










 Serviços customizados
Serviços customizados Espanhol (pdf)
Espanhol (pdf)
 Artigo em XML
Artigo em XML Referências do artigo
Referências do artigo
 Enviar este artigo por email
Enviar este artigo por email Citado por SciELO
Citado por SciELO  Similares em
SciELO
Similares em
SciELO 
 Permalink
PermalinkIntroducción
A nivel mundial y, principalmente, los países en desarrollo, padecen 3 grandes crisis: la crisis energética, por la baja en las reservas probadas de combustible fósil; la crisis alimentaria, al utilizar gramíneas alimenticias para producir energéticos y tierras para sembrarlas o sembrar otros vegetales para ese fin; y la crisis medioambiental, al deforestar la tierra para aumentar las áreas de cultivo, utilizar fertilizantes y sustancias para el campo altamente demandantes de energía para su producción y disponer de manera inadecuada los residuales de las actividades humanas.
Lo anterior, considerando que se sobreexplotan los ecosistemas al consumir irrestrictamente los recursos no renovables y que se deteriora el suelo al deforestar para extender las áreas de cultivo, se modifica el entorno y con ello la biota; además se dispone inadecuadamente y de manera dispersa de los residuales generados. Todo ello provoca altos costos económicos y compromete gravemente al medioambiente.
Por consiguiente, es necesario explorar y establecer opciones comprometidas y cuidadosas con el medioambiente, que eviten el uso de la tierra y cuerpos de agua para la disposición de residuales; también, se ofrezcan opciones de generación de fuentes renovables de energía y se disminuyan las emisiones de Gases de Efecto Invernadero (GEI), ofreciendo un menor costo e impacto ambiental. Por todo lo anterior, el tratamiento anaerobio de los residuales orgánicos citados en esta investigación, ofrece la oportunidad de obtener un energético (metano del biogás) que no aporta a las emisiones de GEI, en virtud de que el dióxido de carbono emitido por su quema está dentro del inventario medioambiental [1-4].
La digestión anaerobia de los residuales orgánicos, generados por las actividades humanas, elimina el riesgo sanitario que representa depositarlos en el suelo y los afluentes o el mar, entre ellos los restos de comida, los lodos cloacales y las excretas de ganado.
Además, el tratamiento anaerobio de estos residuales tiene menores requerimientos de energía e impacto ambiental que otros tipos de tratamiento como: la producción de composta que emite GEI, lixiviados que contaminan el suelo y mantos freáticos con metales pesados y organismos patógenos; el tratamiento aerobio que genera lodos contaminados y GEI; y su quema que genera cenizas difíciles de disponer, dioxinas y otros gases contaminantes. Sin embargo, el tratamiento anaerobio de esos residuales, elimina los organismos patógenos que pueda contener, por ser un proceso anóxico, produciendo de manera natural biogás rico en metano almacenado como fuente de bioenergía, lo que controla las emisiones de gases de efecto invernadero, principalmente del metano que es 21 veces mayor su efecto que el del dióxido de carbono; asimismo, los residuales de este proceso (uno líquido, rico en nitrógeno amoniacal y otro sólido, rico en macro y micro nutrientes) resultan ser un valioso fertilizante inocuo, debido a que por lo general contienen mayor concentración de nitrógeno biológicamente disponible que los residuales sin tratamiento, están libres de organismos patógenos y no dependen de los requerimientos de energía, materia prima e impacto ambiental de la industria de los fertilizantes [2, 3].
La codigestión anaerobia se ha estudiado desde el punto de vista de la importancia del pH y el amortiguamiento bicarbonático de la mezcla de proceso [5], del desarrollo de metodologías de optimización termo económicas, de la mejor forma de obtener el balance exergético y del análisis de los costos de la producción/generación de energía en los sistemas de tratamiento de aguas residuales [6-8]. También, se han desarrollado trabajos referentes a la factibilidad técnico económica de los sistemas de producción de biogás, de la parte orgánica de los residuos sólidos orgánicos municipales [9] igualmente de otros dirigidos a evaluar el costo de remediación medio ambiental de las aguas residuales municipales [10], sobre la evaluación de su sostenibilidad ambiental cuando se utilizan residuales orgánicos domésticos y cultivos energéticos y la influencia del digestato como fertilizante [11] así como sobre análisis exergo-económicos del procesos para el tratamiento de los residuales de la elaboración del queso [12] y del potencial del biogás en la atención eléctrica de la demanda fluctuante y las redes inteligentes de energía [13].
También se han desarrollado trabajos para definir la factibilidad de codigerir en el rango mesofílico lodos de depuradora con vegetales como la Egeria densa [14].
En este estudio, se investigó en biorreactores a escala de laboratorio la factibilidad y el potencial energético que ofrece la codigestión anaerobia de mezclas con tres (3) diferentes proporciones de estiércol bovino, lodos cloacales y residuos de comida a 50 ºC. La investigación demostró que la codigestión a esa temperatura para esos tres residuales es factible, considerando que cuando se rebasa el 50 % de sólidos totales de residuos de comida introducidos en la mezcla, el proceso se encuentra en un punto de inhibición de la codigestión y, a medida que se disminuye la proporción de sólidos totales de los residuales de comida, la remoción de sólidos totales y volátiles para obtener biogás con un alto porcentaje de metano se incrementa; lo que significa que su potencial energético aumenta, obteniéndose como resultado un aporte mínimo de 5,44 MJ y máximo de 13,58 MJ por kg de sólidos totales (S.T.) introducidos. Este estudio también demuestra que la codigestión anaerobia de esos residuales ofrece mayor potencial energético que la quema de estiércol, considerando que representa un aporte de 4,4 MJ/kg y, que el comportamiento de este proceso se ajusta a los modelos Modificado de Gompertz y Cinético de Primer Orden, lo que ofrece un aceptable pronóstico para la producción acumulada de biogás y metano.
Materiales y métodos
La biomasa residual y el tratamiento anaerobio
En México, en el municipio de Coatzacoalcos de Veracruz, el estiércol bovino y algunos restos de comida se depositan en vertederos al aire libre y las aguas residuales municipales son vertidas a los afluentes y playas; con la consiguiente contaminación ambiental y posibles daños a la salud por las bacterias y parásitos que contienen. Sin embargo, al tratar esos residuales mediante su codigestión anaerobia, se puede garantizar la eliminación de su impacto ambiental y daños a la salud que representan al eliminarse los microorganismos patógenos que contiene, además de obtener un energético (biogás) que puede emplearse en sustitución de los combustibles fósiles, controlando con ello las emisiones de GEI, y lodos libres de microorganismos patógenos ricos en nutrientes para el campo, así como un efluente líquido rico en amonio.
Descripción del proceso
Instalación experimental
El equipamiento para el desarrollo del experimento consta de 6 biorreactores de mezcla completa de forma cilíndrica con bridas ciegas en la parte superior e inferior, que se muestran en la figura 1, cuyos cilindros son de acrílico transparente, como se observa en la parte a) de la figura, de 13.97 cm de diámetro interno (5,5”) y 40 cm de alto (16”). Cuyo volumen total es de 6,131 litros y un volumen de proceso de 5,5 litros. En la brida ciega superior se encuentran anclado el motor (CA 127 Volts, 6 rpm y 3 Watts) que mueve la flecha del agitador introducida por un orificio en la misma, al igual que la válvula de salida del biogás producido que se capta en bolsas tedlar, que se observa en la parte b) de la figura 1. En la brida ciega inferior se encuentra colocado el soporte para la flecha del agitador.
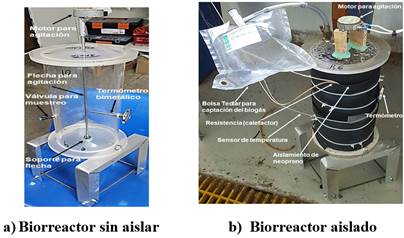
En la figura 1, parte a), se observa que en el cuerpo cilíndrico se encuentran introducidos: el termómetro analógico para visualizar la temperatura de proceso y la válvula para toma de muestra del efluente y medir el pH del proceso. En la parte b) de la figura 1, se aprecia que el cuerpo del reactor se encuentra aislado con un recubrimiento de neopreno, sobre el que se encuentra una resistencia de filamento de 5 ohm y 10 metros, que envuelve al reactor y sirve como calefactor para obtener la temperatura de proceso entre la que se coloca un sensor de temperatura (termopar) tipo J, que envía la señal al controlador de temperatura; aislados por otra capa de neopreno.
Sistemas de control y medición de los biorreactores
Para el control de la temperatura del proceso en los reactores, se tienen tres cajas de control que se muestran en la figura 2, en las que se encuentran los controladores de temperatura utilizados, que regulan la intensidad del fluido eléctrico hacia los calefactores, evitando variaciones bruscas de temperatura que dañen el proceso y, los interruptores que permiten cerrar o abrir el flujo eléctrico hacia los controladores de temperatura y los motores de agitación de cada uno de los biorreactores.

Sistema de medición del biogás producido
Para la medición de la producción de biogás, se utiliza un medidor de flujo como el que se muestra en la figura 3, que permite observar la producción por periodos determinados; en este caso, la producción total, visualizando directamente el contador. El biogás producido se almacena en bolsas tedlar, como la que se observa en la figura 1 a). Cada reactor posee un medidor de flujo de gas y 1 bolsa tedlar removible.
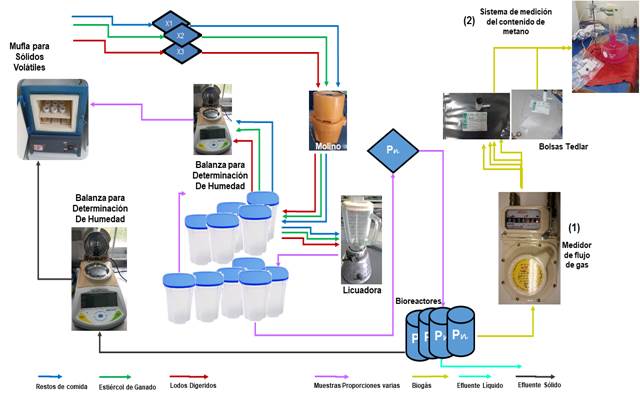
La determinación de la cantidad de metano en el biogás se hace mediante la absorción del CO2 en hidróxido de sodio, midiendo el volumen desplazado en la probeta como se muestra en los elementos (1) y (2) en la figura 3, donde aparece el diagrama del bloque del proceso.
Actividades y tareas del proceso
Se prepara una mezcla de los residuales a tratar, tal como se muestra en la figura 5, con la finalidad de obtener el tamaño y las proporciones establecidas en el experimento, mediante las siguientes tareas:
Se colectaron residuos orgánicos de cocina (ROC) en una fonda de mercado X1.
Se acopió estiércol de ganado vacuno estabulado de un establo cercano al aeropuerto X2.
Se obtienen lodos cloacales de un cárcamo del sistema de drenaje de la ciudad X3.
Una vez recolectados los materiales, mediante una trituradora y una licuadora se reduce el tamaño de partículas de cada uno de ellos por separado, toda vez que las partículas muy pequeñas favorecen la compactación y aumenta la superficie de ataque microbiano.
Posteriormente, se determina la humedad de cada componente en la muestra mediante la balanza para determinación de humedad o estufa y así determinar la cantidad de sólidos totales presentes en cada una de ellas.
La muestra seca se lleva a una mufla para determinar el contenido de sólidos volátiles en la muestra
Se mezclan con la licuadora los componentes acorde a las cantidades de sólidos totales, determinando la humedad de la mezcla, para agregar el agua requerida en el proceso.
La muestra seca se lleva a una mufla para determinar el contenido de sólidos volátiles a proceso
Se introduce la mezcla en los biorreactores, retirando la bolsa del gas colectando por día y absorbiendo el CO2 en hidróxido de sodio.
Al termino del proceso, se retiran los sólidos residuales y se determina su humedad en la balanza o la estufa
Se determinan los Sólidos Volátiles en el residual sólido
Resultados
Las proporciones de carga a los reactores en sólidos totales base seca (S. T.), los correspondientes sólidos volátiles (S. V.) y el agua añadida, empleados en el experimento se muestran en la tabla 1
Tabla 1 Proporciones de carga por Reactor
| Reactor 1 | Reactor 2 | Reactor 3 | ||||||
|---|---|---|---|---|---|---|---|---|
| Lodos | Estiércol | Comida | Lodos | Estiércol | Comida | Lodos | Estiércol | Comida |
| Sólidos Totales | Sólidos Totales | Sólidos Totales | ||||||
| 64,75 g | 258,47 g | 324,26 g | 64,75 g | 258,53 g | 324,20 g | 94,57 g | 230,58 g | 330,65 g |
| 10,00 % | 39,92 % | 50,08 % | 10,00 % | 39,93 % | 50,07 % | 14,42 % | 35,16 % | 50,42 % |
| Sólidos Volátiles | Sólidos Volátiles | Sólidos Volátiles | ||||||
| 1,33 g | 132,45 g | 206,51 g | 1,33 g | 132,47 g | 206,48 g | 2,20 g | 133,42 g | 237,77 |
| 0,39 % | 38,92 % | 60,69 % | 0,39 % | 38,93 % | 60,68 % | 0,59 % | 35,73 % | 63,68 % |
| 647,48 g S. T. | 340,29 g S. V. | 647,48 g S. T. | 340,29 g S. V. | 655,80 g S. T. | 373,4 g S. V. | |||
| Agua | 2.141 ml (g) | Agua | 2.141 ml (g) | Agua | 2.254 ml (g) | |||
| Reactor 4 | Reactor 5 | Reactor 6 | ||||||
| Lodos | Estiércol | Comida | Lodos | Estiércol | Comida | Lodos | Estiércol | Comida |
| Sólidos Totales | Sólidos Totales | Sólidos Totales | ||||||
| 94,57 g | 230,58 g | 330,65 g | 126,0 g | 220,7 g | 284,8 g | 126,0 g | 220,7 g | 284,8 g |
| 14,42 % | 35,16 % | 50,42 % | 19,95 % | 34,95 % | 45,10 % | 19,95 % | 34,95 % | 45,10 % |
| Sólidos Volátiles | Sólidos Volátiles | Sólidos Volátiles | ||||||
| 2,20 g | 133,42 g | 237,77 g | 3,23 g | 140,77 g | 225,79 g | 3,23 g | 140,77 g | 225,79 g |
| 0,59 % | 35,73 % | 63,68 % | 0,87 % | 38,07 % | 61,06 % | 0,87 % | 38,07 % | 61,06 % |
| 655,80 g S. T. | 373,4 g S. V. | 631,50 g S. T. | 369,78 g S. V. | 631,50 g S. T. | 369,78 g S. V. | |||
| Agua | 2.254 ml (g) | Agua | 2.377 ml (g) | Agua | 2.377 ml (g) | |||
Biogás producido
La producción de gases sólo se dio en los reactores 1, 2, 5 y 6; toda vez que en los reactores 3 y 4 se encontró un punto de inhibición del proceso. En la figura 4, se muestra la producción acumulada de biogás y metano con su porcentaje dentro del biogás; la figura 5, muestra las producciones acumuladas de biogás y metano, de metano por kilogramo de sólidos totales y volátiles, tanto introducidos como agotados. En virtud de que el porcentaje promedio del metano contenido en el biogás producido por los reactores es del 75,78 % y que el poder calorífico del metano es de 9.500 Kcal/ m³; para efectos de este trabajo, se considera que el poder calorífico del biogás es de 7.199 Kcal/ m³ [15].


Evaluación de la operación de los digestores (reactores)
Los diferentes reactores se cargaron con 5,100 kg de carga total de proceso; que corresponden a 12,70 % de sólidos totales para los reactores 1 y 2; 12,86 % para los reactores 3 y 4; y 12,38 % para los reactores 5 y 6.
Como el objetivo del proceso de la codigestión es remover (agotar) los sólidos totales y principalmente los volátiles para producir biogás con el mayor porcentaje de metano posible, entonces acorde con la producción de gas y a la remoción de sólidos totales y volátiles que se muestran en la tabla 2, se puede decir que: los reactores 1 y 2 tuvieron un buen rendimiento con una remoción del 57,15 % (370,01 g) de sólidos totales y del 95,62 % (325,40 g) de sólidos volátiles con una producción de biogás de 3,823 l conteniendo el 75,96 % de metano (2,904 l) en el reactor 1 y, en el reactor 2 una remoción del 52,87 % de sólidos totales (342,38 g) y del 95,72 % (325,71 g) de Sólidos Volátiles, produciendo 3,825 l de biogás conteniendo el 75,56 % (2,890 l); sin embargo el tiempo de residencia (TR) del reactor 2 (14 días) fue 12 días menor al del reactor 1 (26 días), lo que significa un TR 85,71 % menor en el reactor 2.
Sin embargo, los reactores 5 y 6 incrementaron el rendimiento al existir en el reactor 5 una remoción del 81,40 % de sólidos totales (514,07 g) y el 96,60 % (357,21 g) de sólidos volátiles, con una producción de 5,947 l de biogás conteniendo el 75,74 % de metano (4,504 l) y, en el reactor 6 una remoción del 79,05 % de sólidos totales (499,23 g) y el 96,50 % de sólidos volátiles (356,83 g) con una producción de 5,935 l de biogás con un contenido de metano del 75,84 % (4,501 l); con un TR de 13 días para el reactor 5 y 7 días para el reactor 5, lo que significan un TR 6 días menor, lo que representa el 85,71 %.
Los reactores 3 y 4 no tuvieron rendimiento al no presentar remoción de sólidos volátiles ni producción de biogás, lo que significa que las cantidades de componentes, principalmente de restos de comida utilizadas para la mezcla; toda vez que como se muestra en la tabla 2, el incremento de estos residuales en los reactores disminuye tanto la remoción de sólidos como la producción de biogás (reactores 1 y 2) hasta inhibirla (reactores 3 y 4).
Tabla 2 Cantidades de Sólidos Totales y Volátiles introducidos, agotados y residuales
| Reactor | Sólidos Totales (g) | Sólidos Volátiles (g) | ||||
|---|---|---|---|---|---|---|
| Introducidos | Agotados | Residual | Introducidos | Agotados | Residual | |
| 1 | 647,48 | 370,01 | 277,47 | 340,29 | 325,40 | 14,89 |
| 2 | 647,48 | 342,38 | 305,10 | 340,29 | 325,71 | 14,58 |
| 3 | 655,80 | 0,00 | 655,80 | 373,40 | 0,00 | 373,40 |
| 4 | 655,80 | 0,00 | 655,80 | 373,40 | 0,00 | 373,40 |
| 5 | 631,50 | 514,07 | 117,43 | 369,78 | 357,21 | 12,57 |
| 6 | 631,50 | 499,23 | 132,27 | 369,78 | 356,83 | 12,95 |
Evaluación energética y económica del proceso de codigestión anaerobio de los residuales
Después de evaluar el rendimiento de la operación para los reactores, por medio del análisis sobre la producción de biogás, se efectúa una evaluación del aporte energético, considerando el contenido de metano que posee y el aporte económico del proceso anaerobio de los residuales.
Antes de verificar el aporte energético, utilizando la ecuación (1), se convierte a kg las producciones de metano de cada reactor dado que su densidad es de 0,000656 kg/l, cantidades que se muestran en la tabla 2.
Con la producción de metano en kilogramos y utilizando su poder calorífico de 58787 kJ/kg, mediante la ecuación (2), se obtiene el aporte energético de cada reactor por la producción de ese gas, que se muestran en la tabla 3.
Tabla 3 Producción de metano y Aporte energético de los reactores por kg de sólidos totales y volátiles
| Reactor | Producción kg metano/kg S. T. | Producción kg metano/kg S. V. | Aporte energético kJ/kg S. T. | Aporte energético kJ/kg S. V. | ||||
|---|---|---|---|---|---|---|---|---|
| Introducidos | Agotados | Introducidos | Agotados | Introducidos | Agotados | Introducidos | Agotados | |
| 1 | 0,004 | 0,007 | 0,007 | 0,008 | 227,700 | 398,454 | 433,258 | 453,084 |
| 2 | 0,004 | 0,007 | 0,007 | 0,008 | 227,819 | 430,834 | 433,485 | 452,889 |
| 3 | 0,000 | 0,000 | 0,000 | 0,000 | 0,000 | 0,000 | 0,000 | 0,000 |
| 4 | 0,000 | 0,000 | 0,000 | 0,000 | 0,000 | 0,000 | 0,000 | 0,000 |
| 5 | 0,006 | 0,008 | 0,011 | 0,011 | 363,170 | 446,131 | 620,206 | 642,030 |
| 6 | 0,006 | 0,008 | 0,011 | 0,011 | 362,437 | 458,466 | 618,954 | 641,417 |
No obstante, la valoración del aporte energético con base en la producción de metano no representa el total del potencial energético del proceso, en virtud de que sólo se removieron una porción de los sólidos totales introducidos al proceso; 57,15 % en el reactor 1, 52,88 % en el reactor 2, 81,40 % en el reactor 5 y 79,05 % en el reactor 6. Lo anterior, se debe a que los residuales del proceso resultan ser un fertilizante libre de elementos patógenos, por lo que considerando sólo el residual sólido y tomando como referencia su valor energético de síntesis como nitrato amónico que es de 44 MJ/kg, entonces el aporte energético adicional sería: para el reactor 1 de 12,21 MJ/kg, para el reactor 2 de 13,42 MJ/kg, para el reactor 5 de 5,17 MJ/kg y para el reactor 6 de 5,82 MJ/kg.
El posible aporte económico se establece considerando las cantidades de producción de metano y de residual sólido y, que el kilogramo de fertilizante orgánico sólido húmedo se oferta en el mercado a $50,00 MXN y que el metro cúbico de gas natural residencial tiene un precio al público de $81,02 MXN, lo que significa que el aporte económico para: los reactores 1 y 2 es de $14,11 MXN y $15,49 MXN por cada por cada 647,48 gramos de masa seca respectivamente y, para los reactores 5 y 6 es de $6,23 MXN y $6,97 MXN por cada 631,5 gramos de masa seca respectivamente; que escalado a 1 kilogramo de masa seca, el aporte económico del proceso en cada reactor sería de $21,79 MXN/kg S. T. para el reactor 1; 23,92 MXN/kg S.T. para el reactor 2; $9,87 MXN/kg S. T. para el reactor 5 y $11,04 MXN/kg S. T. para el reactor 6.
Simulación de la acumulación de los gases en el proceso
Considerando que el objetivo fundamental de la Codigestión anaerobia es agotar los sólidos volátiles introducidos al proceso; utilizándo los resultados experimentales de la producción en ml de biogás y metano por gr de sólidos volátiles introducidos, se simuló y comparó la acumulación de esos gases en el proceso mediante los modelos Modificado de Gompertz que se representa por la ecuación (3) y Cinético de Primer Orden de la ecuación (4), determinándose los parámetros de los modelos mediante regresiones no lineales.
En la figura 6, se muestran gráficamente la comparación entre los resultados experimentales y la simulación de la acumulación de gases en el proceso con los modelos. Así mismo, en la tabla 4, presentan los datos de producción experimental y simulada por los modelos.
donde:
P(t) |
producción calculada para el día |
k |
máxima tasa de producción de metano |
t |
tiempo en días |
γ |
Potencial de metano del sustrato |
l |
tiempo mínimo para producir metano |
e |
exp(1)=2.7183 |
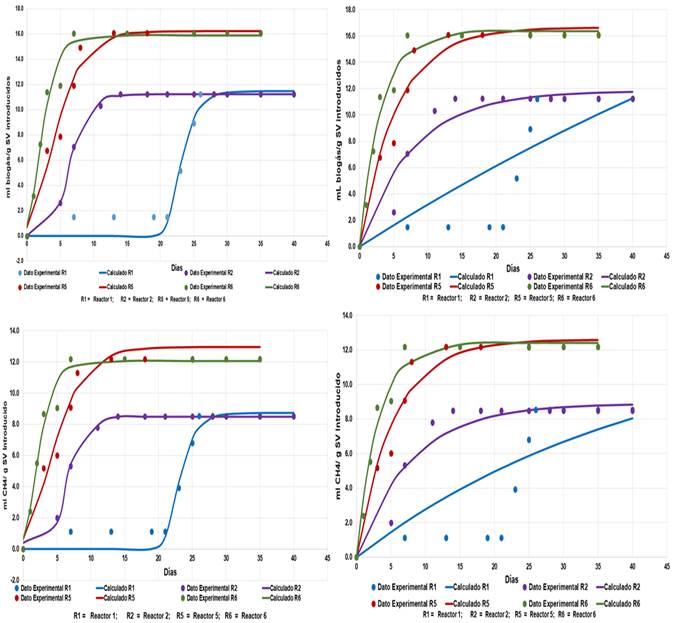
Fig. 6 Comparación de los resultados experimentales vs obtenidos con los Modelos de Gompertz Modificado (lado izquierdo) y Cinético de Primer Orden (lado derecho) los puntos representan los datos de las producciones experimentales y las líneas las producciones calculadas.
Tabla 4 Producción acumulada de biogás y metano calculadas con los modelos de Gompertz Modificado y Cinético de Primer Orden (ml/g de sólidos volátiles introducidos)
| Reactor 1 | Reactor 2 | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| Día | Gompertz Modificado | Cinético de Primer Orden | Día | Gompertz Modificado | Cinético de Primer Orden | ||||
| Biogás | Metano | Biogás | Metano | Biogás | Metano | Biogás | Metano | ||
| 0 | 0,0 | 0,0 | 0,0 | 0,0 | 0 | 0,0 | 0,4 | 0,0 | 0,0 |
| 7 | 0,0 | 0,0 | 2,3 | 2,0 | 5 | 2,7 | 1,7 | 5,6 | 4,2 |
| 13 | 0,0 | 0,0 | 4,1 | 3,5 | 7 | 6,9 | 5,4 | 7,0 | 5,2 |
| 19 | 0,0 | 0,0 | 5,9 | 4,8 | 11 | 10,6 | 7,9 | 8,9 | 6,7 |
| 21 | 1,0 | 0,8 | 6,4 | 5,1 | 14 | 11,1 | 8,5 | 9,8 | 7,4 |
| 23 | 5,6 | 4,3 | 7,0 | 5,5 | 18 | 11,2 | 8,5 | 10,6 | 8,0 |
| 25 | 9,3 | 7,0 | 7,5 | 5,9 | 21 | 11,2 | 8,5 | 11,0 | 8,3 |
| 26 | 10,2 | 7,8 | 7,8 | 6,0 | 25 | 11,2 | 8,5 | 11,3 | 8,5 |
| 26 | 11,1 | 8,4 | 8,3 | 6,4 | |||||
| 30 | 11,4 | 8,6 | 8,8 | 6,7 | |||||
| 35 | 11,5 | 8,7 | 10,1 | 7,4 | |||||
| 40 | 11,5 | 8,7 | 11,3 | 8,0 | |||||
| Reactor 5 | Reactor 6 | ||||||||
| Día | Gompertz Modificado | Cinético de Primer Orden | Día | Gompertz Modificado | Cinético de Primer Orden | ||||
| Biogás | Metano | Biogás | Metano | Biogás | Metano | Biogás | Metano | ||
| 0 | 0,7 | 0,6 | 0,0 | 0,0 | 0 | 0,8 | 0,6 | 0,0 | 0,0 |
| 3 | 5,4 | 4,1 | 7,0 | 5,4 | 1 | 3,3 | 2,5 | 4,5 | 3,4 |
| 5 | 9,5 | 7,1 | 10,0 | 7,6 | 2 | 7,0 | 5,3 | 7,7 | 5,9 |
| 7 | 12,5 | 9,5 | 12,0 | 9,2 | 3 | 10,3 | 7,9 | 10,1 | 7,7 |
| 8 | 13,5 | 10,3 | 12,8 | 9,7 | 5 | 14,1 | 10,7 | 13,0 | 9,9 |
| 13 | 15,7 | 12,4 | 15,1 | 11,5 | 7 | 15,4 | 11,7 | 14,6 | 11,1 |
| 18 | 16,2 | 12,8 | 16,0 | 12,1 | 15 | 15,9 | 12,1 | 16,2 | 12,3 |
| 25 | 16,2 | 12,9 | 16,5 | 12,5 | 25 | 15,9 | 12,1 | 16,4 | 12,4 |
Discusión de resultados
Los resultados de la investigación revelan que el proceso además de eliminar una cantidad de emisiones de metano, que provocan 21 veces más el efecto invernadero que las emisiones de CO2, produce un mayor aporte energético, comparado con la quema del estiércol bovino que es de 4,4 MJ/kg y un considerable aporte económico aún desde el nivel laboratorio.
Si los resultados obtenidos se extrapolan al nivel industrial, se puede concluir que la codigestión anaerobia de estiércol bovino, lodos cloacales y residuos de comida representa una gran posibilidad energética y de ganancia económica, considerando por un lado que tan sólo en Coatzacoalcos la producción de residuos sólidos orgánicos urbanos es de 83.303,84 t/año lo que hace un promedio diario de 228,23 toneladas, y por otro la producción de 21 t/día de estiércol en 2 lugares cercanos al Aeropuerto de Coatzacoalcos con 800 terneros y 200 vacas y, de 6.38 m3/s de aguas residuales municipales no tratadas que representan el 53.2% del total del residual en el estado de Veracruz.
Conclusiones
La codigestión anaerobia de los residuales con una proporción en la mezcla de proceso del 50 % o menor de sólidos totales de restos de comida es exitosa; por lo que a simple vista, se observa que el proceso de codigestión de los residuales considerados en la investigación, aún sin optimizar ni extrapolarlo con las cantidades que se generan en las diferentes localidades, ofrece una solución al problema que actualmente éstos significan; con grandes beneficios, tales como oferta de trabajo, mejora del medio ambiente, sustitución en una parte del uso de combustibles fósiles y una alta posibilidad económica, al sustituir los rellenos sanitarios y tiraderos a cielo abierto, así como lagunas de oxidación al aire libre o vertederos en afluentes que solo causan erogaciones y afectaciones en el medio ambiente y la calidad de vida.

