










 Serviços customizados
Serviços customizados Espanhol (pdf)
Espanhol (pdf)
 Artigo em XML
Artigo em XML Referências do artigo
Referências do artigo
 Enviar este artigo por email
Enviar este artigo por email Citado por SciELO
Citado por SciELO  Similares em
SciELO
Similares em
SciELO 
 Permalink
PermalinkINTRODUCCIÓN
El empleo de las aleaciones base níquel hace que en la mayoría de los casos se requiera que estas sean fácilmente soldables. Las operaciones de soldeo adquieren verdadera importancia, especialmente en la fabricación de componentes de altas prestaciones para el sector aeronáutico y la industria petroquímica (Rodríguez, García y Damborenea 1998). Dentro de las diferentes tecnologías de unión que se emplean habitualmente en la soldadura de estas aleaciones, se encuentra el proceso de soldadura por arco eléctrico y electrodos revestidos, tecnología empleada en diferentes sectores industriales.
Henderson y otros investigadores (2004) consideran que la aleación C-276 es una superaleación de níquel-molibdeno-cromo-hierro-tungsteno, que se ubica dentro de las aleaciones más resistentes a la corrosión. El alto contenido de molibdeno imparte resistencia a la corrosión localizada, picaduras. El bajo contenido de carbono minimiza la precipitación de carburos durante la soldadura y logra mantener la resistencia al ataque intergranular en las zonas afectadas por el calor.
Plantean Plaza y demás colaboradores (2007) que un grupo importante de aleaciones para el servicio de corrosión y alta temperatura está basado en el elemento níquel. Uno de los atributos más importantes de este elemento, con respecto a la formación de aleaciones resistentes a la corrosión, es su compatibilidad metalúrgica con otros metales tales como el cobre, el cromo, el molibdeno y el hierro. Las aleaciones de níquel son, en general, austenítica; sin embargo, pueden estar sujetas a la precipitación intermetálica y a la formación de fases de carburo al someterse al ciclo térmico de soldadura.
Se debe considerar por sus excelentes propiedades: alta resistencia mecánica, que supera a la que poseen otras superaleaciones, a temperaturas de hasta 700 oC; buena ductilidad, elevada resistencia frente a la oxidación y la corrosión, alta tenacidad, dentro de lo que se puede entender por este término en superaleaciones, favorable capacidad de conformado y buen comportamiento a temperaturas criogénicas.
Sin embargo, de todas estas importantes propiedades, la que destaca sobre ellas es su soldabilidad y que puede operar satisfactoriamente en servicio (Huang, Chaturvedi y Richards 1996). Esta buena soldabilidad se debe a la ausencia del denominado agrietamiento por deformación por envejecimiento (strain-age), que se produce en el curso del tratamiento térmico post-soldadura o en servicio, a consecuencia de la precipitación y endurecimiento de la aleación durante el ciclo térmico y la transferencia de las deformaciones de solidificación a las juntas de grano (Dye et al. 2001).
En el caso específico de los procesos de soldadura, los esfuerzos residuales son consecuencia de la interacción de procesos separados: a) expansión impedida y contracción resultante de una distribución de temperatura no homogénea (Villanueva et al. 2006); b) efectos de enfriamiento rápido, temple (Sánchez et al. 2006); c) transformaciones de fase (Guirao et al. 2010).
Lo, Shek y Lai (2009) plantean que los aceros austeníticos tienen generalmente baja conductividad térmica, alta temperatura de expansión y alta resistencia eléctrica, donde los elementos de aleación tienen un efecto muy importante en estas propiedades. Por ejemplo, níquel (Ni), cobre (Cu) y cromo (Cr) bajan la conductividad térmica; Ni y Cu disminuye a expansión térmica.
Por otro lado, en estudios realizados (Ricaurte, Aguirre y Parra 2007; Fernández-Columbié et al. 2014) se considera que las aleaciones base níquel tienen características que las diferencian de los demás aceros durante el proceso de soldadura, los cuales sufren cambios morfológicos cuando se le aplica el ciclo térmico de soldadura; estos cambios son notables por la predicción de la microestructura, por las características de la zona afectada por el calor (ZAC) y por evolución de la microestructura en la zona de fusión (ZF).
Según Fernández-Columbié, Rodríguez-González y Alcántara-Borges (2016) los cambios microestructurales en el metal de soldadura suceden durante el enfriamiento, los cuales son los mismos a los que se realizan los tratamientos térmicos. Sin embargo, las microestructuras resultantes del proceso de soldadura difieren del proceso antes mencionado debido al comportamiento no isotérmico de los procesos de soldadura.
El objetivo del presente trabajo fue establecer el comportamiento microestructural y la dureza de una aleación de níquel-cromo-molibdeno con proceso de soldadura manual por arco eléctrico y electrodo del tipo E NiCrFe-3 (UTP 7015).
MATERIALES Y MÉTODOS
Composición química del metal base
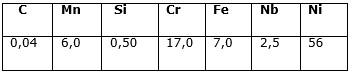
La composición química del metal base se determinó en un espectrómetro cuántico de masa, ESPECTROLAB 230, con electrodo de carbón bajo arco sumergido en atmósfera de argón. El resultado se muestra en la Tabla 1.

La composición química está en correspondencia con la establecida para una superaleación del tipo Hastelloy C-276, la cual se diseña para tener una excelente resistencia a la corrosión en un rango amplio de ambientes severos.
Plan experimental
Se prepararon las muestras de la superaleación C-276, extraídas del cuerpo de una bomba centrífuga, con dimensiones de 12 mm de espesor, 50 mm de ancho y 100 mm de longitud; la preparación de bordes se realizó a 60º y el depósito de los cordones para la junta se realizó en posición plana.
Seguidamente se embridaron las planchas y se le colocaron placas de los mismos materiales en los extremos. El diámetro del electrodo empleado fue de 3,25 mm. La intensidad de soldadura fue de 120 A, con una velocidad de 0,007 m/s. Se realizó dos pasadas en la unión soldada.
La selección del electrodo se realizó según recomendaciones: GRINI 207 y las normas AWS/ASME: SFA-5.11 E NiCrFe-3. La Tabla 2 muestra la composición química del electrodo.
Se seleccionó este material de aporte que se aplicó junto con aleaciones NiCrFe-3 tipos Inconel 600, 601 y 625 entre sí o con aceros inoxidables o aceros al carbono, en la soldadura de níquel 200/201/205 y aleaciones carbono del tipo HK 40 nuevos o envejecidos entre sí o con otros aceros inoxidables o al carbono con temperaturas de servicio hasta 900 ºC.
Para el análisis del cordón resultante en la unión se empleó el diagrama de Schaeffler, el cual permitió predecir otras estructuras derivadas de la composición química del material.
Preparación para la observación metalográfica
En la preparación de las muestras para la observación metalográfica, con longitud de 15 X 15 se consideró un conjunto de operaciones, las cuales se resumen en el orden siguiente: corte, desbaste, pulido, desengrasado, lavado y ataque químico. Para el desbaste se emplearon lijas desde la No. 320 hasta la No. 400 y para el desbaste fino, la No. 800. El pulido se realizó con paño de fieltro y pasta abrasiva GOI, antes del ataque químico, donde se empleó como reactivo el ácido fluorhídrico en una proporción del 48 % en un tiempo de 15 s.
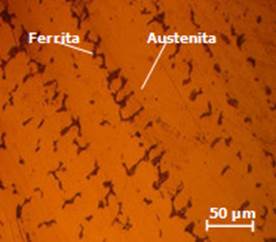
Con el empleo de un microscopio óptico binocular marca NOVEL modelo NIM-100 se obtuvo la microestructura del metal base de la superaleación C-276, como se muestra en la Figura 1.
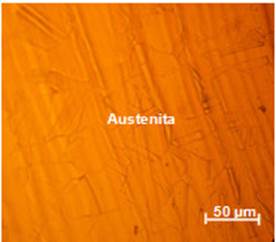
La microestructura de la Figura 1 es del tipo austenítica, cuyo contorno de los granos es rectilíneo; esta estructura es estable por encima de la temperatura crítica Ac1. Está formada por cristales cúbicos centrados en las caras (FCC). Su resistencia varía de 590 MPa a 885 MPa (Agarwal 2000).
La microdureza (HVN) se determinó para una carga de 20 g, donde se midieron las diagonales de la huella de la punta de diamante penetrada en un tiempo de quince segundos. Las medidas se tomaron para cinco puntos de prueba, seleccionados aleatoriamente en la superficie de las probetas.
ANÁLISIS DE LOS RESULTADOS
Microestructura en la zona fundida
La estructura de la Figura 2 se corresponde con la estructura de la zona fundida para el depósito del primer cordón.
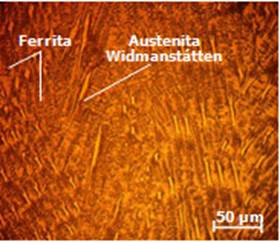
La morfología de esqueleto muestra un patrón de solidificación dendrítico. La ferrita esqueleto se presenta en el cordón de soldadura, cerca de la interfase surge el crecimiento epitaxial, siguiendo la solidificación de patrón dendrítico dirigido hacia la dirección a la fuente de calor, del arco eléctrico. Se puede apreciar, además, lo que pudiera ser la formación de austenita Widmänstatten, lo cual provoca alta dureza y fragilidad en la unión soldada.
La formación de estas dos estructuras está en correspondencia con los contenidos de los elementos de aleación. El hastelloy C-276, con 0,01 % de carbono, experimenta variaciones de dureza y resiliencia muy pequeñas, pero da formación a la ferrita; por otro lado, la relación Cr/Ni (16,5/50) da formación a la austenita que va a crecer dentro de la fase ferrita delta, provocando una disminución de la fracción en volumen de ferrita.
En la Figura 3 se muestra el comportamiento microestructural en la zona fundida para el segundo cordón de soldadura.
En el cordón de soldadura, la unión de la aleación hastelloy C-276, en el depósito del segundo cordón de soldadura, presenta una microestructura consistente de una matriz austenítica con ferrita de morfología tipo esqueleto y listoncillo alineada en dirección a la fuente de calor, el arco eléctrico. Presenta una solidificación del tipo FA, debido a que la velocidad de enfriamiento es moderada.
En la solidificación FA el núcleo dendrítico está significantemente enriquecido en cromo y desprovisto de níquel. Los núcleos de ferrita en las zonas ricas en cromo y carentes de níquel se presentan como una fase en no-equilibrio.
Análisis microestructural en la ZAC
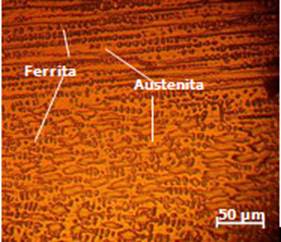
Los cambios microestructurales que en esta región se producen son debidos a la energía calorífica aportada por la soldadura y cuyo ciclo térmico genera productos de transformación, que dependen, fundamentalmente, de la temperatura alcanzada, velocidad de enfriamiento y composición química del metal base. La Figura 4 se corresponde con la microestructura de la ZAC.
En esta zona se presentan principalmente cambios del tipo de formación de ferrita (morfología de ferrita esquelética), la cual es de mayor tamaño cerca de la interfase y disminuye su tamaño conforme se aleja de esta; se genera la precipitación carburos, estructuras muy duras y frágiles. La fase austenita se encuentra distribuida en toda la matriz de la estructura, ya que la velocidad de enfriamiento fue menor.
Análisis microestructural en la interfase
La interfase en la soldadura es una línea donde el material base es parcialmente fundido, el cual está en contacto directo con el cordón de soldadura; los granos empiezan con el crecimiento epitaxial y de forma perpendicular a esta película, la cual contiene un refinamiento de grano, debido al choque térmico concedido por la temperatura propia de la soldadura. En la Figura 5 se puede observar el comportamiento microestructural de la unión soldada en la interfase del cordón.
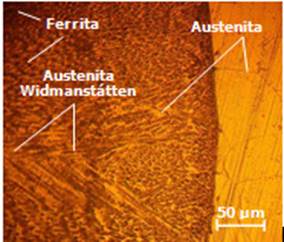
En el análisis microestructural en la interfase se percibe la estructura austenítica del material base y la estructura del material de aporte. En la zona aledaña se reveló una microestructura con contenido de ferrita acompañado de austenita primaria, austenita Widmanstátten y precipitación de austenita secundaria al interior de la ferrita.
Se aprecia, en la zona correspondiente al material de aporte, brazos secundarios de austenita con morfologías tipo Widmanstátten y partículas aisladas menos pronunciadas. En esta zona se experimentaron temperaturas cercanas a la recristalización, lo cual propicia que la ferrita en esta zona se regenere y la austenita quede en forma más grande, dado que así la ferrita origina mayor dureza y mayor fragilidad en esta zona.
La formación de estructura del tipo ferrita en la soldadura de la superaleación hastelloy C-276 también es por la presencia del contenido de hierro (6,0 %) determinado en su composición química. En los aceros inoxidables, durante el proceso de soldeo, este elemento provoca la precipitación de agregados de carbono, dando origen a estructuras de este tipo.
Análisis por el diagrama de Schaeffler
El diagrama de Schaeffler muestra las distintas fases que se pueden presentar en los metales soldados de acuerdo con su composición. Se ubicó el depósito del electrodo E NiCrFe-3, con la finalidad de predecir los posibles cambios microestructurales. Para su ubicación se emplearon las fórmulas del cromo y níquel equivalente. En la Tabla 3 se muestran los resultados del Cr y Ni presentes.
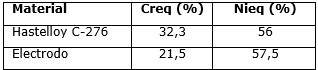
Los resultados obtenidos del Cr y el Ni equivalente se muestran en la Figura 6.

El punto A se corresponde con la aleación hastelloy C-276, el B es el del electrodo E NiCrFe-3 y el punto C se obtiene como consecuencia del cordón resultante, ya que se ha considerado un 30 % de dilución. Por tanto, es posible esta soldadura con peligro de fisuración en caliente por encima de 1 250 oC.
Cierta cantidad de ferrita tiene efectos muy positivos para evitar el agrietamiento en caliente, además, supone una mejora en las propiedades mecánicas del metal de soldadura. Sin embargo, estima una menor resistencia a la corrosión en medios ácidos oxidantes en caliente y puede permitir la aparición de la fase sigma. Por lo tanto, el control del contenido en ferrita resulta básico. Cuando no sea necesario un cordón austenítico puro es conveniente un porcentaje en ferrita entre el 5 % y el 10 % y esto se puede conseguir mediante el control del material y del proceso de soldeo.
Determinación de perfiles de microdureza
Este tipo de ensayo se correlaciona con la microestructura. En la Tabla 4 se muestran los perfiles de microdureza obtenidos en las diferentes zonas analizadas.
Tabla 4 Análisis de microdureza
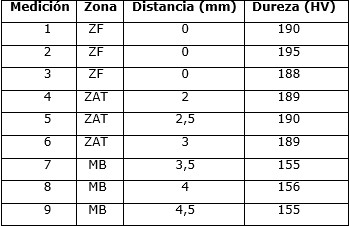
ZF - Zona Fundida; ZAT - Zona Afectada Térmicamente; MB - Material Base.
Al determinar los perfiles de dureza en cada zona se observó que no se alcanza la misma propiedad en todos los puntos de la unión soldada. Se presentó variación en los valores en las diferentes zonas seleccionadas, perteneciendo a la zona fundida, donde se generó la mayor transformación, ya que aquí se produce una concentración de compuestos intermetálicos de elevada dureza.
Debido a su rápida nucleación y crecimiento, esta zona contiene una densidad de dislocaciones más alta comparada con los granos de austenita en el estado no deformado, además que tiene un tamaño de grano equivalente menor. El menor tamaño de grano y la mayor densidad de dislocaciones hacen entonces que la fase Widmanstatten tenga una dureza mayor (Plaza et al. 2007).
CONCLUSIONES
El régimen de soldadura, impuesto a la aleación hastelloy C-276, provoca cambios microestructurales en las diferentes zonas de la unión, lo cual está en correspondencia con la temperatura alcanzada, velocidad de enfriamiento y composición química del metal base y el de aporte.
Las micrografías muestran que existe formación de fase de austenita primaria, austenita Widmanstátten y precipitación de austenita secundaria, al interior de la ferrita, en la que la estructura de austenita Widmanstátten es la más frágil.
Los perfiles de microdureza determinados en cada zona de la unión soldada evidencian un incremento desde 156 HV en el material base, hasta 190 HV en la zona fundida, debido a la concentración de compuestos intermetálicos de elevada dureza.

