










 Serviços customizados
Serviços customizados Espanhol (pdf)
Espanhol (pdf)
 Artigo em XML
Artigo em XML Referências do artigo
Referências do artigo
 Enviar este artigo por email
Enviar este artigo por email Citado por SciELO
Citado por SciELO  Similares em
SciELO
Similares em
SciELO 
 Permalink
PermalinkIntroducción
En los últimos años el tema del mantenimiento de los grupos electrógenos de la Empresa de Generación de Energía Eléctrica Grupos Electrógenos Fuel - Oíl, ha sido de gran preocupación por el régimen continuo de operación y los gastos de recursos que esto implica al realizar un mantenimiento capital cada 2000h, sin embargo, son pocos los estudios con relación a minimizar los gastos de las piezas utilizadas en esta actividad, a continuación, se muestra una propuesta de cómo mejorar esta situación. En la bibliografía especializada se encuentran estrategias, dirigidas a perfeccionar el estado de la gestión del mantenimiento.
En [1], se presenta la aplicación de herramientas y métodos, que sirven de soporte para la toma de decisiones, durante la fase operación - mantenimiento, utilizando el metodo de disponibilidad Dupont como soporte a la toma de decisiones en el mantenimiento, sin tomar en cuenta programas de prevención o diagnóstico del estado técnico de los equipos. El Mantenimiento Centrado en la Confiabilidad (Reliability Centered Maintanance, RCM) es un enfoque que combina prácticas y estrategias de mantenimiento correctivo, preventivo y predictivo, con la finalidad de maximizar la disponibilidad de los activos [2]. Estos autores, aunque utilizaron en su análisis el mantenimiento Centrado en la Confiabilidad, no tuvieron en cuenta el monitoreo de condición del equipo. En [3], se realiza el análisis de confiabilidad operacional ofreciendo beneficios, tales como: reducción del tiempo y optimización de la frecuencia de las paradas programadas y no programadas, mejora de la efectividad del mantenimiento, de la calidad de los procesos y servicios, entre otros.
Sin embargo, los autores no tienen en cuenta programas de prevención de fallas, reparación de daños y mejoramiento continuo como elementos esenciales para garantizar el óptimo funcionamiento del sistema productivo. Durante el cumplimiento normal de sus funciones, los GEE están sometidos a diferentes solicitudes que ocasionan su deterioro y la consiguiente reducción de la capacidad de generación eléctrica. El deterioro comprende todas las formas de desgaste y desgarradura ocasionadas por fenómenos tales como: fatiga, corrosión, abrasión, erosión y degradación. Es posible que estas fallas puedan estar provocadas por el efecto de la presión de inyección y la temperatura acumulada dentro de cada cilindro del motor [4]. Es por esta razón que en la gestión de mantenimiento y los análisis de confiabilidad deben tomarse en cuenta la información que se disponga sobre de la condición técnica del sistema a gestionar. Numerosos trabajos investigativos se han llevado a cabo con el objetivo de proponer técnicas para la detección y diagnóstico temprano de fallas en los motores de combustión interna.
Según [5], mediante la medición de la tensión y corriente del estator del generador, se determinan defectos incipientes en los componentes de los generadores impulsados por motores de combustión interna, como son fallas en la válvula de admisión y en la compresión por desgaste de los segmentos del pistón. Flett y Bone [6], desarrollaron un sistema de detección y diagnóstico de fallas para el tren de válvulas del motor de combustión interna, este método estaba basado en la vibración.
Como parte de una estrategia para garantizar el mantenimiento y reparación de los GEE en Cuba, se crea la Empresa de Generación Grupos Electrógenos Fuel-Oíl (EMGEF) la cual tiene definida, como misión, “Garantizar la generación eficiente y sustentable de energía eléctrica en régimen base, con motores de combustión interna, respondiendo a los requisitos del Sistema Eléctrico Nacional, con profesionalidad y confiabilidad”, según se establece en el documento "Proyección estratégica de la EMGEF para los años 2015-2020".
Dentro de su actividad, la EMGEF monitorea sistemáticamente parámetros relacionados con el correcto funcionamiento de los grupos electrógenos y ajusta los ciclos de mantenimiento a las necesidades de éstos; de ahí que exista la posibilidad de prever posibles fallas. Sin embargo, a pesar de los esfuerzos que se realizan, existen dificultades con la disponibilidad técnica de los equipos, lo cual está dado, en muchos casos, por el deterioro que presentan los motores, debido al intenso régimen de explotación a que están sometidos. Un insuficiente conocimiento del orden de jerarquía de los sistemas mecánicos que componen los motores de combustión interna (MCI), en cuanto al impacto de las fallas que ocurren en los mismos, dificulta la toma de decisiones en la gestión de mantenimiento [7]. Las centrales eléctricas (CE) contempladas en esta investigación, cuentan con un total de 24 sistemas de generación, con una capacidad de 1,7 MW de potencia cada uno. La CE Bayamo tiene 4 baterías de 4 motores cada una, mientras Niquero cuenta con dos baterías de 4 motores. El trabajo realizado tuvo como objetivo obtener una mayor economía en el mantenimiento que se realiza en los motores Hyundai de las centrales eléctricas citadas, a través del diagnóstico, que permita una clasificación de los sistemas, subsistemas y equipos involucrados que facilite la mejora en la toma de decisiones en la gestión del mantenimiento.
Materiales y métodos
Diagrama Ishikawa
El 'Diagrama de Ishikawa', también llamado diagrama de causa-efecto, es una de las diversas herramientas surgidas a lo largo del siglo XX en ámbitos de la industria y, posteriormente, en el de los servicios, para facilitar el análisis de problemas y sus soluciones, en esferas como es la del mantenimiento y las decisiones en la esfera de éste. Se trata de un diagrama que, por su estructura, ha venido a llamarse también “Diagrama de espina de pescado” y consiste en una representación gráfica sencilla, en la que puede verse, de manera relacional, una especie de espina central, que es una línea en el plano horizontal, representando el problema a analizar, que se describe a su derecha. El problema analizado puede provenir de diversos ámbitos, tales como la calidad de productos y servicios, organización, etc.
A este eje horizontal van llegando líneas oblicuas -como las espinas de un pez- que representan las causas, valoradas como tales por las personas participantes en el análisis del problema. A su vez, cada una de estas líneas, que representa una posible causa, recibe otras líneas perpendiculares que representan las causas secundarias. Cada grupo, formado por una posible causa primaria y las causas secundarias que se le relacionan, forma un grupo de causas con naturaleza común.
Este tipo de herramienta permite un análisis participativo, mediante grupos de mejora o grupos de análisis, que mediante técnicas, como por ejemplo, la técnica de tormenta de ideas, facilita un resultado óptimo en el entendimiento de las causas que originan un problema, con lo que puede ser posible la solución del mismo. Los resultados que se presentan en este artículo fueron obtenidos a través de un proyecto realizado en la Unidad Empresarial de Base (UEB) de la provincia Granma de la EMGEF.
La figura 1, muestra el resultado del análisis Causa - Raíz elaborado para determinar las causas de la baja disponibilidad técnica y el alto costo de mantenimiento en la UEB Granma.
Ejemplos de causas primarias:
Un diagnóstico impreciso acerca de las condiciones y requerimientos de la organización.
Falta de entendimiento claro de la estrategia, sus componentes y objetivos.
Ejemplos de causas secundarias:
La bibliografía especializada establece las relaciones que existen entre efecto, síntoma de fallo y tecnologías para su diagnóstico. En la tabla 1, se muestra la Matriz Efecto-Síntoma de Fallo-Tecnologías.
A partir de los resultados que se obtienen del análisis de esta matriz se hace una propuesta de tecnologías para la inspección y diagnóstico de equipos dinámicos. En la tabla 2, se muestra esta propuesta.
Para desarrollar este proyecto se definirán algunos conceptos necesarios como son:
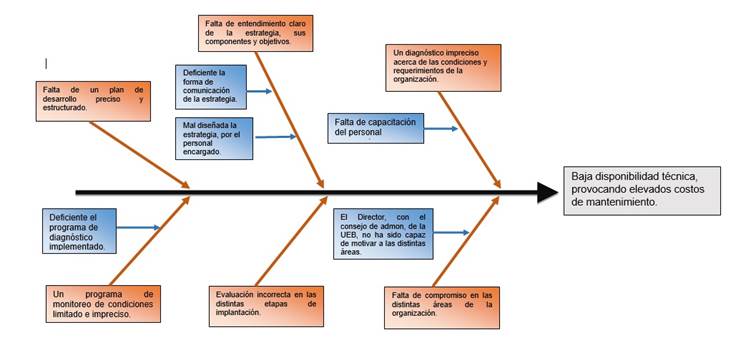
Fig. 1 Diagrama Ishikawa para determinar las causas de la baja disponibilidad técnica y el alto costo del mantenimiento en la UEB Granma.
Tabla 1 Matriz efecto - síntoma de fallo - tecnologías
| Equipo Motor Hyundai Himsen 9H21/32 | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Efecto | Síntomas de fallo | Tecnologías | ||||||||
| AV | AL | IRT | Temp | END | ||||||
| Ag. | Idp | Us | Iv | Lp | ||||||
| Roce excesivo entre componentes. | Incrementos bruscos de temperatura. Se generan vibraciones. | x | x | x | ||||||
| Torque excesivo en el eje y acople | Se generan vibraciones | x | ||||||||
| Fuga de gases de la combustión. | Baja presión de compresión. | xx | x | |||||||
| Combustión incompleta. | Disminución de la potencia en el cilindro. | xx | x | |||||||
| Pérdida de material | Se generan vibraciones. | x | x | |||||||
| Torque excesivo en espárragos. | Fatiga en la estructura del material. | x | x | |||||||
| Fricción entre componentes. | Se generan vibraciones. Partículas metálicas en lubricante | x | x | |||||||
Leyenda:
END. Ensayos no destructivos.
AV. Análisis de las vibraciones.
AL. Análisis del Lubricante.
IRT. Análisis de la imagen termográfica, Termografía Infrarroja.
Tem. Medición directa de la temperatura.
Ag. Analizador de gases de escape.
Idp. Indicador digital de presión
Us. Ensayo por Ultrasonido. Medición de espesor, detección de fugas de vacío o de fluidos, detección de defectos internos en soldaduras o uniones, control de aprietes.
Iv. Inspección visual.
Lp. Ensayo con líquidos penetrantes, detección de defectos superficiales.
Las marcas dobles en negrita (XX) identifican las tecnologías o ensayos a aplicar de forma prioritaria. En caso de que se permita la aplicación de más de una, las marcas simples en negrita (X) identifican las tecnologías o ensayos que se utilizarían de forma complementaria. De esta manera se correlacionan las tecnologías para la detección del fallo.
Frecuencia de inspección
En [8], investigaron que para la correcta detección de fallos es necesario que la frecuencia de inspección sea la apropiada. Esta frecuencia depende del tiempo de ocurrencia de los fallos y permite la obtención de información necesaria para la toma de decisiones y la planificación de las intervenciones de mantenimiento. La frecuencia de inspección debe estar acorde a los nuevos datos recogidos durante la inspección anterior, o sea, a la última información sobre el estado de los equipos. Estos autores no utilizaron en su análisis las indicaciones del fabricante, la experiencia de los especialistas, las normas estándar, condiciones tecnológicas, de operación y equipamiento para la inspección.
Los grupos de inspección y diagnóstico, tanto de equipos estáticos como equipos dinámicos, tienen que contar con el personal encargado de actualizar los períodos de inspección y medición, de acuerdo a los nuevos datos que se obtienen; así como planificar los recursos humanos y materiales. Además, deben determinar el tiempo requerido para el examen de los equipos, en concordancia con el alcance de la inspección. Se desecharán por completo las tendencias a repetir los mismos planes de inspección, año tras año, sin un análisis del estado real de los equipos.
Los planes de inspección, confeccionados de esta manera, obligan a chequear el 100% de los equipos, en el término de tiempo establecido para cada uno; sin embargo, existen técnicas que permiten optimizarlos. Esto posibilita que los esfuerzos de inspección se concentren en los equipos con un mayor efecto sobre la producción, la integridad de la instalación, la salud de las personas y el medio ambiente. Por otra parte, es posible determinar qué equipos se pueden operar hasta que ocurra una falla, lo que propicia la reducción al mínimo de los esfuerzos de inspección sobre ellos. Optimizar la inspección permite ajustar su costo a las necesidades reales de cada instalación.
Rutas de medición
Las rutas de medición son una forma lógica de programar una secuencia de verificación del comportamiento de los activos, mediante la medición de los parámetros (funcionales o de proceso), para una posterior comparación con los criterios de alerta/alarma y, de esta forma, conocer su condición. Las rutas de medición se conforman en función de la ocurrencia de fallos y se establece de forma ordenada la secuencia de medición, teniendo en cuenta los equipos a medir, el lugar de ubicación del equipo (área) y la frecuencia de medición. La ruta de medición debe tener en cuenta el comportamiento histórico del equipo, como también las mediciones y se deben efectuar en intervalos que garanticen la detección e identificación de los problemas, de manera anticipada y siguiendo rutas previamente establecidas. Edith Martínez-Delgadoi y colaboradores plantean en su investigación que detrás de un buen funcionamiento de estos grupos está la implementación de una adecuada estrategia de mantenimiento para incidir favorablemente en el aprovechamiento de la vida útil de este activo, en la seguridad que esté funcionando cuando se le necesita, así como en la reducción de los costos [9].
Rutas de inspección
Las rutas de inspección son una forma lógica de programar una secuencia de verificación de los activos en servicio, donde se debe tener en cuenta aquellos activos o elementos de los activos que son comunes y aquellos que no lo son. Además, debe tenerse presente el tiempo de la ejecución de la inspección, la cantidad de inspectores y el costo de la inspección. Se elaboran teniendo en cuenta el objetivo de búsqueda de mal funcionamiento, fallo o avería. Christian y colaboradores determinaron que los equipos son distribuidos equitativamente en dos rutas de inspección, quedando cada una de ellas con el mismo número de activos. Esta distribución fue establecida de acuerdo al área a la que pertenecen los equipos, el tipo de equipo (dinámico o estático) y cumpliendo con un orden de aparición, determinado por su ubicación dentro de la planta. Lo anteriormente expuesto facilita la recolección de los datos, permitiendo que el proceso fluya de una forma más rápida y eficaz [10]. Estos autores debieron tener en cuenta que se debe inspeccionar todo lo que pueda dar motivo a una falla.
Resultados
A continuación se presentan las propuestas de programa de diagnóstico y programa de inspección como resultados del trabajo realizado (Ver tablas 3 y 4).
Tabla 3 Programa de diagnóstico en la medición del Motor - Generador Hyundai
| Ruta de medición | ||||||
|---|---|---|---|---|---|---|
| Ruta 1 | ||||||
| # | Actividad | Frecuencia | Rango Permisible | Personal encargado | Tiempo estimado | Accesorio o instrumento |
| 1 | Captar los espectros en los 4 puntos destinados al motor. | Mensual | ≤ 18 mm/s | Especialista en Diagnóstico | 10 min | Vibrotip |
| 2 | Captar los espectros en los 2 puntos destinados al generador. | Mensual | ≤ 28 mm/s | Especialista en Diagnóstico | 7 min. | Vibrotip |
| 3 | Medición de potencia por cilindros. | Mensual | bar | Especialista en Diagnóstico | 40 min | Indicador de presión digital. |
| 4 | Medición de la estanqueidad un cilindro. | Mensual | bar | Especialista en Diagnóstico | 40 min | Indicador de presión digital. Medidor de estanqueidad. |
| 5 | Medición de la composición de los gases de escape. | Mensual | ≤ 100 ppm CO (Monóxido de carbono) | Especialista en Diagnóstico | 30 min | Análisis de los gases de escape. |
| 6 | Captar los espectros en los 10 puntos destinados al T/C TPS-57 | Mensual | ≤ 8 mm/s | Especialista en Diagnóstico | 3 min | Vibrotip |
Tabla 4 Programa de diagnóstico en la inspección del Motor - Generador Hyundai
| Ruta de inspección | ||||||
|---|---|---|---|---|---|---|
| Ruta 1 | ||||||
| # | Actividad | Frecuencia | Observaciones | Personal encargado | Tiempo estimado | Accesorio o instrumento |
| 1 | Recopilar datos de las tomas de parámetros. | Diaria | Se analiza la tendencia de los parámetros fundamentales. | Especialista en Mantenimiento | 90 min | Computadora |
| 2 | Medición de la presión máxima. | Semanal | -- | Especialista en Mantenimiento | 20 min por motor | Indicador de Presión analógico. |
| 3 | Medición del vacío en el filtro de aire del T/C | Semanal | -- | Especialista en Mantenimiento | 10 min por motor | Vacuómetro. |
| 4 | Medición del ɅT del agua a la salida del radiador. | Mensual | Se define estado técnico del radiador | Especialista en Mantenimiento | 20 min | Termómetro e instrumentos del motor. |
Cálculo económico del programa de diagnóstico propuesto
Según lo planteado en el trabajo, es evidente que la implementación de un programa de diagnóstico a los equipos dinámicos, en la UEB EMGEF Granma, es necesaria. Sin embargo, se debe tomar en consideración el factor económico, ya que este incide directamente en la economía de la empresa.
Para realizar el cálculo del programa de inspección se procede de igual forma que para el cálculo del programa de medición. O sea, los costos directos e indirectos se calculan por la misma vía. El salario escala de los inspectores de las rutas de inspección es numéricamente igual. Un aspecto a tener en cuenta es que el período de tiempo programado para la inspección de ambas rutas es de 1 año. La tabla 5, muestra los costos de los equipos propuestos que son necesarios adquirir en la UEB EMGEF Granma para la realización de la inspección y diagnóstico. Los precios de los equipos se obtuvieron de ofertas reales. No se dan los nombres de las empresas suministradoras para mantener la confidencialidad del cliente.
Plan de mantenimiento actual
El plan de mantenimiento actual de la UEB Granma consta de 91 acciones, que deben ejecutarse cada 2000 h de operación; cada 6000 h se realiza un mantenimiento semi-capital y cada 12000 h un mantenimiento capital.
Según el plan propuesto, las intervenciones se realizarán también de forma planificada, pero se extenderán desde 2000 h hasta 3000 h, manteniéndose los mismos ciclos para las intervenciones semi-capitales y capitales; además, se agregan las intervenciones cada 1500 h, que estarán dirigidas a los resultados del seguimiento de las inspecciones y diagnóstico realizados, dígase lavado del radiador, lavado de los filtros del silenciador del compresor, así como la calibración de los inyectores, entre otras actividades, llegando hasta 124 acciones.
Como se observa, hay una mayor cantidad de trabajos planificados en la variante propuesta que en la original, sin embargo, cuando se hace un análisis del presupuesto, el costo según la variante original es de 623119.80 CUC y, según la variante propuesta, de 505323.30 CUC. Teniendo en cuenta que el costo del programa de diagnóstico propuesto asciende a 540788.50 CUC, existe un ahorro de 82331.30 CUC, solamente por este concepto; a esto se le agrega que las averías disminuirían, pues la principal avería que ha afectado a esta tecnología en los 10 últimos años de explotación ha sido la alta temperaturas de los gases de escape en los cilindros y, con los trabajos planificados, basados en el diagnóstico, también se disminuiría el índice de avería.

