










 Servicios personalizados
Servicios personalizados Español (pdf)
Español (pdf)
 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
 Enviar articulo por email
Enviar articulo por email Citado por SciELO
Citado por SciELO  Similares en
SciELO
Similares en
SciELO 
 Permalink
PermalinkINTRODUCCIÓN
Una impronta de la época es que la tecnología incide cada vez más en las posibilidades empresariales, pero el desarrollo tecnológico de la industria Química, está vinculado también a la incertidumbre, por lo que se requiere pasar de la perspectiva tecnológica tradicional, que no posibilitó el desarrollo, a una prospectiva tecnológica. La misma tendrá que descansar necesariamente en un análisis multilateral y pormenorizado de los factores y cambios tecnológicos de la empresa. Para ello debería cumplirse una previsión global, cualitativa y múltiple que cumpla el requisito de ser instrumento para la acción (León, 2021).
La caña de azúcar es una importante fuente alternativa de energía y debido a las grandes posibilidades de la producción de derivados de la industria azucarera (Ruano y col., 2022). Junto con la recuperación de la industria de crudos y refinos, es inminente la necesidad de acelerar, aún en las limitadas condiciones actuales, el desarrollo diversificado de esta industria y en el concepto de biorrefinería (de Armas y col., 2021). Esto sin duda es una tarea que tiene que ser abordada por especialistas de diferentes disciplinas que trabajen de forma armónica hacia un objetivo común.
El propósito esencial, es crear una determinada capacidad anticipatoria de la acción de las empresas; de la preparación de concepciones y propuestas a tomar, de la evaluación del presente y que persigue establecer los nexos y conexiones de este con los posibles cambios futuros. Esta función gerencial, que debe ser considerada como componente de un sistema anticipatorio más amplio de gestión estratégica, tiene, ante todo, la misión fundamental de tratar de anticipar el conocimiento acerca de las condiciones cambiantes del mundo exterior de la organización y de ella misma, así como contribuir al aprendizaje de la mejor manera de vivir en él.
En este contexto, se ha decidido evaluar las posibilidades de obtener productos derivados de la caña de azúcar en instalaciones industriales del territorio de Villa Clara obteniendo además un beneficio en el balance energético de la fábrica de azúcar.
Una corriente oportuna para estas alternativas es el jugo de los filtros (JF) debido a su baja retención tiene aproximadamente un 5% de sólidos insolubles, lo que obliga a recircularlos en cantidades de 10 a 20% con el jugo mezclado en el proceso de fabricación del azúcar (Águila y col., 2022). Variando esta recirculación, de acuerdo a la cantidad de materias extrañas que contenga la caña, este se considera conflictivo en el proceso de fabricación de azúcar crudo, ya que contiene polisacáridos como el almidón y la dextrana, que afectan el propio proceso de clarificación y de operaciones posteriores, a causa del aumento de viscosidad del jugo clarificado, meladura, masa cocida y la calidad del azúcar crudo (Mansur y Cuellar, 1990) y cuya extracción contribuye a la sostenibilidad de la industria de la caña de azúcar (Cortés y col., 2021).
Por ello el presente trabajo tiene como objetivo evaluar el por ciento del jugo de los filtros que se puede extraer óptimamente para mejorar el balance energético de una fábrica de azúcar villaclareña, teniendo como destino una planta de producción de levadura Torula anexa a la misma.
MATERIALES Y MÉTODOS
Ante la necesidad actual de hacer rentables las producciones cubanas, entre ellas la de levadura Torula, es imprescindible ir a la búsqueda de sustratos que aporten azúcares más baratos que la miel final de caña, cuyos precios se mantienen relativamente altos en el mercado mundial.
El jugo de los filtros es un sustrato potencial con un contenido de azúcares reductores (ART) alrededor de 100 g/L y su extracción del proceso de azúcar representa ventajas para el central azucarero. Si bien se han realizado algunas pruebas, incluso industrialmente, utilizando a nivel de laboratorio estos sustratos mezclados cada uno de ellos con miel final y también mezclados entre sí, es necesario aún definir cuáles son las mezclas óptimas para obtener cada rendimiento así como los costos en que se incurre por el aporte de estos productos en la formación del medio (Santos y col., 2003).
En Cuba actualmente hay plantas de levadura Torula que trabajan con miel final y vinazas de destilerías, pero a pesar de que se han hecho pruebas a nivel de laboratorio con mezclas de miel final y jugo de los filtros, no existe ninguna planta actualmente que trabaje de esta forma, por lo que, de llevarse a cabo este proyecto, sería la primera de su tipo en el país. Además de beneficiar la economía, se obtendrían mejoras en el proceso de producción de azúcar crudo disminuyendo su consumo de vapor.
Por ello conociendo que los resultados de los diferentes modelos obtenidos sobre el comportamiento de los sistemas tecnológicos muestran la factibilidad de la extracción del jugo de los filtros, pues se aumenta considerablemente la calidad del azúcar. Teniendo el azúcar con 60 por ciento de extracción, los valores de los parámetros de calidad más significativos en comparación con la norma (Ruano, 2021), se decidió realizar la valoración de su impacto en el balance energético de la instalación industrial.
Se emplearon balances de masa y energía como métodos fundamentales para el desarrollo del trabajo, así como los métodos de diseño de instalaciones de la industria química.
La experiencia en Cuba en el desarrollo de la producción de levadura Cándida utilis (levadura Torula) es amplia y ha sido impulsada con asesoría técnica del Instituto Cubano de Investigaciones de los Derivados de la Caña de Azúcar (ICIDCA).
La industria cubana contaba inicialmente con dos tecnologías de producción (tecnología austríaca y tecnología francesa), ambas a partir de mieles finales de caña como sustrato fundamental para la propagación del microorganismo, con las mismas unidades básicas de proceso. Las plantas de ambas tecnologías están diseñadas para la misma capacidad de producción (40 t/día) y cuentan con índices de insumo de materias primas y calidad prácticamente iguales.
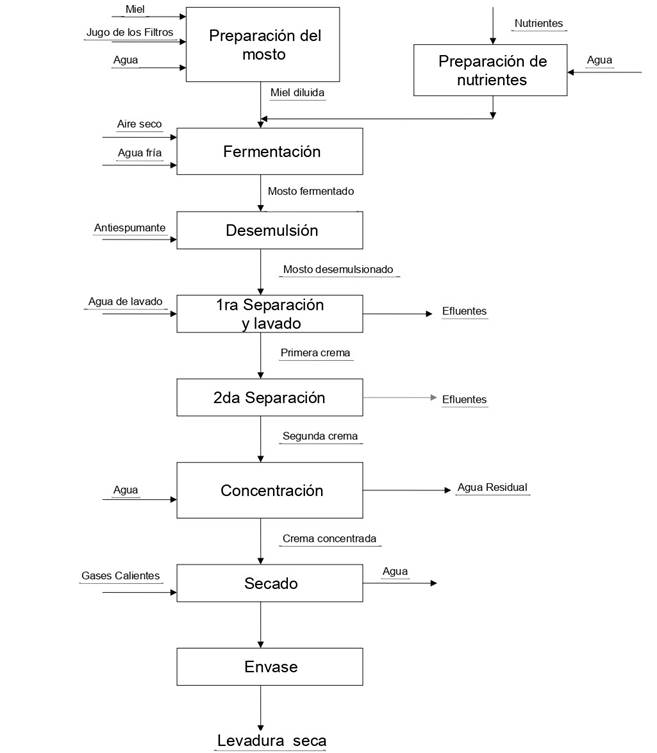
En principio, todos los residuos ricos en carbono son factibles de ser empleados en la producción de levadura Torula. La agroindustria de la caña de azúcar y sus derivados cuenta con las mieles finales, subproductos del proceso de producción de azúcar, las vinazas de destilería y algunas corrientes del proceso azucarero y, entre ellas, el jugo de los filtros de cachaza clarificado. El proceso tecnológico para la producción de levadura Torula ha sido reflejado en un diagrama de bloques que se presenta en la Figura 1, (Gálvez y col., 2000).
2.1 Análisis económico de la inversión propuesta
La estimación del costo total de inversión (CTI) se realizó utilizando los factores de proporción y la Ecuación 1, Ecuación 2, Ecuación 3, Ecuación 4, Ecuación 5, Ecuación 6 y Ecuación 7 correspondientes a la tabla 17 de (Peters y Timmerhaus, 2003) adaptándola a las características de la inversión.
 Ecuación 1
Ecuación 1
 Ecuación 2
Ecuación 2
 Ecuación 3
Ecuación 3
Para la estimación del costo total de producción se utilizaron los factores de proporción y las ecuaciones correspondientes que se encuentran en la tabla 27 de Peters y Timmerhaus, (2003).
 Ecuación 4
Ecuación 4
 Ecuación 5
Ecuación 5
 Ecuación 6
Ecuación 6
 Ecuación 7
Ecuación 7
Donde:
VR: valor residual, se asume VR=0
Vd: vida útil igual a 15 años.
RESULTADOS Y DISCUSIÓN
3.1 Evaluación de la influencia de la extracción de jugo de los filtros en los consumos de vapor
Para medir cuantitativamente la influencia de la extracción de jugo de los filtros en la gestión energética del central, se emplearon balances de energía los cuales mostraron los resultados de la y Figura 2 y Tabla 1.
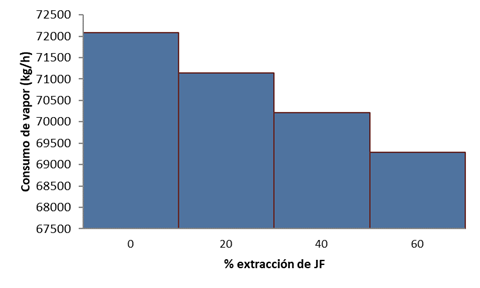
Tabla 1 Consumo de vapor en dependencia de la extracción de JF
|
|
||
|---|---|---|
| 0 (Sin extracción) | 72076,23 | - |
| 20 | 71146,40 | 98,71 |
| 40 | 70216,56 | 97,42 |
| 60 | 69286,73 | 96,13 |
Los resultados muestran que la extracción del jugo posibilita la disminución del consumo de vapor en la industria, disminuyendo de 72076,23 kg/h hasta 71146,40 kg/h con 20 % de extracción de JF, 70216,56 kg/h con 40 % de extracción de JF y 69286,73 kg/h con 60 % de extracción de JF. Esto representa considerables reducciones del vapor consumido en el orden de 929,83 kg/h, 1859,67 kg/h y 2789,50 kg/h para 20, 40 y 60 % de extracción de JF respectivamente.
3.2. Análisis de la miel producida, requerida y la faltante para la inversión
En la Tabla 2 se muestran los resultados obtenidos al realizar los cálculos de la miel producida, requerida y faltante para realizar una inversión en una planta de levadura Torula anexa al central azucarero objeto de estudio. Este análisis se hizo para diferentes capacidades de la planta y por cientos de extracción de JF.
Tabla 2 Análisis de la miel producida, requerida y la faltante para la inversión
| Capacidad de la planta (t/d) | |||
|---|---|---|---|
| % de extracción | 20 | 40 | 60 |
| Miel requerida para mezclar con JF en zafra (t) | 10375,5 | 14592 | 21888 |
| Miel requerida en tiempo de no zafra (t) | 17651,5 | 26488 | 39732 |
| Miel total requerida (t) | 28027 | 41080 | 61620 |
| Miel final producida (t) | 18600 | 18150 | 17550 |
| Miel que falta (t/año) | 9427 | 22930 | 44070 |
| Valor de la Miel que falta ($) | 565620 | 1375800 | 2644200 |
Con este análisis general y de la miel producida y la necesaria para la planta de levadura Torula, se puede observar que a medida que se incrementa el porciento de extracción de jugo de los filtros aumentan las ganancias generales. Esto se debe a que aumenta la capacidad de producción, siendo favorable para la economía, pero también aumenta considerablemente la cantidad de miel faltante, lo que dificulta grandemente su obtención.
Lo más conveniente sería comprar el faltante de miel final para la producción de levadura todo el año, ya que la otra opción sería disminuir considerablemente la capacidad de producción y el por ciento de extracción de jugo de los filtros, lo que sería muy desfavorable para el balance energético de la planta. Se decidió que el por ciento óptimo de extracción de jugo de los filtros sería de un 20 por ciento que tiene 9427 t/año de miel faltante a comprar.
El análisis hecho demuestra que lo más conveniente sería comprar el faltante de miel final para la producción de levadura todo el año, pues la otra opción sería disminuir considerablemente la capacidad de producción y el por ciento de extracción de jugo de los filtros, lo que sería muy desfavorable para la planta. Por lo que el porciento óptimo de extracción de jugo de los filtros sería de un 20 % (León, 2021).
3.3. Diseño de la planta de producción levadura Torula
El planteamiento y solución de los balances de materiales en el proceso permiten determinar las corrientes que no son medidas o controladas. La cuantificación de estas corrientes es necesaria para confirmar si su comportamiento está en los parámetros normales o no de producción, o sea, permiten detectar anomalías en el proceso.
A partir de estos resultados fueron diseñados los equipos principales y seleccionados los accesorios para una instalación de 40 t/d (León, 2021).
Los costos estimados de los equipos para instalación de 40 t/d de levadura Torula se presentan en la Tabla 3 (León, 2021).
Tabla 3 Costos estimados de los equipos para una instalación de 40 t/d de levadura Torula
| Intercambiadores de calor | 4 | 100000 | 103510,60 |
| Tanques agitados | 5 | 80000 | 133842,70 |
| Tanques del proceso | 8 | 96000 | 160611,24 |
| Fermentadores | 3 | 775500 | 801749,35 |
| Sopladores | 3 | 211792 | 219227,17 |
| Centrífugas | 8 | 187200 | 193536,40 |
| Filtros autolimpiantes | 4 | 75000 | 77632,95 |
| Evaporadores película descendente | 2 | 149200 | 154250,16 |
| Condensador | 1 | 5100 | 8532,47 |
| Tornillo sinfín | 1 | 7400 | 12380,45 |
| Elevador de canjilones | 2 | 5000 | 8365,17 |
| Caldera | 1 | 60000 | 62106,36 |
| Atomizador | 1 | 80000 | 82808,48 |
| Bombas | 22 | 22000 | 36806,74 |
| Válvulas | 30 | 1800 | 3011,46 |
| Costo Total ($) | 95 | 1855992 | 2058371,71 |
En la Tabla 4 se presentan los costos estimados de la inversión:
Tabla 4 Estimación del Costo Total de Inversión.
| Costo del equipamiento (E) | 2058371,71 | |
| Instalación | 39% E | 802764,97 |
| Instrumentación | 13% E | 267588,32 |
| Instalaciones eléctricas | 10% E | 205837,17 |
| Tuberías | 31% E | 638095,23 |
| Facilidades de servicio | 55% E | 1132104,44 |
| CD | 5104761,83 | |
| Componentes | % | Costo ($) |
| Ingeniería y supervisión | 32% E | 658678,95 |
| CI | 658678,95 | |
| CD + CI | 5763440,78 | |
| Otros Componentes | % | Costo($) |
| Derecho de contrato | 5% (CD + CI) | 288172,04 |
| Contingencia | 10% (CD + CI) | 576344,08 |
| Costo Fijo de Inversión (CFI) | 6627956,89 | |
| Costo Total de Inversión (CTI) | 7797596,34 | |
Los costos de producción se muestran en la Tabla 5:
Tabla 5 Estimación del Costo Total de Producción
| Materia prima | - | 1582392,57 |
| Mano de obra | 10 %CTP | 437149,02 |
| Supervisión | 15 % Mano de obra | 65572,35 |
| Requerimientos | 10 %CTP | 437149,02 |
| Mantenimiento y reparación | 2 %CFI | 132559,14 |
| Suministro | 0,5 % CFI | 331397,84 |
| CD =2046349,55 + 0,215 CTP | ||
| Depreciación | 441863,79 | |
| Impuestos | 1 %CFI | 66279,57 |
| Seguros | 0,4 % CFI | 265118,28 |
| Cargos Fijos | - | 773261,64 |
| Costos indirectos | 5% CTP | 218574,51 |
| CI = 0,05 CTP | ||
| Gastos Generales | ||
| Administrativos | 2 % CTP | 87429,80 |
| Distribución y ventas | 2 %CTP | 87429,80 |
| Investigación y desarrollo | 5 %CTP | 218574,51 |
| GG = 0,09 CTP | ||
Como CTP se calcula por la Ecuación 4, sustituyendo las ecuaciones obtenidas en las tablas anteriores se tiene que:
CTP = 4371490,21 $/año
Los datos técnico productivos para el año de la nueva instalación se presentan en la Tabla 6.
Tabla 6 Información sobre la producción anual de Levadura Torula
| Levadura Torula | 480 | 14600 | 7008000 |
| Precio de venta del producto final ($) | 7008000 | ||
| Ganancia ($) | 2636509,79 | ||
Los indicadores dinámicos de rentabilidad se resumen en la Tabla 7 y en la Figura 3 se muestra el perfil del VAN donde se refleja el valor de PRD.
Tabla 7 Indicadores dinámicos de la rentabilidad
| VAN | $ 12900494,64 |
| TIR | 40 % |
| PRD | 3,1 años |
El comportamiento del perfil del VAN se muestra en el siguiente gráfico:
El proyecto planteado es factible porque al transcurrir 3,1 años ya se recupera la inversión, obteniéndose un valor del VAN de $ 12900494,64 y la TIR es factible por su valor de 40 %. Todo esto en conjunto demuestra que el proyecto de inversión es rentable.
CONCLUSIONES
La extracción del jugo de los filtros del proceso de producción de azúcar permite un beneficio energético al proceso tecnológico que puede ser utilizada en nuevas producciones, lo que se incrementa en la medida que aumenta el por ciento de extracción.
La levadura Torula es una alternativa de nuevas producciones en cualquier fábrica de azúcar debido a las posibilidades tecnológicas mezclando el jugo de los filtros con miel final.
La proporción óptima de extracción del jugo de los filtros para producir levadura torula es de un 20 %, donde se obtiene una ganancia de 1824435,40 $/año teniendo que comprar 9427 t/año de miel faltante.
La inversión propuesta tiene un CTI de $7797596,34 un CTP de 4371490,21 $/año y es factible al tener resultados económicos favorables, un VAN de $ 12900494,64, un TIR de 40 % y recuperando la inversión en 3,1 años.

