










 Servicios personalizados
Servicios personalizados Español (pdf)
Español (pdf)
 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
 Enviar articulo por email
Enviar articulo por email Citado por SciELO
Citado por SciELO  Similares en
SciELO
Similares en
SciELO 
 Permalink
PermalinkINTRODUCCIÓN
La industria del etanol está en pleno desarrollo y tiene un amplio mercado internacional en crecimiento. Según Ethanol market report, (2023) se prevé un incremento del mercado líquido etílico de 99,05 billones de USD en 2022 a 162,12 billones de USD en el 2032. Dentro del proceso de diversificación de la industria azucarera cubana, también la producción de alcohol continúa desarrollándose. Su importancia en la actualidad tiene una parte en la problemática entorno a los portadores energéticos y al desarrollo de la industria química. En esta última, su uso mayor es en la producción de bebidas y licores para la exportación ya que favorece la recuperación económica. Tradicionalmente el alcohol se ha utilizado en bebidas, industrias farmacéutica, química y alimenticia; es después del agua el disolvente y materia prima más común de los que se utilizan en el laboratorio y en la industria química (Cornejo, 2016).
Es necesario buscar alternativas de producción de etanol a partir de otras materias primas, ofreciendo una gran trascendencia para esto el uso de productos intermedios de la industria azucarera, los cuales contribuyen al mismo tiempo a mejorar el proceso azucarero (Rivero y col., 2012). Es, por tanto, interés para la industria intensificar el proceso de producción de alcohol en su etapa fermentativa usando mezclas de diferentes sustratos (de Armas y col., 2019), (Pérez y col., 2023).
La mayor parte del alcohol etílico que se produce a nivel mundial es por vía fermentativa de fuentes azucaradas (Ethanol market report, 2023), pero en el campo de la investigación se pueden encontrar un número considerable de trabajos que abordan el empleo de otros sustratos para la fermentación alcohólica, tales como jugos del proceso azucarero, hidrolizado de bagazo y vinazas de la destilación de alcohol; entre estos trabajos pueden citarse (Albernas y col., 2012), (Albernas et al., 2014a), (González y col., 2014), (de Armas, 2019), (Díaz, 2021).
El proceso de obtención de etanol en general abarca tres etapas: preparación del mosto, fermentación y destilación-rectificación. La fermentación alcohólica es un proceso biológico en el que la levadura Sacharomyces cerevisiae convierte los azúcares en alcohol, dióxido de carbono (CO2) y energía (Pérez-Bermúdez y col., 2015). Esta es una de las fermentaciones industriales más importantes y mejor conocidas (Lee y col., 2023), la misma puede ser producida a partir de cualquier azúcar fermentable, por acción de las levaduras, entre otros, en condiciones favorables (Prateep y Sirivithayapakorn, 2020).
En Cuba en particular, se utiliza la miel final del proceso de obtención del azúcar como fuente de carbono, utilizando la levadura Sacharomyces cerevisiae como microorganismo productor de alcohol (Pérez-Bermúdez y col., 2015). Con estas dos, combinadas con sales de amonio como fuentes de nitrógeno y fósforo y un pH ajustado con ácido sulfúrico en los equipos idóneos para el proceso, se logra obtener una buena producción de alcohol (Albernas y col., 2014b), (de Armas, 2019).
En la actualidad la demanda de alcohol es superior a las posibilidades de producción en las destilerías del país y la principal materia prima empleada, la miel final de caña, es cada día más cotizada debido al incremento de las producciones biotecnológicas. Por esta razón, es necesario lograr mayor eficiencia en los procesos existentes, ya sea desde el punto de vista energético o del proceso como tal, tratando de reducir los índices de consumos tanto de las materias primas como de utilidades (de Armas y col., 2021), (Carrazana y col., 2021).
Las tendencias actuales a nivel mundial en la producción de etanol, conducen al empleo de sustratos alternativos a las ya tradicionales melazas de caña y remolacha azucarera; entre ellos se encuentran los jugos de menor calidad en el proceso azucarero. El programa cubano de modernización y rehabilitación de la industria alcoholera nacional, presupone el uso de jugos secundarios (jugos diluidos y de los filtros) de la producción de azúcar crudo, como fuente alternativa de carbono para la fabricación de alcohol etílico (Saura y col., 2009, Ibáñez y col., 2018, Díaz, 2021).
Según Martínez y col., (2013), la efectividad económica de la producción de etanol se encuentra marcadamente influenciada por la disponibilidad, precios en el mercado y los destinos de mejor uso de las materias primas. Por ello, se han realizado varios estudios donde se emplean sustratos combinados como el jugo de los filtros de cachaza, jugos diluidos, jugos clarificados, miel B y miel final en la etapa de fermentación (de la Cruz y col., 2000), (Mesa y col., 2006), (Rivero y col., 2012), (de Armas y col., 2020). Fabelo (1999), realizó importantes contribuciones con su estudio sobre la modelación y optimización de la etapa fermentativa, mediante la utilización de vinazas y jugo de los filtros mezclados con miel final en diferentes proporciones. También, se han empleado mezclas de miel final y licor hidrolizado de bagazo como fuente de carbohidratos (Morales y col., 2018), (Mesa y col., 2020). Estos estudios han demostrado que, con el empleo de mezclas de diversos sustratos, es posible reducir los costos de producción y el impacto ambiental de los residuales generados en el proceso de obtención de etanol por vía fermentativa.
La extracción de estas corrientes de jugos secundarios para la producción de etanol, permite una reducción de sustancias nocivas en el proceso de producción de azúcar crudo, tales como sólidos insolubles, polisacáridos, cenizas y otras impurezas que entorpecen las etapas de evaporación, concentración y cristalización del azúcar, así como contribuye al ahorro de agua en el proceso fermentativo, al sustituirse parte de la misma por estos jugos. Además, conduce a una mayor eficiencia en la etapa de clarificación en el proceso azucarero, obteniéndose un azúcar de mayor calidad, así como una disminución del consumo de vapor y un incremento de la disponibilidad de bagazo sobrante (Guerra y col., 1995), (Fernández y col., 2008); (Rivero y col., 2012), (Díaz y col., 2019).
Una situación que se ha repetido en las fábricas de azúcar cubanas es que en ocasiones la calidad de la caña que llega al ingenio no es la óptima para la obtención de azúcar crudo. Diversos factores externos, que no son objeto de análisis en el presente trabajo, hacen que la caña esté deteriorada y no cumpla con todos los parámetros exigidos por las normas. Ante esa situación, una alternativa es que, en lugar de fabricar el azúcar crudo, solo se trabaje hasta la evaporación de los jugos y se desvíe el jugo claro evaporado, meladura, hasta la destilería como una fuente de sustrato azucarado. Con esto se lograría un mayor aprovechamiento de la caña cosechada y una mayor disponibilidad de la miel final para la obtención de etanol.
Por todo lo analizado, el presente trabajo tiene como objetivo realizar un estudio preliminar en la etapa de fermentación alcohólica del empleo de mezcla de jugo de los filtros, miel final y meladura.
MATERIALES Y MÉTODOS
2.1. Materias primas
Para el estudio de mezclas en la etapa de fermentación se emplean como sustratos miel final (MF), jugo de los filtros (JF) y meladura (M), todos procedentes del proceso de azúcar crudo en una fábrica de azúcar cubana que tiene anexa una destilería convencional. Se lleva a cabo la caracterización inicial de los sustratos para conocer las condiciones y calidad de cada uno antes de ser empleados en las etapas posteriores de los experimentos a estudiar.
2.1.1. Miel final
La miel final es el residuo de la cristalización final del azúcar. Dicho líquido se separa por centrifugación de los cristales de sacarosa. Es un jarabe o líquido denso y viscoso, separado de la misma masa cocida final y de la cual no es posible cristalizar más azúcar por métodos convencionales, dado el azúcar invertido y la alta viscosidad.
Los componentes principales de la miel final son el agua, que se encuentra en su mayor parte como agua libre y otra parte retenida como agua de hidratación, y los hidratos de carbono. El azúcar presente en la miel final se encuentra, fundamentalmente, como sacarosa, glucosa, fructosa y pequeñas cantidades de manosa en mieles almacenadas (Ojeda, 2005). Para el presente estudio, se tomaron 600 ml a 27 oC de la miel final que se emplea como materia prima en la etapa de fermentación, la cual se encuentra almacenada en la fábrica.
2.1.2. Jugo de los filtros
El jugo de los filtros, es la corriente intermedia que se obtiene en las operaciones de separación de la torta de cachaza extraída del jugo clarificado en el proceso de fabricación del azúcar crudo (Dogbe y col., 2018). El jugo de filtros clarificado prácticamente no tiene azúcares infermentables, por lo que se consideran todos los azúcares en jugo como fermentables (Ojeda, 2005). En este caso se tomaron 800 ml del jugo que se obtiene a la salida del filtro rotatorio al vacío de la fábrica de azúcar, a una temperatura aproximada de 40 ºC y se deja decantar a temperatura ambiente para los posteriores estudios.
2.1.3. Meladura
La meladura es conocida como un producto líquido resultante de la evaporación de los jugos clarificados, vía evaporación, del exceso de agua en los evaporadores, sin quitarle el azúcar. Este jarabe tiene punto próximo a la saturación y presenta entre 55-65% de sólidos disueltos. Dicha meladura, para el estudio, se tomó a la salida del tercer evaporador, que tiene aproximadamente 50 ºC. La muestra tomada fue de 600 ml y se dejó enfriar a temperatura ambiente para los posteriores estudios
Posee una apariencia relativamente parecida a la miel, pero su color es un poco más oscuro, casi negro. Tiene un sabor dulce, parecido al regaliz, pero con un toque amargo. A su vez, tiene un alto contenido nutrimental de hidratos de carbono, así como vitaminas del grupo B, minerales, y un bajo contenido de agua.
2.1.4. Caracterización de las materias primas
Los sustratos que se emplean se caracterizan a partir de los componentes principales para desarrollar la fermentación, los resultados en cada uno se muestran en la tabla 1. En cada caso se analizan en el laboratorio de la destilería en cuestión, para ello se emplean los métodos estandarizados para ese fin.
Tabla 1 Principales características de los sustratos empleados en la fermentación
| Parámetros | Sustratos | ||
|---|---|---|---|
| Jugo de los filtros | Miel final | Meladura | |
| Bx | 14,10 | 77,60 | 75,35 |
| pH | 5,100 | 6,000 | 6,200 |
| Densidad (g/L) | 1,056 | 1,396 | 1,381 |
| ART (g/L) | 10,41 | 14,20 | 12,55 |
| RL (%) | - | 14,150 | 14,563 |
| RT (%) | - | 57,904 | 58,441 |
| Sacarosa | - | 41,566 | 41,684 |
| AzT (%) | - | 55,716 | 56,247 |
| AzF (%) | - | 53,013 | 53,480 |
Donde: RL: Reductores ligeros, RT: Reductores totales, AzT: Azúcares totales y AzF: Azúcares fermentables.
2.2 Condiciones de fermentación
En la fermentación se utiliza la levadura Saccharomyces cerevisiae, el inóculo se prepara de forma similar a como se realiza en la fábrica convencional y se emplea como sustrato la miel final (Fabelo 1999), (de Armas y col., 2019). En la prefermentación se diluye la miel con agua en el disolutor hasta que alcance el brix deseado para alimentar los prefermentadores y a los fermentadores, conociéndose esta mezcla como colchón. Posteriormente se realiza el cultivo de las levaduras en los prefermentadores por medio de tres fases. En la primera fase se adiciona el 20% del volumen total de los prefermentadores de colchón proveniente del disolutor y se le adiciona ácido fosfórico hasta regular el pH de 4 a 5, además se agrega la cantidad necesaria de urea, fosfato y levadura. En la segunda fase se añade el colchón hasta la mitad de la capacidad total, adicionando nuevamente urea, ácido fosfórico y fosfato en las mismas proporciones. Por último, se llenan totalmente los prefermentadores terminando el brix en un rango de 10-11, repitiendo la misma dosis de los compuestos anteriormente adicionados. Se realizan muestreos cada dos horas y cuando la medida del brix sea la mitad del valor inicial entonces está listo para ser transferido a un fermentador, dejando en dicho prefermentador el 20 % del volumen para semilla.
La fermentación se realiza en beaker de 1 L de capacidad, de forma anaerobia. Para el control del proceso se determina el grado Brix en la propagación y prefermentación cada una hora y en la fermentación cada dos horas, de acuerdo a las normas cubanas aprobadas (NC 290, 2007); (NC 709, 2009); (NC 711, 2009). La concentración de azúcares reductores fue determinada por el método de Eynon-Lane (Fabelo, 1999), mientras que, el grado alcohólico fue determinado por picnometría.
Diseño experimental
Se realiza un diseño de experimentos tipo enrejado simple, realizando la preparación de medios de cultivos, unos como base y el resto son combinaciones de ellos. En los experimentos se tiene en cuenta hasta un 100% de azúcares en reductores totales (ART) de los sustratos y se consideró como variable de respuesta el porciento alcohólico. Para el diseño de los experimentos de mezclas, cada uno de los sustratos aporta el 50% de los ART de la masa final. En la fermentación los azúcares son aportados por los componentes en la proporción que se muestra en la tabla 2.
Análisis estadístico
Con los resultados reportados se calculan los coeficientes para la variable de respuesta del modelo (por ciento alcohólico) que describe este tipo de diseño experimental, el cual se representa por la ecuación (1).
Para calcular estos coeficientes es necesario definir, según la combinación de sustratos, los valores de cada Yi, siendo estos los que aparecen en la tabla 3.
Tabla 3 Valores de y_i
| Experimento | Yi, Yij | Variable |
|---|---|---|
| 1 | Yi | Y1 (J Filtro) |
| 2 | Yi, j | Y12 (Miel Final+JF) |
| 3 | Yi, j | Y13 (Meladura+JF) |
| 4 | Yi | Y2 (Miel Final) |
| 5 | Yi | Y3 (Meladura) |
Conociendo esto se pueden determinar los coeficientes del modelo (bi) según las expresiones (2) y (3).
RESULTADOS Y DISCUSIÓN
Comportamiento de parámetros en el análisis experimental
Durante la fermentación se midió el comportamiento de los grados Brix para cada experimento. Se tomaron muestras para su análisis cada una hora hasta que se alcanzara un valor constante, a partir de ese momento se espera a que ocurra la muerte celular para poder determinar el grado alcohólico. En la figura 1 se representa el descenso de los grados Brix durante la fermentación para cada uno de los experimentos realizados.
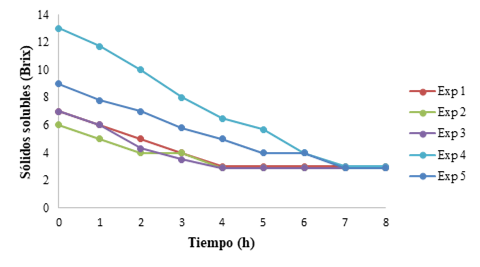
En todas las experiencias se observa el descenso que experimentan los grados Brix con el tiempo, lo que muestra el consumo de sustrato durante la fermentación, observándose un decrecimiento superior al 44 % en las primeras cinco horas de la fermentación. Los mejores resultados se alcanzan cuando se utiliza solo miel final (experimento 4), lo que respalda el procedimiento que aplican en la fábrica al fermentar con esta corriente procedente del central. Mientras que, los experimentos donde se utiliza el jugo de los filtros se obtienen valores inferiores. Este sustrato tiene como ventaja que es rico en compuestos carbonados simples con una mejor asimilación por la levadura. La variación de los sólidos solubles en los mostos fermentados, se comportó de forma semejante a los resultados alcanzados industrialmente y a lo reportado en estudios realizados por autores como Fabelo, (1999) y Díaz, (2021).
Resultados del diseño experimental
Una vez finalizada la fermentación se determinan los parámetros de respuesta, grado alcohólico del mosto fermentado, en las diferentes condiciones del diseño experimental. Los resultados finales aparecen en la tabla 4.
Tabla 4 Resultados de pH, y % alcohólico al finalizar la fermentación
| Parámetros/Experimento | 1 | 2 | 3 | 4 | 5 |
|---|---|---|---|---|---|
| % Alcohólico | 5,23 | 5,22 | 5,28 | 5,48 | 5,50 |
| pH | 4,2 | 4,1 | 4,2 | 4,4 | 4,3 |
Como se observa en la tabla anterior, los mejores resultados son aquellos donde se utilizaron los sustratos de miel final y meladura (experimentos cuatro y cinco). Cuando emplea miel final en la fermentación el valor alcanzado es superior al de García y col., 2015) (5,15 %) y coincide con el obtenido por Cortés y col., (2021). Se demuestra que cuando se utilizó el jugo de los filtros (experimentos uno, dos y tres) se alcanzaron los niveles más bajos de concentración alcohólica en el medio. Estos resultados distan de los alcanzados en el estudio fermentativo realizado en Cortés y col., (2021) y García y col., (2015) empleando miel y jugo de los filtros, reportando 5,56 y 5,72 de % alcohólico respectivamente. De forma general, los mostos fermentados tienen un grado alcohólico entre 5,22 y 5,50, encontrándose entre los intervalos de trabajos anteriores donde se emplearon como sustratos jugo de los filtros, jugos secundarios y miel final. Entre ellos Rivero y col., (2012) [4,81 a 5,90 %], García y col., (2015) [5,02 a 5,85 %] y Díaz (2021) [5,53 a 6,70 %].
El pH obtenido al terminar la fermentación fue similar a valores reportados por Ribeiro y col., (2017) y Díaz, (2021), autores que trabajaron con fermentaciones de melaza y jugos de caña de azúcar. Sablayrolles (2019) explica que en la fermentación se generan subproductos como el glicerol, y ácidos orgánicos débiles como los ácidos succínico y acético, que pueden disminuir el pH del medio de cultivo. El valor más bajo se alcanza en la fermentación de jugo de los filtros y miel final, por lo que se infiere que en este experimento existió una mayor producción de ácidos orgánicos en comparación con la alternativa compuesta por miel final o la que emplea meladura (experimentos 4 y 5 respectivamente).
Análisis estadístico del diseño experimental
En la tabla 5 se resumen los valores de los coeficientes calculados a partir del porciento alcohólico obtenido en cada experimento. Como variables independientes se tomaron los porcentajes de ART que aportaban los sustratos: miel final, jugo de los filtros y meladura.
Tabla 5 Valores de los coeficientes del modelo
| Experimento | Variable | % Alcohólico | Coeficiente | Valor |
|---|---|---|---|---|
| 1 | Y1 (JF) | 5,23 | b1 | 5,23 |
| 2 | Y12 (Miel Final+JF) | 5,22 | b12 | -0,54 |
| 3 | Y13 (Meladura+JF) | 5,28 | b13 | -0,34 |
| 4 | Y2 (Miel Final) | 5,48 | b2 | 5,48 |
| 5 | Y3 (Meladura) | 5,50 | b3 | 5,50 |
El modelo estadístico de la mezcla se define a partir de los coeficientes calculados en la expresión (4), donde se observa que la mayor influencia la ejercen la meladura y la miel final como sustratos en la fermentación.
Los resultados alcanzados cuando se empleó jugo de los filtros fueron inferiores a los obtenidos en estudios anteriores por Cortés (2021) con esta misma corriente; este reportó 5,56 % con jugo de los filtros y miel, y 6 % alcohólico con jugo de los filtros solamente. En el caso del presente trabajo los valores inferiores logrados están relacionados con baja calidad de la caña como materia prima principal de la que se obtuvo el jugo empleado, la cual fue cosechada en el último periodo de zafra.
En todas las variantes se observó que hay consumo de sustratos por parte de la levadura, así como no se percibieron alteraciones considerables en indicadores tales como: Brix y ART; lo que indica que los sustratos empleados cada uno por separado y combinados, no tienen acción inhibidora por la presencia de sales, metabolitos y otros compuestos.
CONCLUSIONES
Los sustratos que más influencia tienen sobre el grado alcohólico en la fermentación estudiada son la meladura y la miel final.
Al emplear jugo de los filtros como sustrato, se obtuvo 5,22 % alcohólico con miel final y 5,28 % con meladura.
Se demostró la posibilidad positiva del empleo de la meladura como sustrato alternativo para la etapa de fermentación, permitiendo un mejor aprovechamiento de la caña que no reúna las características idóneas para producir azúcar.

