










 Servicios personalizados
Servicios personalizados Español (pdf)
Español (pdf)
 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
 Enviar articulo por email
Enviar articulo por email Citado por SciELO
Citado por SciELO  Similares en
SciELO
Similares en
SciELO 
 Permalink
PermalinkIntroducción
Uno de los procesos tecnológicos de mayor importancia en la calidad y economía de la producción quesera es la coagulación de la leche, incluyendo el momento de corte de la cuajada. Sin embargo, todavía en la práctica industrial actual la decisión sobre el final de la coagulación o momento de corte de la cuajada se realiza a partir de criterios empíricos y mediante evaluación sensorial por parte del maestro quesero. Uno de los métodos más generalizados, que requiere de habilidad y vasta experiencia del maestro quesero, es que para determinar el momento de corte, éste se basa en introducir una mano en la cuajada y empujar levemente hacia arriba para observar como corta la misma. Para quesos blandos y semiduros, si la superficie del corte es uniforme, firme y lisa, sin despedazarse, en cualquier variante el maestro quesero declara la cuajada lista para cortar y desuerar. 1,2,3 Sin embargo, con fundamentos científicos y propuestas técnicas concretas desde hace años, se demostró que eso implica por una parte gran variabilidad o falta de normalidad en el control y, por otra parte, resulta en bajo y muy variable aprovechamiento de los componentes de la leche. 4
Como método instrumental muy sencillo y práctico, comprobado en la industria cubana, se desarrolló y validó el penetrómetro portátil de ángulo plano. 5,4 La firmeza óptima (y los grados de penetración) en la cuajada al momento de corte han sido reportados para los diferentes tipos de queso: quesos de pasta blanda 84,7 Pa (1,7 cm); quesos semiduros 70,2 Pa (2,0 cm) y para quesos duros 59,7 Pa (2,3 cm), 6,7,8 como resultado final de esas investigaciones fue aprobada una norma ramal de la Industria Alimentaria. 9
Indicadores de la eficiencia tecnológica quesera
Los indicadores de eficiencia tecnológica más utilizados en la tecnología quesera y el área de investigaciones correspondientes son: el rendimiento quesero y el aprovechamiento o recobrado de componentes de la leche procesada.
El rendimiento quesero es definido como la suma de las cantidades de proteínas, materia grasa y otros componentes (incluida el agua) transferidos desde la leche al queso durante el proceso de elaboración, 10 también como la cantidad de queso obtenida a partir de una determinada cantidad de leche. 11,12 La forma de expresión que se ha utilizado es la que tiene en cuenta la masa de queso producida por cada 100 kg de leche. 13,14 No obstante, esta forma de expresar el rendimiento presenta la dificultad de que leches con masas iguales, pero con diferente contenido de sólidos, darán como resultado distintos rendimientos; de igual forma se presentarán variaciones cuando los quesos obtenidos tengan diferente contenido de agua. En el área tecnológica la estimación del rendimiento ha tenido una gran importancia para poder establecer una relación entre la composición de la leche y la eficiencia en la conversión de esta en queso, para las diferentes variedades y tipos de quesos. La regulación del rendimiento quesero en una planta quesera es quizás la mejor medida para controlar la eficiencia de la producción.
La firmeza de la cuajada al corte es uno de los principales factores que pueden afectar significativamente el rendimiento; es particularmente más marcado si es bajo el contenido de grasa en la leche. 15,16 Un incremento del rendimiento en quesos, debido a un aumento de la firmeza de la cuajada, puede asociarse a mayor capacidad de retención de agua de los quesos preparados con leches de buena aptitud quesera. 2
El indicador tecnológico aprovechamiento o recobrado de componentes (sólidos totales, caseína y grasa) fue introducido para evaluar la eficiencia tecnológica en la producción de quesos. 4,17 En este indicador se tiene en cuenta la masa de leche utilizada (con su composición en los componentes principales) y la masa de queso obtenido (con su composición específica). La relación se establece entre la cantidad de componentes expresada en porcentaje, que representa el recobrado de los mismos y se hace independiente de la humedad del queso, así como de la calidad de la leche. Varios autores coinciden (4,17,18 que este indicador es muy práctico en la evaluación de procesos tecnológicos, como también para comparar diferentes formas de elaboración del queso o para la comparación de la eficiencia tecnológica entre plantas queseras.
Es importante hacer notar que el aprovechamiento de componentes de la leche en quesería debe ser el óptimo práctico y no exactamente el máximo teórico, ya que los componentes que pasan al queso dependen de las características de la leche, del coágulo quesero y de los métodos de elaboración empleados. 4 En queso Cheddar 17) reportaron los aprovechamientos de grasa de 87,2 a 82,2 % y de caseína de 80,2 a 79,8 %; estos autores atribuyeron los aprovechamientos bajos a problemas con la relación grasa/caseína en la estandarización de la leche y a un excesivo tratamiento mecánico en la elaboración de la cuajada quesera.
La influencia del momento de corte determinado mediante el método instrumental (firmeza óptima de la cuajada), con respecto al método empírico utilizado por el maestro quesero para quesos cubanos semiduros a escala industrial fue reportado el aprovechamiento de sólidos totales: 4 para queso tipo Gouda 45,82 % (42,30 %); para Monumental 48,66 % (43,29 %) y para Gratina 42,91 % (41,74 %) El indicador varió en dependencia de la variedad de queso, debido fundamentalmente a la estandarización de la leche según la relación grasa/caseína y al tratamiento mecánico de la cuajada quesera, pero en todos los casos fue superior cuando el corte de la cuajada se realizó al alcanzar la medida de firmeza óptima.
Una buena firmeza de la cuajada en el momento de corte se correlaciona positivamente con buenos aprovechamientos de sólidos lácteos, rendimientos queseros, retención de agua y cualidades sensoriales del queso. 1,2,3
Al introducir el corte de la cuajada con la firmeza óptima haciendo uso del método instrumental en la producción de queso blanco artesanal en Chimborazo-Ecuador, se reportaron mejoras muy marcadas comparadas con los indicadores de eficiencia tecnológica tradicionales; 19,20 el rendimiento quesero fue aumentado hasta 12,52 % y los aprovechamientos de componentes fueron notables (sólidos totales 46,99 %, caseína 87,79 % y grasa 79,08 %).
Teniendo en cuenta estos antecedentes este trabajo tuvo como objetivo evaluar la eficiencia tecnológica en la producción de queso tipo Lunch en relación con el momento de corte de la cuajada decidido de forma empírica por el maestro quesero o con la firmeza óptima por el método instrumental.
Métodos utilizados y condiciones experimentales
Se determinaron los indicadores de calidad de la leche para ese queso: densidad, 21 sólidos totales, 22 grasa, 23 acidez, 24 prueba del azul de metileno, 25 coagulación biológica 26) y en el queso humedad 27 y grasa. 28
Las pruebas se realizaron a escala industrial, en una empresa de la región occidental con volúmenes de 3 500 L de leche en la producción del queso semiduro tipo Lunch según su instrucción de proceso. La firmeza de la cuajada en el momento de corte, según decisión del maestro quesero (cinco producciones), se midió con el penetrómetro portátil de ángulo plano; otras cinco producciones se realizaron decidiendo el momento de corte de la cuajada al alcanzar la firmeza óptima, medida con el instrumento y expresada en grado de penetración (hp = 2,0 cm). 9
Determinación de los indicadores de eficiencia tecnológica
Se midió volumen de la leche (L), densidad de la leche (kg/L) y masa del queso (kg); se determinaron sólidos totales y grasa, en la leche y en el queso.
Los indicadores de eficiencia tecnológica se calcularon según las expresiones (1) y (2).
Rendimiento quesero:
Aprovechamiento de componentes:

Donde:
Rq - Rendimiento quesero (%)
Ex -Aprovechamiento de componentes (%)
Mq - Masa de queso (kg)
Ml - Masa de leche (kg)
Xq - Fracción del componente en el queso
Xl- Fracción del componente en la leche
Resultados y discusión
La tabla 1 presenta los indicadores de la leche utilizada para la elaboración de este tipo de queso en esa empresa; la leche se puede considerar no buena, teniendo en cuenta los indicadores sólidos no grasos (bajos) y la prueba de azul de metileno (tiempo muy bajo) con respecto a 2,5 h considerado como aceptable, lo que denota una carga microbiana alta.
Tabla 1 Indicadores de la leche utilizada en la producción de queso (n=10)
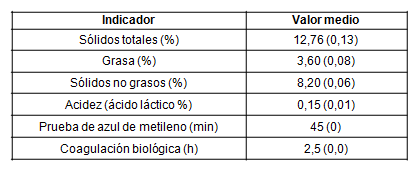
Valores ( ) significan desviación estándar
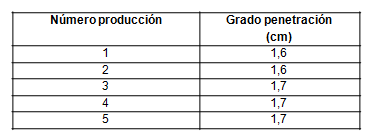
En la tabla 2 se encuentran los resultados de los valores de firmeza de la cuajada con los que el maestro quesero decidió comenzar el corte; en todos los casos los valores de firmeza al corte fueron superiores (y los de penetración menores) a los valores determinados o reportados como óptimos para un queso semiduro. 9
Como se puede apreciar en la tabla 3, estos valores de firmeza de la cuajada al corte (según el quesero) afectaron el rendimiento quesero y los aprovechamientos de sólidos totales y de grasa, al ser comparados con los obtenidos al cortar con la firmeza óptima. Este resultado coincide con el reportado por, 4 lo que comprueba una vez más lo beneficioso del uso del método instrumental al estandarizar la producción en cuanto a la firmeza de la cuajada al corte y las implicaciones productivas con el logro de mejoras en los indicadores de eficiencia tecnológica.
Tabla 3 Indicadores de eficiencia tecnológica relacionada con firmeza de la cuajada al corte
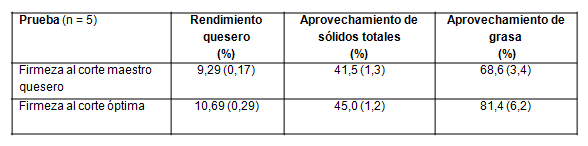
Valores ( ) significan desviación estándar
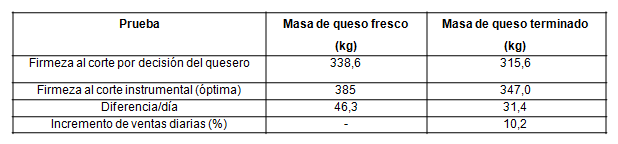
La tabla 4 refleja el posible efecto económico que habría, para esta empresa, con la utilización de los mismos insumos y gastos en la producción. Lo quesos que se producen como producto terminado tienen aproximadamente un kg de masa, por lo que producirían alrededor de 31 quesos diario por encima de lo que producen normalmente; eso representa un 10 % de incremento productivo-comercial, prácticamente sin costo adicional.
La única inversión requerida para implantar este método de control en la industria láctea cubana seria la del penetrómetro portátil de ángulo plano, para lo cual solo sería necesario que alguna unidad productora de medios de medición produjera este instrumento.
Conclusiones
Se comprobó que la utilización del método instrumental en la decisión del corte de la cuajada con la firmeza óptima, en la producción industrial del queso tipo Lunch, mejora notablemente los indicadores de eficiencia tecnológica (sobretodo el aprovechamiento de sólidos lácteos, entre 3,5 y 6,9 %). En la empresa estudiada, con la misma cantidad y calidad de leche procesada (no buena) se podría aumentar la producción y venta de quesos en no menos del 10 %, significando un efecto económico positivo.

