










 Serviços customizados
Serviços customizados Espanhol (pdf)
Espanhol (pdf)
 Artigo em XML
Artigo em XML Referências do artigo
Referências do artigo
 Enviar este artigo por email
Enviar este artigo por email Citado por SciELO
Citado por SciELO  Similares em
SciELO
Similares em
SciELO 
 Permalink
PermalinkIntroducción
El desarrollo del biogás en Cuba, ha estado dirigido fundamentalmente al tratamiento de excretas de ganado porcino y vacuno en pequeñas y medianas granjas agropecuarias, con el fin de disminuir su carga contaminante, por medio de biodigestores de cúpula fija, campana flotante, tubulares de polietileno, biodigestor híbrido y lagunas tapadas.1
Ante los nuevos retos que enfrenta el país (alcanzar el 24 % de sustitución de las energías no renovables por renovables para el año 2030) y la necesidad cada vez más creciente de sustituir los combustibles fósiles, el sector del biogás está enfocado no solo a buscar nuevas biomasas; sino también a la aplicación de tecnologías innovativas y de avanzada que mejoren la producción de biogás y la eficiencia de proceso, con una consecuente mejora de su factibilidad económica.
En Cuba se generan una elevada cantidad de residuos agroindustriales, los cuales son una fuente de sustrato potencial para la producción de biogás. Entre ellos el RS, constituido por paja de arroz, cáscara de arroz y granos de arroz fraccionados, se destaca por su volumen de generación (0,04 t /t de arroz húmedo) y disponibilidad en la industria arrocera, cuyo destino es ser depositado en grandes montones, los cuales se encuentran cercanos al secadero, constituyendo en muchas ocasiones fuente de contaminación ambiental.2
En la revisión realizada de la literatura se encontraron pocos artículos que reportan el estudiodel RSparala producción de biogás,3, ) obteniendo uno de ellos 4durante la monodigestión del RS una producción de biogás de 320 L/kg SV en un sistema discontinuo a régimen mesofílico.2
La digestión anaerobia de residuos de la agroindustria arrocera, principalmente la paja de arroz y el residuo del secado de arroz tienen una atención especial debido a su elevado contenido en materia orgánica.4Sin embargo, su alta relación C/N y contenido de lignina, así como su compleja, estable y recalcitrante estructura lignocelulósica son consideradas limitantes cuando estos residuos son digeridos como único sustrato.5 De ahí que un mejor balance de nutrientes y alternativas de pretratamiento son estrategias a tener en cuenta para mejorar el proceso de digestión anaerobia para este tipo de residuos.
La codigestión ha sido aplicada con resultados positivos en la mezcla de la paja de arroz y cáscara de arroz con residuos de comida,6,7, excreta porcina,8,9, excreta vacuna,10 , 11,hydrillaverticillata12y con gallinaza y excreta porcina,13Recientemente se reportó9 el efecto positivo de la codigestión del RS
con excreta porcina, al lograrse un incremento del rendimiento de metano en un 18%, respecto al valor esperado por la contribución individual en la mezcla.
La codigestión anaerobia proporciona beneficios como estabilización del proceso, pH y capacidad de amortiguación, incorporación de macro y micronutrientes en falta, reduce la concentración de compuestos inhibidores o tóxicos (ácidos grasos volátiles/amoníaco), logrando una mejor sinergia, a través de la mezcla de diversos sustratos, y actividad microbiana, con lo cual se mejora el rendimiento de metano en el proceso.14
Aunque los estudios realizados hasta el momento dan información del potencial de biogás a partir del RS y la posibilidad de su mejoramiento por codigestión,2,9, no ofrecen información sobre los parámetros de diseño del proceso de digestión anaerobia y efectos acumulativos del proceso, que solo podrían ser estudiados en régimen semicontinuo.
La mezcla del RScon RP y RV se presenta como una alternativaatractiva para su implementaciónen Empresas Agroindustriales de Granos, al tener disponibilidad de ganadería vacuna y porcina cercana a la planta de secado del arroz,lo cual posibilita el uso de la codigestion del RS con estos residuos. Por lo que el objetivo del presente trabajo fue evaluar el proceso de monodigestión anaerobia del RS y su codigestión con RV y RP en sistema semicontinuo.
Métodos utilizados y condiciones experimentales
Materiales
Para la puesta en marcha se usó como inóculo la mezcla de un lodo anaerobio (60%) y excreta porcina diluida 1:6 (40%). El lodo provino de un biodigestor tipo chino que usa aguas residuales porcinas como sustrato.
Se emplearon tres sustratos durante la experimentación: residuo del secado de arroz (RS), suministrado por la Empresa Agroindustrial de Granos “Sur del Jíbaro“perteneciente al municipio La Sierpe, Sancti Spíritus, Cuba. Los RP y RV fueroncolectados en granjas de la cooperativa “Hornos de cal“, Sancti Spíritus, Cuba. Al RS se le aplicó un pretratamiento físico (molinado a 3 mm) para facilitar su homogenización en la alimentación.
Métodos analíticos
El contenido de sólidos totales (ST), sólidos volátiles (SV), cenizas, pH y nitrógeno amoniacal (N-NH4 +), se determinaron de acuerdo a las normas establecidas por los métodos estandarizados15. Hemicelulosa, celulosa y lignina fueron cuantificadas de acuerdo al método de Van Soest.16
Ensayo anaerobio en régimen semicontinuo
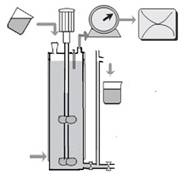
Los experimentos en semicontinuo se realizaron en un reactor de tanque agitado de 50 L con agitación mecánica (figura 1 ). La temperatura se mantuvo bajo condiciones mesofílicas a 37 oC por medio de una manta eléctrica situada alrededor del cuerpo del reactor. El reactor se alimentó manualmente una vez al día, y su contenido se mezcló a 35 min-1durante 2 h, antes y después de la alimentación.
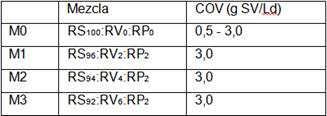
El reactor se alimentó desde una COV de 0,5 hasta 3,0 g SV/Ldcon RS en mono-digestión, en base al porciento de sólidos volátiles en la mezcla. Posteriormente se mantuvo una COV de 3,0 g SV/Ld, y se fue introduciendo paulatinamente los RP y RV en la mezcla, tal y como se muestra a continuación en la tabla 1.
La COV se aumentó paulatinamente cada 7 días aproximadamente. Se alimentó agua de forma tal que se mantuviera un tiempo de retención hidráulico (TRH) de 48 y 40 días para COV de 0,5 y 1,0 g SV/Ld, respectivamente, y de 30 días a partir de una COV de 1,5 g SV/Ld.
La producción de biogás se midió diariamente por medio de un medidor de volumen de gas por tambor húmedo tipo TG05/6 (Ritter, Alemania) y se corrigió a temperatura y presión normal (273,15 K y 101,325 kPa). Para la evaluación del proceso se determinaron los parámetros de rendimiento de biogásyB (L/kgSV),y productividad biogásPB(LBiogás/Lreactor d).
Dos veces a la semana fueron extraídas muestras del contenido del reactor y se le determinaron pH, ST, SV y N-NH4 +. Muestras filtradas (20 mL) a 3000 min-1 por 10 minutos se usaron para determinar la concentración de ácidos grasos volátiles (AGV)y la alcalinidad debida al bicarbonato (AI), por valoración con H2SO4 0,1 N a pH 4,4 y 5,0, respectivamente. La relación de alcalinidad (AGV/AI) entre 0,3-0,4 garantiza el funcionamiento adecuado y estable del proceso anaerobio. Valores inferiores a 0,2 a la salida de los reactores indican una adecuada degradación y agotamiento del sustrato.
Resultados y su discusión
Caracterización de los sustratos utilizados en el proceso de digestión anaerobia
La tabla 2 presenta los parámetros analizados al RS, RP y RV. El RS tiene un alto contenido de materia orgánica, expresado en términos de SV, con un valor de 77% Materia fresca (MF), superior al RP y RV con 7%MF y 10%MF.
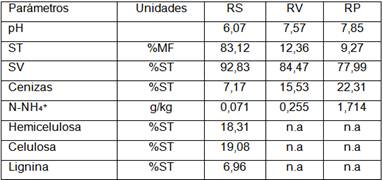
Sin embargo, el alto contenido de fibra del RS (44,35%ST), dado por los componentes lignocelulósicos (celulosa, hemicelulosa y lignina) que forman su estructura, le aporta resistencia a este material, y puede afectar su degradación biológica.
Comportamiento del reactor en el ensayo en semicontinuo
El comportamiento del reactor en semicontinuo durante 70 días de operación fue evaluado a través de los ST, SV, pH, FOS/TAC, N-NH4+, yB y PB (figura 2 y tabla 3).
Durante el periodo de monodigestión del RS se obtuvo un incremento en el yB de 371,47 a 550,36 L/kgSV a medida que la COV se incrementó de 0,5 a 3 gSV/L/d. Sin embargo, el mejor yB de 705,48 L/kgSV para una COV de 3gSV/L/d fue en codigestión con la mezcla RS92:RV6:RP2, valor que superó en un 22% el yB en monodigestión.De la misma forma la PBaumentó sucesivamente hasta 1,89 L/(LReactord)en monodigestión, mientras que alcanzó su máximo valor de 2,42 L/(LReactord) encodigestiónpara la mezcla RS92:RV6:RP2 (figura 2).
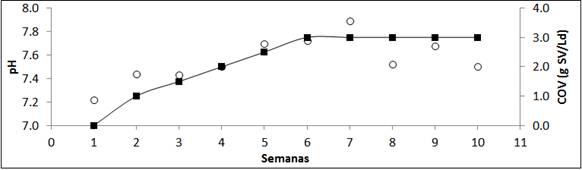
Los valores de pH se mantuvieron en un rango entre 7,2 - 7,7 (figura 2). El intervalo óptimo de pH para la producción de metano se ha reportado entre 6,8-7,2,17 sin embargo la producción de biogás puede ocurrir de forma satisfactoria dentro del intervalo 6,5 - 8,5.18
La concentración de N-NH4 + varió entre 0,279 y 0,397 g/kg, con el valor más bajo en la semana 6 durante la monodigestión con RS, y un leve incremento luego de la incorporación en la mezcla del RP y RV (tabla 3). Los valores obtenidos son ligeramente inferiores al intervalo reportado durante la digestión anaerobia de la paja de arroz (438,7-581,4 g/kg). 19Concentraciones de amonio por debajo de 200 mg L-1 son consideradas beneficiosas en el proceso, mientras que valores entre 1,7-5,0 g/L son inhibitorios.20
La relación de AGV/AI se mantuvo en 0,1 durante la monodigestión del RS y su codigestión con RV y RP (semana 1-9) (tabla 3). A partir de la semana 10, con la alimentación de la mezcla con mayor proporción de RV (RS92:RV6:RP2), bajo un régimen de mezcla en continuo esta relación se incrementó hasta 1,1. Según la literatura se recomienda mantener la relación de AGV/AI entre 0,3-0,4 y evitar la acidificación del reactor.2
La alcalinidad se mantuvo por encima de 2000 mg/L, excepto en la semana 9, influenciada por la acumulación de AGV, los cuales llegaron a 2166 mg/L. La alcalinidad al bicarbonato debe mantenerse por encima de 2500 mg/L para asegurar la estabilidad del digestor.21
Los AGV se mantuvieron por debajo de 300 mg/L hasta la semana 9 del experimento (tabla 3). De acuerdo a concentraciones de ácidos grasos volátiles por debajo de 50 mM, equivalente a 3000 mg acético/L, no producen ninguna disminución de la producción de metano. 22 El uso de excreta con alta capacidad buffer como lo son los residuos porcinos puede neutralizar los ácidos 23 determinaron la concentración de AGV para la monodigestión del tallo de algodón y su codigestión con residuo porcino. Aunque la concentración de AGV durante la codigestión fue 10 veces la de la monodigestión, el sistema mantuvo su estabilidad debido a la presencia del residual porcino.
Luego de la semana 9, se decidió cambiar a agitación constante, debido a la acumulación de sólidos en el reactor. Una capa flotante de 16 cm, formada por cascarilla de arroz y granos partidos, se fue acumulando en el reactor, lo cual provocó tupición en la salida del gas, sobrepresión del reactor y desplazamiento entre 2-3 L del líquido contenido hacia la cubeta de recolección. Estudios previos realizados con materiales lignocelulósicos demostraron dificultades durante la DA de estos sustratos en reactores de mezcla, debido a la alta flotación en el reactor, y el bloqueo durante la salida del gas.24;25
Tabla 3 Principales parámetros durante la operación del reactor en monodigestión y codigestión
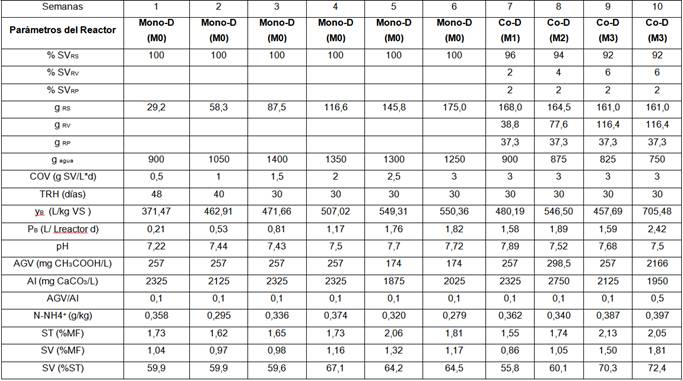
Mono-D: Monodigestión, Co-D: Codigestión
Se decidió entonces comenzar a operar a régimen de mezcla en continuo con una velocidad de agitación de 32 rpm (velocidad fija para el motor instalado).
Durante este periodo el pH se comportó de forma estable, con un intervalo entre 7,2-7,8, debido a la capacidad buffer aportada por el bicarbonato y por el amonio formado durante la degradación de las proteínas. Sin embargo, la relación de AGV/AI, la cual es considerada un mejor indicador de estabilidad del proceso, aumentó rápidamente de 0,1 a 0,6 al cambiar el régimen de mezcla. Esto causó una concentración de AGV de 1170 mg/L. Luego siguió incrementándose hasta 1,1, con una concentración de AGV de 2166 mg/L, pero ya al tercer día el sistema se recuperó con una relación de AGV/AI de 0,51 y AGV=1087 mg/L.
Es muy probable que la alimentación de excreta vacuna en la mezcla pudo ocasionar la formación de ácido propiónico, el cual tiende a acumularse por dificultades para su degradación.26 Esto unido al incremento del régimen de mezcla y al predominio de una microbiota con bacterias celulolíticas en el RV, incrementaron la tasa de hidrólisis lo cual ocasionó la rápida formación de AGV y su acumulación.
La inhibición de la acetogénesis del propionato es causada por la acumulación de altos niveles de hidrógeno por encima de 10 Pa, o una acumulación sustancial de acetato. Si bien el máximo nivel de ácido propiónico (HPr) tolerable en un reactor anaerobio varía de acuerdo al tipo de sustrato y al reactor utilizado, los valores típicos informados en la literatura oscilan entre 0,8 g HPr/L 27 y 2,0 g HPr/L.28
Conclusiones
La monodigestión del residuo de secadode arroz en sistema semicontinuo confirmó que posee un elevado potencial para producir biogás, con un rendimiento de biogás de 550,36 L/kgSV a una carga orgánica volumétrica de 3,0gSV/Ld.
La codigestión del residuo de secado de arroz con residuo vacuno y porcino en sistema semicontinuo alcanzó un rendimiento de biogás de 705,48 L/kgSV a una carga orgánica volumétrica de 3,0 g SV/Ld, lo cual representa un incremento en un 28% en comparación con su monodigestión.

