de combustión interna empleado en todos los equipos de transporte automotor y estacionarios emplean este tipo de aleaciones. A pesar de su elevado precio, su empleo es obligado por sus excelentes propiedades antifricción.
Una de las principales insuficiencias de los babbitts en base a estaño lo constituye su baja deformabilidad a causa de las formas afiladas, puntiagudas y aciculares de los compuestos intermetálicos SnSb y Cu3Sn. Esta forma de los cristales los convierte en fuertes concentradores de tensiones durante las cargas mecánicas. La fundición centrífuga y la colada convencional con moldes son los principales métodos de elaboración de aleaciones babbitt [1].
En el caso de los revestimientos de Babbitt basados en Sn-Sb-Cu, la formación de precipitados a base de SbSn- y CuSn tiene una influencia sustancial en la microdureza resultante y por tanto, determina la capacidad máxima de carga [2]. Varios estudios [2, 3, 4, 5, 6] han determinado que las propiedades mecánicas de los revestimientos de babbitt dependen, en gran medida, de las características microestructurales. En comparación con otras temáticas dentro del área de la metalurgia, la producción científica referida a las aleaciones antifricción babbitt no es, hasta el momento, abundante.
Zhang et al [7] estudiaron las propiedades tribológicas de un babbitt B83 logrando un coeficiente de fricción inferior a 0,03. Llegaron a la conclusión de que la densidad de área de la ranura y a la velocidad de deslizamiento tiene más influencia en el efecto de mejora [7]. Por otra parte, Ramadan y Hafez [8] investigaron la interacción de un compuesto bimetálico en el que uno de ellos es una aleación de babbitt. Su principal objetivo es la mejora de las propiedades tribológicas y mecánicas del babbitt.
Bolotova et al [9, 10] analizaron las propiedades tribológicas, mecánicas, físicas y la microestructura en de babbitt B83. Concluyeron que el proceso de obtención empleado da una distribución uniforme de los componentes de refuerzo en la matriz y la trituración de las fases intermetálicas. Las propiedades tribológicas de una aleación babbitt Sn-7.5Sb-3.5Cu son investigadas por Ghasemi et al [11]. La aleación fue reforzada con carburos de silicio y partículas de zinc. En la aleación babbitt estuvieron la mayor dureza y el menor coeficiente de fricción, mientras que el compuesto Sn/Zn la mayor resistencia al desgaste para carga aplicada constante [11].
Los materiales compuestos antifricción pueden ser empelados basados en aleaciones babbitt B83 pueden ser empleados como sustitutos de las propias aleaciones babbitt B83 [3]. Cuba a desarrollado su propia aleación antifricción babbitt, lo que contribuye a la sustitución de importaciones. No obstante, se hace necesario conocer si dicho material cumple con los requisitos necesarios. Por ello, el objetivo fundamental del presente trabajo es caracterizar el Babbitt AVE-F1 de producción cubana obtenido por fundición centrífuga.
Métodos y Materiales
Para la preparación de las probetas se empleó un lingote de Babbitt AVE-F1, de producción cubana y disponible en el taller “Emilio Ayala” de la Empresa de Mantenimiento a Centrales Eléctricas (EMCE). El material empleado para comparar fue el babbitt B-83 de fabricación rusa. Se utilizan probetas preparadas por fundición centrífuga para lo cual se construyó un dispositivo de manera que se garantice el grosor de las mismas. La composición química del babbitt AVE-F1 se muestra en la tabla 1.
Tabla 1 Rango de variación de los elementos que componen la aleación (wt %). Fuente: Autores
| Aleación | Pb | Sb | Sn | Cu | Ni |
|---|---|---|---|---|---|
| AVE F-1 | - | 11 - 13 | 81 - 85 | 4 - 6 | - |
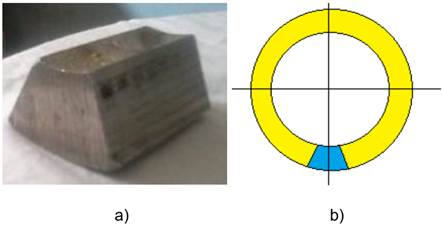
El dispositivo referido puede verse en la figura 1. Es un cilindro hueco con tapas, el cual tiene un orificio centrado en la tapa frontal. El dispositivo se coloca en un torno de revólver. Por dicha abertura entra el material líquido cuando se vierte el Babbitt. El proceso fue realizado por el personal del área de fundición de la EMCE, la cual los califica de acuerdo a normas internacionales. Se precalentó el embudo, el conducto del embudo y el dispositivo para disminuir la diferencia de temperatura. La velocidad de giro fue de 1600 rpm.

La temperatura del metal fundido estuvo 500 y 550 ºC y se controló con un pirómetro de inmersión. Para el proceso de vertido se utilizaron jarros para depositar el metal líquido dentro del embudo hasta que se llenar por completo el dispositivo. La temperatura se garantizó siguiendo las recomendaciones de la Norma GOST. Una vez concluido el vertido, el dispositivo se mantiene a la misma velocidad por 45 minutos para lograr un enfriamiento por aire. Después se trasladó al área de corte donde se encuentra la segueta mecánica para realizar el corte del dispositivo y extraer el material solidificado.
Análisis metalográfico
Se extrajo una porción del metal obtenido de acuerdo a la figura 2, en la que también se muestra la zona del cilindro extraída.
Se realizó el pulido inicial con papel de lija de diferentes granulometrías; 220, 320, 500, 800, 1000. No fue necesario emplear la lija de 600 que se utiliza del paso de 500 a 800 dado que el inconveniente que provoca dicho salto es que haya que dar más tiempo en el paso de 800. Para el pulido final se empleó un paño y pasta de diamante, hasta lograr un pulido espejo en la superficie de la probeta (libre de marcas de ralladuras). Todas las lijas y paños utilizados fueron nuevos.
Se utilizó Nital al 2 % (mezcla de ácido nítrico con alcohol) como reactivo para el ataque químico. Este tipo de reactivo permite revelar la microestructura metalográfica. En el libro ASM se identifica al Nital como el reactivo a utilizar para revelar la microestructura del Babbitt. La observación se desarrolló en un microscopio Nikon ECLIPSE MA200.
Ensayo de Compresión
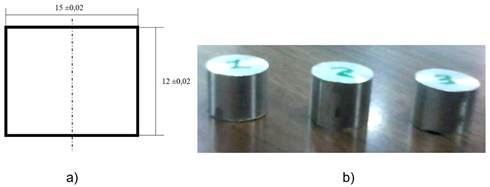
Mediante el ensayo se determinó la resistencia del material a compresión, su deformación y esfuerzo capaz de asimilar con determinadas condiciones y la carga máxima que puede soportar. Para ello se realizaron tres probetas de compresión de acuerdo a lo planteado en la norma ASTM E9-89ª donde las probetas recomendadas para materiales blandos son las cortas, con una relación L/D = 0,8 (L: longitud, D: diámetro). En la figura 3a se muestran las dimensiones de las probetas utilizadas, estas últimas en la figura 3b.
El ensayo de compresión se realizó en el Laboratorio de Ensayo Mecánico de la EMCE en una Prensa Universal Ibertesten IBMU-4C-1000-DW. Los datos para realizar el ensayo se muestran en la tabla 2.
Tabla 2 Datos del ensayo a compresión. Fuente: autores
| Probeta 1 | |
| Norma | MBP-004-17 |
| Tipo de ensayo | Compresión |
| Máquina | IBMU-4c-10000-DW |
| Temperatura | 25°C |
| Escala | 1/1 |
| Célula | 1000 kN |
| Tipo de control | Carrera |
| Velocidad | 30.00 kN/s |
Ensayo de Dureza
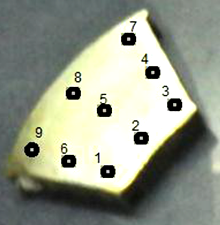
El experimento de dureza se realizó en el laboratorio de ensayos mecánicos de la EMCE. con un Durómetro Vickers marca AKASHI modelo AVK-A, utilizando una carga de 1 kg por un tiempo de 10 segundos. Para garantizar la veracidad de los resultados se realizó un control de calidad del equipo el patrón de calibración que trae el equipo de fábrica.
Se realizaron 9 mediciones en cada probeta y como se muestra en la figura 4 se demuestar tanto la numeración como la posición de cada medición.
Resultados y Discusión
Metalografía
Las condiciones en las que el material de referencia fue logrado son similares a las empleadas para obtener el babbitt AVE-F1. Los resultados metalográficos obtenidos para el material estudiado y una comparación con el babbitt ruso B83, empleado también en la industria termo-energética cubana, se muestran en la figura 5.
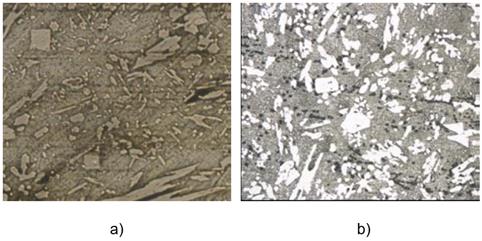
La primera fase β está compuesta de cristales primarios que presentan una geometría prismática de un compuesto de Sn-Sb de base cuadrada con menor peso específico. La segunda fase ε está compuesta de cristales secundarios en forma de estrella o agujas constituidas por Cu3-Sn que tienen una gran masa específica. El resto, de color negro, pertenece a la matriz blanda en base de Sn (tercera fase alfa α). Los dos tipos de cristales están esparcidos en la masa blanda de la solución de estaño y pequeña cantidad de cobre. De la forma de los cristales y de la distribución de los mismos por la superficie del casquillo dependen las propiedades antifriccionales del Babbitt.
Según la norma GOST 1320-98 la composición química del babbitt en base a estaño B83 es 10,0-12,0 % Sb y 5,5-6,5 % Cu y consta de una matriz relativamente blanda de solución sólida de antimonio y cobre en estaño (fase α) y cristales sólidos de los compuestos intermetálicos SnSb (fase β) y Cu3Sn (fase ε) distribuidos en dicha matriz.
Microestructuralmente, el tamaño del grano en ambos casos es muy similar. Esto se debe a que la temperatura de fusión y el proceso de enfriamiento fue el mismo para ambos materiales (AVE-F1 y B-83), así como a la similitud en sus composiciones químicas.
Ensayo de Compresión
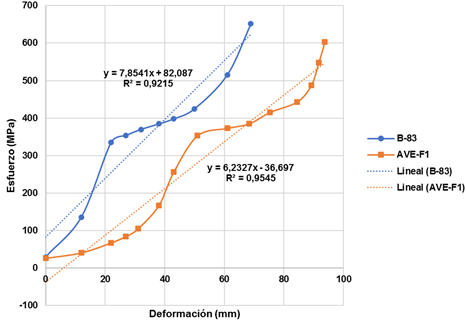
Los resultados obtenidos en el ensayo de compresión, así como una comparación con el importado de Rusia (B-83) se muestra en la figura 6 en un gráfico de esfuerzo vs deformación. Como se observa, el babbitt importado soporta mayores valores de esfuerzos residuales presentando menores valores de deformaciones.
 Fuente: Autores
Fuente: AutoresFig. 6 Comparación de los resultados de compresión del AVE-F1 y el B-83 (esfuerzo vs deformación).
La comparación entre la carga máxima y la carrera para ambos materiales es mostrada en la tabla 3, los cuales se complementan con los resultados mostrados en la figura 6. Puede observarse que, aunque el AVE F-1, al igual que el B-83, admita una fuerza máxima de aproximadamente 24 kN en una carrera de 2 mm, tiende a deformarse antes que el importado de Rusia. No se considera conveniente el comportamiento del babbitt cubano pues este tipo de material debe soportar los altos esfuerzos que ejercen los ejes de las turbinas ya que estos provocan fallas e impiden la durabilidad necesaria que se requiere en este tipo de cojinetes, que es de 100 000 horas.
Tabla 3 Comparación de los resultados de compresión del AVE-F1 y el B-83 (fuerza máxima y carrera). Fuente: Autores
| Material | Fuerza Máxima (kN) | Carrera (mm) |
|---|---|---|
| AVE-F1 (P-1) | 24,770 | 2,200 |
| AVE-F1 (P-2) | 24,947 | 2,180 |
| AVE-F1 (P-3) | 24,701 | 2,140 |
| B-83 | 24,457 | 2,077 |
Dureza
La comparación de los resultados obtenidos de los ensayos de dureza se muestra en la tabla 4, apareciendo en la última fila el promedio. Se observan diferencias en los valores de dureza entre un material y otro. Estos valores de dureza tienen repercusión en la resistencia a la compresión de los materiales. Debido a que el AVE F-1 posee una menor pendiente en el gráfico esfuerzo vs deformación, en comparación con el B-83, se deforme más a bajos esfuerzos.
Conclusiones
Los contenidos de estaño, antimonio y cobre de ambas aleaciones son similares.
Existen similitudes en la microestructura del babbitt de producción cubana y el de importación. Se comprobó la existencia de las tres fases características de esta aleación: SnSb, Cu3Sn y la matriz blanda de Sn.
Existen diferencias entre los valores de dureza de ambos materiales y esto repercute en la resistencia a la compresión.
El babbitt de fabricación rusa se deforma menos por lo tanto presenta mejor resistencia a la compresión que el AVE-F1.

