










 Serviços customizados
Serviços customizados Espanhol (pdf)
Espanhol (pdf)
 Artigo em XML
Artigo em XML Referências do artigo
Referências do artigo
 Enviar este artigo por email
Enviar este artigo por email Citado por SciELO
Citado por SciELO  Similares em
SciELO
Similares em
SciELO 
 Permalink
PermalinkI. INTRODUCCIÓN
El diseño y las operaciones de los almacenes han sufrido importantes cambios en las últimas décadas, en particular, influenciado por el comercio electrónico, el almacenamiento de una gran variedad de productos (Stock Keeping Units, en sus siglas en inglés SKU) en pequeñas cantidades, los patrones de demanda volátiles y los pedidos en línea de los clientes [1].
El diseño de un almacén es un proceso altamente complejo que es abordado por los autores a partir de un conjunto de pasos interrelacionados, que poseen cierto grado de reiteración y que no conducen a la solución óptima en todos los casos [2]. Las metodologías que se emplean para tal efecto se enfocan en tres etapas fundamentales: determinar los requisitos de almacenamiento, diseñar el sistema de manipulación de materiales y diseñar el layout del almacén [3, 4, 5, 6, 7]. Otros autores abordan en sus metodologías no solo el diseño, sino la gestión y el control de almacenes [8, 9, 10, 11, 12].
Independientemente de que se realice un diseño totalmente nuevo, una remodelación o una ampliación, estas deben ser capaces de absorber la incertidumbre ambiental, también vista como dinamismo ambiental o complejidad dinámica [13]. Esto conduce a que los gerentes de almacén tengan que enfrentar decisiones operativas cada vez más complejas [14]. Estas decisiones operativas coordinan los flujos de materiales dentro y alrededor del almacén y la utilización de sus recursos (espacio, equipo y mano de obra) para satisfacer la demanda del cliente. Las mismas son el resultado de los procesos de planificación, control y optimización [14]. Desde 1997, las más estudiadas por los investigadores se refieren a la eficiencia en la preparación de los pedidos a través de un mejor layout, procesamiento de lotes, asignación de almacenamiento y enrutamiento de los vehículos de transporte [1]. Dentro de estas el diseño de layout es la de mayor frecuencia de publicaciones [1; 15], específicamente, dirigidas al diseño estructural de almacenes y al tamaño y dimensionamiento de los mismos.
El tamaño y dimensionamiento del almacén determinan su capacidad de almacenamiento. Ante esta decisión existen dos escenarios para su modelado:
los niveles de inventario se determinan externamente, por lo que el almacén no tiene control directo sobre cuándo llegarán los envíos entrantes y sus cantidades y todos los requisitos exógenos para el espacio de almacenamiento deben ser cumplidos
el almacén puede controlar directamente la política de inventario [15].
En este último caso, deben considerarse el horizonte de planificación, si la demanda es estocástica o determinística y sus patrones de comportamiento, si el tamaño es fijo o cambiante, la nomenclatura de productos, así como, la política de pedido, la política de inventario y los costos de inventario. Los costos más comunes a considerar se concentran en los costos de construcción, mantenimiento y reposición del inventario, los de demanda de almacenamiento insatisfecha y los de arriendo para almacenes con tamaño cambiante [1; 19]. En tal sentido se plantean modelos que permiten optimizar la toma de decisiones, tales como los planteados por: Cormier y Gunn (1996), Goh, et al. (2001), ungy Fisk (1984), Levy (1974), y Rao, A. y Rao, M (1998) [16; 17; 18; 19; 20]. Específicamente, para resolver el problema del dimensionamiento de zonas de almacenamiento se pueden encontrar los modelos planteados por [21, 22].
Ante la toma de decisiones en este entorno altamente complejo, la simulación emerge como una potente herramienta de aplicación para la gestión de los nodos de almacenamiento en la cadena de suministros. Esta técnica es la más utilizada para la evaluación del rendimiento del almacén en la literatura académica, así como en la práctica [15]. Posee aplicaciones en el diseño de la estructura general de almacenes para proporcionar una evaluación detallada del rendimiento de varias alternativas [23]. En Rosenblatt y Roll integran el modelo de optimización con un modelo de simulación que evalúa el costo de la escasez de almacenamiento, en función de la capacidad de almacenamiento y el número de zonas [24]. Muestran los efectos de las políticas de control de inventario, como por ejemplo el punto de pedido y la cantidad de pedido, en la capacidad de almacenamiento total requerido. Independientemente de la complejidad del modelo que se plantee, se pueden obtener beneficios sustanciales diseñando y operando adecuadamente un almacén mediante pocas reglas simples y genéricas. Ejemplo de ello son los estudios de casos de Zeng (2002), Van Oudheusden (1998), Dekker (2004) que ayudan a visualizar la realidad compleja del almacenamiento, más allá de los modelos restringidos por supuestos en las publicaciones científicas [25; 26; 27].
Este artículo se enfoca en el almacén de productos terminados de una empresa productora de alimentos del Ecuador y donde el sector productor de alimentos y bebidas es el más importante. Lo anterior se debe a que este sector aporta el 38% del PIB del país, con un producto generado de alrededor de los 5.29700000 de dólares [28;29]. Además, aporta el 49% del total de utilidades y genera el 36.3% del empleo dentro de la industria manufacturera ecuatoriana [30].
El Ingenio Azucarero de Imbabura es una empresa que cultiva, produce y comercializa productos derivados de la caña de azúcar con más de 50 años en el mercado, considerada el motor económico del norte del país. Es uno de los ingenios más significativos a nivel nacional debido a su gran capacidad de producción y cuenta con más de 250 colaboradores [31] 1.
En visitas a la entidad se constató el déficit de capacidad para el almacenamiento que origina:
alturas en las estibas que alcanzan el techo
los pasillos para el trabajo, la circulación
la seguridad del personal o no existen o no cumplen con las dimensiones establecidas en el Decreto 2393 del Ministerio del Trabajo [Ministerio del Trabajo, 198636]
los SKU´s no están ubicados en el layout de acuerdo a su rotación y en correspondencia con las puertas del almacén; y no cuenta con señalización para sus principales áreas.
Esto provoca en una inadecuada organización y sobre apilamiento de sacos de azúcar. Este sobre apilamiento incrementa los riesgos de accidentes laborales para el personal operativo de bodega y el aumento de los desperdicios, que traen consigo la renta de otros almacenes y el incremento de los costos por concepto de almacenamiento. Se adicionan, la deficiente gestión de los inventarios y que no se manejan indicadores de rendimiento que permitan un adecuado control de los procesos de almacenamiento. Desde el punto de vista estructural, se pudo revisar el proyecto de ampliación que ya se estaba ejecutando sobre el almacén actual, con dimensiones que ya estaban definidas y desarrolladas.
Por lo anterior, el objetivo de trabajo es: mejorar la eficiencia y la eficacia en el almacenamiento del nuevo almacén ampliado con mejores proyecciones en su layout, tamaño y dimensionamiento de sus áreas de almacenamiento y pasillos. Por lo cual se analizan los niveles de inventarios históricos y proyectados. Dada la complejidad del sistema, háblese de la cantidad de SKU´s, la demanda estocástica y la aleatoriedad en el reaprovisionamiento de los inventarios, es que se empleó la simulación de eventos discretos para tales fines.
II. MÉTODOS
En este trabajo, se fusionan las tres etapas para el diseño del layout de Braker y Canessa y la metodología de gestión de inventario de Acevedo Suárez y autores [2; 8]. Se emplearon, de ellas, todos los pasos necesarios que tributen a la proyección del layout, y con este, a la determinación del tamaño y el dimensionamiento de todas las áreas de almacenamiento y pasillos.
Para la descripción del almacén se consideró con especial énfasis las cantidades, tipo y características de los SKU´s a almacenar y las principales actividades que se realizan dentro del proceso de almacenamiento. Los análisis de la infraestructura y del flujo material, en especial, de la ubicación de las puertas fueron esenciales para la ubicación de los SKU´s respecto a la clasificación ABC; así como las dimensiones originales y finales posteriores a la ampliación[8; 32; 33]. Se consideraron factores que permitieron seleccionar el método de almacenamiento, estos fueron:
la relación volumen/surtido
el área total del almacén
el peso y las dimensiones de las unidades de carga y de los artículos individuales, el nivel de accesibilidad
la altura del almacén [1].
El análisis de la demanda se centró en la revisión de los patrones de las series de tiempo para todos los SKU´s por medio de los gráficos de las series de tiempo y sus autocorrelogramas [20], con el empleo del software SPSS, versión 21.0 [24]. Posteriormente, se desarrollaron los pronósticos correspondientes con el empleo del software Forecast Pro, que permitieron determinar los datos de entrada de demanda para el modelo de simulación. Del estudio de la demanda se desprende la definición de la filosofía básica para el manejo de los inventarios: el método de demanda (pull), donde se reaprovisiona el inventario con tamaños de pedidos basados en las necesidades y el método de incremento (push), que asigna suministros al almacén basados en los pronósticos y que es apropiado cuando las cantidades de producción o de compra exceden los requerimientos a corto plazo de los inventarios [3].
Para la selección del modelo de inventario, la demanda puede ser determinística o probabilística, cuya clasificación parte del cálculo del coeficiente de variación (CV), contrastándolo con el valor de 0.20 [13; 38]. Según [33], los casos que se presentan son: si la demanda mensual promedio registrada en el largo plazo es de manera aproximadamente constante y CV es razonablemente pequeño, entonces la demanda puede considerarse determinística y constante; si la demanda mensual promedio varía de manera apreciable entre los diferentes meses, pero CV permanece razonablemente pequeño en todos los meses, entonces la demanda puede considerarse determinística pero variable; si en el primer caso el CV es alto pero aproximadamente constante, entonces la demanda es probabilística y estacionaria; el caso restante es la demanda probabilística no estacionaria, la cual ocurre cuando los promedios y los coeficientes de variación varían considerablemente.
Para el trabajo con el modelo se estableció el nivel de servicio al cliente (NSC), considerando los objetivos estratégicos del aérea de marketing, los niveles de exactitud de los pronósticos, la clasificación ABC y los resultados obtenidos en el CV [3]. Además, se fijó el sistema de gestión de inventarios acorde al funcionamiento real de la empresa [13].
La evaluación de la propuesta de layout comenzó por contrastar la demanda neta contra la capacidad neta, el cual permitió detectar los excesos o déficits de capacidad para el almacenamiento, para lo cual se empleó el procedimiento propuesto por [1]. Además, se evaluaron los coeficientes utilización de áreas, de altura de almacenamiento, así como, otros relacionados con los costos, como por ejemplo el costo de mercancía manipulada.
2.1 Planteamiento del modelo de simulación
El modelo de simulación abarcó desde que el azúcar a granel se encuentra almacenada en los silos, se envasa en las dos líneas de envase, se almacena y se satisface la demanda en las cantidades acordes a las cantidades determinadas en los pronósticos correspondientes a todos los SKU´s. No se consideraron los procesos de manipulación de materiales y sus transportes correspondientes ni tampoco persiguió un enfoque de visualización del proceso de almacenamiento, sino más bien matemático. Todo ello definió el alcance del modelo. Los insumos principales fueron los pronósticos y los parámetros del modelo de inventario, como fueron: el tamaño de lote óptimo, tamaño de lote decidido, tiempo de suministro, punto de pedido y el stock de seguridad.
Persiguió como objetivo principal el de determinar las existencias medias para todos los SKU´s, a partir del comportamiento de las series de tiempo pronosticadas y considerando el régimen laboral previsto para el año 2018, mediante el empleo del software Flexsim. Los objetivos específicos estuvieron relacionados con la descripción de las variables de respuesta de interés para el estudio, lo cual determinó que el modelo sólo tuviera un carácter descriptivo, que se observa en la tabla 1.
Tabla 1 Objetivos específicos del modelo
| Objetivos específicos de la simulación | Variable dependiente | Denominación |
|---|---|---|
| Evaluar el comportamiento de las existencias medias para todo el 2018 (unidades) | Existencia media del producto |
|
| Determinar el límite superior de las existencias medias para un 95% de nivel de confianza (unidades) | Límite superior de la existencia media en inventario del producto |
|
| Determinar el total de mercancía manipulada, tanto en la recepción como en el despacho (unidades) | Total de mercancía manipulada |
Donde: |
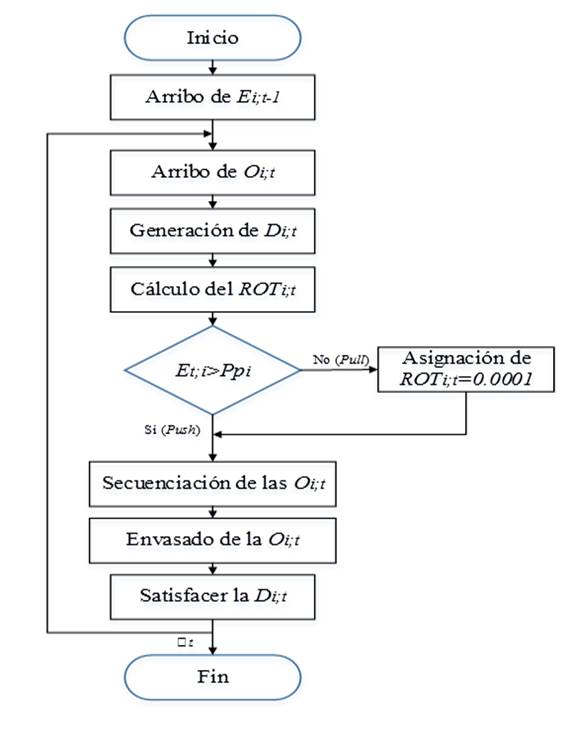
El modelo siguió la lógica que se muestra en la figura 1 que comienza con el arribo de las existencias al cierre de 2017 (Ei;t-1). Posteriormente, se arriban órdenes diarias para cada producto (Oi;t) a las que se les asocia un valor de demanda diaria (Di;t), que se obtuvo a partir de los pronósticos mensuales divididos por la cantidad de días que posee cada mes. Dentro de cada mes y con la finalidad de generar aleatoriedad para la demanda diaria, se empleó el módulo Task-Time Model del módulo Experfit de Flexsim, con la distribución lognormal [15]. Como parámetros se definieron el minimun possible value como el límite inferior de los pronósticos diarios, el most likely value como el pronóstico diario y el 95th percentil como el límite superior del pronóstico diario. Se calculó el Run Out Time (ROTi;t) para todos los productos, dividiendo las existencias (Ei;t) entre la demanda (Di;t). A la par, se comparó el nivel de existencias (Ei;t) con el punto de pedido (Ppi) calculado para cada producto y según el modelo de inventario. Dicha comparación permitió discernir si el aprovisionamiento de los inventarios se realiza bajo una filosofía Push o Pull. De ser Push, las órdenes se secuencian en las líneas de envase de acuerdo al ROTi;t menor. De ser Pull, a la orden específica se le asigna un valor de ROTi;t tan pequeño, de forma tal que ninguna otra orden pueda competir con ella al ser secuenciada. Posteriormente, se lanza la orden seleccionada para ser envasada en la línea de envase correspondiente con tiempos generados según una distribución normal. Se satisface la demanda (Di;t) asociada a la (Oi;t). El modelo alcanza su condición de finalización si todos los días t del año 2018 fueron analizados.
Las variables de respuesta fueron programadas en la opción Performance Measures del módulo Experimenter de Flexsim y las réplicas fueron ejecutadas en la opción Experiment Run del propio módulo [15]. Los análisis se centraron en el comportamiento de sus valores medios, desviaciones estándar y límite superior para un 95% de nivel de confianza2.
III. RESULTADOS
Los sacos de azúcar a almacenar provienen de dos líneas de envase diferentes. La Línea de Envase 1 se encarga de las presentaciones AZA001, AZA002, AZA007, AZA008 y AZA009 (ítem 1, 2, 6 y 8), la Línea de Envase 2 de AZA004, AZA005 y AZA0006 (ítem 3, 4 y 5). La secuencia de las actividades que forman parte del proceso de almacenamiento son: la recepción que comienza con la entrada de los sacos de azúcar enviados por las dos líneas de envases mediante dos bandas transportadoras fijas; el transporte y manipulaciónque se realizan mediante la carga manual, bandas transportadoras móviles o transpallets; el despacho en el que se expiden las cantidades solicitadas por los clientes; y el almacenamiento y conservación de los sacos de azúcar.
El antiguo almacén posee 868.75 m2 de construcción, con dimensiones de 31.25, 27.8 y 5.2 metros de largo, ancho y altura, aun cuando su punto más bajo posee 4.15 metros. Cuenta con una oficina para la administración de 3.7 de ancho y 5.4 metros de largo, elevada a 3 metros de altura, dos puertas para el despacho de mercancías de 2.8 y 5.21 metros de ancho. Sin embargo, la ampliación del almacén tiene 660.25 m2, con 23.75 y 27.8 metros de largo y ancho, con una altura homogénea de 8.15 metros.
La demanda neta total en el 2017 fue de 2824.13 m3 para las ocho presentaciones, que para una densidad de 15.87 sacos/m3 arrojó una relación volumen surtido de 353.01 m3/surtido, valor para el cual se determinó el método masivo de almacenamiento [1]. A este se añaden la estiba directa por bloques que dificulta el manejo del sistema de almacenamiento FIFO (First In First Out) producto del bloqueo de las cargas. Además, se emplean 500 pallets como medios unitarizadores de cargas con dimensiones de 1.20, 1 y 0.15 metros de largo, ancho y altura que separan los sacos del piso, los mismos poseen 4 y 1 toneladas de capacidad de carga estática y dinámica, respectivamente.
El nivel de mecanización del almacén es mecánico-manual con 2 bandas transportadoras fijas. Una de ellas con 24 y 0.95 metros de largo y ancho que conecta a la Línea de Envase 1 con el almacén. La segunda con 5 y 0.5 metros conecta a la Línea de Envase 2. A estas se añaden 4 bandas transportadoras móviles y 3 transpallets.
Las series de tiempo fueron trabajadas en kilogramos de azúcar como unidad de medida, con tres años de historia para todos los SKU´s, con cubos de tiempo mensuales y se pronosticaron los doce meses correspondientes al 2018. El análisis visual de estas y sus respectivos autocorrelogramas (ver figura 2) resultaron con una primera aproximación a los patrones de datos que se muestran en la tabla 2. Es de destacar que, los patrones identificados no coincidieron en todos los casos con los modelos de pronósticos decididos por la Solución Experta de Forecast Pro, lo anterior se dedujo a partir de las inestabilidades de las series y de los altos coeficientes de variación (CV). A partir de los pronósticos calculados se determinó la clasificación ABC, afectándolos por el precio de venta de los SKU´s.
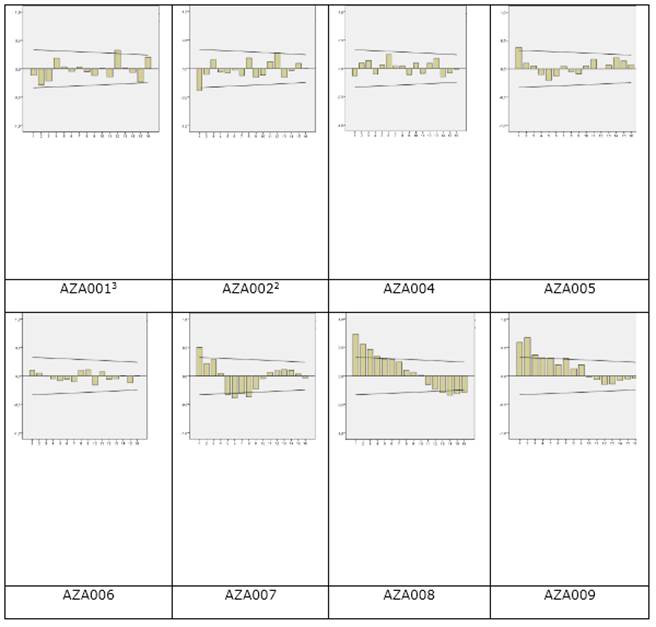
Tabla 2 Modelos de pronóstico y Clasificación ABC
| SKU´s | Patrones | Modelo de pronóstico4 | CV | Clasificación ABC | Acumulado (%) |
|---|---|---|---|---|---|
| 1 | Tendencia y estacionalidad | Suavización exponencial: sin tendencia y estacionalidad multiplicativa | 0.16 | A | 47 |
| 2 | Tendencia y estacionalidad | Winters multiplicativo: tendencia lineal, estacionalidad multiplicativa | 0.44 | C | 100 |
| 3 | Estacionalidad | Suavización exponencial: sin tendencia y estacionalidad aditiva-nivel constante | 0.36 | C | 98 |
| 4 | Estacionalidad | Suavización exponencial: sin tendencia y estacionalidad aditiva | 0.35 | B | 96 |
| 5 | Estacionalidad | Suavización exponencial: sin tendencia y estacionalidad aditiva | 0.73 | C | 99 |
| 6 | Estacionalidad | Suavización exponencial: sin tendencia y estacionalidad aditiva | 0.34 | A | 73 |
| 7 | Tendencia | Winters multiplicativo: tendencia lineal, estacionalidad multiplicativa | 0.61 | B | 89 |
| 8 | Tendencia | Suavización exponencial simple, sin tendencia, sin estacionalidad | 0.25 | B | 93 |
Los pronósticos permitieron determinar el promedio de la demanda diaria de sacos para cada SKU (ver tabla 3), que al ser contrastada con la productividad diaria de las líneas de envase demostró excesos de capacidad de producción. Esta característica permitió deducir que las líneas, en la mayor parte del tiempo, tengan que empujar los sacos envasados hacia el almacenamiento. Si a lo anterior se le adiciona la alta irregularidad de las series de tiempo y considerando que el mes de abril es destinado a las actividades de mantenimiento, puede esperarse que este sistema de empuje no se mantenga durante todo el año; originando la posibilidad que al alcanzarse determinados niveles de inventarios se tengan que generar órdenes de producción para la operación de envasado, en cuyo caso la demanda estaría “halando” el envasado de sacos. Lo anterior justifica que el sistema deba abordarse desde dos perspectivas: sistema push para la mayor parte del año y como sistema pull para algunos períodos.
Tabla 3 Demanda Vs. Productividad
| Línea de Envase | Línea de Envase 1 | Línea de Envase 2 | ||||||
|---|---|---|---|---|---|---|---|---|
| SKU | 1 | 2 | 6 | 7 | 8 | 3 | 4 | 5 |
| 585 | 13 | 344 | 223 | 63 | 24 | 27 | 13 | |
| 1228 | 64 | |||||||
| 1958 | 139 | |||||||
| 730 | 75 | |||||||
Los altos valores obtenidos en los CV, superiores a 0.20 con excepción de AZA001, unidos a los tiempos conocidos para el reaprovisionamiento de los inventarios y asociados a los tiempos de corridas de los lotes de producción, permitieron seleccionar el modelo probabilístico con demanda aleatoria y tiempo de reaprovisionamiento cierto. Según este modelo, se obtuvieron el tamaño de lote óptimo, el stock de seguridad y el punto de pedido para cada ítem, fijando un 95% de nivel de servicio al cliente5. Las productividades diarias de las líneas determinaron la decisión del tamaño de lote, como se muestra en la tabla 4.
Tabla 4 Parámetros calculados para el modelo de demanda probabilística con tiempo de suministro cierto
| SKU | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | |
|---|---|---|---|---|---|---|---|---|---|
| $/día | 24.32 | 24.32 | 3.42 | 3.42 | 3.42 | 24.32 | 24.32 | 24.32 | |
| $/día-saco | 0.004 | 0.003 | 0.003 | 0.003 | 0.003 | 0.003 | 0.003 | 0.003 | |
| saco/día | 585 | 13 | 24 | 27 | 13 | 344 | 223 | 63 | |
| saco/día | 647 | 26 | 30 | 40 | 20 | 511 | 386 | 68 | |
| saco | 2627 | 432 | 223 | 238 | 164 | 2256 | 1817 | 968 | |
| saco/día | 1958 | 1958 | 139 | 139 | 139 | 1958 | 1958 | 1958 | |
| saco | 1958 | 1958 | 139 | 139 | 139 | 1958 | 1958 | 1958 | |
| día | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | |
| saco | 62 | 13 | 6 | 13 | 7 | 167 | 163 | 5 | |
| saco | 647 | 26 | 30 | 40 | 20 | 511 | 386 | 68 | |
Se consideraron como costos principales los de emisión y los costos de almacenamiento. El costo de emisión o de lanzamiento se relacionó con el tiempo de ajuste de las líneas de envasado, el cual fue de aproximadamente 5 minutos, lo cual implicó el salario del personal de envasado durante ese tiempo, más el costo de oportunidad que se origina producto de la cantidad de unidades dejadas de producir en él. El costo de almacenamiento se calculó mediante los costos siguientes: el salario del personal de bodega, las depreciaciones, las pérdidas de sacos de azúcar por defectuosidad y la inmovilización de los recursos al 12%; todo esto afectado por las existencias medias históricas.
Por ejemplo, para AZA001 (ítem 1) el lote óptimo es de 2627 sacos, el decidido de 1958 sacos debido a la capacidad de envasado de la Línea de Envase 1, con un stock de 62 sacos y 647 sacos de punto de pedido.
3.1 Resultados del modelo de simulación
El modelo resultó en la imagen de la figura 3 , en la que se observan las conexiones y tipos de objetos empleados.

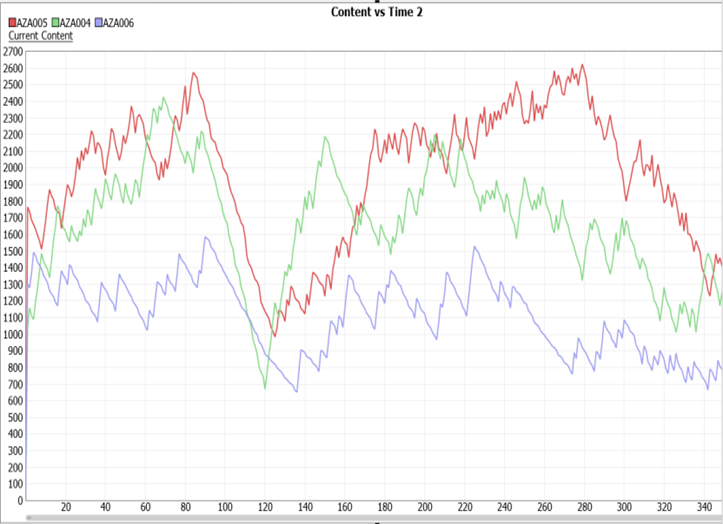
Los dashboards correspondientes a una corrida y para los productos envasados por las líneas de envase 1 y 2 se muestran en las figuras 4 y 5, respectivamente. En ambos gráficos los niveles de inventario decaen para todos los ítems en el mes de abril, lo cual se corresponde con la realidad de la empresa dado que en ese mes se detiene el proceso de producción de azúcar y de envasado, para la realización de actividades de mantenimiento. No ocurriendo lo mismo con la demanda de los clientes, la cual se continúa satisfaciendo desde los inventarios. Durante este mes se observó que los ítems con mayor demanda muestran tendencias negativas superiores. Posterior a este mes, se constató como los reabastecimientos de los inventarios se realizan en ese mismo orden de prioridad, es decir, por el ROT y con mayor frecuencia. La Línea de Envase 1 reabastece con más frecuencia los inventarios en el orden AZA001, AZA007, AZA008, AZA009 y AZA002, mientras que la Línea de Envase 2 los reabastece en el orden AZA005, AZA004 y AZA006.

Se ejecutaron 100 réplicas, se asumió normalidad en las variables respuesta y el error de estimación (e) se definió de acuerdo a la clasificación ABC (ver tabla 5). Al calcular la cantidad de réplicas necesarias (n) se dedujo que las 100 réplicas ejecutadas fueron suficientes para estimar los límites superiores de las variables de respuesta, que permitieron afirmar que los niveles de inventario promedio se encontrarán por debajo de estos valores con un 95% de confianza. A partir de los límites superiores calculados se determinaron los porcentajes del área total de almacenamiento que fueron destinadas para cada producto, aproximadamente. Se destacó como los productos A (AZA001 y AZA007) son los que mayor área de almacenamiento requierieron, resultado este que fue congruente con la clasificación ABC realizada.
Tabla 5 Resultados de las variables de respuesta
|
|
|
|
|
Área (%) | ||
|---|---|---|---|---|---|---|
| E1 | 30839 | 1186 | 31036 | 38,53 | 200 | 97 |
| E6 | 21426 | 908 | 21577 | 26,79 | 200 | 57 |
| E7 | 15366 | 644 | 15473 | 19,21 | 250 | 19 |
| E8 | 5574 | 304 | 5625 | 6,98 | 250 | 5 |
| E4 | 2028 | 130 | 2050 | 2,55 | 250 | 1 |
| E2 | 1943 | 357 | 2003 | 2,49 | 300 | 4 |
| E3 | 1678 | 108 | 1696 | 2,11 | 300 | 1 |
| E5 | 1073 | 72 | 1085 | 1,35 | 300 | 1 |
También se obtuvieron las cantidades de mercancías manipuladas para todo el 2018, con un valor promedio de 1 418 718 sacos/año.
3.2 Diseño del layout, asignación y dimensionamiento de áreas
Para el desarrollo del layout se comenzó por el diseño de los pasillos de trabajo, de circulación y de seguridad acordes a lo establecido en el Decreto Ejecutivo 2393 del Ministerio de Trabajo [36]. El ancho para los pasillos de trabajo fue determinado por las bandas transportadoras móviles, las cuales poseen un ancho de 0.95 metros, para un ancho de pasillo de 2 metros. Los pasillos de circulación y los de seguridad e inspección quedaron con un ancho de 1.6 y 0.6 metros, acordes a lo establecido en el decreto. Además, se fijó un metro de pasillo a cada lado de las bandas transportadoras fijas. Los cálculos anteriores arrojaron un total de 564.73 m2 de área de pasillos, cuya distribución puede observarse en la figura 6.
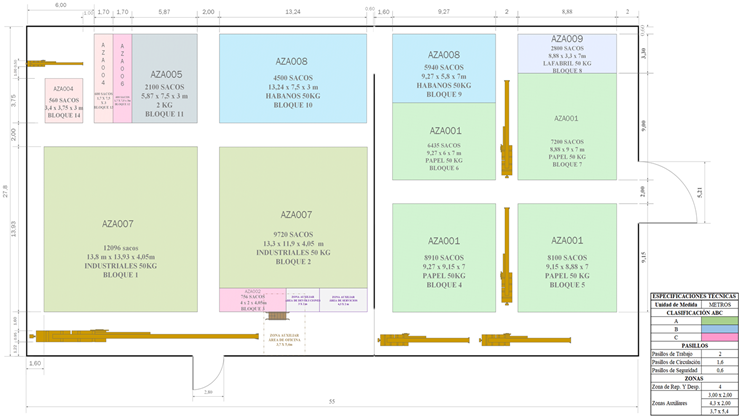
En la recepción y en el despacho los sacos no permanecen estáticos y se transportan por medio de las bandas transportadoras, por lo que se diseñaron áreas de 4.08 m2 para cada una de estas actividades. Se definieron tres áreas auxiliares para la producción defectuosa, para servicios y para oficina, con 6, 8.6 y 19.98 m2, respectivamente. El área de oficina se ubica a 3 metros de altura, por lo que no entra en la sumatoria del área total del almacén. El resto del área del almacén se conformó por 14 bloques destinados al almacenamiento de los sacos de azúcar con 941.51 m2. La composición de todas las áreas del almacén quedó tal y como se muestra en la tabla 6.
Tabla 6 Composición de las áreas del almacén
| Área útil | 941.51 m2 |
| Área de pasillos | 564.73 m2 |
|
|
|
| Área de recepción | 4.08 m2 |
| Área de despacho | 4.08 m2 |
|
|
|
| Áreas auxiliares | 14.60 m2 |
|
|
Para la asignación y el dimensionamiento de los bloques pertenecientes al área útil se utilizaron los límites superiores para las existencias medias al 95% de confianza y determinados por el modelo de simulación, así como, la clasificación ABC. Se aplicó el método de prueba y error considerando los elementos que siguen:
Las presentaciones AZA001 y AZA007 de clasificación A, que a su vez son los de mayor rotación, se ubicaron más cercanos a las puertas de despacho.
Las presentaciones AZA004, AZA005 y AZA006 se ubicaron cerca de la Línea de Envase 2, con la finalidad de minimizar recorridos y al ser productos de clasificación B y C se situaron alejados de las puertas de despacho.
Las presentaciones AZA009, AZA008 y AZA002 de clasificación B y C se ubicaron en los bloques restantes, dando prioridad a los de mayor rotación y situándolos lo más cercano posible a las puertas para su despacho.
IV. DISCUSIÓN
La propuesta originó un aprovechamiento promedio de la capacidad neta (Kp i ) del 118%, disminuyendo así este indicador en un 58.53% respecto a la situación existente en la actualidad, logrando disminuir el sobreaprovechamiento actual de 285% que conlleva al incremento de costos por concepto de renta de almacenes, como se observa en la tabla 7. Es de destacar como en la mayor parte de los ítems dicho aprovechamiento se comportó cercano al 100%, con excepción de AZA009 y AZA006 que mostraron sobreaprovechamientos significativos. El caso extremo fue para AZA002 al cual le fue asignado el menor espacio de almacenamiento. El layout propuesto tuvo un déficit de almacenamiento de 9610 sacos respecto a lo pronosticado para el 2018, aun así, de este balance se dedujeron mejoras sustanciales en cuanto al aprovechamiento de la capacidad de almacenamiento.
Tabla 7 Balance de Demanda Neta Vs Capacidad Neta para el layout actual y para la propuesta7
| Presenta ción | Actual | Propuesta | ||||||
|---|---|---|---|---|---|---|---|---|
|
|
Demanda neta (m3) | Capacidad neta (m3) |
|
|
Demanda neta (m3) | Capacidad neta (m3) 8 |
|
|
| AZA001 | 30302 | 1931.77 | 621.77 | 311 | 31036 | 1978.55 | 1942.38 | 102 |
| AZA007 | 1634 | 104.16 | 62.18 | 168 | 21577 | 1375.53 | 1305.97 | 105 |
| AZA008 | 1625 | 103.57 | 62.18 | 167 | 15473 | 986.40 | 620.32 | 159 |
| AZA009 | 1566 | 99.83 | 207.26 | 048 | 5625 | 358.59 | 188.71 | 190 |
| AZA005 | 790 | 50.35 | 62.18 | 81 | 2050 | 130.69 | 121.09 | 108 |
| AZA004 | 23189 | 1478.31 | 621.77 | 238 | 1696 | 130.69 | 105.57 | 124 |
| AZA006 | 30461 | 1941.86 | 207.26 | 937 | 1085 | 69.17 | 35.19 | 197 |
| AZA002 | 2223 | 141.70 | 207.26 | 68 | 2003 | 127.69 | 44.71 | 286 |
El costo por mercancía manipulada (Kc) se obtuvo dividiendo los costos totales de almacenamiento entre el total de mercancías manipuladas y se contrastó el 2017 contra lo proyectado para el 2018. Para el costo total de almacenamiento se consideraron los rubros de salario del personal, depreciación, pérdidas, inmovilización de recursos y renta de almacenes externos. Se obtuvieron los valores de 0.37 y 0.29 $/saco, logrando disminuir el indicador en un 19.44%, lo que equivale a un ahorro de 99310.26 $/año, el cual se concentró principalmente en la eliminación casi total de los gastos por concepto de arriendo de almacenes.
Se calcularon los coeficientes de utilización del área total, del área básica y del área de almacenamiento, dividiendo el área útil entre las áreas anteriores y para los que se obtuvieron los valores de 61.57%, 62.17% y 62.50%, respectivamente. Además, se calculó el coeficiente de utilización de la altura (Kh i ) dividiendo la altura alcanzada por los bloques entre la altura del puntal libre para un promedio en este indicador del 79.31%, como se refleja en la tabla 8.
Tabla 8 Cálculo del coeficiente de utilización de la altura
| Presentación | Bloque | Altura útil (m) | Altura Puntal (m) |
|
|---|---|---|---|---|
| AZA007 | Bloque 1 | 4.05 | 5.21 | 0.79 |
| Bloque 2 | 4.05 | 5.21 | 0.79 | |
| AZA002 | Bloque 3 | 4.05 | 5.21 | 0.79 |
| AZA001 | Bloque 4 | 7.0 | 8.15 | 0.86 |
| Bloque 5 | 7.0 | 8.15 | 0.86 | |
| Bloque 6 | 7.0 | 8.15 | 0.86 | |
| Bloque 7 | 7.0 | 8.15 | 0.86 | |
| AZA009 | Bloque 8 | 7.0 | 8.15 | 0.86 |
| AZA008 | Bloque 9 | 7.0 | 8.15 | 0.86 |
| Bloque 10 | 3.0 | 4.15 | 0.72 | |
| AZA005 | Bloque 11 | 3.0 | 4.15 | 0.72 |
| AZA006 | Bloque 12 | 3.0 | 4.15 | 0.72 |
| AZA004 | Bloque 13 | 3.0 | 4.15 | 0.72 |
| Bloque 14 | 3 | 4,15 | 0.72 | |
Los resultados obtenidos, tanto para los coeficientes de utilización del área como para los de utilización de la altura se consideraron adecuados.
V. CONCLUSIONES
La evaluación de la situación actual destaca las principales falencias en el layout y en el dimensionamiento del almacén, al denotar un sobreaprovechamiento de la capacidad neta y un elevado costo de manipulación de mercancías a un valor de 0.37 dólares/saco. Dicho valor está en gran medida compuesto por los gastos concernientes a la renta de almacenes.
Los pronósticos desarrollados en Forecast Pro constituyen la base del nuevo diseño y el dato de entrada principal para el modelo de simulación. Por medio de este se proyectan las existencias medias de los SKU´s para el 2018 mediante un enfoque push y pull, cuyos límites superiores de confianza de conjunto con la clasificación ABC, son la base fundamental para el dimensionamiento de las áreas de almacenamiento en el nuevo layout.
La propuesta disminuye casi en su totalidad el problema del sobreaprovechamiento constatado en el almacén actual, específicamente en un 58.53%, alcanzando el 118.2% de utilización de la capacidad neta y reduciendo el costo por mercancía manipulada hasta los 0,29 $/saco. Esto último equivale a una reducción del indicador en un 19.44% para un ahorro de 99 310.26 $/año. Además, conlleva a un aprovechamiento del área de almacenamiento y de la altura a un 62.50% y un 79.31%, respectivamente.

