










Mi SciELO
 Servicios personalizados
Servicios personalizadosServicios Personalizados
Articulo
 Español (pdf)
Español (pdf)
 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
 Enviar articulo por email
Enviar articulo por emailIndicadores
-
 Citado por SciELO
Citado por SciELO
Links relacionados
-
 Similares en
SciELO
Similares en
SciELO
Compartir

 Permalink
PermalinkCentro Azúcar
versión On-line ISSN 2223-4861
cen. az. vol.45 no.2 Santa Clara abr.-jun. 2018
ARTICULO
Nanopartículas de hidróxido de aluminio con estructura de bayerita en un proceso de producción de ácido cítrico
Aluminum hydroxide nanoparticles with bayerite structure in a citric acid production process
Luis Eduardo Guerra Rodríguez1*, Minerva Guadalupe Ventura Muñoz2, Gregorio Guadalupe Carbajal Arízaga2, Carmen Rosselló Matas3 y Erenio González Suárez4
1 Departamento de Ingeniería Industrial, Facultad de Ciencias Aplicadas. Universidad de Camagüey Ignacio Agramonte Loynaz, Circunvalación Norte km 5 ½, Camagüey, Cuba.
2 Departamento de Química, Universidad de Guadalajara. Marcelino García Barragán 1421 Guadalajara, Jalisco, México.
3 Departamento de Química. Universitat de les Illes Balears. Cra. de Valldemossa, km 7.5. Palma (Illes Balears), España.
4 Departamento de Ingeniería Química, Facultad de Química y Farmacia. Universidad Central "Marta Abreu" de Las Villas. Carretera a Camajuaní, Km 5 ½, Santa Clara, Villa Clara, Cuba.
*Autor para la correspondencia: Luis E. Guerra, Email: eduardo.guerra@reduc.edu.cu
RESUMEN
La investigación evalúa la factibilidad del empleo de nanopartículas de hidróxido de aluminio (NHA) con estructura de bayerita en la etapa de separación de un proceso de producción de ácido cítrico (AC). Se estudiaron condiciones de equilibrio en base a isotermas de adsorción previamente reportadas por los autores para determinar puntos operacionales favorables que permitieron desarrollar una etapa de proceso de Adsorción por Cambio de Temperatura (ACT). Las NHA obtenidas a escala de laboratorio demostraron una capacidad de adsorción de AC de 95,77% a 60 ºC si se emplea una relación concentración adsorbato/adsorbente de 2,566 y 80,0% si se evalúa a 30ºC, siendo esta la mayor diferencia encontrada entre esas temperaturas de trabajo. Estas dos condiciones orientaron el diseño de una operación de contacto sólido-líquido hacia un ciclo ACT, dimensionándose los equipos necesarios para esta etapa de proceso. La inversión necesaria para su introducción en un proceso de producción de 5000 t AC/año se estimó en 229.636,70 USD. La alternativa propuesta demostró ser económicamente factible y superior en varios aspectos a los procesos de producción industrial de ACreportados, disminuyendo los costos de inversión, los rendimientos de la etapa y el vertimiento de residuos.
Palabras clave: producción de ácido cítrico; nanopartículas; hidróxido de aluminio; bayerita.
ABSTRACT
The aim of the investigation is to evaluate the feasibility of the use of aluminum hydroxide nanoparticles (NHA) with bayerite structure in the separation stage of a citric acid (AC) production process. equilibrium conditions were studied based on adsorption isotherms previously reported by the authors, to determine favorable operational points that allowed to develop a process step of Adsorption by Temperature Change (ACT). The NHA obtained on laboratory scale demonstrated an AC adsorption capacity of 95.77% at 60 °C if an adsorbate / adsorbent concentration ratio of 2.566 and 80.0% if 30 °C was used, this being the greatest difference found between those working temperatures. These two conditions oriented the design from a solid-liquid contact operation towards an ACT cycle, dimensioning the necessary equipment for this stage of the process. The investment required for its introduction into a production process of 5000 t AC / year was estimated at 229636.70 USD. The proposed alternative proved to be economically feasible and superior in several aspects to the reported industrial production processes of CA, reducing investment costs, stage yields and waste amounts.
Key words: Citric acid production; nanoparticles; aluminum hydroxide; bayerite.
INTRODUCCIÓN
El ácido cítrico (AC) es uno de los ácidos más empleados a nivel mundial aproximándose a 1,6 106 t/año su producción según estimaciones publicadas (Yang et al., 2017). El incremento en sus aplicaciones ha elevado el alto interés en su obtención y en el mejoramiento de las tecnologías existentes para su producción (Singh et al., 2011).
En Cuba el AC es importado en cantidades representativas (Blanco y Herryman, 2005), referenciándose un mercado potencial cercano a las 5 000 t/año considerando importaciones complementarias a Centroamérica y el Caribe (Guerra y col., 2017). Se reconoce la necesidad de diversificar la agroindustria azucarera para lograr desarrollo económico y social (PCC, 2017), por lo que el diseño de tecnologías económicamente factibles de obtención de AC debe considerarse (Guerra y col., 2017).
En los procesos reportados para la producción industrial de AC se utilizan dos formas de separación: por precipitación química, con manejo de altos niveles de agentes químicos (8,47 kg H2SO4/kg AC; 0,68 kg Ca(OH)2/kg AC; 8,95 kg H2O/kg AC) y por contacto líquido-líquido, más eficiente y amigable ambientalmente pero con mayores costos inversionistas (9,40 kg H2O/kg AC; 1,56 veces más costosa la etapa de separación) (Roberts, 1979).
La simulación de procesos, en particular con el empleo del software Super Pro Designer, ha demostrado ser eficaz para la evaluación de la factibilidad económica de alternativas tecnológicas según Zhuang, (2004) y (Guerra y col., 2017) elemento que, junto al difundido uso de la aplicación, le permitió ser seleccionada por los autores para la solución de los problemas de dimensionamiento en la investigación.
Las nanotecnologías han representado una formidable vía de mejora de los procesos, existiendo evidencias de aportes en aquellos que involucran ácidos carboxílicos (Carbajal et al., 2008) y (Perera et al., 2015). El hidróxido de aluminio es un compuesto con diversas estructuras cristalinas y capacidad de remoción de diferentes compuestos químicos. Nanopartículas de hidróxido de aluminio (NHA) con estructura de Bayerita fueron capaces de remover AC en solución acuosa sin modificar su estructura, Ventura (2017). Este trabajo evidenció, mediante datos de difracción de rayos X, espectroscopía infrarroja y microscopía electrónica de barrido, que el fenómeno adsorción gobierna el proceso por la generación de enlaces de hidrógeno entre grupos hidroxilos del hidróxido de aluminio y grupos carboxilatos y carboxilos en el AC.
Debido a la necesidad de diversificar la agroindustria azucarera cubana, sustituir importaciones de AC y reconociendo los novedosos aportes de las NHA, se propone como objetivo de este trabajo la factibilidad económica del empleo de NHA en la etapa de purificación en un proceso de producción de AC.
MATERIALES Y MÉTODOS
El procedimiento para la obtención de NHA con estructura de bayerita ha sido reportado por Ventura, (2017), en él se valida la captura de AC. Son empleados 5,0485 g de Al(NO3)3•9H2O en 200 mL de agua desionizada y se adiciona solución amoniacal al 14% hasta obtener pH igual a 8,0 con sucesivas etapas de separación y secado. En la presente investigación, las NHA son consideradas como una corriente de entrada a la etapa de purificación.
2.1. Diseño de una etapa de separación de AC empleando NHA.
El diseño de una etapa de separación de AC comprendió tres etapas fundamentales: simulación con modelos empíricos, generando condiciones que justifiquen criterios de operación para una propuesta tecnológica; diseño y dimensionamiento del esquema de separación de AC, considerando diferentes configuraciones para la etapa y empleando el simulador Super Pro Designer; la comparación de la alternativa propuesta respecto a una tecnología reportada.
A partir de las ecuaciones 1 y 2 (donde "C" es concentración) obtenidas para NHA con estructura de bayerita (Guerra et al., 2018) fue posible simular condiciones de operación dentro del intervalo estudiado por estos autores y con el empleo de la herramienta Solver de Microsoft Excel (Generalized Reduced Gradient Nonlinear) se determinó cuál era la máxima diferencia de adsorción – desorción entre las dos temperaturas estudiadas.


Se empleó el software Super Pro Designer v.9,0 para simular en estado estacionario el proceso de separación de AC con NHA, dimensionar el equipamiento y calcular los costos inversionistas de la etapa. Se resolvieron las siguientes fases de diseño: determinación del régimen de operación, declaración de las especies químicas involucradas, selección del equipamiento y configuración del proceso, fijación de variables y condiciones de operación y solución de los balances de masa y energía.
La comparación de la alternativa propuesta se realizó empleando métodos analíticos debido a la carencia de información para evaluar indicadores como VAN, TIR o PRI. La limitación para un análisis convencional estuvo en los costos asociados a la corriente de AC pues fue impreciso determinar el valor añadido a la corriente principal hasta y durante la etapa. El análisis de la factibilidad se realizó comparado con la etapa de separación líquido-líquido en una planta económicamente factible propuesta por Robert (1979) y recalculada para una capacidad de 5 000 t AC/año, demanda identificada para el mercado cubano (Guerra y col., 2017).
RESULTADOS Y DISCUSIÓN
3.1. Condiciones de operación para una propuesta tecnológica de separación.
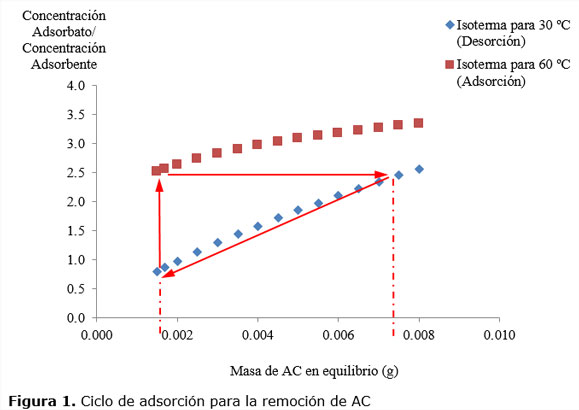
Con el empleo de NHA y el uso de las isotermas de adsorción (ver tabla 1) es posible adsorber a 60º C el 96,25 % del AC en solución si se emplea una relación de Cadsorbato/Cadsorbente de 2,514. Igual resultado se obtiene a 30 ºC si esta relación se disminuye 3,14 veces (0,799) y ofrece la oportunidad del diseño de una etapa de separación por contacto sólido-líquido, sólo modificando la temperatura entre estos dos niveles. Se identificó la Adsorción por Cambio de Temperatura (ACT) como configuración para el diseño de una etapa de proceso (Green y Perry, 1999).
Para la simulación se requiere la Tasa de Remoción (fracción removida de AC respecto a las condiciones iniciales) a diferentes condiciones de temperatura. Estos datos se obtuvieron de la evaluación de las isotermas de adsorción para 30 y 60 ºC y el marco investigativo reportado previamente (Guerra et al., 2018). Se generó un paquete de resultados para las dos relaciones experimentales. La simulación se realizó entre los valores de AC en equilibrio 0,0015, correspondiente a la máxima remoción reportada para 60 ºC (Guerra et al., 2018) y 0,008, valor igualmente límite en dicho estudio (Tabla 1).
Con el empleo de la herramienta Solver de Microsoft Excel (Generalized Reduced Gradient Nonlinear) se determina que para la relación Cadsorbato/Cabsorbente igual a 2,566 (tabla 1) se maximizaba la Tasa de Remoción encontrada entre las dos temperaturas en estudio, punto que se eligió para desarrollar una etapa de proceso ACT para una planta de producción de AC de 5 000 t/año.
Con los valores recogidos en la tabla 1 se graficaron las isotermas para las condiciones estudiadas (ver figura 1) y se visualizó un ciclo de adsorción para la remoción de AC.
3.2 Diseño y dimensionamiento del esquema de separación de AC.
El diseño de una etapa en un simulador de procesos químicos requirió de los siguientes procedimientos: seleccionar un equipo de contacto con una relación C(AC) en corriente de proceso/ C(NHA) igual a 2,566 prefijando un día como base de operación, ponerlos en contacto a la temperatura de 60 ºC mediante una columna de intercambio obteniendo la separación del 95,75% del AC (ver tabla 1) y luego, mediante una operación por lotes, poner en contacto el sólido con una nueva corriente de agua a 30 ºC momento en que las NHA serían capaces de liberar el ácido retenido, purificando y concentrando la corriente de salida y recobrando su capacidad de adsorción.
Los análisis realizados conllevaron a diseñar un esquema de proceso como el mostrado en la Figura 2 cuya simulación para las condiciones estudiadas, con flujo para la etapa de 259,6 t/lote (Guerra y col., 2017) reveló que fueron necesarias:
- Tres columnas de intercambio, la primera de 2,91 m de alto y 2,21 m de diámetro, la segunda de 2,87 m y 2,18 m y la tercera de 1,02 m y 0,77 m respectivamente.
- Un intercambiador de placas de 13,3 m2 de superficie de transferencia de calor.
- Una inversión cercana a 229 636,70 USD.
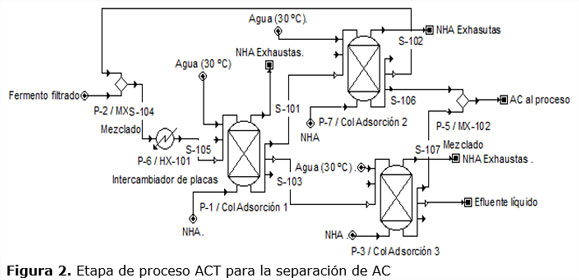
La realización de un reciclo de la corriente principal S-102 permite recuperar el 99,8 % del AC recibido en la etapa debido, además, a un anterior tratamiento del efluente S-101 luego de la operación de lavado. Se aporta a la siguiente etapa de la tecnología (cristalización) una corriente final con 89,24 % de concentración de AC.
3.3 Comparación de la alternativa propuesta.
En la Tabla 2 se muestran categorías de análisis seleccionadas y evaluaciones realizadas al comparar una etapa de separación líquido-líquido (Guerra y col., 2017) con una ACT en tecnologías dimensionadas para 5 000 t AC/año.
Es criterio de los autores que el costo de inversión en una separación líquido-líquido es mayor debido a la menor selectividad de las especies involucradas lo que exige trabajar con mayores volúmenes en la operación. La concentración resultante en la etapa difiere igualmente por la naturaleza de las operaciones, las tasas de remoción obtenidas para las NHA (tabla 1) y las condiciones calculadas para la operación ACT. Las NHA y los materiales involucrados en su síntesis presentan menor costo de elaboración/adquisición que la mezcla isoctanol y triamina.
Los vertimientos de AC estimados para ambas etapas de proceso son bajos disminuyendo así los costos de inversión y la contaminación ambiental. La capacidad de remoción de las NHA disminuye la pérdida de AC en corrientes residuales.
Los consumos energéticos son menores en la ACT debido, en lo fundamental, a los menores flujos que se manejan. Sólo se calienta el agua de proceso para la adsorción y no todo el volumen operado en la etapa, haciéndose hasta 60 ºC en lugar de los 80ºC necesarios para la separación líquido-líquido (Roberts, 1979). La alta solubilidad del AC permite disminuir de manera sustancial el líquido empleado para su desorción.
Con la propuesta tecnológica realizada se mejoran categorías claves en una etapa de proceso perteneciente a un caso económicamente factible, elemento que garantiza su factibilidad, propiciándose una mejora en la tecnología para la producción de AC.
CONCLUSIONES
1. Los resultados experimentales permitieron simular las isotermas de adsorción para diferentes condiciones de operación y se identificó que la relación Cadsorbato/Cadsorbente de 2,566 maximiza la diferencia de retención de AC entre las temperaturas de 30 y 60 ºC.
2. El diseño y dimensionamiento de la etapa de separación por contacto sólido-líquido y ciclo ACT demostró que su introducción en un proceso de producción de 5 000 t AC/año deberá considerar en su esquema una segunda etapa de separación para la corriente principal, además de un reciclo hasta el inicio de la etapa luego de esta segunda operación. Se estimó un costo de inversión para la etapa de 229 636,70 USD.
3. La alternativa propuesta demostró ventajas respecto a una tecnología reportada, disminuyendo en 115 363,30 USD los costos inversionistas, aumentando 2,64 veces la concentración a la salida de la etapa, disminuyendo en 66,36 % las pérdidas de AC en corrientes residuales y reduciendo en 6,5 % el volumen de vertimientos líquidos de la etapa, entre otros aspectos. La inclusión de la etapa de purificación en el proceso de producción del ácido cítrico fue considerada económicamente factible utilizando NHA con estructura de bayerita debido a que mejora costos inversionistas y operacionales claves en una tecnología de factibilidad ya demostrada.
AGRADECIMIENTOS
Los autores desean agradecer el apoyo financiero, material y formativo brindado por la Universitat de les Illes Balears a partir de la iniciativa de proyectos de Cooperación Universitaria al Desarrollo referencia OCDS-CUD 2016/09 otorgada a la Universidad de Camagüey, Cuba en el marco de la XIII convocatoria de proyectos CUD 2016.
REFERENCIAS
Carbajal, G.G., Mangrich, A.S., Ferreira, J.E., Wypych, F., Chemical Modification of Zinc Hydroxide Nitrate and Zn-Al-Layered Double Hydroxide with Dicarboxylic Acids., J. Colloid Interface Sci., Vol. 320, No. 1, 2008, pp. 168–176.
Green, D.W, and Perry, R., Chemical Engineer´s Handbook., Seventh Edition. The Mc Graw-Hill Companies, Inc., 1999, pp. 16-49.
Guerra, L.E, Oquendo, H., Pérez, A., Rossello, C., Simal, S., González, E., Empleo de un ácido débil para el pretratamiento de residuos lignocelulósicos agroindustriales: una opción sostenible de diversificación., XIV Congreso Internacional sobre Azúcar y Derivados, Diversificación 2017, La Habana, Cuba, 2017, pp. 509-513.
Guerra, L.E., Ventura, M., González, E., Rosselló, C., Carbajal, G.G., Citric acid removal from aqueous solution with layered aluminum hydroxide crystals., Iranian Journal of Chemistry and Chemical Engineering, Vol. 37, No. 1, 2018. In press.
PCC., Partido Comunista de Cuba: Lineamientos de la Política Económica y Social del Partido y la Revolución para el período 2016-2021. La Habana, Cuba, 2017, pp. 3132.
Perera, J., Weerasekera, M., Kottegoda, N,. Slow release anti-fungal skin formulations based on citric acid intercalated layered double hydroxides nanohybrids., Chemistry Central Journal, Vol. 9, No. 27, 2015, pp. 1-7.
Roberts, L.R., Encyclopedia of Chemical Processing and Design, Vol. 8, Marcel Dekker Inc.: New York, 1979, pp. 324-333.
Singh, G.D., Kaur, S.B., Verma, M., Dayal, R.T., Recent advances in citric acid bio production and recovery., Food Bioprocess Technol., Vol. 4, No. 4, 2011, pp. 505–529.
Ventura, M.G., Estudio de remoción de ácido cítrico de soluciones acuosas mediante nanopartículas de hidróxidos cristalinos., Tesis presentada en opción al Título de Licenciado en Química. Universidad de Guadalajara, México, 2017.
Yang, L., Lübeck, M., Lübeck, P.S., Aspergillus as a versatile cell factory for organic acid production., Fungal Biology Reviews, Vol. 31, No. 1, 2017, pp. 33-49.
Zhuang, J., Economic analysis of cellulase production by clostridium thermocellum in solid state and submerged fermentation., A thesis submitted in fulfillment of the requirements for the degree of Master of Science., College of Agriculture. Kentucky University, USA, 2004.
Recibido: Diciembre 21, 2017
Revisado: Enero 7, 2018
Aceptado: Febrero 13, 2018

