










 Servicios personalizados
Servicios personalizados Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
 Enviar articulo por email
Enviar articulo por email Citado por SciELO
Citado por SciELO  Similares en
SciELO
Similares en
SciELO 
 Permalink
PermalinkINTRODUCCIÓN
El control es la forma más tradicional de gestionar la calidad resultante de los procesos. Asegurar la calidad en los procesos supone una calidad elevada, a un costo admisible, siendo el control estadístico de procesos la principal herramienta de ayuda para su control (Carrillo, González, Rodríguez, Suárez & Fernández, 2011).
Una de las herramientas más utilizada es el control estadístico de proceso (CEP), rama de la calidad que consiste en la colecta, análisis e interpretación de datos, establecimiento de calidades, comparación de desempeños, verificación de desvíos, para su utilización en las actividades de mejoría y control de calidad de productos, servicios y diagnóstico de defectos (Hernández & Da Silva, 2016).
El CEP permite que las acciones correctivas sean aplicadas antes del surgimiento de inconformidades. Permite recopilar, estudiar y analizar la información de procesos repetitivos para poder tomar decisiones encaminadas a la mejora de los mismos (Fonseca, Otero & García, 2021).
Un proceso solo puede ser llamado eficaz, si él es estable y cumple con todos los objetivos y metas de la empresa y del cliente. Es importante destacar que todos los procesos sufren variaciones en su comportamiento. Siendo así, un proceso estable no es aquél que no presenta variaciones, sino que presente variaciones aceptables dentro de límites previsibles, que caractericen la repetitividad de su comportamiento (Hernández & Da Silva, 2016).
La herramienta básica del CEP son los gráficos de control. Estos ayudan a la mejora de procesos, proporcionan un lenguaje común para el análisis del rendimiento de procesos y sirven para vigilar la variación de un proceso en el tiempo, probar la efectividad de las acciones de mejora emprendidas y estimar la capacidad del proceso (Suárez, 2013).
Las herramientas gráficas se emplean para determinar si un proceso es o no capaz, así como los llamados índices de capacidad. Los índices de capacidad son estimaciones numéricas de la capacidad del proceso, es decir, dan una idea de cuán capaz es el proceso, nos dará estimaciones del número de unidades (o partes) por millón que no cumplen con las especificaciones). Estos criterios estadísticos son muy útiles ya que, además de ser sencillos de calcular, no tienen unidades de medida, por lo que permiten comparar distintos procesos (Suárez, 2013).
En el entorno farmacéutico la utilización del CEP ha sido reportado con la finalidad de su implementación (Fonseca, Otero & García, 2021), en el diagnóstico del proceso de inspección en la producción de medicamentos veterinarios (Mosquera, Artamonova & Mosquera, 2014), en la mejora de obtención de productos sanitarios (Simón, Fernández, García & Carrillo, 2012; Hernández & Da Silva, 2016), en la revisión del desempeño del proceso de llenado de una emulsión (Gamboa, Martínez & González, 2020) y en el análisis del fraccionamiento alcohólico aplicado para la obtención de inmunoglobulina y albúmina (Carrillo, González, Rodríguez, Suárez & Fernández, 2011).
De acuerdo a lo establecido en la Regulación 16, 2012, CECMED, la revisión de la calidad del producto establece revisiones regulares a todos los productos farmacéuticos para demostrar el comportamiento de los parámetros de calidad del producto terminado, mediante el análisis de capacidad, histogramas y gráficos de control. La inclusión de estas estimaciones forma parte de las exigencias más actuales, más aún en la producción de medicamentos, por su vinculación con la salud, garantizando la mayor calidad de sus producciones.
El OLEOZON® es un medicamento obtenido a partir de la ozonización del aceite de girasol. Tanto el OLEOZON® tópico como el oral son medicamentos registrados por el Centro para el Control Estatal de Medicamentos, Equipos y Dispositivos Médicos (CECMED) (Díaz & col., 2006) para diferentes indicaciones. El OLEOZON® tópico como antifúngico (Moleiro & col., 1999), mientras que el OLEOZON® oral como antigiardiásico (Díaz, Gastón, García, Sánchez & Tillan, 2006) y para la piodermitis (Ledea & col., 2010).
El OLEOZON® tópico fue desarrollado en el Centro de Investigaciones del Ozono, institución científica cubana perteneciente al CNIC. La planta de OLEOZON®, dispone de instalaciones tecnológicas y capacidad productiva para la elaboración del OLEOZON® tópico en presentaciones de 30 mL y 20 L, y cuenta con un sistema de gestión de la calidad para certificar la calidad de sus productos, y cumplir con las Buenas Prácticas de Fabricación, certificadas por el CECMED. La calidad de los aceites ozonizados puede garantizarce mediante la determinación de parámetros físicos y químicos, muy importantes en su caracterización e identificación (Ledea & col., 2019a, Ledea & col., 2019b; Ugazio, Tullio, Binello, Tagliapietra & Dosio, 2020). Entre ellos se podrían mencionar el índice de acidez y peróxido, la concentración de aldehídos, la viscosidad, entre otros.
En el año 2011, debido a la alta demanda de OLEOZON® tópico, por sus probadas características germicidas, se llevó a cabo el escalado de la producción, así como la transferencia de la tecnología a la actual Planta de OLEOZON®, ubicada en otra área del propio centro, con condiciones de diseño satisfactorias para la ampliación del proceso productivo.
Los cambios que se han presentado en el proceso productivo del OLEOZON® tópico, determinaron la necesidad de estudiar el comportamiento de lotes industriales producidos en la actual Planta de OLEOZON®, en el periodo de tres años (2017-2019), aplicando los gráficos de control, histogramas y el control de procesos como herramientas de calidad.
MATERIALES Y MÉTODOS
Elaboración del OLEOZON® tópico
En la Planta de OLEOZON( perteneciente al CNIC, fueron elaborados lotes industriales de OLEOZON( tópico. Para ello se emplearon materias primas con calidad certificadas teniendo en cuenta la composición del producto (CNIC-Expediente Maestro del OLEOZON(, 2016). El aceite de girasol refinado (ECASOL, Cuba) se hizo reaccionar con ozono gaseoso, generado en un equipo ozonizador (Ozonia, Suiza). La reacción se lleva a cabo en un reactor de acero inoxidable AISI 316 (CNIC, Cuba), de 15 L de volumen de aceite, con un sistema de enfriamiento. Se trabajó con un volumen de aceite de 15 L y un flujo de 2500 L/h, lográndose el agotamiento de la totalidad de los moles/h de ozono alimentados al reactor, indicativo de una alta eficiencia del reactor. El producto se obtiene en una sola etapa. Los hidroxihidroperóxidos se forman in situ y no requieren separación del resto del aceite que no reaccionó, este último es empleado como excipiente del medicamento, quedando en forma de emulsión con cierta cantidad de agua (CNIC-Expediente Maestro del OLEOZON(, 2016). El envasado se realizó en frascos de polietileno de alta densidad de 20 L (LABIOFAM, Cuba).
Evaluación del OLEOZON® tópico
Características organolépticas: Se comprueba a través de la inspección visual, en un lugar con suficiente iluminación y sobre una superficie blanca, que se trata de una emulsión libre de materias extrañas, de color amarillo claro lechoso y olor característico, según PPO 3O.02. Muestreo de producto, CNIC, 2017.
Índice de peróxido (IP): Se pesan 0,5 g de la muestra (Kern, SOHN GmbH, Alemania) en un frasco cónico de 100 mL con tapa de vidrio esmerilado. Se agregan 30 mL de la disolución de la mezcla de ácido acético glacial-cloroformo 3:2 (v/v) hasta total disolución. Después se añaden 0,5 mL de una disolución saturada de yoduro de potasio y se agita aproximadamente 1 min y se coloca en la oscuridad por dos minutos. Se añaden 30 mL de agua destilada y se valora lentamente con la disolución de tiosulfato de sodio 0,01 M, agitando de forma continua, hasta que el color amarillo casi desapareciera. El mismo procedimiento se realiza a la sustancia a examinar (blanco). Los valores deben estar comprendidos entre 500 y 800 mmol-equiv/kg (USP 40, 2017; PPO 2.62. Determinación de Índice de peróxido, CNIC, 2019).
Índice de acidez (IA): Se pesa 1,0 g de muestra en un erlenmeyer de 150 mL de capacidad. Se añaden 50 mL de una mezcla de iguales volúmenes de etanol 96 %-éter, se adicionan 0,5 mL de la disolución de fenolftaleína y se valora con una disolución de hidróxido de potasio 0,1 M, hasta que la disolución quedara débilmente rosada y se mantuviera el color, al menos por 15 segundos. Se realiza el mismo procedimiento a la sustancia a examinar (blanco). Los valores deben estar comprendidos entre 0 y 15 mg KOH/g (USP 40, 2017; PPO 2O.02. Índice de acidez, CNIC, 2018).
Concentración de aldehídos (CA): Se pesa 1,0 g de muestra en un erlenmeyer de 100 mL, se añaden 5 mL de tolueno p.a y se agita hasta total disolución. Se añaden 15 mL de la disolución de clorhidrato de hidroxilamina en etanol y se agita vigorosamente durante dos minutos, esperando 15 minutos. Luego se valora con la disolución de hidróxido de potasio 0,5 M en etanol al 60,0 % hasta cambio de color de rojo a amarillo. Se mantiene la agitación y se neutraliza hasta que el color amarillo intenso del indicador permaneciera en la capa inferior. Los valores deben estar comprendidos entre 0 y 0,9 mmol/g (PPO 2O.01. Determinación del contenido de aldehídos, CNIC, 2013).
Viscosidad (Visc): Se llena el viscosímetro de Ubbelohde a través del tubo capilar con cantidad suficiente de la muestra, manteniéndolo en el baño a 30 ( 0,1 oC, por no menos de 30 minutos. Cuando el líquido alcanza el menisco de lectura en el tubo, se midió el tiempo de flujo. El resultado se expresa en unidades de viscosidad de fuerza por unidad de área (mPa.s). Los valores deben estar comprendidos entre 90 y 350 mPas (USP 40, 2017; PPO 2.43. Determinación de la viscosidad, CNIC, 2019).
Estudio del comportamiento de los parámetros de calidad del OLEOZON® tópico en el período 2017 - 2019
En este epígrafe se analizan los valores de los parámetros de control de calidad del producto almacenado en frascos de 20 L, recipiente utilizado para conservar el producto desde su liberación como ingrediente activo hasta su envase en los frascos de menor volumen para su comercialización.
A partir de los datos primarios reflejados en los informes de análisis del producto terminado se seleccionaron 199 lotes de OLEOZON® tópico producidos durante el período 2017-2019. Los lotes debían cumplir los siguientes requisitos: ser producidos de forma consecutiva (lotes sucesivos) durante la etapa comprendida entre 2017-2019 y liberados (aprobados o autorizados).
Prueba de distribución normal: Se utilizó el programa Statgraphics Plus 5.1 (Statistical Graphics Corp., EE. UU.) para verificar si los datos se ajustaban a la distribución normal. Se valoró la normalidad a partir de las medidas descriptivas de las muestras: media, mediana, curtosis, asimetría y mediante el empleo de la prueba de bondad de ajuste Kolmogorov-Smirnov, considerando un nivel de significación (α) del 5,0 %.
Control estadístico en los lotes estudiados: Los datos anteriores se procesaron con el programa MINITAB 15. (EE.UU.), para determinar los valores correspondientes a la línea central, los límites de control superior e inferior (LCS y LCI), respectivamente, así como el valor de ( (nivel de significación o probabilidad de error). En caso necesario se eliminaron los puntos fuera de los límites de control (LC) o las rachas que describían tendencias ascendentes o descendentes (causas asignables).
Ánalisis de capacidad de los procesos: Una vez obtenidos los gráficos de las variables estudiadas, en el paso anterior, se determinó: capacidad del proceso superior (Cpu), capacidad del proceso inferior (Cpl), capacidad potencial (Cp) y capacidad real (Cpk), además de los límites de especificación superior e inferior (LSE y LIE). Se consideraron los valores de referencia para la toma de decisiones según Suárez, 2013; Mosquera, Artamonova & Mosquera, 2014 y Hernández & Da Silva, 2016. Con los valores de ( de los procesos bajo control estadístico para los lotes de OLEOZON® tópico se aplicó el “análisis de capacidad” incluido como una de las opciones en “avanzado” del programa MINITAB 15 (EE.UU.).
Cálculo de los límites de especificación de calidad por el método de Bowker: Una vez verificado que los datos cumplieron satisfactoriamente la prueba de distribución normal se realizó el cálculo del límite superior de especificación (LSE) y el límite inferior (LIE), para los parámetros de índice de peróxido y viscosidad, según las expresiones siguientes (Suárez, 2013): LSE =  + KS LIE = - KS
+ KS LIE = - KS
Donde:
: media de las determinaciones, S: desviación típica estimada = ( ( (Xi-X)2 / n-1, n: tamaño de muestra o número de unidades examinadas, K: factor matemático que depende de Zp y Z(,
Cálculo de K: Las determinaciones se realizaron para NC = Q = 95,0 %, siendo NC el nivel de confianza y Q los elementos que deben cumplir las especificaciones de calidad. El cálculo de K se realizó aplicando la fórmula correspondiente para especificaciones de calidad (EC) bilaterales.
Cálculo del ABCZp:
ABCZp= 0,5 - p/2 ó ABCZp= q/2
Cálculo del ABCZ(:
ABCZ( = 0,5 - ( ó ABCZ( = NC/100 -0,5
Donde:
Z: estadígrafo de la distribución normal, α: nivel significación o probabilidad de error, p: fracción de elementos defectuosos, q: fracción de elementos sin defectos, q + p = 1, Zp y Z(: estadígrafos de la distribución normal que se encuentran en las tablas de distribución normal. Para estimarlos fue necesario calcular previamente las áreas bajo la curva (ABC) correspondientes, ABCZp y ABCZ(, respectivamente (Suárez, 2013).
RESULTADOS Y DISCUSIÓN
Todos los lotes mostraron la apariencia de una emulsión libre de materias extrañas, de color amarillo lechoso y olor característico.
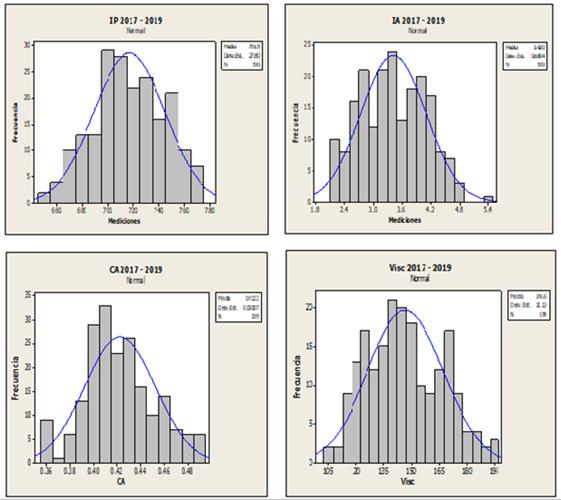
Fig. 1 Histogramas de frecuencia con los resultados del procesamiento estadístico del índice de peróxido (IP), índice de acidez (IA), concentración de aldehídos (CA) y viscosidad (Visc), de lotes industriales de OLEOZON® tópico producidos entre 2017 -2019.
Los valores de IP se encontraron dentro del límite establecido (500 - 800 mmol-equiv/kg), así como el IA (0 - 15 mg KOH/g). En cuanto a la viscosidad y el contenido de aldehídos también se mantuvieron dentro de los intervalos de especificación establecidos. Se demuestra que, de acuerdo al proceso tecnológico realizado, existe reproducibilidad en las propiedades físico-químicas de los lotes, conservando la calidad y homogeneidad de una emulsión tópica (Tabla 1). En la Fig. 1 se muestran los histogramas correspondientes a los parámetros evaluados a los lotes industriales de OLEOZON® tópico.
Tabla 1 Procesamiento estadístico de los lotes industriales de OLEOZON® tópico
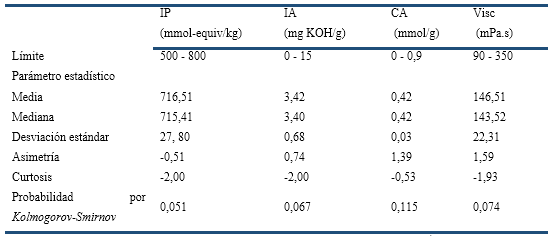
Índice de peróxido (IP), índice de acidez (IA), concentración de aldehídos (CA) y viscosidad (Visc)
El resumen estadístico sobre el ajuste a la distribución normal (Tabla 1), muestra la similitud entre las medias y sus respectivas medianas, ambos elementos como medida de centro de las distribuciones. Adicionalmente, los valores estandarizados de curtosis y coeficientes de asimetría están dentro del rango esperado (-2 a +2) para los datos de una distribución normal. La prueba de Kolmogorov-Smirnov, con probabilidades superiores a 0,05 (0,051; 0,067; 0,115 y 0,074, respectivamente) indican que no existen diferencias significativas por lo que el conjunto de estos criterios demuestra la normalidad de los datos.
El cumplimiento de los parámetros con la demostración de la normalidad constituye un paso indispensable para la comprobación de los parámetros de calidad del OLEOZON®, desde el punto de vista estadístico. Los gráficos de control para los lotes de OLEOZON® elaborados industrialmente se reflejan en la Fig. 2.
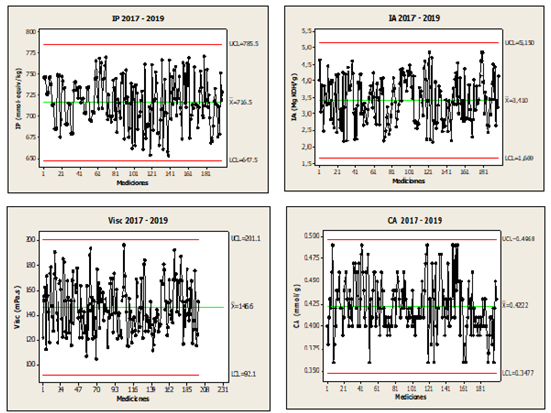
Fig. 2 Gráficos de control para los parámetros de índice de peróxido (IP), índice de acidez (IA), concentración de aldehídos (CA) y viscosidad (Visc), de lotes industriales de OLEOZON® tópico.
Este es un diagrama que muestra los valores, producto de la medición de una característica de calidad, ubicados en una serie cronológica. En él se establece una línea central o valor nominal, que suele ser el objetivo del proceso o el promedio histórico, junto a uno o más límites de control, tanto superior como inferior, usados para determinar cuándo es necesario analizar una eventualidad. Si todos ésos valores marcados están dentro de los límites de control, sin cualquier tendencia particular, el proceso se considera bajo control, mientras que, si los puntos inciden fuera de los límites de control o presentan una disposición atípica, el proceso es considerado fuera de control (Hernández & Da Silva, 2016).
Los gráficos de control alcanzaron una media igual a 716, 50 mmol-equiv/kg de IP; 3,41 mg KOH/g de IA, 0,42 mmol/g de CA y 146,60 mPas de Visc, respectivamente. Todos los puntos están dentro de los límites de control, por lo tanto, el proceso, a partir de los análisis de los controles de calidad, está en un estado de control para un nivel de confianza del 95,0 %. De forma general se evidenció el cumplimiento de las especificaciones de calidad.
Solo para el parámetro concentración de aldehídos, se excluyó un punto fuera de los límites de control, de un total de 199, por lo que una vez descartado se volvió a realizar el análisis. En este caso todos se encontraron dentro del valor nominal por lo que el proceso está en un estado de control estadístico para un nivel de confianza del 95,0 %.
A pesar de las variabilidades mostradas para los parámetros estudiados, se puede afirmar que el proceso se encuentra en estado de control desde el punto de vista estadístico. De manera general, se evidenció el cumplimiento de las especificaciones de calidad, como una de las utilidades de los gráficos de control. Se lograron patrones gráficos que demuestran la influencia sobre el proceso sólo de causas aleatorias, por lo que pueden considerarse gráficos patrones, cuyos límites de control sirven para el monitoreo continuo de estos parámetros en producciones posteriores.
Todas las variables bajo estudio resultan ser cuantitativas y continúas. Siendo necesario su estudio porque de caer fuera de especificaciones conllevaría a realizar ajustes, reprocesos, o la destrucción del producto en el peor de los casos.
Los gráficos del análisis de capacidad para los lotes de OLEOZON® se reflejan en las Fig. 3 y 4, mientras que en la Tabla 2 se resumen los resultados del análisis de capacidad para los parámetros evaluados. Los mismos aparecen como histogramas con una curva de distribución normal. La curva es generada basándose en la media del proceso, donde se muestran los LSE y LIE, respectivamente. También aparecen el desempeño observado y los valores de las muestras dentro del rendimiento (expresados en ppm) y el rendimiento general. Los valores se refieren a los parámetros de control de calidad del OLEOZON® tópico fabricado fuera de los límites de especificación por cada millón de producto elaborado.
Tabla 2 Capacidad de proceso del OLEOZON® tópico.
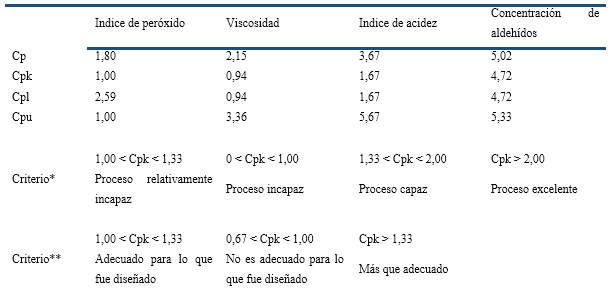
Cpu: capacidad del proceso superior, Cpl: capacidad del proceso inferior, Cp: capacidad potencial, Cpk: capacidad real
* según Hernández-Pedrera & Da Silva-Portofilipe, 2016
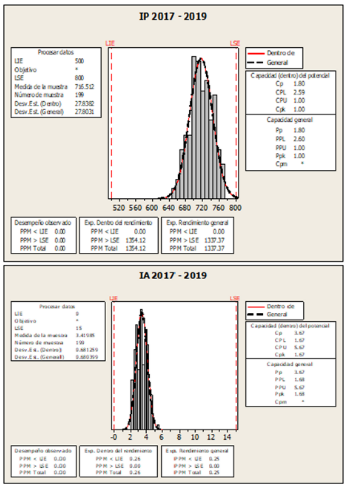
Fig. 3 Análisis de capacidad para los parámetros de índice de peróxido (IP) e índice de acidez (IA), de lotes industriales de OLEOZON® tópico producidos entre 2017 -2019.
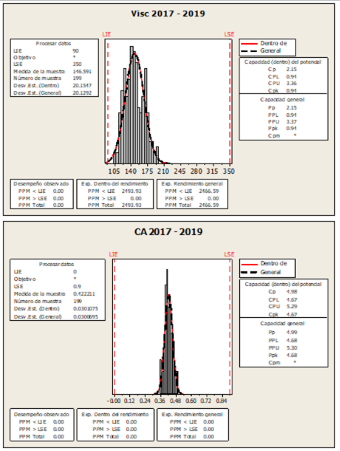
Fig. 4 Análisis de capacidad para los parámetros de concentración de aldehídos (CA) y viscosidad (Visc), de lotes industriales de OLEOZON® tópico producidos entre 2017 -2019.
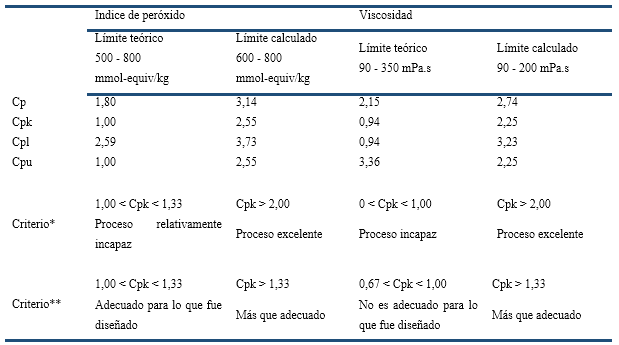
No se obtuvieron lotes de OLEOZON® tópico fuera de especificación para ninguno de los cuatro parámetros evaluados. No obstante, existe la posibilidad de que, para el índice de peróxido, una cantidad de 1354,12 muestras, en el futuro, superen el LSE y ninguna esté por debajo del LIE, debido al desplazamiento de la distribución hacia el límite superior (Fig. 3). El índice de Cp es mayor que 1,33 no así el de Cpk, siendo este último menor que el Cp. De manera que siendo 1,00 < Cpk < 1,33 el proceso es relativamente incapaz, pudiendo tener lotes que no satisfagan este criterio (Hernández & Da Silva, 2016), o adecuado para lo que fue previsto (Mosquera, Artamonova & Mosquera, 2014).
En cuanto a la viscosidad existe la posibilidad, en el futuro, que 2493,93 muestras, estén por debajo del LIE y ninguna superé el LSE, lo que explica el desplazamiento de la distribución hacia el límite inferior (Fig. 4). El índice de Cp es mayor que 1,33 no así el de Cpk, siendo este último menor que el Cp. De manera que siendo 0 < Cpk < 1,00 el proceso es incapaz (Hernández & Da Silva, 2016), o según el otro criterio 0,67 < Cpk < 1,00 el proceso no es adecuado para cumplir con el diseño inicial (Mosquera, Artamonova & Mosquera, 2014).
En la determinación de la viscosidad se utilizó un viscosímetro capilar, uno de los más empleados, y también el más antiguo. Con vistas a reducir la incertidumbre asociada a su determinación pudieran emplearse viscosímetros mucho más versátiles como los rotatorios.
En el caso de la concentración de aldehídos los índices de Cp y Cpk son mayores que 1,33 con un histograma centrado, donde la distribución normal queda dentro de los límites (Fig. 4). Esto determina que, en el futuro, no existe la posibilidad de que valores de CA den fuera de los límites de especificación. De manera que siendo Cpk > 2,00 el proceso es excelente, altamente confiable o más que adecuado (Mosquera, Artamonova & Mosquera, 2014; Hernández & Da Silva, 2016).
En el caso del índice de acidez se precia que existe la posibilidad de que 0,26 muestras, en el futuro, sean inferiores al LIE y ninguna superé el LSE, lo que se corresponde con el desplazamiento de la distribución hacia el límite inferior, donde la distribución normal queda dentro de los límites y centralizada (Fig. 3). Tanto el índice de Cp como el de Cpk son mayores que 1,33, siendo el Cp mayor que el Cpk. De manera que siendo 1,33 < Cpk < 2,00 el proceso es capaz, relativamente confiable (Mosquera, Artamonova & Mosquera, 2014; Hernández & Da Silva, 2016).
La confiabilidad del proceso productivo en las condiciones actuales de la entidad está directamente relacionada al hecho de que el proceso esté fuera de control para el índice de peróxido y la viscosidad. Esto demuestra que para el cumplimiento de los índices de Cp y Cpk podrían cambiarse los límites de especificación de calidad o se realizan mejoras al proceso para disminuir su variabilidad. Las especificaciones de calidad son dinámicas y están sujetas a revisión y actualización continua (Suárez, 2013).
La existencia de las especificaciones de calidad para el OLEOZON® tópico, no implica que se hayan realizado los cálculos experimentales de estos límites, ya que se establecieron como criterios teóricos y no prácticos. El OLEOZON® tópico no aparece en farmacopea alguna, y hasta el momento no se han calculado los LEC a partir de resultados experimentales obtenidos a través de procesos productivos, de ahí la importancia y vigencia del presente trabajo.
De las especificaciones de calidad del OLEOZON® tópico evaluadas se consideró el cálculo del LEC para el índice de peróxido y la viscosidad, ya que precisamente para estos casos los procesos no fueron capaces.
El método más empleado para el cálculo de las especificaciones de calidad es el propuesto por Bowker, que tiene entre sus limitantes el tamaño de la muestra. Se requieren como mínimo 10 lotes industriales consecutivos lo cual impide que se aplique en las etapas de desarrollo de nuevos productos. Los cálculos que se aplican para la determinación de K son engorrosos, lo cual constituye otra desventaja. Se utilizan fórmulas diferentes para estimar K a partir de estadígrafos de la distribución normal (es imprescindible verificar que los datos se ajustan a la distribución normal previamente) en EC bilaterales y unilaterales (Suárez, 2013).
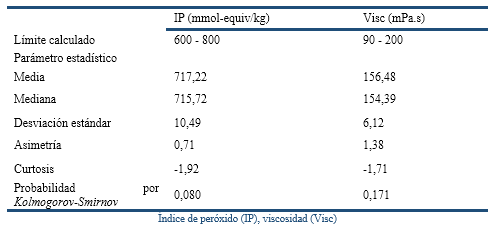
En el cálculo de los LEC se tuvo en cuenta como nivel de confianza un 95,0 % con q = 0,95, α = 0,05 y p = 0,05. No se consideró un nivel mayor para la fracción defectuosa (p), ya que sería muy arriesgado para la empresa aceptar lotes considerando calidades inferiores al 95,0 %. El objetivo de calcular los LEC para el índice de peróxido y la viscosidad fue comparar los resultados obtenidos experimentalmente, respecto a los valores establecidos, 500 - 800 mmol-equiv/kg (índice de peróxido) y de 90 - 350 mPa.s (viscosidad), respectivamente. Estos valores de especificación de calidad implican una variación en rangos demasiado amplios, por lo que se propone adecuar los LECs estimándolos experimentalmente, con lotes consecutivos producidos en iguales condiciones.
A partir de los datos (media y desviación estándar), para cada uno de los parámetros evaluados, según los valores asignados a NC y Q, se estimaron los estadígrafos Zp, Z( y se calcularon los valores de K y de LEC correspondientes, los cuales se resumen en la Tabla 3.

Teniendo en cuenta los resultados anteriores se consideró como límite para el índice de peróxido de 600 - 800 mmol-equiv/kg y para la viscosidad de 90 - 200 mPa.s. Nuevamente se analizó el comportamiento de los lotes industriales de OLEOZON® tópico producidos en igual período, para estos parámetros, incluyendo el análisis de la normalidad y control estadístico de los mismos.
De una muestra inicial de 199 lotes, solo cumplieron con los nuevos LEC, 90 valores para el índice de peróxido y 47 para la viscosidad, respectivamente. Como se aprecia en la Tabla 4, los valores estandarizados de curtosis y asimetría están dentro del rango esperado para los datos de una distribución normal, la mediana y la media fueron similares. La prueba de Kolmogorov-Smirnov con probabilidades superiores a 0,05 (0,08 y 0,171, respectivamente) demuestran que los datos se ajustan a la distribución normal.
Como se observa (Fig. 5), se alcanzó una media igual a 154,84 mPa.s para la viscosidad y de 718,80 mmol-equiv/kg para el índice de peróxido. Se logró un patrón gráfico que demuestra la influencia
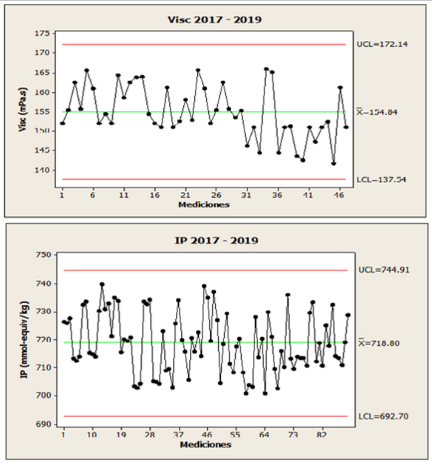
Sobre el proceso solo de causas aleatorias, por lo que el mismo puede considerarse un gráfico patrón, cuyos LC sirven para el monitoreo continuo de estos parámetros en producciones posteriores.
Teniendo en cuenta los resultados anteriores, se procedió al análisis de la capacidad de los procesos para el índice de peróxido y la viscosidad, cuyas representaciones gráficas aparecen en la Fig. 6. Para los nuevos límites, no se constata ninguna muestra fuera de las especificaciones para el índice de peróxido, y ninguna posibilidad de que muestras futuras incumplan el LSE o el LIE, mostrándose que la distribución normal queda totalmente dentro de los límites y centralizada. El índice de Cp es mayor que 1,33 al igual que el de Cpk, siendo este último menor que el Cp. De manera que siendo Cpk > 2,00 el proceso es excelente, altamente confiable o más que adecuado (Mosquera y col., 2014; Hernández y col., 2016).
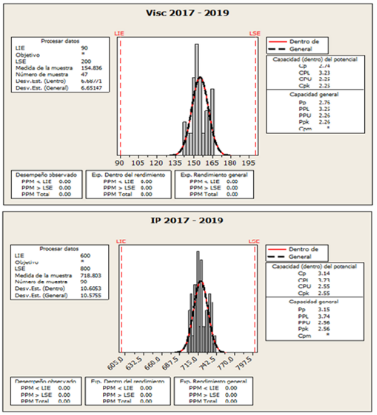
Fig. 6 Análisis de capacidad para los parámetros de índice de peróxido (IP) y viscosidad (Visc), para los nuevos LEC.
En cuanto a la viscosidad tampoco existe la posibilidad, en el futuro, que alguna muestra incumpla el LIE o el LSE, obteniendo una distribución normal, dentro de los límites y centralizada. El índice de Cp es mayor que 1,33 y también el de Cpk, siendo este último menor que el Cp. De manera que siendo Cpk > 2,00 el proceso es excelente, altamente confiable o más que adecuado (Mosquera y col., 2014; Hernández y col., 2016).
Tabla 5 Capacidad de proceso del OLEOZON® tópico para los LECs calculados de viscosidad e índice de peróxido
Cpu: capacidad del proceso superior, Cpl: capacidad del proceso inferior, Cp: capacidad potencial, Cpk: capacidad real
* segúnHernández-Pedrera & Da Silva-Portofilipe, 2016
En la Tabla 5 se resumen los resultados del análisis de capacidad para los parámetros evaluados, según los nuevos LECs. Haciendo la comparación de los resultados, con el límite teórico y el calculado, se aprecia la gran diferencia entre ambas situaciones. Se verificó que, tanto para el índice de peróxido como para la viscosidad, el proceso está bajo control, por lo que para lograr estos altos índices de Cp y Cpk se podrían considerar los límites calculados.
Es importante considerar, que, de establecerse los nuevos límites, se necesitará evaluar el comportamiento de estos parámetros en lotes industriales y hacer el seguimiento del comportamiento de los mismos, lo cual será favorable para analizar la estabilidad de este producto terminado y también permite proponer dentro de las especificaciones de calidad que el intervalo de índice de peróxido en el momento de liberación debe estar entre un intervalo de 700 y 800 mmol-equiv/kg considerando las características fenomenológicas de este sistema, por tanto se propone dejar el límite de especificación del producto y modificar el criterio productivo ya que el periodo de validez está debidamente sustentado en los estudios de estabilidad recogido en el expediente maestro del producto, y con lotes con valores por encima de 700 mmol-equiv/kg se logra que el proceso sea altamente capaz y llega a los 18 meses sin problema.
CONCLUSIONES
A partir de los resultados de los índices de peróxido y acidez, concentración de aldehídos y viscosidad de lotes industriales de OLEOZON® tópico, se demuestra la reproducibilidad del proceso, cumpliendo las especificaciones de calidad en las condiciones actuales de producción. El análisis de lotes industriales consecutivos, utilizando como herramienta de control los gráficos de control y análisis de capacidad, demostró que el proceso de elaboración del OLEOZON® tópico está fuera de control para el índice de peróxido y viscosidad. Se proponen nuevos LEC para el índice de peróxido y viscosidad, estimados experimentalmente, logrando procesos bajo control, con altos índices de Cp y Cpk.

