










Mi SciELO
 Servicios personalizados
Servicios personalizadosServicios Personalizados
Articulo
 Español (pdf)
Español (pdf)
 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
 Enviar articulo por email
Enviar articulo por emailIndicadores
-
 Citado por SciELO
Citado por SciELO
Links relacionados
-
 Similares en
SciELO
Similares en
SciELO
Compartir

 Permalink
PermalinkTecnología Química
versión On-line ISSN 2224-6185
RTQ vol.38 no.2 Santiago de Cuba may.-ago. 2018
ARTICULO ORIGINAL
Simulación del proceso fermentativo de la cerveza Tínima de 10° con formulación 70/30
Simulation of fermentation process of the Tínima beer of 10° with formulation 70/30
Dra. María Caridad Julián-Ricardo 1 , MSc. Miguel Martínez-Robaina 2 , Ing. Adisbel Almeida-Soto 3 , Ing. Adelaide Girao-Orrutiniel 4 , Lic. José Carlos García 5
1 Departamento de Ingeniería Química, Universidad de Camagüey "Ignacio Agramonte Loynaz. Camagüey, Cuba. "E-mail: maria.julian@reduc.edu.cu
2 Cervecería Tínima de Camagüey
3 Empresa Militar Industrial (EMI) de Camagüey
4 Empresa de Aceites de Camagüey
5 Empresa Cervecería Tínima de Camagüey
Resumen
El trabajo se realizó en la Fábrica de Cervezas Tínima, con el objetivo de simular la etapa fermentativa de la producción de cerveza Tínima de 10º con formulación 70/30, para la determinación de los valores de las variables de operación que hacen el proceso eficiente técnica y económicamente. Se realizaron fermentaciones experimentales a 12, 15 y 18 ºC, se empleó un diseño experimental con el uso del Statgraphics Plus V 5.1 considerando un factor categórico individual totalmente aleatorizado. Se midieron las variables respuestas concentración de biomasa (Xv), concentración de células muertas (Xd), concentración de sustrato (S) y concentración de producto (P) . Se determinaron experimentalmente las constantes cinéticas a diferentes temperaturas dando como resultado: kd = 0,0067 h -1 , a = 1,8785 gP/gXv, ß = 0,0699 gP/gXv h-1 y µ max , ks, Yxs, Yps tienen una dependencia cuadrática en función de la temperatura. Se estableció como modelo fenomenológico un conjunto de ecuaciones de balance de masa y de energía que incluyen los modelos cinéticos, para la simulación del proceso en operación no isotérmica utilizando el software Matlab V.7.8 (2009), el cual describió satisfactoriamente el comportamiento del sistema. Se realizó un análisis de sensibilidad de las principales variables de operación donde se predice que los mejores resultados se obtienen con temperatura del refrigerante (Tr) de 2 ºC, flujo del refrigerante (Fr) de 0,5833 kg/s y T 0 = 10 ºC, Xv 0 = 0,5 g/L, S 0 = 105 g/L.
Palabras claves: simulación, cerveza, fermentación, saccharomyces uvarum, biorreactor.
Abstract
This work was carried out in the Factory of Beer Tínima and had as objective to simulate the stage of fermentation of the production of beer Tínima 10º with formulation 70/30, for the determination of the values of the operation variables that you make the technical efficient and economically process. Were carried out experimental fermentations to 12, 15 and 18 ºC, the experimental design was created with Statgraphics Plus V 5.1 to obtain as variable answers biomass concentration (Xv), dead cell concentration (Xd), substrate concentration (S) and product concentration (P). The kinetic constants were determined experimentally to different temperatures giving as a result: kd = 0,0067 h -1 , a = 1,8785 gP/gXv, ß = 0,0699 gP/gXv h -1 and µ max , ks, Yxs, Yps does have a quadratic dependence in function of the temperature. He settled down like model phenomenology a group of equations of balance of mass and of energy that include the kinetic models, for the simulation of the process in non-isotherm operation using the software Matlab V.7.8 (2009), which described the behavior of the system satisfactorily. He was carried out an analysis of sensibility of the main operation variables where it is predicted that the best results are obtained with refrigerant temperature (Tr) equal to 2 ºC, refrigerant flow (Fr) of 0,5833 kg/s and T 0 = 10 ºC, Xv 0 = 0,5 g/L, S 0 =105 g/L.
Keyword: simulation, beer, fermentation, saccharomyces uvarum, bioreactor
INTRODUCCION
La Empresa Cervecería Tínima de la provincia de Camagüey produce y comercializa cervezas y maltas en un ambiente competitivo, sobre la base de un clima laboral participativo y comprometido, para satisfacer las preferencias y necesidades del mercado nacional e internacional. La cerveza Tínima se clasifica como cerveza lager por ser de baja fermentación, la levadura utilizada en el proceso es Saccharomyces uvarum U-57 , la cual necesita temperaturas bajas para su óptimo funcionamiento y desarrollo.
La cerveza Tínima de 10º ha presentado resultados bajos en la evaluación final de la calidad, fundamentalmente, en las características organolépticas. Esta situación genera insatisfacción entre los consumidores que desean que la Tínima se mantenga como un producto líder dentro de las producciones del territorio.
La fermentación del mosto durante el proceso de elaboración de cerveza se lleva a cabo en biorreactores cilindro-cónicos. La fermentación es una de las etapas más estudiadas para conseguir mejoras del producto final, ya que se pueden controlar los tiempos y condiciones de operación. Hacer un estudio del sistema real directamente no es factible ni económico y una de las técnicas de punta utilizadas actualmente es la simulación, que permite analizar el comportamiento de un proceso para determinar cómo el producto puede alcanzar los mejores niveles de calidad [1].
En la bibliografía revisada no se reportan datos cinéticos de la levadura Saccharomyces uvarum U-57 en el medio de cultivo que se emplea para la elaboración de esta cerveza de 10°, lo que limita la determinación de los valores que deben tener las principales variables de operación del proceso fermentativo. Por lo que se plantea como objetivo general: simular la etapa fermentativa de la producción de cerveza Tínima de 10º con formulación 70/30 para la determinación de los valores de las variables de operación que hacen el proceso eficiente técnico y económicamente.
MATERIALES Y MÉTODOS
Para el estudio cinético se hizo un diseño experimental utilizando la herramienta computacional Statgraphics Plus V5.1 con factor categórico individual totalmente aleatorizado, donde la variable independiente es la temperatura definiéndose tres niveles: 12, 15 y 18 ºC, que están en el rango de temperatura de trabajo real a escala industrial. Se definieron 4 variables respuestas: concentración de biomasa viable, Xv (g/L), concentración de biomasa no viable, Xd (g/L), concentración de sustrato, S (g/L), y concentración de producto (etanol), P (g/L). Se creó un diseño completamente aleatorio en un solo bloque con dos réplicas, 6 ejecuciones y 3 grados de libertad.
La concentración de biomasa se determinó por el método de Neubauer. La concentración de células muertas se obtuvo por la técnica de viabilidad celular. La concentración de sustrato se determinó con el empleo del sacarímetro. La concentración de producto (etanol) se obtuvo utilizando el método de picnometría. Las concentraciones de diacetilo, ésteres, alcoholes superiores y aldehídos se determinaron por destilación y mediante el empleo del espectrofotómetro. La concentración de Iso-humulona se obtuvo por absorción líquido-líquido y el uso del espectrofotómetro. Los métodos analíticos utilizados en los análisis experimentales fueron los que se emplean en la cervecería [2].
Determinación de µ max y ks
Para la determinación de las constantes cinéticas de Monod: velocidad específica máxima de crecimiento (µ max ) y constante de afinidad o de saturación (ks), se utilizó la velocidad de crecimiento microbiano (r X ), calculada por la ecuación 1 y los datos de concentración de biomasa (Xv) y de sustrato (S) tomados a los valores de tiempo (t) de 6, 12, 18 y 24 horas del inicio de la fermentación, para cada valor de temperatura.
Se determina la velocidad de reacción en función de la concentración de biomasa.

Donde:
r X - velocidad de crecimiento microbiano,
Xv - concentración de biomasa, g/L
t – tiempo, h
Estas constantes cinéticas se determinaron por r egresión no lineal de mínimos cuadrados utilizando la herramienta nlinfit de Matlab V.7.8 (2009).
Determinación de la constante de rendimiento
La constante de rendimiento biomasa-sustrato (Y x/s ) se calculó a partir de la ecuación 2.

Donde:
Xv - concentración de biomasa, g/L
S - concentración de sustrato, g/L
La constante de rendimiento producto-sustrato (Y p/s ) se calculó utilizando la ecuación (2.3.3)

Donde:
P - concentración de producto, g/L
S - concentración de sustrato, g/L
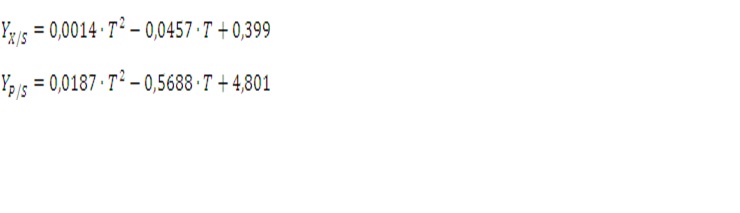
La dependencia de la temperatura de estas constantes cinéticas se ajustó a ecuaciones polinomiales.
Determinación de la constante de muerte celular
Se obtuvo a partir de los datos experimentales de concentración de biomasa no viable y velocidad de muerte celular (r d ) por la ecuación 4.

Donde:
Xd - concentración de biomasa no viable , g/L
t – tiempo, h
Determinación de las constantes para la formación de producto
Para las constantes alfa y beta se emplea el método de r egresión no lineal de mínimos cuadrados utilizando la herramienta nlinfit de Matlab. Los datos experimentales empleados fueron la velocidad de formación de producto (r P ) calculada por la ecuación 5, la velocidad de crecimiento microbiano y la concentración de biomasa.

Donde:
P - concentración de producto, g/L
t – tiempo, h
Parámetros del sistema para el balance de energía
El área de transferencia de calor del intercambiador de placas, el coeficiente de transferencia de calor, las capacidades caloríficas del mosto y del agente refrigerante fueron tomadas de la evaluación técnica del proceso de fermentación [3]. El flujo de refrigerante y su temperatura y el calor de fermentación se tomaron de la documentación de los procedimientos de fermentación [4].
Simulación del proceso
El modelo fenomenológico empleado para la simulación está compuesto por los balances de masa, que permiten la determinación de las cuatro variables principales: concentración de biomasa viable, Xv (g/L), concentración de biomasa no viable, Xd (g/L), concentración de sustrato, S (g/L), y concentración de producto (etanol), P (g/L), por las ecuaciones de la 6 a la 9.


Estas ecuaciones incluyen los modelos cinéticos de Monod, ecuación 10, de sustrato, ecuación 11, de muerte celular, ecuación 12 y de síntesis de producto mixto, ecuación 13 [5].


El balance de energía por las ecuaciones 14 y 15 [6].


A partir del modelo fenomenológico planteado para el biorreactor discontinuo de tanque agitado considerando la operación no isotérmica, se realizó la simulación en el software Matlab utilizando las constantes cinéticas previamente calculadas y los parámetros del sistema para el balance de energía. Se construyeron tres ficheros:
- BiorreactorDNI.m: Se definieron las variables independientes, se incluyeron todos los parámetros, las ecuaciones auxiliares y el sistema de ecuaciones diferenciales ordinarias.
- SolbiorreactorDNI.m: Se plantearon las condiciones iniciales y los límites de integración, además se usó la función ODE45 que utiliza el método de Runge-Kutta para resolver el sistema de ecuaciones diferenciales, se programaron la salida del perfil de temperatura, concentración de biomasa viable, concentración de sustrato y de producto en función del tiempo.
- Sens.m: Es el módulo ejecutable, se utilizó para realizar la programación del análisis de sensibilidad con soluciones mediante gráficos, para cada una de las variables dependientes.
RESULTADOS Y DISCUSIÓN
Los análisis realizados al mosto y al inóculo que se utilizaron en cada uno de los experimentos se muestran en la tabla 1. Se trabajó con levaduras utilizadas anteriormente en los fermentadores que cumplían con las normas establecidas. Se realizaron análisis estadístico a las características del inóculo comparando las muestras 1, 2 y 3 correspondientes a las temperaturas de 12, 15 y 18 ºC respectivamente, de la misma manera, se realizaron análisis estadístico a las características del mosto.
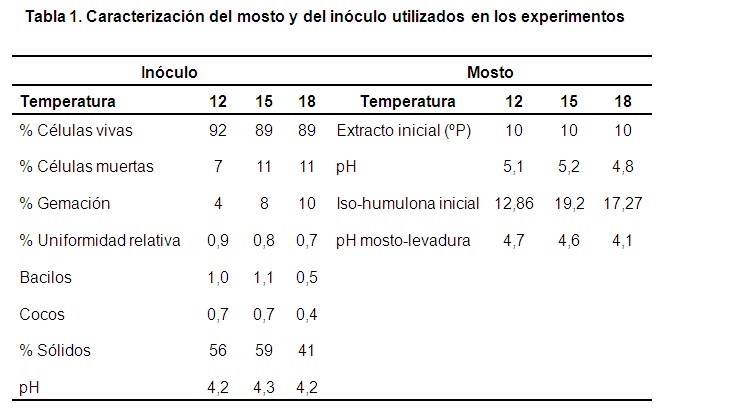
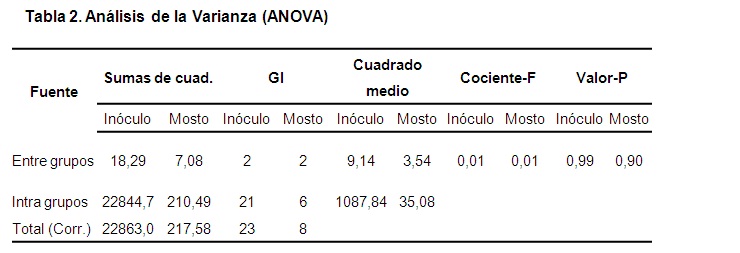
En la tabla 2 se descompone la varianza de los datos en dos componentes: un componente entre grupos y un componente dentro de cada grupo. La relación-F, que en este caso es igual a 0,0084077 para el inóculo y a 0,101024 para el mosto, es el cociente de la estimación entre grupos y la estimación dentro de los grupos. Puesto que el valor-p del test-F es superior o igual a 0,05, no hay diferencia estadísticamente significativa entre las medias de las 3 variables a un 95,0%.
Resultados experimentales de las variables fundamentales del proceso
Se realizaron los experimentos de acuerdo al diseño propuesto por el Statgraphics, los datos experimentales de la fermentación a la temperatura de 12, 15 y 18 ºC se muestran en la tabla 3.
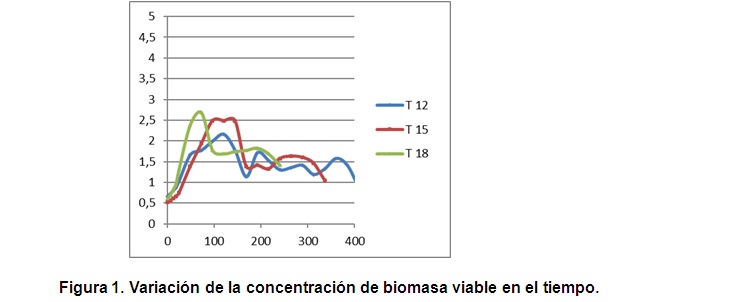
La variación de la concentración de biomasa viable en el tiempo para los diferentes valores de temperaturas se muestra en la figura 1. En todas las temperaturas es casi inexistente la fase de retraso, puesto que el inóculo es similar al medio de cultivo y las células no tienen que ajustarse a un nuevo entorno. El tiempo de duración de la fase de crecimiento exponencial tiene una relación inversa a la velocidad de crecimiento de las células, observándose que la mayor velocidad de crecimiento se alcanzó a la temperatura de 18 ºC. La máxima concentración celular tuvo un comportamiento proporcional con la temperatura, encontrándose entre las 90 y 120 horas. La fase estacionaria dura aproximadamente 2 días limitándose el crecimiento celular por la falta de nutrientes. En la fase de muerte ocurre una reducción de la concentración de células vivas al obtenerse etanol como producto principal de la fermentación y otros subproductos como el diacetilo.
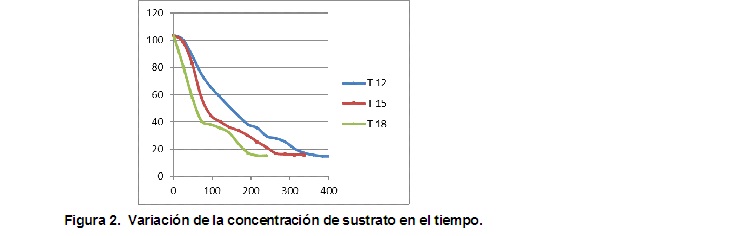
El comportamiento de la concentración de sustrato en el tiempo para los diferentes valores de temperatura se muestra en la figura 2. Se observa una disminución brusca en las primeras 100 horas en correspondencia con las primeras etapas de crecimiento del microorganismo y posteriormente disminuye con menor velocidad hasta valores entre 14 y 15 g/L. La duración del proceso fermentativo disminuye con el incremento de la temperatura.
La variación de la concentración de producto en el tiempo se presenta en la figura 3, se observa que hay incremento en correspondencia con la fase de crecimiento logarítmico de la biomasa y con la fase estacionaria, por lo que la tasa específica de formación de producto se da en términos del modelo mixto de síntesis de producto, el cual tiene dos parámetros, a (crecimiento) y ß (ausencia de crecimiento).

Análisis especiales
Al culminar la fermentación se realizaron análisis especiales para determinar la influencia de la temperatura en la formación de sustancias que afectan el flavor de la cerveza, como se muestra en la tabla 3.
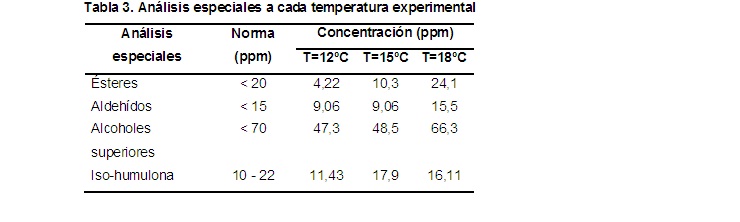
Los resultados demuestran que a medida que crece la temperatura aumentan las concentraciones de estas sustancias, a la temperatura de 12 y 15 ºC las concentraciones de ésteres, aldehídos, alcoholes superiores e iso-humulona se encuentran dentro de la norma establecida, no siendo similar a la temperatura de 18 ºC donde se incumplen para ésteres y aldehídos, influyendo en el aroma y el sabor de la cerveza.
Resultados de los parámetros cinéticos
Las ecuaciones polinómicas ajustadas para las constantes cinéticas de Monod son:

Este comportamiento coincide con el esperado ya que las temperaturas estudiadas son superiores a la temperatura óptima para el crecimiento de la levadura Saccharomyces uvarum U-57, que se encuentra entre 6 - 8 ºC.
Las ecuaciones polinómicas ajustadas para las constantes de rendimiento son:
Las constantes del modelo de muerte celular y de síntesis de producto se determinaron utilizando la herramienta nlinfit de Matlab como se muestran en la tabla 4, para cada valor de temperatura los resultados se promediaron porque tuvieron poca variación.

Análisis de sensibilidad de las principales variables de operación
Se exploraron las variables temperatura y flujo del agente refrigerante, que influyen en gran medida en el comportamiento de las variables dependientes . La temperatura se exploró desde 2 ºC a 4 ºC, con un intervalo de 1 ºC y manteniendo constante el flujo del agente refrigerante en 0,5861 kg/s y el flujo del agente refrigerante 0,4722 kg/s a 0,6944 kg/s con un intervalo de 0,1389 kg/s, manteniendo constante la temperatura del agente refrigerante en 3 ºC. La temperatura y el flujo del agente refrigerante se fijaron a partir de los parámetros del sistema obtenidos en la bibliografía consultada.
Se exploraron variables iniciales: Temperatura del mosto, biomasa y sustrato. La temperatura inicial del mosto se examinó desde 10 ºC a 14 ºC con un intervalo de 2 ºC, la concentración inicial de biomasa desde 0,5 g/L a 0,7 g/L con un intervalo de 0,1 g/L y la concentración inicial de sustrato desde 95 g/L a 105 g/L con un intervalo de 5 g/L. La temperatura, concentración de biomasa y de sustrato iniciales se fijaron a partir de los parámetros reales utilizados a escala industrial.
Influencia de la temperatura del agente refrigerante
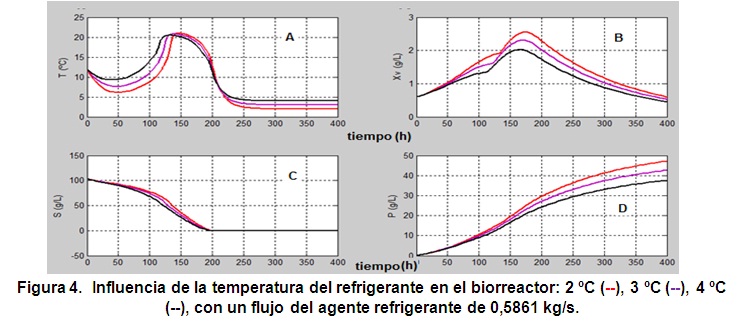
En la figura 4 se representa mediante perfiles para 400 h la fermentación en el biorreactor, lo que predice el modelo en cuanto a la influencia de la temperatura del agente refrigerante sobre las variables estudiadas.
En el sistema de perfil de temperatura de fermentación, (figura 4A), la temperatura en todos los casos primero disminuye alcanzando valores mínimos entre 6 ºC y 10 ºC, el descenso de la temperatura es más rápido en relación directa con la temperatura del agente refrigerante y luego asciende hasta 21 ºC aproximadamente a las 140 horas de fermentación, disminuyendo bruscamente hasta valores entre 2 ºC y 4 ºC, donde se mantiene constante por no existir desprendimiento de calor por razones de fermentación, al agotarse el sustrato.
La concentración de biomasa (figura 4B) alcanza su máximo a las 170 horas de fermentación, tomando valores entre 2 g/L y 2,5 g/L, siendo la mayor concentración a la menor temperatura del agente refrigerante. Luego pasa a la fase de muerte disminuyendo la concentración por la falta de nutriente. La concentración de sustrato (figura 4C) disminuye lentamente en las primeras 120 horas por la baja temperatura de fermentación, y luego sigue disminuyendo con mayor pendiente hasta que se agota la concentración. La concentración de producto (figura 4D) aumenta con mayor pendiente en las tres primeras fases de crecimiento microbiano, y luego sigue aumentando en menor medida hasta valores de 38 g/L a 48 g/L.
Esta simulación indica que en el sistema estudiado el mejor resultado se obtiene con 2 ºC de temperatura del agente refrigerante por obtener la concentración de producto dentro de las normas establecidas para la cerveza Tínima de 10º, la cual es de 39,5 g/L a 44 g/L de etanol, en un menor tiempo de fermentación.
Influencia del flujo de agente refrigerante
En la figura 5 se representa mediante perfiles para 400 h la fermentación en el biorreactor, lo que predice el modelo en cuanto a la influencia del flujo de agente refrigerante sobre las variables estudiadas.
En el sistema de perfil de temperatura de fermentación, (figura 5A), la temperatura en todos los casos primero disminuye a las 50 horas alcanzando valores mínimos entre 6 ºC y 10 ºC, el descenso de la temperatura es más rápido en relación inversa con el flujo del agente refrigerante y luego asciende hasta 21 ºC aproximadamente desde las 120 h a las 150 h de fermentación, disminuyendo bruscamente hasta 3 ºC, donde se mantiene constante por no existir desprendimiento de calor por razones de fermentación, al agotarse el sustrato.
La concentración de biomasa (figura 5B) alcanza su máximo a las 170 horas de fermentación, tomando valores de 2,3 g/L aproximadamente, coincidiendo la máxima concentración de biomasa a 0,5833 kg/s y 0,6944 kg/s de flujo del agente refrigerante. Luego pasa a la fase de muerte disminuyendo la concentración por la falta de nutriente. La concentración de sustrato (figura 5C) disminuye en las primeras 120 horas lentamente, por la baja temperatura de fermentación, y luego sigue disminuyendo con mayor pendiente hasta que se agota la concentración. La concentración de producto (figura 5D) aumenta con mayor pendiente en las tres primeras fases de crecimiento microbiano, y luego sigue aumentando en menor medida hasta valores de 40 g/L a 44 g/L.
Esta simulación indica que para flujos de 0,5833 kg/s y 0,6944 kg/s el sistema estudiado no tiene gran diferencia en cuanto a concentración de biomasa, de sustrato y de producto, por lo que el mejor resultado por ahorro económico es un flujo de 0,5833 kg/s.

Influencia de la temperatura inicial del mosto en el biorreactor
En la figura 6 se representa mediante perfiles para 400 horas la fermentación en el biorreactor, lo que predice el modelo en cuanto a la influencia de la temperatura inicial del mosto sobre las variables estudiadas.
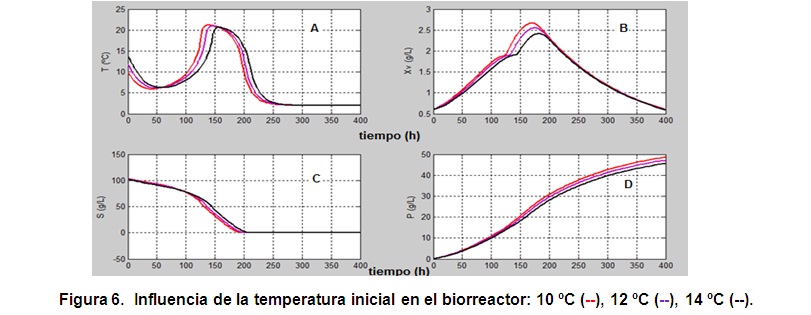
En el sistema de perfil de temperatura de fermentación, (figura 6A), la temperatura en todos los casos primero disminuye a las 50 horas alcanzando valores mínimos entre 6 ºC y 7 ºC, el descenso de la temperatura es más rápido en relación directa con la temperatura inicial del mosto y luego asciende hasta 21 ºC aproximadamente a las 145 horas de fermentación, disminuyendo bruscamente hasta 3 ºC, donde se mantiene constante por no existir desprendimiento de calor por razones de fermentación, al agotarse el sustrato.
La concentración de biomasa (figura 6B) alcanza su máximo a las 170 horas de fermentación, tomando valores de 2,4 g/L a 2,6 g/L. Luego pasa a la fase de muerte disminuyendo la concentración por la falta de nutriente. La concentración de sustrato (figura 6C) disminuye con insignificante diferencia entre las temperaturas estudiadas hasta las primeras 100 horas, luego sigue disminuyendo con mayor pendiente hasta que se agota la concentración, siendo la de menor velocidad de consumo a una temperatura inicial del mosto de 14 ºC. La concentración de producto (figura 6D) aumenta con poca variación entre las temperaturas simuladas hasta valores de 44 g/L a 49 g/L.
Esta simulación indica que el sistema estudiado no es muy sensible al cambio de la temperatura inicial en el rango de 10 ºC a 14 ºC, con un intervalo de 2 ºC, aunque el mejor resultado se obtiene con 10 ºC por obtener una concentración de producto dentro de las normas establecidas para cerveza Tínima de 10º en un menor tiempo.
Influencia de la concentración de biomasa inicial en el biorreactor
En la figura 7 se representa mediante perfiles para 400 horas la fermentación en el biorreactor, lo que predice el modelo en cuanto a la influencia de la concentración inicial de biomasa sobre las variables estudiadas.
En el sistema de perfil de temperatura de fermentación, (figura 7A), la temperatura en todos los casos primero disminuye a las 50 horas alcanzando valores mínimos entre 5 ºC y 7 ºC, el descenso de la temperatura es más rápido en relación directa con la concentración de biomasa inicial y luego asciende hasta 21 ºC desde las 130 h a las 170 h aproximadamente de fermentación, disminuyendo bruscamente hasta 3 ºC, donde se mantiene constante por no existir desprendimiento de calor por razones de fermentación, al agotarse el sustrato.
La concentración de biomasa (figura 7B) alcanza su máximo a las 170 horas de fermentación, tomando valores de 2,6 g/L aproximadamente, coincidiendo la máxima concentración de biomasa para 0,5 g/L y 0,6 g/L de biomasa inicial. Luego pasa a la fase de muerte disminuyendo la concentración por la falta de nutriente. La concentración de sustrato (figura 7C) disminuye lentamente en las primeras 120 horas por la baja temperatura de fermentación, y luego sigue disminuyendo con mayor pendiente hasta que se agota la concentración. La concentración de producto (figura 7D) aumenta con insignificante diferencia entre las concentraciones iniciales de biomasa estudiadas, alcanzando valores hasta 46 g/L.
Esta simulación indica que el sistema estudiado no es muy sensible al cambio de la concentración inicial de biomasa en el rango de 0,5 g/L a 0,7 g/L, con un intervalo de 0,1 g/L, se escoge como mejor resultado por ahorro económico la concentración de biomasa inicial de 0,5 g/L.

Influencia de la concentración de sustrato inicial en el biorreactor
En la figura 8 se representa mediante perfiles para 400 horas la fermentación en el biorreactor, lo que predice el modelo en cuanto a la influencia de la concentración inicial de sustrato sobre las variables estudiadas.
En el sistema de perfil de temperatura de fermentación, (figura 8A), la temperatura en todos los casos primero disminuye a las 50 horas alcanzando un valor mínimo de 6 ºC aproximadamente, el descenso de la temperatura es más rápido en relación directa con la concentración de sustrato inicial y luego asciende hasta 20 ºC entre las 130 h y las 190 h de fermentación aproximadamente, disminuyendo bruscamente hasta 3 ºC, donde se mantiene constante por no existir desprendimiento de calor por razones de fermentación, al agotarse el sustrato.
La concentración de biomasa (figura 8B) alcanza su máximo a las 170 horas de fermentación, tomando valores de 2 g/L a 2,7 g/L aproximadamente. Luego pasa a la fase de muerte disminuyendo la concentración por la falta de nutriente. La concentración de sustrato (figura 8C) disminuye en las primeras 120 horas más lentamente por la baja temperatura de fermentación, y luego sigue disminuyendo con mayor pendiente hasta que se agota la concentración. La concentración de producto (figura 8D) aumenta con una diferencia significativa a partir de las 120 horas entre las concentraciones iniciales de sustrato estudiadas alcanzando valores entre 41 g/L y 49 g/L.
Esta simulación indica que el sistema estudiado es muy sensible al cambio de la concentración inicial de sustrato en el rango 95 g/L a 105 g/L, con un intervalo de 5 g/L, se escoge como mejor resultado la concentración de sustrato inicial de 105 g/L, por obtener en menor tiempo la concentración de producto deseada.

CONCLUSIONES
1. El modelo cinético de crecimiento microbiano que se ajusta a la fermentación cervecera es el de Monod.
2. Los parámetros cinéticos de la levadura Saccharomyces uvarum U-57 para el medio de cultivo de esta cerveza son kd = 0,0067 h -1 , a = 1,8785 gP/gXv , ß = 0,0699 gP/gXv h -1 y µ max , ks, Yxs, Yps tienen una dependencia cuadrática en función de la temperatura.
3. El modelo fenomenológico empleado para la simulación del biorreactor describe satisfactoriamente el comportamiento del sistema.
4. La simulación del sistema predice que se alcanzan mejores resultados para Tr= 2 ºC, Fr =2 100 kg/h, T 0 = 10 ºC, Xv 0 = 0,5 g/L, S 0 = 105 g/L.
BIBLIOGRAFÍA
1. CARNEIRO, D. D.; DA CRUZ MELEIRO, L. A. Proposta de uma nova estratégia de controle para a fermentação cervejeira. UEPG Exact Earth Sci. Agr., Sci. Eng., Ponta Grossa, 2011, núm. 17, p. 17-28.
2. GARCÍA, T. El cervecero en la práctica. Fermentación-principios y práctica. Informe inédito. Camagüey: [s.n.]. 1999. Informe técnico de la Cervecería Tínima.
4. BEUBLER, D. Documentación de procedimientos de fermentación y maduración acelerada de la cerveza en grandes tanques. Informe inédito. Camagüey [s.n.]. 1981. Informe técnico de la Cervecería Tínima.
5. FOGLER, H. Scott. Elementos de ingeniería de las reacciones químicas . Cuarta edición. México: Pearson Educación, 2008, 1120 p. ISBN 978-970-26-1198-1.
6. VIERA BERTRÁN, R.; SOLER PÉREZ, S. Diseño y análisis de reactores químicos . Reimpresión. Tomo I. La Habana: ed. Félix Varela, 2007, 309 p. ISBN 978-959-07-0612-7.
Recibido: Noviembre 2017
Aprobado: Marzo 2018
Dra. María Caridad Julián-Ricardo. Departamento de Ingeniería Química, Universidad de Camagüey "Ignacio Agramonte Loynaz. Camagüey, Cuba.

