










Mi SciELO
 Servicios personalizados
Servicios personalizadosServicios Personalizados
Articulo
 Español (pdf)
Español (pdf)
 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
 Enviar articulo por email
Enviar articulo por emailIndicadores
-
 Citado por SciELO
Citado por SciELO
Links relacionados
-
 Similares en
SciELO
Similares en
SciELO
Compartir

 Permalink
PermalinkTecnología Química
versión On-line ISSN 2224-6185
RTQ vol.38 no.2 Santiago de Cuba may.-ago. 2018
ARTICULO ORIGINAL
OPTIMIZACIÓN DE PASTEURIZACIÓN DE LA LECHE Y MOMENTO DE CORTE DE LA CUAJADA PARA QUESO FRESCO ENZIMÁTICO ARTESANAL
OPTIMIZATION OF THE MILK PASTEURIZATION AND THE CURD CUTTING MOMENT FOR ARTISANAL FRESH ENZYMATIC CHEESE
MSc. Nelson R. Villegas Soto I , Dr.C. Aldo Hernández Monzón II , Dr.C. Julio A. Díaz Abreu II
I Empresa TECNOLAC. CP 060150, Riobamba, Ecuador. nrvillegas70@hotmail.com
II Instituto de Farmacia y Alimentos. Universidad de La Habana (U. H.), Cuba
Resumen
En Chimborazo-Ecuador se elabora un queso fresco enzimático de forma artesanal con leche entera pasteurizada en tanque a altas temperaturas variables, entre 80 y 85 o C; el corto tiempo de coagulación también varía según criterio del quesero, resultando bajos los rendimientos queseros y aprovechamientos de componentes de leche. El objetivo del trabajo fue determinar los parámetros óptimos del tratamiento térmico de leche y la firmeza óptima de la cuajada al momento de corte, para la máxima eficiencia tecnológica. Para la experimentación se determinó densidad, sólidos totales, grasa y proteína en la leche y, en queso, humedad, grasa y proteína; se aplicó un diseño factorial tipo Box-Behnken, utilizando como variables independientes la temperatura de pasteurización (63 o 70 o C), el tiempo de retención (15 o 30 min) y la firmeza de la cuajada, medida con un penetrómetro portátil, al momento de corte (1,7 o 2,1 cm). Las variables de respuesta fueron rendimiento quesero y aprovechamiento de componentes de la leche (sólidos totales, grasa y caseína), midiéndose en cada producción el volumen de leche procesada y la masa de quesos obtenidos. Se concluyó que la temperatura óptima de pasteurización de la leche es de 66 a 67 o C con tiempo de retención de 15 o 30 min y que la firmeza óptima de la cuajada al corte, medida como grado de penetración, sea 2,1 ± 0,1 cm a 35 o C ; así, el rendimiento quesero fue 12,52 % y el aprovechamiento de caseína 87,79 %, ambos indicadores notablemente superiores a los actuales.
Palabras clave: optimización, queso fresco artesanal, eficiencia tecnológica, régimen de pasteurización, firmeza de cuajada al corte.
Abstract
In Chimborazo-Ecuador a fresh enzymatic cheese is handmade produced from whole batch pasteurized milk at very high and variable temperatures (80 to 85 o C); the short clotting time also varies according to the cheese maker's criteria, with low cheese yields and also very bad recovering of the milk components. This work objective was to determine the optimum milk thermal treatment parameters and the optimal curd firmness at the cutting moment, for the maximum technological efficiency. In the experimental part it was determined density, total solids, fat and proteins in milk, as well as humidity, fat and proteins in the obtained cheeses; a factorial design type Box-Behnken was applied, in which the independent variables were the milk pasteurization temperature (63 or 70 o C), the retention time in tank (15 or 30 min) and the curd firmness, measured with a portable penetrometer, at the cutting moment (1,7 or 2,1 cm). As objective or answer variables were taken the cheese yield and the recovering of milk components (total solids, fat and casein), measuring the processed milk volume and the mass of obtained cheeses in each production. It was concluded that the optimal milk pasteurization temperature was 66 to 67 o C with 15 to 30 min of retention time and that the optimum curd firmness at 35 o C , measured as penetration degree in the cutting moment, was 2,1 ± 0,1 cm; consequently the cheese yield was 12,52 % and the casein recovering 87,79 %, both indicators notably higher than the actual ones.
Keywords: optimization, artisanal fresh cheese, technological efficiency indicators, pasteurization regime, curd firmness at cutting moment.
INTRODUCCION
En el cantón Chambo, provincia de Chimborazo, Ecuador, se produce queso fresco de coagulación enzimática de forma artesanal. La leche utilizada para la elaboración de este producto presenta buena composición en sólidos totales, grasa y caseína y la relación Ca/N en todas las queseras como mínimo es de 0,24, lo que permitió calificarla de excelente calidad y muy buena aptitud quesera [1] . Sin embargo, el rendimiento quesero y los aprovechamientos de los componentes en estas queseras actualmente son muy bajos y no se corresponden con la calidad de la leche utilizada. Las principales causas a que se le atribuyeron estos resultados fueron de pasteurización y coagulación de la leche a temperaturas altas, además de realizar el corte de la cuajada con firmezas muy bajas [1] .
El penetrómetro de ángulo plano se desarrolló como método instrumental sencillo y práctico y se validó y fue probado he implantado en la industria quesera cubana [2][3] . La firmeza y el grado de penetración óptimos en la cuajada para el corte, mediante ese método, fue reportada para quesos semiduros 70,2 Pa (2, 0 cm ); para los de pasta blanda 84,7 Pa ( 1,7 cm ); y para los duros 59,7 Pa ( 2,3 cm ) [4] [5] [6] . Para los quesos frescos enzimáticos y de producción artesanal no se ha reportado ningún estudio en cuanto a la firmeza óptima de la cuajada para la realización del corte, ni tampoco el empleo de un método instrumental para determinar el momento de corte de la misma o final de la coagulación, en condiciones de pequeñas y medianas empresas.
Los productos artesanales y tradicionales han incrementado recientemente su popularidad y su producción se ha propuesto como una estrategia de desarrollo para productores rurales de países con economías emergentes [7] [8] , así como también en países desarrollados [9] . El término artesanal se aplica igualmente a productos alimenticios, pero generalmente el análisis de los mismos se enfoca desde una perspectiva cultural, económica y social, sin considerar los estándares oficiales que deben cumplirse [10] [11] [12] .
Considerando los variados objetivos que un producto artesanal puede lograr, el caso de la industria láctea resulta particularmente notable, dado el valor nutritivo de sus productos [13] . Los productos lácteos artesanales y tradicionales son considerados una identidad cultural localizada en un territorio geográficamente delimitado. El análisis de productos artesanales se valora desde un punto de vista económico, definiéndose más como una actividad de mano de obra y de habilidad manual que de capital, no pudiendo beneficiarse de una economía de escala.
El término artesanal, según [14] , está relacionado con manualidad y con elaboración en pequeña escala por personas con ciertas destrezas. Con respecto a los quesos artesanales [13] plantearon que son producidos principalmente a mano, en lotes pequeños con atención particular al arte tradicional del maestro quesero, utilizando la menor cantidad posible de procesos mecánicos. Lo anterior no significa que en lo artesanal no se introduzcan innovaciones de ciencia y tecnología que tiendan a mejorar la calidad de la producción y sus controles [15] .
Teniendo en cuenta estos antecedentes este trabajo tuvo como objetivo determinar los parámetros óptimos del tratamiento térmico de la leche y de la firmeza de la cuajada en el momento de corte, para la máxima eficiencia tecnológica.
MATERIALES Y MÉTODOS
En la parte experimental se determinaron en la leche, densidad, sólidos totales, grasa y proteína y en el queso humedad, grasa y proteínas. Para cada producción se midió el volumen de leche y la masa de queso obtenido.
Para la optimización del proceso de pasteurización de la leche y momento de corte de la cuajada se realizó un diseño factorial Superficie de Respuesta tipo Box-Behnken [16] haciendo uso del paquete de programas Statgraphics Centurion [17] se tomaron como variables independientes la temperatura de pasteurización de la leche (63 a 70 o C), el tiempo de retención en tanque (15 a 30 min) y la firmeza en la cuajada para el corte medida en grados de penetración (1,7 a 2,1 cm) para un total de 15 experimentos y las variables de respuesta fueron el rendimiento quesero, aprovechamiento de componentes de la leche (sólidos totales, grasa y caseína).
Los experimentos se realizaron a escala piloto con un volumen de 20 L de leche, la misma se pasteurizó según diseño de experimentos y se hizo adición de cultivos lácticos a la temperatura de 35 a 36 o C para la coagulación con cuajo líquido. Se controló la firmeza de la cuajada al corte con el penetrómetro de ángulo plano , medida en grados de penetración [5] , según diseño. Se hizo el resto del proceso de elaboración de acuerdo a la tecnología actual de las queseras.
Se controlaron en la leche los indicadores siguientes: volumen, densidad [18] , sólidos totales [19] , grasa [20] y proteína [21] ; en el queso antes del salado: masa de queso, humedad [22] , grasa [23] y proteína [21] .
El rendimiento quesero y el aprovechamiento de componentes se calcularon mediante las expresiones siguientes:
Rendimiento quesero

Aprovechamiento de componentes
donde:
Rq: rendimiento quesero (%)
E x: Aprovechamiento de componentes o eficiencia de recobrado (%)
X q : composición de sólidos totales, grasa o proteína en el queso (%)
X l : composición de sólidos totales, grasa o caseína en la leche (%)
M q : masa de queso (kg)
M l : masa de leche (kg)
El contenido de caseína se estimó a partir del contenido de proteínas en la leche, mediante el factor de 0,78
Humedad sin materia grasa:
Grasa en extracto seco:
donde :
HSMG: humedad sin materia grasa en el queso (%)
Ges: grasa en extracto seco en el queso (%)
El tratamiento estadístico de los resultados se hizo mediante el programa Statgraphics Centurion [17] .
RESULTADOS Y DISCUSIÓN
La tabla 1 presenta los resultados del experimento diseñado con los diferentes regímenes de pasteurización y grados de penetración para decidir el corte de la cuajada. En todos los casos los valores alcanzados por las variables dependientes fueron superiores a los obtenidos en las queseras evaluadas según el análisis del diagnóstico [1] , lo que indica que con la calidad de estas leches y haciendo algunas modificaciones en el proceso de pasteurización, temperatura de coagulación y control del momento de corte de la cuajada se pueden mejorar los indicadores de eficiencia tecnológica.
El análisis estadístico del experimento dio como resultado para las tres variables dependientes que las únicas significativas fueron el grado de penetración en forma lineal (hp) positiva y la temperatura de pasteurización en su forma cuadrática (Tp 2 ) negativa, mientras que el tiempo de retención en la pasteurización no fue significativo en forma alguna. Los valores del coeficiente de determinación (R 2 ) fue ron muy similares para las cuatro variables dependientes (rendimiento 77,64 %; aprovechamiento de sólidos totales 77,12 %; aprovechamiento de caseína 77,62 % y aprovechamiento de grasa 76,18 %)
Haciendo un análisis fenomenológico del proceso de pasteurización, la coagulación de la leche y de la cinética de endurecimiento de la cuajada, se tiene que el componente que presenta relación directa con estos procesos es la caseína, por lo que se puede inferir que este es el componente de mayor incidencia en los aprovechamientos para obtener la masa quesera. Asimismo, se puede considerar que la retención de grasa en la cuajada está íntimamente ligada a la firmeza de esta, según el contenido de calcio y de caseína que se haya logrado en el gel reticular de la misma.
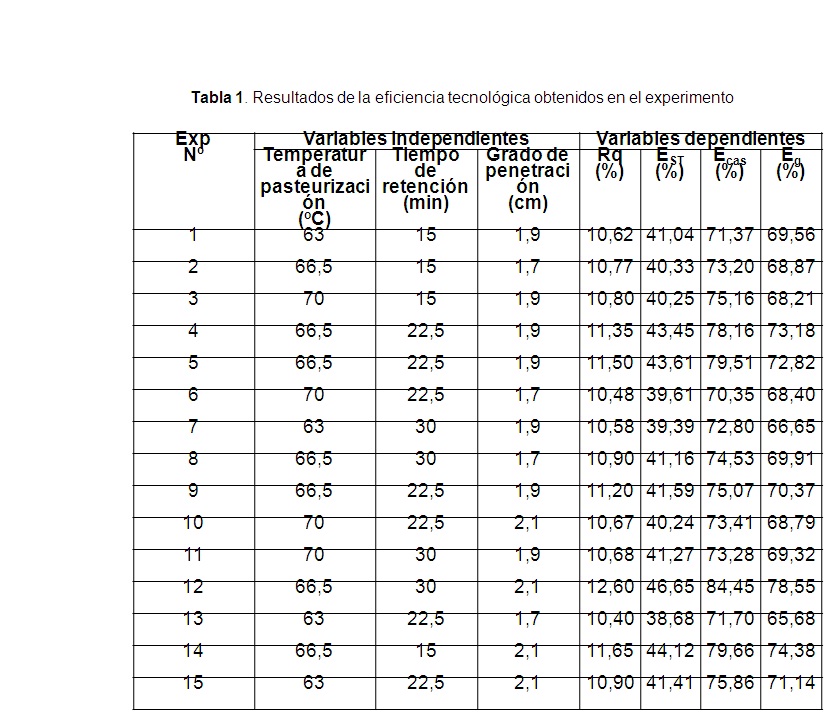
Leyenda: R q : Rendimiento quesero (%); E ST -Aprovechamiento de sólidos totales (%); E cas : Aprovechamiento de caseína (%); E g : Aprovechamiento de grasa (%)
Teniendo en cuenta esta consideración, se realizó un análisis de correlación lineal de cada uno de esos indicadores con respecto al aprovechamiento de la caseína. En la tabla 2 se observa que los valores del coeficiente de correlación de Pearson (r), en todos los casos fueron positivos y superiores a 0,9 e indica el grado de dependencia de estos indicadores con el aprovechamiento de caseína, como se había inferido.
Tabla 2 . Coeficientes de correlación entre indicadores de la eficiencia tecnológica
| Indicador | r (Pearson) con E cas |
| R q | 0,97 |
| E ST | 0,94 |
| E g | 0,92 |
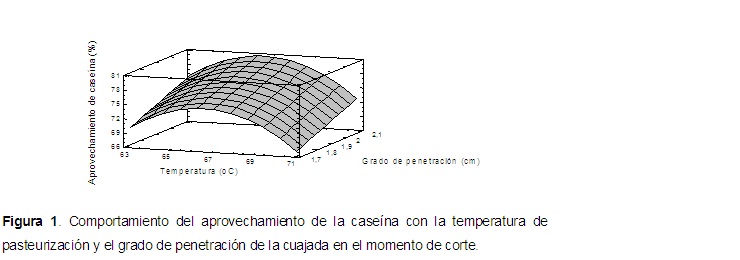
De acuerdo a este resultado se decidió tomar como variable de respuesta para la optimización, el aprovechamiento de caseína. La figura 1 presenta el gráfico de superficie, donde se puede observar claramente que el máximo aprovechamiento de caseína fue para la temperatura de pasteurización 66,5 ºC y para el grado de penetración 2,1 cm. En el caso de la temperatura se pudiera hablar de un valor óptimo, sin embargo para el grado de penetración resultó estar situado en uno de los puntos extremos de la experimentación, no quedando claramente definido el óptimo integral.
Con este experimento se pudo llegar a las conclusiones siguientes: la variable tiempo de retención en la pasteurización de la leche no fue significativa en el intervalo entre 15 y 30 min de retención; la temperatura de pasteurización fue significativa para todos los indicadores con valores máximos a 66,5 o C, que es un nivel intermedio y que pudiera considerarse como un posible óptimo de la variable; el grado de penetración fue significativo para todos los indicadores con los mejores resultados para 2,1 cm, pero en un extremo del intervalo de este experimento y sin evidencia de comportamientos más allá de 2,1 cm de penetración; de los indicad ores de eficiencia tecnológica para el desarrollo de investigaciones el más representativo o indicativo es el aprovechamiento de caseína, aunque los restantes mantienen su importancia desde el punto de vista práctico productivo.
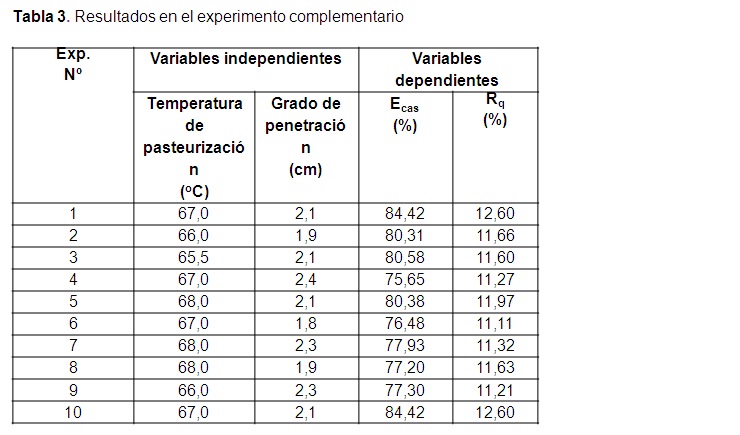
Como con este experimento no se pudo determinar el óptimo integral de los procesos de pasteurización y coagulación, fue necesario realizar un segundo diseño de optimización complementario (diseño factorial compuesto central Superficie de Respuesta 2 2 estrella) [ 17] , solo con las variables temperatura de pasteurización (de 66 a 68 º C) y grado de penetración (de 1,9 a 2,3 cm) y tomando como variable de respuesta para la optimización el aprovechamiento de la caseína. El tiempo de retención en la pasteurización se fijó a 30 min, debido a la no significación de esta variable.
La tabla 3 presenta los resultados experimentales, donde se incluye también el rendimiento por su importancia práctica. Los aprovechamientos de la caseína fueron superiores a 77,20 % y los rendimientos por encima de 11,11 %. El análisis estadístico mediante superficie de respuesta dio que las dos variables independientes fueron significativas (p = 0,05).
El modelo obtenido fue el siguiente:
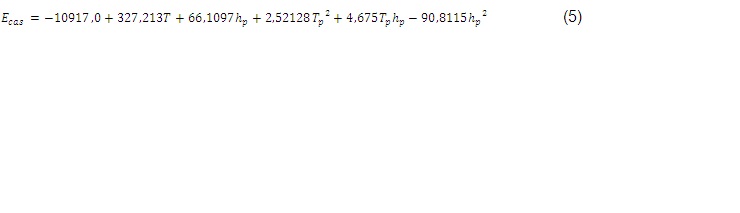
R 2 = 99,15 %; Error estándar de estimación. = 0,43; Estadístico Durbin-Watson = 2,13 (P=0,765)
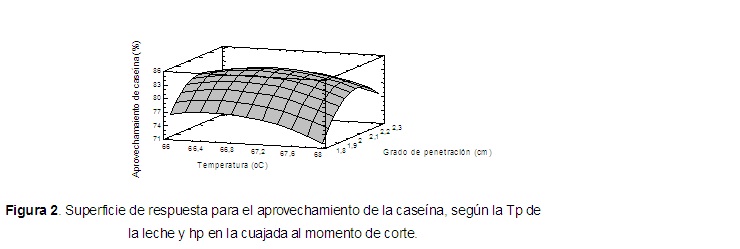
En la figura 2 se visualiza la superficie de respuesta obtenida del análisis estadístico del experimento, en la cual queda claro el efecto de ambos factores con una zona de valor óptimo en cada uno de ellos, para un máximo del aprovechamiento de caseína.
Los valores óptimos de las variables independientes, según el programa, fueron: temperatura de pasteurización 66,8 o C (67,0 o C) y grado de penetración 2,08 cm (2,1 cm).
Para esas condiciones el valor estimado del aprovechamiento de caseína fue de 84,37 %, que resulta muy bueno en una producción comercial en condiciones artesanales.
Para los restantes indicadores de la eficiencia tecnológica, en esas condiciones óptimas, los valores estimados por los modelos ajustados fueron los siguientes: rendimiento quesero de 12,57 %; aprovechamiento de sólidos totales de 46,74 % y aprovechamiento de grasa de 78,32 %, los cuales también se pueden calificar de muy buenos según lo reportado [3].
Asimismo, un mayor aprovechamiento de la caseína implica que más cantidad de grasa pueda quedar atrapada en el coágulo quesero, justificando así el resultado del buen aprovechamiento de grasa relacionado con los factores analizados [24] . Por su parte, el valor máximo alcanzado de 12,57 % de rendimiento para los valores óptimos de la temperatura (67 o C) y del grado de penetración (2,1 cm) al corte de la cuajada, fue cercano a lo reportado para el queso campesino colombiano, con rendimientos de 11 a 13 % [25] [26].
Pruebas a escala piloto y en las queseras artesanales con los óptimos
La tabla 4 refleja los valores medios de los indicadores de la eficiencia tecnológica para tres pruebas de producción quesera con los parámetros óptimos de elaboración determinados, primero a escala piloto (50 L) y en dos queseras artesanales (500 L). Al comparar los resultados prácticos de la escala piloto con los valores estimados óptimos, mediante los modelos estadísticos ajustados en la experimentación, se comprobó que hay una reproducibilidad indudable, casi sin diferencias numéricas. Más aún, en las producciones a escala artesanal comercial, el aprovechamiento de la caseína fue algo superior que los anteriores; el resto de los indicadores de la eficiencia quesera en esa escala también presentaron reproducibilidad con los de la escala piloto.
La tabla 5 presenta los valores medios de los indicadores químicos principales del queso obtenido en las pruebas de producción a escala piloto, de las dos queseras artesanales, así como los del queso artesanal tradicional para comparación. Los indicadores analizados presentaron poca s diferencia s entre los valores medios de los quesos obtenidos en planta piloto y en planta artesanal; el queso mantuvo su clasificación inicial de queso blando (HSMG > 67 %), fresco y con toda la grasa (Ges superior o igual al 45 % e inferior al 60 %) [27] . En cuanto al contenido de proteína en base seca los valores son prácticamente coincidentes.
Tabla 4. Resultados medios de los indicadores de eficiencia de las pruebas de producción quesera con los óptimos (n=3)
| Prueba | Aprovechamiento de caseína (%) | Rendimiento quesero (%) | Aprovechamiento de sólidos totales (%) | Aprovechamiento de grasa (%) |
| Planta piloto | 84,22 (3,08) | 12,21 (0,35) | 46,17 (1,33) | 79,12 (2,55) |
| Planta quesera | 87,79 (2,17) | 12,52 (0,09) | 46,99 (1,01) | 79,08 (2,51) |
Valores ( ) significan desviación estándar
Tabla 5 . Valores medios de los indicadores químicos principales de los quesos en las pruebas de producción con los óptimos y con la tecnología artesanal tradicional
| Prueba | Humedad sin materia grasa (%) | Grasa en extracto seco (%) | Proteína en extracto seco (%) |
| Planta piloto | 72,21 ± 0,80 | 54,09 ± 2,48 | 42,47 ± 0,05 |
| Planta quesera | 70,22 ± 3,91 ) | 51,62 ± 7,29 | 42,15 ± 4,19 |
|
|
|
|
|
| Tecnología artesanal tradicional | 73,70 ± 1,16 | 36,08 ± 1,16 | 40,18 ± 1,20 |
Estos resultados afirman que el queso elaborado bajo condiciones óptimas no presentó diferencias entre planta piloto y planta artesanal en sus principales indicadores químicos que caracterizan a un queso.
La diferencia fundamental de este queso con respecto al artesanal tradicional [1] estuvo dada por la humedad sin materia grasa ligeramente menor, contenido de grasa en extracto seco mayor y de forma muy marcada, así como contenido de proteína ligeramente mayor.
CONCLUSIONES
1. Para la elaboración de queso fresco artesanal los parámetros óptimos del tratamiento térmico de la leche y de la firmeza de la cuajada en el momento de corte fueron: pasteurización de la leche entre 66 y 67 o C con tiempo de retención de 15 a 30 min y firmeza óptima de la cuajada en el momento de corte, expresada en grado de penetración, de 2,1 ± 0,1 cm, coagulando la leche a temperatura de 35 a 36 o C.
2. La máxima eficiencia tecnológica alcanzada en la elaboración del queso fresco artesanal bajo las condiciones óptimas de pasteurización y de firmeza de la cuajada en el momento de corte fueron: aprovechamiento de caseína 87,79 %; rendimiento quesero 12,52 %; aprovechamiento de sólidos totales 46,99 % y aprovechamiento de grasa 79,08 %.
BIBLIOGRAFÍA
1. DIAZ ABREU, Julio Antonio. " Studies on cheesemaking suitability of cuban cow milks and about some technological parameters during its processing into Patagras cheese". ISIAS-Plovdiv. Ph.D. Thesis, Department of Dairy Products, 1980. 120 p.
2. HERNÁNDEZ, Aldo . Desarrollo y aplicación de técnicas reológicas para la optimización y el control del proceso tecnológico en quesos semiduros . La Habana. Tesis doctoral. Instituto Politécnico José Antonio Echeverría, 1989. 100 p.
3. HERNÁNDEZ, Aldo, et al . " Caracterización del Penetrómetro Portátil de ángulo plano para el control de la firmeza del coágulo quesero ". Tecnología Química . 1990, vol. 11, núm. 2, p. 71-76.
4. MINISTERIO DE LA INDUSTRIA ALIMENTICIA . Método instrumental para determinar la firmeza de la cuajada para su elaboración. NRIAL-027 . La Habana. 1990.
5. HERNÁNDEZ, Aldo, et al . Portable Plane Angle Penetrometer for Industrial Control of the Curd Firmness at the Cutting Time En : Proceedings of the Eigth International Congress on Engineering and Food. Puebla: Technhomic Publishing Co, I NC Lancaster Basel, 2001. vol. I. p. 60- 64.
6. BARKIN, D. Superando el paradigma neoliberal: desarrollo popular sustentable . CLACSO . 2001,s.n,. p. 81-89
7. BOUCHER, F, et al. La concentración de las queserías rurales de Cajamarca: retos y dificultades de una estrategia colectiva de activación , Agroalimentaria , 2005, vol. 21, p.13-27.
8. CANTARELLI, F . El observatorio internacional para la valorización de los alimentos tradicionales de los países mediterráneos de la Unión Europea, Agroalimentaria, 2000, vol. 10, p. 45-51.
9. TRICHOPOULOU, A. Traditional Foods: Why and How to Sustain Them . Trends in Food Science & Technology , 2006, vol. 17, p 498-504.
10. CAYOT, N. Sensory Quality of Traditional Foods , Food Chemistry , 2007, vol. 102, núm. 2, p. 445-453.
11. BORBONET, S., et al . Quesos Artesanales. Conceptos. [en línea] 2010 [ref. de 22 de abril de 2014. ]. Disponible en: http://www.latu.oPublicacion-Quesos-Artesanales.
12. DOMÍNGUEZ-LÓPEZ, A., et al. Alimentos artesanales y tradicionales: el queso Oaxaca como caso de estudio del centro de México. Est. Sociales Hermosillo , CIAD, 2011, vol. 19, p. 166-193.
13. BARJOLLE, D. et al . Transaction Costs and Artisan Made Food Products. En : 4th Annual Conference of the International Society for New Institutional Economics. Tuebingen, Alemania,: 2000.
14 MINISTÉRIO DA AGRICULTURA, PECUÁRIA E ABASTECIMENTO. Indústrias de pequeno porte. Instrução Normativa Nº 16 do. Brasil. 2015.
15. VILLEGAS-SOTO, NELSON, et al. Evaluación de la eficiencia tecnológica en la elaboración artesanal de queso fresco de coagulación enzimática . Tecnología Química , 2017 vol. XXXVII núm. 3, p 415-427.
16. MONTGOMERY, D. et al . Applied statistics and probability for engineers. 6th edition. Danvers: John Wiley & Sons Inc., 2014.
17. STAPOINT TECNOLOGIES . STATGRAPHICS. Centurion V15.1.02. Inc Manugistics. 2012.
18. DÍAZ, Julio Antonio . Bioquímica y tecnología de lácteos. Apuntes de texto. La Habana: ISPJAE-ENPSES, 1987. 150 p
19. JARAMILLO, M. et al. La leche y su control. Medellín. Centro de Publicación. Universidad Nacional de Colombia. Sede Medellín, 1999. 157 p.
20. VÁSQUEZ, J. et al. Efecto del recuento de células somáticas sobre la aptitud quesera de la leche y la calidad físico química y sensorial del queso campesino . Rev Fac Med Vet Zoot . 2014, vol. 61, núm. 2, p. 171-185.
21. FAO/OMS. Codex Alimentarius: Leche y productos lácteos. Roma: Organización Mundial de la Salud y Organización de las Naciones Unidas para la Alimentación y la Agricultura, 2011. 267 p.
22. INSTITUTO ECUATORIANO DE NORMALIZACIÓN. Leche. Determinación de la densidad relativa. NTE-INEN-0011 . Quito. 1984.
23. INSTITUTO ECUATORIANO DE NORMALIZACIÓN. Leche. Determinación de sólidos totales y cenizas. NT-INEN-0014. Quito. 1984. .
24. INSTITUTO ECUATORIANO DE NORMALIZACIÓN. Leche. Determinación del contenido de grasa. , NT-INEN-0012. Quito. 1973. .
25. INSTITUTO ECUATORIANO DE NORMALIZACIÓN. Leche. Determinación de proteínas. NT-INEN-0016. Quito 1984 .
26. INSTITUTO ECUATORIANO DE NORMALIZACIÓN . Quesos. Determinación del contenido de humedad. NTE-INEN-63. Quito. 1974.
27. INSTITUTO ECUATORIANO DE NORMALIZACIÓN. Quesos Determinación del contenido de grasas. NT-INEN-0064 . Quito. 1974.
Recibido: Noviembre 2017
Aprobado: Marzo 2018
MSc. Nelson R. Villegas Soto. Empresa TECNOLAC. CP 060150, Riobamba, Ecuador

