










 Serviços customizados
Serviços customizados Espanhol (pdf)
Espanhol (pdf)
 Artigo em XML
Artigo em XML Referências do artigo
Referências do artigo
 Enviar este artigo por email
Enviar este artigo por email Citado por SciELO
Citado por SciELO  Similares em
SciELO
Similares em
SciELO 
 Permalink
PermalinkINTRODUCCIÓN
Las colas del proceso metalúrgico Caron que se obtienen en la planta productora de Ni+Co de Moa contienen aproximadamente 43 % de Fe, principalmente como fases de maghemita y magnetita (Ponce 1979; Turro 2002; Rojas y Turro 2003), las cuales se forman durante el proceso de reducción en los hornos (Miranda, Chaviano y Miranda 2002). En virtud de la alta susceptibilidad magnética de estas fases minerales es posible aplicar algún método de enriquecimiento (Dercach 1981) para concentrar los elementos metálicos que pasan a las colas. Con ese propósito se han llevado a cabo algunas investigaciones (Ashinkov 1962; Carthy y Falcón 1985; Jones 1988; López 1988; Kriboi 1992; Leyva et al. 2000).
Zamora, Véliz y Gilm (1981) mediante la magnetización y separación magnética enriquecen el Fe hasta el 62 %. Por otra parte, Mavrommatis y otros colaboradores (2002) demuestran que el 90 % del Ni y Co contenido en las colas de la planta metalúrgica de Nicaro puede reciclarse en la producción de aceros en hornos de arco eléctrico. Sin embargo, estos métodos tienen elevados costos energéticos.
En el año 2019, Correa-Cala y demás investigadores aplican el método de elutriación y determinan el comportamiento denso-granulométrico al combinar variaciones de la granulometría y la densidad; de este modo revelan que el Fe, como elemento mayoritario, se concentra en las fracciones más finas y más densas, mientras que el Ni lo hace en las más gruesas y menos densas.
Entre los métodos utilizados para beneficiar las colas, la separación magnética húmeda a baja intensidad del campo ha sido idónea para obtener concentrados de Fe y Cr2O3 (Herrera 1961, 1963; Ashinkov 1962; Instituto Mejanobr 1981; Carthy y Falcón 1985; Peña 1986; Jones 1988; López 1988; Kriboi 1992; Leyva et al. 2000). A partir de la separación magnética pueden obtenerse concentrados con contenidos de Fe entre 55 % y 59 % y de Cr2O3 hasta un 43 %. No ha sido posible obtener productos de mayor calidad debido a las particularidades mineralógicas de las colas que hacen de ellas un material complejo.
El beneficio de los minerales complejos requiere de la combinación de dos o más propiedades físicas (Coello et al. 1998). Ello obedece a las razones siguientes: a) las partículas minerales se diferencian no por una propiedad física, sino por varias, lo que implica el uso de diferentes métodos de beneficio; b) las partículas minerales son portadoras no solo de un mineral útil, sino de varios componentes útiles. Trabajos dedicados a la preparación mecánica de las lateritas (Lago y Valikov 1991; Falcón, Hernández y Carthy 1992; Rojas y Beyris 1994; Sovol 1994 y Coello et al. 1998) reflejan estas circunstancias.
Coello y otros colaboradores (1998) logran concentrar hasta 0,14 % el Co y 61 % el Fe en los escombros lateríticos utilizando una combinación de las propiedades tamaño de las partículas y susceptibilidad magnética. Por su parte, Ferreiro y otros colaboradores (2007) obtienen 60 % de Fe, aplicando previamente tostación magnetizante. Este método también fue utilizado por Jungah y demás investigadores (2010) en la recuperación de Ni a partir de minerales lateríticos de baja ley, además de ser aplicable con buenos resultados para otros minerales de hierro (Znamenáčková et al. 2004).
No abundan los reportes de investigaciones que apliquen el método de separación magnética a las colas de la tecnología Caron a fin de concentrar los metales, no obstante, algunos resultados han sido obtenidos en la Universidad de Moa evaluando el comportamiento de los valores metálicos en tres clases de tamaño a 40,33 kA/m (Loyola et al. 2011; Loyola et al. 2014).
Como una continuidad de las investigaciones antes referidas, el presente estudio tuvo el objetivo de evaluar la concentración de elementos metálicos en las colas negras del proceso Caron de Moa aplicando tres valores de intensidad del campo magnético en tres clases de tamaño. Tal enfoque permite conocer una mejor distribución de los metales de acuerdo a la composición química, granulométrica y magnética de las colas para justificar la explotación de un determinado tipo de fracción granulométrica, lo que no se tuvo en cuenta en trabajos anteriores.
MATERIALES Y MÉTODOS
Se conformó una muestra inicial de tres toneladas a partir del procedimiento de redes y puntos, según Mitrofanov (1982). Después de reducir el tamaño, la muestra se secó a 100 ºC durante 120 min en una estufa de control digital modelo DH6-9146A, para lograr una buena homogeneización del material por el método del anillo y el cono. La investigación se realizó a escala de laboratorio, con muestras de 250 g sometidas a un proceso de elutriación (como parte de la preparación previa) para eliminar las partículas menores que 10 μm las cuales entorpecen la separación magnética (Dercach 1981). El pesaje se realizó en una balanza digital modelo Sartorius BS 124S.
La elutriación se llevó a cabo combinando las leyes de Stoke y del gasto volumétrico, proceso utilizado por Correa-Cala y otros investigadores (2019); para lo que se usaron los siguientes datos:
Densidad del agua a 28 oC (Pavlov 1981) 996,40 kg/m3
Viscosidad del agua a 28 oC (Pavlov 1981) 843,20·10-6 Pa·s
Densidad media de las colas
(Peña 2011 y Correa-Cala et al. 2019) 3200 kg/m3
Diámetro del elutriador 0,102 m
Gasto volumétrico de agua 69,79 mL/min
Con ello se separó el 9,66 % de la masa inicial constituida por partículas muy finas que entorpecen severamente el proceso de separación magnética.
La característica de tamaño acumulativa que muestra la Figura 1 se tomó de trabajos previos realizados por el autor (Loyola et al. 2011; Loyola 2012; Loyola et al. 2014). Esta figura constituye la base para definir las clases de tamaño: fina (-0,045 mm), media (+0,045 mm -0,200) y gruesa (+0,200 mm). Una vez obtenidas las tres clases, se secaron a 100 ºC y separaron, mediante la aplicación de un campo magnético, en un producto magnético (PM) y otro no magnético (PNM).
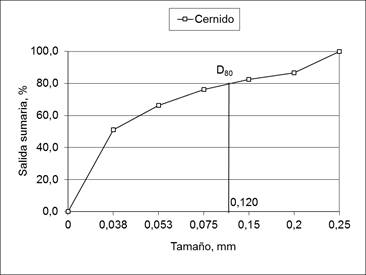
Figura 1 Característica de tamaño acumulativa según el cernido (Loyola et al. 2011; Loyola 2012; Loyola et al. 2014).
La separación magnética se realizó por vía seca en un equipo modelo ЭБС 138 T, aplicando tres intensidades del campo magnético: 21,03 kA/m (0,05 A); 40,33 kA/m (0,10 A) y 59,03 kA/m (0,15 A) a cada clase de tamaño. Tal intensidad fue elegida según las características magnéticas del material (Dercach 1981) y con base en los criterios de otros autores (Herrera 1961, 1963; Ashinkov 1962; Instituto Mejanobr 1981; Carthy y Falcón 1985; Peña 1986; Jones 1988; López 1988; Kriboi 1992; Leyva et al. 2000). La Figura 2 muestra el procedimiento experimental que se llevó a cabo.

Para determinar el contenido de los metales se realizó análisis químico a través de la técnica de fluorescencia de rayos X, tanto a las muestras iniciales, clases de tamaño, y productos magnéticos (PM) y no magnéticos (PNM).
RESULTADOS Y DISCUSIÓN
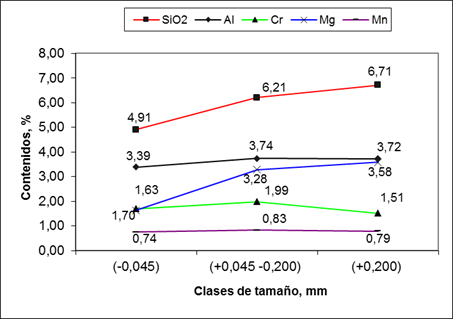
En la composición química de la muestra inicial de colas (Tabla 1), se observa que el elemento mayoritario es el hierro; de ahí las altas propiedades magnéticas que posee, ya que su fase fundamental es la maghemita-magnetita (Rojas y Turro 2003). Posee, además, contenidos apreciables de metales de gran valor como el SiO2, Al, Mg, Cr, y Ni. En la composición química de la muestra inicial de colas (Tabla 1) se observa que el elemento mayoritario es el hierro; de ahí las altas propiedades magnéticas que posee, ya que su fase fundamental es la maghemita-magnetita metales de gran valor como el SiO2, Al, Mg, Cr, y Ni. Tales resultados son coincidentes con lo reportado en trabajos precedentes (Rojas y Turro 2003; Peña 2011; Hernández 2011 y Loyola et al. 2014).

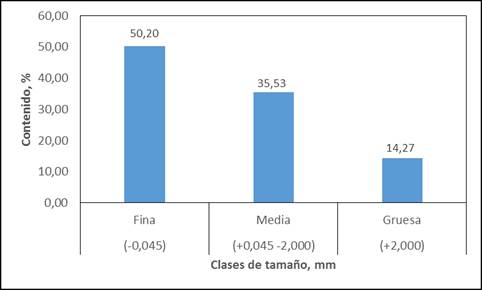
Análisis granulométrico
Los resultados del análisis granulométrico (Figura 3) muestran que las clases separadas en gruesa, media y fina, se caracterizan por un alto porcentaje (50,20 %) de las partículas finas, menores que 0,045 mm, y las gruesas y medias con una distribución menor. Los trabajos de Turro 2002; Coello, Menéndez y Laborde 2008; Hernández 2011 y Peña 2011 reportan resultados similares.
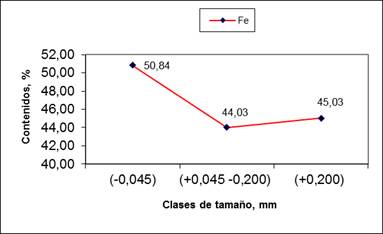
El hierro mayormente se concentra en la clase de tamaño fina con un valor significativo de 50,84 %, como se muestra en la Figura 4; y su menor porcentaje corresponde a la clase de tamaño media. Tal comportamiento se atribuye a que, en el material suministrado al proceso tecnológico, el hierro posee un alto contenido en las limonitas, principalmente como fase de goethita (Laverov 1985; Ostroumov, Blanco y Rojas 1987; Rojas 2001). La relación limonita/serpentina es de 3 partes por 1; por su difícil molibilidad (Coello, Menéndez y Laborde 2008) la serpentina aporta bajo contenido de partículas finas.
El níquel presenta un comportamiento contrario al hierro (Figura 5), en el que se observa una tendencia a incrementar su contenido hacia las clases media y gruesa (0,51 %).
Tal resultado confirma lo planteado por Chang (1999): “parte del níquel no logra reducirse en el horno, por las condiciones tecnológicas existentes”; más aún las partículas de mayor tamaño, que se admite corresponde a los minerales de serpentina, cuya molibilidad es más difícil que la limonita (Coello, Menéndez y Laborde 2008). Semejante análisis le corresponde también al SiO2 y el Mg (Figura 6), lo que corrobora la hipótesis de que el níquel concentrado en la clase mayor está asociado a los minerales silicatados de magnesio (serpentiníticos), que prácticamente no sufrieron transformación en el proceso tecnológico. El cobalto, por su parte, posee un comportamiento estable con contenidos entre 0,05 % y 0,07 %, alcanzando su mayor valor en la clase de tamaño gruesa.
El aluminio, cromo y manganeso (Figura 6) no muestran un comportamiento irregular en el espectro granulométrico analizado lo cual ratifica los resultados obtenidos por Peña (2011), aunque reflejan ligera concentración hacia la clase media. El manganeso, además, se comporta similar al cobalto; lo que se asocia a la relación de ambos metales en la fase mineralógica asbolana, según Barros de Oliveira, Moya y Enzweiler 2001.
Análisis magnético
En la Figura 7 se observa el comportamiento químico-magnético del Ni, Mg y SiO2. Ellos se concentran en el PNM, aumentando su contenido según aumenta el tamaño de la clase, sin influencia significativa del campo magnético. Se evidencia una vez más la asociación del níquel a los minerales serpentiníticos que no se transformaron totalmente en el proceso tecnológico, o a compuestos amorfos donde queda atrapado el Ni (Chang 1999).
En la clase de menor tamaño se obtiene un comportamiento muy semejante entre los PM y los PNM (Figuras 7 a 10); ello se debe a la formación de cadenas colgantes en el proceso de separación magnética (floculación magnética), que a la postre las partículas pueden alojarse bien en el PM o en el PNM (Dercach 1981). Tal comportamiento es semejante para todos los elementos.
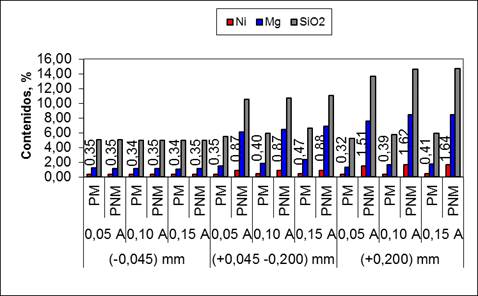
Figura 7 Comportamiento químico-magnético del Ni, Mg y SiO2. Las cifras representadas corresponden a los valores del Ni.
El níquel, por ejemplo, llega a concentrarse hasta 0,87 % como promedio en el PNM de la clase media. Para la clase gruesa su concentración es mayor aún, incrementando su contenido al aumentar la intensidad del campo, hasta alcanzar valores de 1,64 % para 0,15 A.
Por tanto, si se desea recuperar el níquel de las colas, se recomienda utilizar las partículas mayores que 0,045 mm (representan un 49,80 %, Figura 3), incluso a baja intensidad del campo magnético; con lo que se lograría contenidos del metal en el PNM de 1,23 % como promedio.
Por su parte, el Fe manifiesta un comportamiento contrario al Ni, Mg y SiO2. Se concentra en ambos productos de la menor clase de tamaño, con aproximadamente 50,83 %, debido a la floculación magnética (Figura 8). En las clases intermedia y gruesa, para una intensidad de corriente de 0,05 A se puede obtener más de 50 % de hierro en el PM, dado por su elevada susceptibilidad magnética; por consiguiente, si se incrementa la intensidad del campo magnético, entonces pueden ser arrastradas otras partículas con menor susceptibilidad, lo que reduce su concentración en el PM.
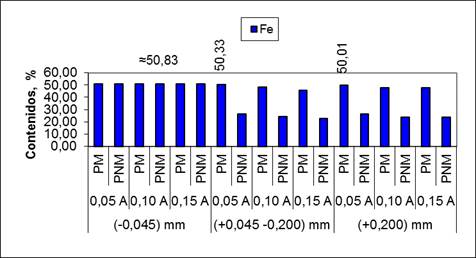
Es demostrado que el hierro puede ser concentrado por encima de 50 % en el PM de las clases media y gruesa, con un campo magnético de 0,05 A. Sin embargo, en la clase fina no es posible incrementar su concentración, ya que se obtienen concentraciones parecidas a las iniciales.
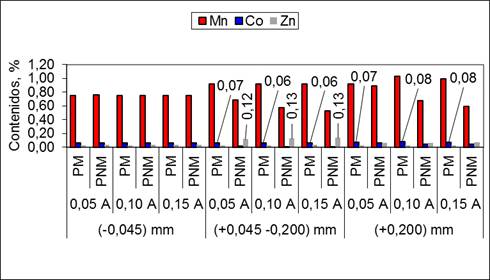
Por su parte, el cobalto y manganeso exhiben un comportamiento similar (Figura 9). Por cuanto la recuperación del cobalto en la tecnología no supera el 40 %, gran parte ha quedado atrapado en la red cristalina de la fase de manganeso. En las clases media y gruesa ambos elementos se concentran en todos los PM, con su mayor contenido en la clase +0,200 mm e intensidad de corriente de 0,1 A, con valores de 0,08 % de cobalto y 1,03 % de manganeso.
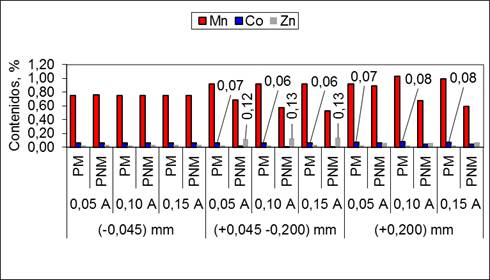
Importancia especial debe prestársele al cinc, ya que su concentración original en las colas es de 0,02 %, sin embargo, después de aplicar los métodos de beneficio se logra concentrar hasta 0,13 % en el PNM de la clase media, como se muestra en la Figura 9.
El cromo y aluminio se concentran en los PNM (dado por su baja susceptibilidad magnética) de la clase de tamaño media (Figura 10), con sus mayores contenidos de 4,84 % y 5,08 %, respectivamente, obtenidos para 0,15 A. Se puede resaltar que el cromo se enriquece en un 2 % en proporción a su contenido en la muestra primaria.

Se puede resumir que la aplicación de un campo magnético variable influye en la concentración de los elementos en las clases de tamaños media y gruesa, unos lo hacen en el PM y otros en el PNM, lo cual no ocurre en la clase fina, en la cual la variación del campo magnético no ejerce ninguna influencia sobre la concentración de los metales. Esto implica que el aprovechamiento futuro de los metales contenidos en las colas negras del proceso Caron mediante métodos magnéticos tendrá que realizarse para las partículas con dimensiones mayores de 0,045 mm.
CONCLUSIONES
Las colas de la tecnología Caron de Moa manifiestan un comportamiento uniforme de todos los elementos para cualquier intensidad del campo magnético en la clase de tamaño fina (-0,045 mm).
En la clase media (+0,045 mm-0,200 mm) se concentran el Ni, Cr, Al y Zn en los PNM para 0,15 A, con valores de 0,88 %; 4,84 %; 5,08 % y 0,13 %, respectivamente.
En los PNM de la clase gruesa (+0,200 mm) se evidencia la mayor concentración del Ni, Mg y SiO2; incrementa su valor según aumenta el campo magnético, alcanzando valores máximos de 1,64 %; 8,43 % y 14,72 %, respectivamente, a 0,15 A.
El hierro se concentra en el producto magnético a 0,05 A en las clases media y gruesa con valores en el orden del 50 %.
Teóricamente es posible concentrar el níquel hasta 1,23 % como promedio en el PNM de la clase de tamaño mayor que 0,045 mm, lo que permite evaluar su reincorporación a la tecnología.

