










 Serviços customizados
Serviços customizados Espanhol (pdf)
Espanhol (pdf)
 Artigo em XML
Artigo em XML Referências do artigo
Referências do artigo
 Enviar este artigo por email
Enviar este artigo por email Citado por SciELO
Citado por SciELO  Similares em
SciELO
Similares em
SciELO 
 Permalink
PermalinkIntroducción
La programación de la producción se puede definir como un problema de hallar una secuencia óptima para ejecutar un conjunto finito de operaciones que satisfacen un conjunto de restricciones, incluidas las determinadas por razones tecnológicas. Es un proceso de toma de decisiones para colocar los recursos en el tiempo para ejecutar el conjunto de tareas requeridas. La programación efectiva desempeña un papel vital en el crecimiento de cualquier industria. Diferentes tipos de problemas de programación de la producción se han publicado en la literatura [1]. Así, la actividad conocida como programación de la producción se refiere a la colocación de escasos recursos para realizar trabajos en el tiempo como parte del proceso de toma de decisiones en el sistema de gestión de la producción y otros o varios objetivos [2]. En años recientes a las tareas de programación y secuenciación de la producción se han dedicado nuevos enfoques de investigación [3]. Los problemas clásicos de programación de la producción incluyen problemas de programación del flujo de taller o low Shop Scheduling Problem, FSSP, [2, 4], problema de la programación híbrida del flujo de taller o Hybrid Flow Shop Scheduling Problem, HFS,[5, 6], y el problema de la programación flexible del flujo de taller o Hybrid Flow Shop Scheduling Problem, FJSP, [7, 8, 9]. Los problemas reales de programación de la producción en lotes ha sido el objeto de muchos trabajos de investigación para numerosas tecnologías [9, 10, 11], incluyendo las de laminación de perfiles de acero [12, 13 y 14].
Los trabajos clásicos en el tema de la programación de la producción no contienen enfoques adecuados para el vínculo sistémico entre este problema y el problema general de organización de la toma de decisiones de gestión, lo que entorpece la implementación de esquemas de descomposición necesarios para encarar la solución del problema general de la conciliación de los procesos de toma de decisiones empresariales.
En la revisión bibliográfica efectuada sobre la programación de la producción en los talleres de laminación se ha podido constatar que la gran mayoría de ellos parten de la formulación y el esquema de solución de la tarea del agente viajero, o algunas de sus variantes. Así, su formulación básica aparece en [15-16]; mientras en [17, 18] se formula según el problema del agente viajante múltiple.
Estos esquemas no se ajustan a la esencia del problema, pues aunque durante el paso de la producción de un perfil al siguiente tiene lugar pérdidas de tiempo, las secuencias de laminación se determinan por las operaciones de intercambio de cilindros, asociados también al desgaste de los calibres y no solo por el cambio del perfil a producir.
En el artículo, se presentan la formulación matemática y el enfoque de solución a la tarea de generación de opciones de juegos cilindros de laminación a ser utilizados en la construcción del programa de producción de talleres de perfiles ligeros, desarrollados por los autores.
Métodos y Materiales
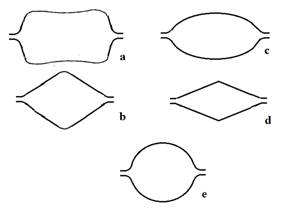
La necesidad en la elaboración de los programas de producción de perfiles está determinada por razones organizativas y tecnológicas. Dado un plan mensual por diferentes surtidos, se requiere determinar en qué orden y volumen han de alternarse los diferentes perfiles que forman parte del plan y todo el aseguramiento material y técnico asociado, incluidos los juegos de cilindros a ser utilizados. La necesidad de conciliar el trabajo de diferentes talleres determina la necesidad de generar no solo un gráfico de trabajo del taller, sino toda una serie ordenada de estas secuencias. Cada secuencia cumple el papel de propuesta a los efectos de la tarea de conciliación de gráficos de trabajos, lo que ha sido señalado por el autor en numerosos trabajos previos. En los talleres de laminación de perfiles los cilindros de laminación se perforan de acuerdo a la configuración y dimensiones a asegurar en cada pase de laminación. Para darle al metal determinada configuración se utiliza la calibración. EI calibre es un orificio conformado por dos cilindros en su posición de trabajo normal, figura. 1. En cada juego de cilindros se tienen varios calibres, que pueden ser, incluso, de diferentes tipos.
 Fuente: [13, 14]
Fuente: [13, 14]
Fig. 1 Configuración de algunos tipos de calibres: rectangulares (a): cuadrados (b), ovales (c), rómbicos (d), redondos (e).
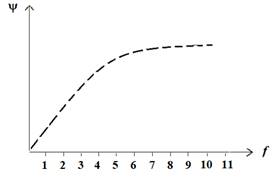
Las pérdidas en el taller de laminación, relacionadas con la elaboración de secuencias, se originan por diversas causas. La secuencia de laminación influye en la duración de los cambios de cilindros y determina los gastos en el equipamiento de recambio, en primer lugar, por la utilización de los cilindros. Las pérdidas de tiempo en los cambios de cilindros dependen de la cantidad de castillos y de la combinación concreta de estos que se intercambian. No obstante, se pueden representar como una función aproximada de la cantidad de castillos, figura 2.
 Fuente: [13, 14]
Fuente: [13, 14]
Fig. 2 Comportamiento aproximado de la función de pérdidas de tiempo del número de castillos con cambios de juegos de cilindros.
La función ( es monótono-creciente con respeto a la cantidad de castillos para los que se prevén cambios de cilindros. Estas funciones se determinan a partir del experimento pasivo propio de la explotación de los molinos de laminación y tienen, por tanto, carácter estocástico.
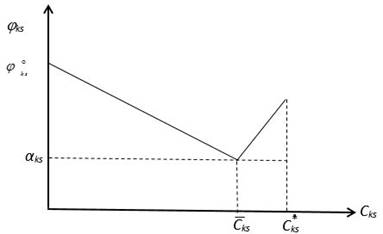
Las pérdidas por la intensidad de la utilización de los juegos de cilindros se pueden representar, aproximadamente, como una función lineal por secciones del desgaste de los calibres que en ellos se encuentran, figura 3. Cuando existe subutilización de un calibre, los gastos vinculados con la adquisición del juego de cilindros, el corte de los calibres, su recuperación por el desbaste de los cilindros y su explotación, no dependen de la cantidad de metal laminada por cada calibre. Al incrementarse el desgaste en los límites de su resistencia, los gastos por consumo de cilindros disminuyen. La utilización del calibre por encima de su resistencia normada, conduce a gastos excesivos. Los parámetros de estas funciones se determinan para cada molino de laminación por experimentación y responden, por tanto, a distribuciones de probabilidad.
 Fuente: [13, 14]
Fuente: [13, 14]
Fig. 3 Comportamiento aproximado de los gastos asociados al desgaste de los calibres.
Para cada secuencia de laminación puede ser construido un conjunto de gráficos de cambios de cilindros por los distintos castillos. Sin embargo, si los juegos de cilindros contienen un solo tipo de calibre, el gráfico de cambios de cilindros determina una sola secuencia de laminación; pero si algunos de los juegos de cilindros del último castillo contienen más de un tipo de calibre, entonces a un gráfico dado de cambios de cilindros se Ie pueden poner en correspondencia varias secuencias de laminación de perfiles.
EI gráfico que incluye la secuencia de cambios de cilindros, el volumen de metal laminado entre cambios de cilindros y la secuencia de laminación, es denominado grafico de laminación. Partida de montaje: es aquella parte de la producción total de un perfil laminado sin la realización de cambios de cilindros en el molino de laminación dado. La dimensión de la partida de montaje es la masa total de metal producida en esta. El paso de una partida de montaje a la siguiente, está acompañada por pérdidas de tiempo en cambios de cilindros y (o) ajuste del molino. Se adopta que en los límites de una partida de montaje se conserva una misma intensidad de utilización de los juegos de cilindros.
Sistema de mayor envergadura
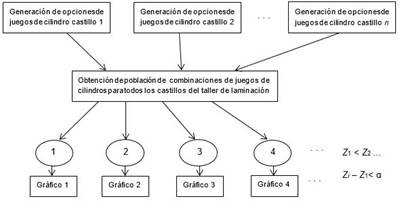
En la figura 4 se muestra la jerarquía de tareas de toma de decisiones de la producción de las empresas industriales, partiendo de una perspectiva anual [13, 14]. Del sistema de planeamiento anual se reciben las cifras pronósticos de producción para el año en curso, desglosadas por trimestres. El comportamiento real de los indicadores económicos y del mercado puede, y normalmente lo hace, condicionar la modificación de estas cifras durante el año, las que son desglosadas por trimestres y meses.

El nivel de toma de decisiones empresarial debe asegurar el balance de los flujos materiales entre los elementos de su descomposición espacial, en el tiempo. El hecho de que la demanda se precise, por lo general, en cada mes (y en ocasiones se rectifica varias veces durante el mes), impone la necesidad de elaborar mensualmente los programas de producción de los talleres y de rectificar, de forma periódica, estos programas durante el mes. Los programas deben ser conciliados entre sí, ya que solo de esta forma se puede asegurar su viabilidad y el logro de un nivel adecuado de eficiencia general del sistema.
Los programas concretos que garantizan el cumplimiento de la tarea mensual de cada taller son emitidos, en calidad de propuestas, por los correspondientes sistemas locales de toma de decisiones. La selección de una combinación de programas se realiza en el nivel superior, por el sistema correspondiente. En la solución de las tareas señaladas, además de la consideración de los enlaces materiales, ocupa un lugar importante la consideración de los parámetros generados por el sistema de toma de decisiones de los recursos técnicos: máquinas o agregados en los que se debe fabricar determinado producto, duración de las operaciones tecnológicas, etc.
En el nivel inferior de la jerarquía (taller), se realiza la coordinación interna del trabajo de las áreas y los agregados. Es decir, tiene lugar la toma de decisiones de las operaciones del taller. A este nivel se preparan las propuestas operativas al sistema de despacho centralizado de la empresa. La toma de decisiones de las operaciones está estrechamente relacionada con la conducción de los procesos tecnológicos, pues las decisiones operativas de carácter productivo constituyen acciones directivas a los sistemas de toma de decisiones de los procesos tecnológicos. De tal forma, el sistema automatizado de operación y control de cada agregado del taller se encuentra bajo subordinación funcional del sistema de toma de decisiones corriente del taller en cuestión.
La planeación de la producción a cada nivel de descomposición en el tiempo tiene que considerar las restricciones que imponen todos los sistemas funcionales relacionados con la toma de decisiones de los diferentes tipos de recursos, y por el sistema de toma de decisiones de las ventas. En la medida que disminuye la duración del período de planeación, se reduce también la indeterminación en el comportamiento de todo tipo de parámetros e indicadores. Así, las tareas de planeación anual se someten a restricciones de disponibilidad de tiempo de trabajo y tal vez de otros recursos, el comportamiento esperado del mercado, etc. Las tareas de planeación trimestral y mensual, a pesar de tener también un carácter de distribución volumétrica, operan con información más precisa. En la etapa de generación y conciliación de programas productivos se toman en consideración el comportamiento de todos los recursos y el gráfico detallado de entrega de la producción terminada.
Del estudio del sistema de mayor envergadura se deducen las variables de enlace entre el sistema estudiado y su entorno, denominadas variables de coordinación.
Variables de coordinación
Conjunto de castillos del tren de laminación, conjunto 1
 (1)
(1)
Conjunto de tipos de calibres utilizados en los castillos del tren de laminación, conjunto 2
 (2)
(2)
Cada uno de los cuales está destinado para la laminación de un subconjunto del conjunto de perfiles previsto por la tecnología, conjunto 3
 (3)
(3)
La correspondencia entre los conjuntos (2) y (3) está dada por el esquema de calibración, ecuación 4:
 (4)
(4)

EI calibre de cada tipo se caracteriza por la resistencia máxima permisible  y su resistencia normada
y su resistencia normada  . La resistencia normada del calibre significa la cantidad máxima de metal que puede ser laminada por él, conservando sus características de trabajo. La laminación de una masa adicional de metal está acompañada con el incremento de desechos y disminución de la calidad. La resistencia del calibre depende de la marca de acero laminada, las características tecnológicas de construcción de los cilindros, los parámetros de fuerza y energía en el pase (castillo) y otras causas
. La resistencia normada del calibre significa la cantidad máxima de metal que puede ser laminada por él, conservando sus características de trabajo. La laminación de una masa adicional de metal está acompañada con el incremento de desechos y disminución de la calidad. La resistencia del calibre depende de la marca de acero laminada, las características tecnológicas de construcción de los cilindros, los parámetros de fuerza y energía en el pase (castillo) y otras causas
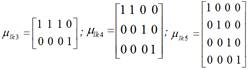
Conjunto de tipos de juegos de cilindros disponibles en el Taller, conjunto 5:
 (5)
(5)
Se considera que el juego de cilindros del tipo 1 es el instalado originalmente. Cada tipo de juego de cilindros se diferencia de los demás, por la cantidad de calibres de los diferentes tipos que se disponen en su superficie, Así, el conjunto de calibres disponibles en el molino de laminación está dado por el conjunto 6:
 (6)
(6)
Cantidad de juegos de cilindros disponibles para todos los castillos, conjunto 7:
 (7)
(7)
Volumen de producción planificado por los diferentes perfiles, conjunto 8:
 (8)
(8)
AI pasar de la laminación de un tipo de perfil a otro, independientemente de los castillos con cambios de cilindros, se pierde un tiempo para el ajuste del molino, el cual solo depende del tipo de perfil anterior y posterior, ecuación 9:
 (9)
(9)
Variables de decisión
Selección de una parte de juegos de cilindros del conjunto (7), para ser utilizados en el cumplimiento de la tarea dada por el conjunto (8).
 (10)
(10)
Volumen de producción por los diferentes perfiles y su correspondencia a cada de los calibres en cada juego de cilindros de cada castillo dado por el conjunto (10).
 (11)
(11)
Orden de instalación de todos los juegos de cilindros, que forman parte del conjunto (10) por cada uno de los castillos, que se puede simbolizar por la serie ordenada dada por el conjunto (12):
 (12)
(12)
Variables intermedias y sus restricciones
La cantidad de metal de cada perfil a laminar en por cada juego de cilindros seleccionado, cuya suma por juegos de cilindros en todos y cada uno de los castillos tiene que ser igual al plan de producción. Por otra parte, la cantidad total de metal laminada en cada calibre de cada juego de cilindros tiene que ser menor o igual a la cantidad máxima permitida, dada por la ecuación 13, restringida por la inecuación (14).
 (13)
(13)
 (14)
(14)
Secuencia de momentos esenciales de tiempo, determinados por el hecho de cambio de cilindros al menos en uno de los castillos del molino dada por el conjunto (15):
 (15)
(15)
Cantidad de castillos con cambio de cilindros en cada momento esencial de tiempo, dada por el conjunto (16):
 (16)
(16)
Secuencia de alternación de las partidas de montaje, la cual no necesariamente se determina unívocamente por la secuencia dada por el conjunto (17):
 (17)
(17)
Pérdidas de tiempo en pasar de cada partida de montaje a la siguiente, dada por el conjunto (18):
 (18)
(18)
Considerando la ecuación (19):
 (19)
(19)

Indicadores de eficiencia
Minimizar los costos por utilización de los cilindros, lo que se expresa por la función (20):
 (20)
(20)
Minimizar el costo del tiempo total utilizado en intercambio de cilindros y en ajustes del molino, lo que se expresa por la función (21)
 (21)
(21)
Así, los gastos por concepto de utilización de los cilindros son proporcionales a la suma de las cantidades de juegos de cilindros, la cantidad de cada calibre correspondiente al calibre que se utiliza en laminar el perfil en cada castillo de laminación por una función de gastos unitarios de utilización de cada calibre, cuyo valor depende de la cantidad de metal laminado con cada uno de los calibres, expresada de forma aproximada en la figura 2.
Los gastos por concepto de paso de un perfil al siguiente son proporcionales al tiempo necesario para intercambio de cilindros, expresado de forma aproximada en la figura 2, y al tiempo necesario de ajuste del molino.
En la construcción del modelo matemático conceptual se ha de considerar la suma de los costos totales en utilización de los calibres y de tiempo en intercambio de cilindros de laminación y ajuste del molino, dados por la función (22), expresada en su forma más general como relación de dependencia:
Minimizar
 (22)
(22)
Asegurando las restricciones dadas por las expresiones (23):
 (23)
(23)
Si en 22, 23 se toma tan solo en consideración el conjunto de perfiles (3), se establece como objetivo minimizar las pérdidas en el paso de un perfil a otro, consideradas estas por la matriz (9) y se pone como requisito que cada perfil se puede laminar una sola vez; entonces la tarea (22)-(23) se convierte en la tarea del agente viajero.
La tarea enfrentada incluye el número posible de opciones de selección de tipos de juegos de cilindros entre los disponibles, dado por la ecuación 24:
 (24)
(24)
Se calcula como la selección sin repetición de js elementos entre ns de ellos. Para el caso hipotético, con relativamente pocas opciones, de un taller constituido por 20 castillos de laminación, un promedio de 10 juegos de cilindros disponibles y 6 requeridos por castillo se tendría un total de 4200 diferentes opciones de selección de juegos de cilindros de laminación.
La cantidad de posibles secuencias de producción, para una cualquiera de las opciones de solución determinaría un número de posibles secuencias de trabajo, lo que representaría un número aproximado de opciones de secuencias, dado por la ecuación (25):
 (25)
(25)
Lo que se calcula como las rutas posibles a seguir entre js tránsitos obligados, con repetición igual a yrs, con origen fijo para r = 1, suponiendo que por cada tipo de juego de cilindros disponible se selecciona al menos uno de ellos.
Para el caso del taller hipotético señalado, para cada una de las N( opciones de selección de juegos de cilindros esta expresión brinda un total del orden de 1040 opciones de secuencias de laminación. Como de antemano no se conocen los valores de las soluciones yrs, se utilizaron sus valores calculados, a partir de soluciones previamente encontradas de la tarea de generación de conjuntos de juegos de cilindros para la construcción de gráficos de intercambio de cilindros, la que se estudiará a continuación.
Cada una de estas secuencias tendría asociada una tarea de optimización en variables continuas para definir el volumen de producción a obtener en cada una de las partidas de montaje de cada opción de gráfico de intercambios de cilindros, con un número de variables determinadas por la ecuación (26):
 (26)
(26)
Las que incluiría la función objetivo (20) con las restricciones (23), con lo que aportaría al programa de producción estudiado una dimensión mucho mayor. Para el caso hipotético que nos ocupa, representa 3640 variables continuas, ¡para cada una de las opciones discretas involucradas! El carácter estocástico de los parámetros que intervienen en el modelo le confiere carácter estocástico al modelo mismo, lo que le añade una complejidad significativa adicional. Así, el modelo es de muy alta dimensión, mixto discreto-continuo, no lineal y estocástico. En lo adelante, se ignora el aspecto estocástico.
De tal forma, la complejidad de la tarea que se deriva del análisis sistémico realizado resulta extremadamente alta. Para enfrentar su solución se requiere utilizar procedimientos y algoritmos no clásicos. En calidad de tal se utiliza el método Aproximante-Combinación para la descomposición de la tarea estudiada en sub-tareas interrelacionadas.
Método Aproximante-Combinatorio
Las ideas principales del método [13, 14], consisten en la formulación de una tarea aproximante a la que se requiere solucionar (tarea aproximada) y la generación de una población de soluciones que se diferencia de la óptima de la tarea aproximante en no más de un parámetro α y se soluciona la tarea original entre las soluciones generadas.
A continuación se presentan estas ideas de forma muy resumida:
En el conjunto de las posibles decisiones D se define la función Z(x) que describe el objetivo mono o multiobjetivo de la tarea que se requiere solucionar.
Se requiere hallar un elemento x((D tal que (43):
Prácticamente, cualquier tarea de optimización puede ser formulada de esta forma.
Se utiliza el siguiente procedimiento general:
En el conjunto D se define una función aproximante Q(x), tal que Z(x() ≥ Q(x() y para Q(x) existen métodos efectivos y algoritmos de determinación no solo de xo(D: Q(xo) = min Q(x) sino también de todos los elementos x(D, con valores de Q(x) que se diferencien de Q(xo) en no más que un parámetro ( ≥ 0. Así, se hace posible la determinación de un conjunto D0(D, tal que se cumpla la condición (27):
 (27)
(27)
En otras palabras, Do contiene todas las soluciones (-óptimas de la tarea de aproximante. Se hace de tal forma posible la búsqueda de solución a la tarea original de alta complejidad entre opciones de solución a tareas de inferior complejidad.
En el trabajo [13 y 14] se demuestra que si el valor seleccionado de ( satisface la condición (28):
 (28)
(28)
Entonces, el conjunto Do contiene la solución óptima de la tarea original. En caso contrario, las opciones de solución a la tarea original con valor mínimo Z(x) contenida en el conjunto D0 constituyen soluciones aproximadas, lo que le confiere entonces al método carácter heurístico. Lo mismo ocurre si la población generada de soluciones no contiene a todo el conjunto D0. La aplicación del método permite la solución de tareas de muy alta complejidad, representadas por min {Z(x)/ x(D} entre las opciones de solución que se diferencian de la óptima en no más que ( de una tarea más sencilla representada por min {Q(x)/ x(D}.
Entre otros esquemas de descomposición derivados de la aplicación del método se encuentra la búsqueda de solución por aproximaciones sucesivas dadas por la serie de tareas aproximantes Q1(x),..., Qm.(x), tales que
Z(x() ≥ Q1(x() ≥ Q2(x() ≥ … ≥ Qm.(x(), es decir Qi(x) constituye una aproximante de Qi-1(x). Entonces, se hace posible la búsqueda de la solución óptima a la tarea original en sub-espacios de opciones de solución cada vez mejor evaluados y más reducidos, terminando en D0, según la relación de pertenencia (29):
 (29)
(29)
Descomposición de la tarea formulada
La tarea (22) y (23) se descompone en una tarea aproximante, consistente en la determinación de conjuntos de cilindros a ser utilizados en la elaboración de los gráficos de laminación, minimizado una cota interior de las pérdidas por utilización e intercambio de cilindros y la tarea original, tomando en calidad de datos iniciales el conjunto de cilindros a ser utilizados en la elaboración del gratico. Así, se acomete la solución de (22) y (23) entre las soluciones α-optimas de una tarea aproximante, para la que se halla el conjunto (10) para todas las s ( S. Se adopta como criterio de optimalidad una función P(YRs) aproximante de (20), La función objetivo (30) de la tarea aproximante satisface por tanto la condición (30):
 (30)
(30)
Esta tarea tiene el siguiente sentido físico: se requiere hallar series de grupos de juegos de cilindros por todos los castillos, ordenados con respecto a cotas inferiores de los gastos esperados por utilización e intercambio de cilindros en todos los castillos. Esta es una tarea de optimización discreta no lineal conformada por bloques. Para su solución tiene lugar una descomposición interna por los diferentes bloques y la compatibilización de soluciones entre ellos, mediante el método de selección de propuestas.
Para cada una de las combinaciones de juegos de cilindros, seleccionados por cada castillo de laminación, en cada solución de la tarea aproximante, se construyen graticos de laminación α-óptimos. Cada una de estas soluciones conforma el correspondiente nodo. Estos nodos se ordenan con respecto al valor de P(YRs) y, con la información asociada al nodo, se construyen los graticos α-óptimos, lo que se ilustra en la figura 5.
De acuerdo al método Aproximante-Combinatorio, tan pronto el valor de las pérdidas reales de uno de los gráficos ya construidos sea menor que el valor de la función P(YRs ) del próximo nodo por ramificar se puede suspender la construcción de nuevos gráficos.
 Fuente: autores
Fuente: autoresFig. 5 Ilustración del procedimiento general de generación de programas de producción.
Los gastos unitarios por la utilización de los calibres ilustrados en la figura 2 se formalizan mediante las expresiones (31):
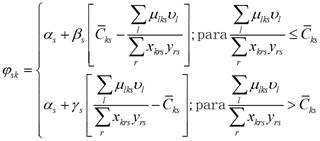 (31)
(31)
La linealización de la función de costos de utilización de los cilindros requiere de la adición de nuevas variables y la introducción de las restricciones adicionales (32), (33), (34) y (35):
 (32)
(32)
 (33)
(33)
 (34)
(34)
 (35)
(35)
Donde:
αs, βs, γs: |
Coeficientes determinados por las características definidas según figura 3, para cada calibre de cada castillo del taller. |
Las  variables tienen el sentido de la magnitud de sobreutilización y subutilización del calibre k en el castillo s, respectivamente.
variables tienen el sentido de la magnitud de sobreutilización y subutilización del calibre k en el castillo s, respectivamente.
En adelante, se denominan conjuntos de apoyo de juegos de cilindros de cada castillo a las soluciones α-optimas de las correspondientes tareas locales de ese castillo. Los nodos del segundo nivel de descomposición correspondiente a las combinaciones de los conjuntos de apoyo de los juegos de cilindros por todos los castillos, se caracterizan por cotas inferiores monótono-crecientes de la función objetivo (22), la que se puede expresar, en consideración de las variables de subutilización y sobreutilización de los calibres por la expresión (36), la que constituye una evaluación inferior de las perdidas por utilización e intercambio de los cilindros:
 (36)
(36)

La función objetivo (36), con las restricciones (23), (32), (33), (34) y (35) constituyen el modelo matemático del segundo nivel, destinado a la generación de combinaciones de juegos de cilindros para todos los castillos del taller de laminación. Según se muestra en la figura 5, este modelo se descompone en modelos de opciones de conjuntos de apoyo de juegos de cilindros por cada uno de los castillos de laminación y para la selección de una población de combinaciones de opciones entre las generadas por los castillos.
En calidad de objetivo de la sub-tarea local s se distingue la función (37):
 (37)
(37)
EI algoritmo de obtención de soluciones α-óptimas de tareas formadas por bloques, sobre la base de las soluciones α-óptimas de las correspondientes subtareas, se estudia en [13]. Cada una de las sub-tareas, formadas por las restricciones (23), (32), (33), (34) y (35)), para cada s(S, y la función objetivo (37) son lineales y se solucionan de acuerdo con el esquema de la programación en enteros.
Los valores de las funciones (33) y (35) se calculan a partir de la suposición: que cada calibre de un mismo tipo será utilizado homogéneamente con respecto a todos los calibres de ese tipo. No obstante, puede resultar, que el gráfico de cambios de cilindros pueda requerir de una utilización no homogénea. Por esta causa, la función (37) y los correspondientes sumandos de (36) expresan una evaluación inferior de las perdidas por utilización de los calibres.
En correspondencia con el algoritmo de descomposición de tareas conformadas por bloques, considerando la ausencia de restricciones de enlace entre las sub-tareas, se halla una serie de conjuntos de juegos de cilindros de apoyo ordenados por el valor de (37). Esta serie está asociada al conjunto (38) de los índices de la población de soluciones generadas por cada castillo:
 (38)
(38)
EI conjunto resultante del producto de los conjuntos I s para todas las s(S, determina las combinaciones posibles de juegos de cilindros por todos los castillos dadas por el producto cartesiano (30):
 (39)
(39)
A cada combinación de soluciones e k (E corresponde un conjunto determinado de juegos de cilindros del conjunto (10), como resultado de la solución de la tarea de programación en enteros de la tarea (37), (23), (32), (33), (34) y (35),para cada uno de los castillos de S.
En calidad de función de perdida sistémicas ((e
k
) se adopta la evaluación inferior de las pérdidas por cambios de cilindros  . Las soluciones α-optimas de (37) con el sistema de restricciones (23), (32), (33), (34) y (35), son generadas por el algoritmo de selección óptima.
. Las soluciones α-optimas de (37) con el sistema de restricciones (23), (32), (33), (34) y (35), son generadas por el algoritmo de selección óptima.
EI valor de la función f(yrs) para los valores concretos de  resultantes de la solución de las n tareas de optimización para todos los castillos, se calcula, por cada castillo del molino, la magnitud auxiliar dada por la ecuación (40):
resultantes de la solución de las n tareas de optimización para todos los castillos, se calcula, por cada castillo del molino, la magnitud auxiliar dada por la ecuación (40):
 (40)
(40)
Se ordenan los castillos del molino según los valores crecientes de y s . En calidad de evaluación inferior de las pérdidas sistémicas, se adopta la función (41):
 (41)
(41)
Se soluciona la tarea (42) de Selección de Propuestas:
 (42)
(42)
Tomando como propuestas las soluciones α-óptimas de la tarea de optimización (37), (23), (32)-(35) por cada uno de los castillos.
Los nodos generados sirven de base para seguir con la etapa de construcción de secuencias de intercambio de cilindros. EI método concreto empleado en la elaboración de estas secuencias no altera el esquema algorítmico explicado. En particular, se pueden elaborar manualmente, ayudados por métodos de simulación o mediante la modelación matemática y los correspondientes procedimientos de optimización, sean exactos o heurísticos.
A continuación se muestran datos de entrada y resultados obtenidos para un taller de laminación de perfiles, considerando tan solo 5 castillos.
Resultados y Discusión
En la generación de poblaciones de solución por los castillos se utilizó el software LINGO, muy extendido entre los especialistas en Investigación Operacional según el modelo linealizado que incluye la función objetivo (37) con las restricciones (23), (32), (33), (34) y (35).
La generación de combinaciones de solución para todo molino de laminación, mediante la selección de las opciones por castillo (36), entre las combinaciones de ellas (37) que minimizan la función objetivo (42), se realizan lo se realiza por el método de selección de propuestas con ayuda de un software propio.
Datos utilizados para la generación de secuencias para el taller hipotético adoptado.
Se considera un plan de producción de tan solo 4 perfiles. Tabla 1
En los castillos 1 y 2 se utiliza un solo tipo de calibre para la laminación de todos los perfiles.
En el 3er castillo se producen los 3 primeros perfiles con un mismo calibre, estando destinado el 2do calibre para la laminación del 4to perfil; en el 4to castillo se producen los dos primeros perfiles con el 1er calibre, el 3er perfil con el segundo calibre y el 4to con el 3 calibre. En el 5to castillo se utiliza cada uno de los 4 calibres para la laminación del correspondiente perfil. Tabla 2
Tabla 2 Datos relacionados al desgaste de los calibres, por castillos. Fuente: autores
| No.Castillo |
|
|
|
Calibres | Capacidad normada (ton) | Capacidad máxima (ton) |
|---|---|---|---|---|---|---|
| 1 | 8 | 5 | 80 | 1 | 1200 | 1280 |
| 2 | 7 | 6 | 80 | 1 | 1100 | 1140 |
| 3 | 5 | 5 | 80 | 1 | 1200 | 1300 |
| 2 | 800 | 900 | ||||
| 4 | 6 | 9 | 95 | 1 | 1400 | 1450 |
| 2 | 780 | 820 | ||||
| 3 | 1100 | 1160 | ||||
| 5 | 4 | 5 | 150 | 1 | 500 | 580 |
| 2 | 620 | 640 | ||||
| 3 | 500 | 520 | ||||
| 4 | 600 | 620 |
Correspondencia perfil - calibre, por castillos. Forma 44 y 45
Tiempo necesario para pasar de un perfil al siguiente, independiente de los cambios de cilindros:
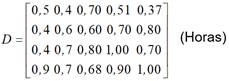
A partir del procesamiento estadístico del tiempo ocupado en intercambio de juegos de cilindros en diferentes castillos se obtuvo la relación aproximada:
( = 0,79 f 0,5 (horas), con error de estimación de 0,13 horas, para una probabilidad de confianza del 95 %
Esta expresión se utiliza para la estimación del tiempo requerido para el intercambio de cilindros. Tabla 3.
Tabla 3 Disponibilidad de calibres en los tipos de juegos de cilindros. Fuente: autores
| No. Castillo | Cantidad de juegos de cilindros disponibles por tipos | Cantidad de calibres por tipo | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | 6 | 1 | 2 | 3 | 4 | |
| 1 | 1 | 2 | ||||||||
| 6 | 18 | |||||||||
| 2 | 1 | 4 | ||||||||
| 7 | 16 | |||||||||
| 3 | 0 | |||||||||
| 12 | 6 | 3 | ||||||||
| 4 | 7 | 2 | ||||||||
| 4 | 1 | 0 | 1 | 1 | ||||||
| 8 | 3 | 3 | 0 | |||||||
| 5 | 6 | 0 | 0 | |||||||
| 4 | 0 | 2 | 4 | |||||||
| 1 | 2 | 4 | 0 | |||||||
| 5 | 0 | 1 | 0 | 1 | 0 | |||||
| 5 | 3 | 2 | 3 | 0 | ||||||
| 3 | 2 | 3 | 3 | 0 | ||||||
| 3 | 1 | 4 | 3 | 0 | ||||||
| 4 | 4 | 2 | 2 | 2 | ||||||
| 6 | 0 | 2 | 2 | 4 | ||||||
El parámetro ( se elige igual a 1500. Tabla 4.
Tabla 4 Resultados de la generación de secuencias ( - óptimas de conjuntos seleccionados por castillos. Fuente: autores
| No. Solución | No. Castillo | Valor Función objetivo | Cantidad de juegos de cilindros seleccionados por tipo | Carácter de utilización de los calibres por tipos | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | 6 | 1 | 2 | 3 | 4 | |||
| 1 | 1 | 2 020 | 1 | 4 | 0 | |||||||
| 2 | 2 500 | 0 | 5 | 1 | ||||||||
| 1 | 2 | 5 040 | 1 | 5 | 0 | |||||||
| 2 | 3 660 | 1 | 6 | 1 | ||||||||
| 3 | 4 680 | 0 | 6 | 0 | ||||||||
| 4 | 4 980 | 0 | 7 | 1 | ||||||||
| 1 | 3 | 7 684 | 0 | 9 | 2 | 1 | 0 | |||||
| 2 | 7 689 | 0 | 8 | 3 | 1 | 0 | ||||||
| 1 | 4 | 10 362 | 1 | 5 | 3 | 3 | 1 | 0 | 1 | 1 | ||
| 2 | 10 998 | 0 | 5 | 2 | 3 | 2 | 0 | 0 | 1 | |||
| 3 | 10 914 | 1 | 5 | 2 | 3 | 2 | 1 | 0 | 1 | |||
| 4 | 11 076 | 0 | 5 | 3 | 3 | 2 | 0 | 1 | 1 | |||
| 5 | 10 992 | 1 | 5 | 3 | 3 | 2 | 1 | 1 | 1 | |||
| 1 | 5 | 14 633 | 0 | 3 | 2 | 3 | 4 | 3 | 1 | 0 | 1 | 0 |
| 2 | 14 317 | 1 | 3 | 2 | 2 | 4 | 5 | 1 | 1 | 1 | 0 | |
| 3 | 14 657 | 0 | 3 | 2 | 2 | 5 | 5 | 1 | 0 | 1 | 1 | |
| 4 | 14 341 | 1 | 3 | 2 | 2 | 5 | 5 | 1 | 1 | 1 | 1 | |
| 5 | 15 068 | 0 | 3 | 2 | 2 | 5 | 4 | 1 | 1 | 0 | 0 | |
| 6 | 15 044 | 0 | 3 | 2 | 2 | 4 | 4 | 1 | 1 | 0 | 0 | |
| 7 | 15 576 | 1 | 3 | 2 | 2 | 5 | 4 | 1 | 0 | 0 | 1 | |
| 8 | 15 552 | 1 | 3 | 2 | 2 | 4 | 4 | 1 | 0 | 0 | 0 | |
| 9 | 15 705 | 0 | 3 | 3 | 2 | 5 | 5 | 1 | 1 | 1 | 1 | |
| 10 | 15 681 | 0 | 3 | 3 | 2 | 4 | 5 | 1 | 1 | 1 | 0 | |
Carácter de utilización
1 - sobreutilización
0 - subutilización
En la elaboración de secuencias α - óptimas de ordenamiento de intercambio de juegos de cilindros en los castillos de laminación previamente seleccionados, lo que determina la secuencia de producción de perfiles, se han desarrollado dos modelos matemáticos específicos y desarrollado métodos exactos de solución, lo que pudiera ser objeto de un nuevo artículo. Estas constituyen datos de entrada para la conciliación de decisiones para grupos de talleres que trabajan en paralelo.
La tarea de generación de opciones de selección de juegos de cilindros de laminación debe ser completada por investigaciones encaminadas a la elaboración misma de los gráficos con la utilización de los sistemas de calibres seleccionados, en correspondencia con los resultaos expuestos, introducir la consideración del carácter estocástico de las funciones de costos por utilización de cilindros y de tiempo por intercambio de cilindros.
La aplicación del método de Selección de Propuestas a la tarea a la tarea no - lineal de generación de opciones de combinaciones de juegos de cilindros para los diferentes castillos, permitió dar solución final al problema de muy alta complejidad formulado en este artículo.
Sería deseable que la industria siderúrgica nacional decida mejorar los métodos empíricos que actualmente se utilizan en la programación de su producción mediante la aplicación de los resultados presentados en el presente artículo.
Conclusiones
La aplicación del enfoque metodológico para el análisis y la síntesis de sistemas de ingeniería permiten enfrentar con éxito la formulación de tareas de toma de decisiones de ingeniería de muy alta complejidad, como lo es la elaboración de programas de producción de talleres de laminación de perfiles en la industria siderúrgica.
El método Aproximante-Combinatorio permitió, en el caso concreto estudiado, descomponer la tarea de alta complejidad formulada en series de soluciones intervinculadas, destacándose entre ellas la tarea de generación de opciones conjuntos de juegos de cilindros para los castillos de laminación adecuadas para la posterior construcción de gráficos de intercambio de cilindros, a partir de los cuales se hace posible la programación de la producción de grupos de talleres de laminación que trabajan en paralelo.
La aplicación de herramientas de linealización de tareas de optimización discreta complejas al problema estudiado permitió solucionar de forma relativamente sencilla la tarea de generación de poblaciones de soluciones α-óptimas de juegos de cilindros por los diferentes castillos que conforman los trenes de laminación, con vistas a su posterior conciliación para todo el molino de laminación.

