










 Serviços customizados
Serviços customizados Espanhol (pdf)
Espanhol (pdf)
 Artigo em XML
Artigo em XML Referências do artigo
Referências do artigo
 Enviar este artigo por email
Enviar este artigo por email Citado por SciELO
Citado por SciELO  Similares em
SciELO
Similares em
SciELO 
 Permalink
PermalinkIntroducción
En la industria farmacéutica y biofarmacéutica, en particular las plantas productoras de vacunas, los procesos requieren de 2 tipos de agua, inyección y purificada, ambas tienen como base el agua cruda previo proceso de eliminación de sales y otros minerales. Durante este proceso el agua cruda pasa a través de diferentes filtros con una porosidad determinada cuya eficiencia está en correspondencia con la caída de presión a la salida de los mismos.
El incremento de la presión por encima del parámetro de referencia es un indicador de la colmatación del filtro y dado que su vida útil es limitada por ser desechable, el costo de los filtros constituye otro elemento a tener en cuenta en el costo de producción de estos tipos de agua. El mejoramiento de la calidad del agua y del costo de producción de la misma puede lograrse a partir de la confiabilidad operacional.
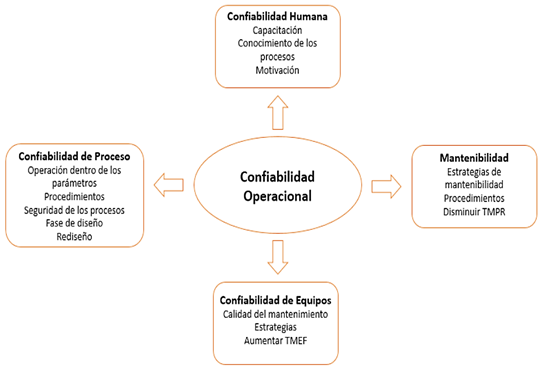
Un sistema integrado de confiabilidad operacional es la unión de metodologías de inspección y análisis de mantenimiento con el cual se generan los mejores planes de inspección y mantenimiento, mediante una perspectiva que enlaza elementos técnicos, de negocios y filosóficos, en una estrategia global. Su objetivo es lograr efectos positivos que permitan posicionar a cualquier empresa en la categoría de clase mundial [1, 2].
Para evaluar la confiabilidad operacional de un sistema, se hace necesario el análisis de los elementos que la conforman y sobre los cuales se debe actuar si se quiere lograr un mejoramiento continuo y de largo plazo. Tales elementos están relacionados entre sí de manera indisoluble, por lo que la variación en conjunto o individual de cualquiera de ellos (equipos, proceso, humana y mantenibilidad), afecta el comportamiento global de la confiabilidad operacional [3].
Tanto el diseño como el rediseño puede estar presente en cualquier de los elementos de la confiabilidad operacional, mientras el diseño propone un cambio radical, el rediseño considera que los procesos tienen suficientes características positivas para ser descartadas y que, por tanto, solo es necesario redefinirlos y perfilarlos.
Concepción y Chávez [4, 5] proponen un modelo donde consideran que el diseño debe ser parte del elemento mantenibilidad y el cambio en el diseño responde al comportamiento del indicador tiempo medio entre reparaciones. Acuña, [6] lo ubica en el elemento confiabilidad de equipos y considera que los indicadores tiempo medio entre fallas y costos son los que determinan el cambio de diseño o el rediseño según el caso. Por su parte O´Connor [7], propone un modelo que lo ubica simultáneamente en tres de los cuatro elementos (equipos, procesos y mantenibilidad).
El diseño o el rediseño se agrupa en varios métodos como son el método científico y de la teoría de la información, el método de la reducción de la complejidad de Christopher Alexander, citado en [8], búsqueda de analogías o Sinéctica de William J. J. Gordon (1961), [9] y el modelo de tipo analítico y de procedimientos sistemáticos que siguen una estructura básica de análisis - síntesis - evaluación en tres etapas de Nigel Cross (2006), [10].
Existen varias metodologías propuestas por diferentes autores como Harrington, Muthu, Whitman, Cheraghi , Hamer y Champy que consideran que el proceso de diseño o rediseño responde a varias etapas.
Consideraciones y aportes de estos autores:
Harrington: “Lo que hay que propiciar no es la calidad, sino la perfección, por ello hay que entender que se trata de algo permanente y lo más permanente es el cambio”. Él propone una metodología de rediseño de procesos y permite identificar los procesos para la innovación y los niveles de cambio, permite tener visión de los procesos a fin de entenderlos para diseñar y desarrollar nuevos prototipos [11].
Muthu, Whitman y Cheraghi: proponen 5 etapas de las que se obtiene una propuesta que permite definir los procesos, luego modelarlos y analizarlos, para decidir sobre los cambios específicos que se deben hacer a fin de identificar oportunidades de mejoras mediante las actividades que no añaden valor y eliminar cualquier ineficiencia, aplicando el rediseño mediante los resultados, las acciones y los cambios de negocio [11].
Hammer fue quien primero definió el concepto de Reingeniería o rediseño en los procesos de cambio, a través de su obra: La Reingeniería de Negocios: Una respuesta a los desafíos de la internacionalización (Ed. Limusa, 1996) y lo definió como: Reingeniería es la revisión fundamental y rediseño radical de procesos para alcanzar mejoras espectaculares en medidas críticas de rendimiento.
Champy en 1995, escribe: La Reingeniería Gerencial: una respuesta para la optimización de procesos. En esa obra, ofrece una continuidad al trabajo de Hamer y amplia el marco de aplicación al ámbito gerencial marcando el camino a la eficiencia de los procesos para su optimización [11].
Hamer y Champy: proponen 4 etapas y plantean en su metodología que la generación y planteamiento de la visión del negocio, permite evaluar la situación, para la reconstrucción del proceso a partir del rediseño de aquellos aspectos críticos y luego evaluar la situación actual [11].
Lo propuesto por esos autores permitió crear un modelo de Confiabilidad Operacional tomando en cuenta los aspectos positivos de sus metodologías tales como: aspectos críticos, posibilidades de mejora, reducción de costos y evaluación de alternativas, así como el uso de la metodología de rediseño de Harrington que es la de mayor uso en la actualidad y adecuada a la estructura básica-analítica propuesta por Nigel Cross.
El objetivo de este trabajo fue realizar una adecuación en el proceso de obtención de agua purificada transformando el diseño del filtro de 5 µm de la primera etapa del proceso, concebido en su diseño original como desechable por uno de acero inoxidable y la adición de una acción de retro lavado, para reducir los costos de operación por concepto de remplazo, con esto se logró mejorar la producción de agua purificada en 3300 lts semanales y un ahorro por concepto de sustitución de filtros de 36 filtros por año.
Métodos
Para mejorar la producción de agua purificada se ejecutan dos acciones. La primera es diseñar un modelo de confiabilidad operacional que tome los aspectos positivos de los modelos de los autores citados con anterioridad como son (aspectos críticos, posibilidades de mejora, reducción de costos y evolución de alternativas). En este modelo se incluye el rediseño en el elemento confiabilidad de proceso , se considera el proceso de mejora continua en el desarrollo de todos los elementos integrando la operación, el mantenimiento, el diseño, la seguridad y las áreas de soporte, figura 1, y se aplica la metodología de Harmington modificada, para evaluar el diseño realizado por ser la metodologías de diseño más actualizada hasta el momento, y a diferencia de las demás se adecuada a solo tres etapas, analiza el diseño, sus variantes, hace una síntesis de la situación, propone una solución y las evalúa. Se aplica a los procesos actuales con el fin de remover el exceso de gasto y consumo de tiempo en cada proceso, maximizando su eficiencia y eficacia.
Metodología de Harrington
Comprende 3 etapas:
Análisis: consiste en elaborar una lista de todos los requisitos de diseño y reducirlos a un conjunto completo de especificaciones.
Síntesis: se busca encontrar soluciones posibles para cada especificación y desarrollar diseños completos a partir de estos.
Evaluación: se plantea evaluar con exactitud cuál de los diseños alternativos satisfacen los requisitos de rendimiento para la operación, manufactura y ventas ante de seleccionar el diseño final.
Etapa1. Análisis
A partir de la información técnica que ofrecen los fabricantes líderes a nivel mundial (Boop, Sartorius Stedim, Amazon Filter) sobre los elementos filtrantes, la eficiencia de remoción de partículas suspendidas en un medio filtrante, está relacionada con las siguientes características de la suspensión [12, 13]:
Tipo, tamaño y densidad de las partículas suspendidas.
Resistencia o dureza de las partículas suspendidas (flóculos).
Temperatura del agua a ser filtrada.
Concentración de partículas en el afluente.
Potencial Zeta de la suspensión.
pH del afluente.
Entre las características del medio filtrante que influyen en la filtración [14, 15, 16], destacan:
Caracterización del medio filtrante
La planta de generación de agua purificada utiliza, durante el proceso de purificación, tres filtros SupaGard suministrados por el fabricante Sartorius de 50 µm, 10 µm, 5 µm que representan el grado más alto alcanzado en el diseño de cartuchos de filtro con hilado nominal. Fabricados con una verdadera densidad graduada, estos elementos exhiben un alto volumen de vacío que resulta en pérdidas de presión diferencial de limpieza baja y una excelente capacidad de retención de suciedad cuando se compara con elementos de clasificación similar. Cada cartucho se completa con un soporte integral para la máxima resistencia. La estructura superior permanece integral incluso en condiciones de operación severas y es menos propensa a la migración y avance de los medios, que a menudo se encuentra en otros productos no respaldados por hilado (presión 3-5,5 bar). Estos filtros permiten filtrar hasta 57840 lts por semana.
Los cartuchos de filtro de acero inoxidable SupaMesh, se fabrican con igual porosidad que los SupaGard , resultan adecuados tanto para líquidos como para gases. El material de fabricación tanto de la malla soporte como la filtrante sinterizada, ambas de acero inoxidable 316 incrementa considerablemente las presiones de trabajo y la vida útil lo que permite filtrar mayores volúmenes de agua que los filtros anteriores 61200 lts por semana. A diferencia del filtro SupaGard, con el no ocurre absorción de líquido, presenta un rango amplio de intervalos de temperatura de trabajo, tiene la capacidad de soportar flujos inversos. Además, posee una jaula de retrolavado que brinda la posibilidad de realizar limpieza al filtro cuando se colmate, procesos de sanitización y esterilización regresando a los parámetros de operación normados cuando se colmata; motivo por cual el fabricante no limita la vida útil del filtro.
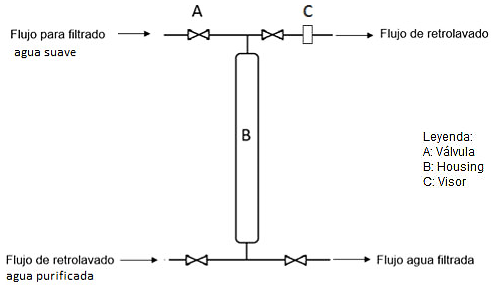
El retrolavado se realiza con agua purificada, para ello, es necesario efectuar cambios en el diseño de la planta generadora por no estar diseñada para usar filtros no desechables. Se realizará una derivación del lazo de distribución de agua purificada instalándose en la salida del housing y se llevará una tubería conectada en la entrada del housing hasta el drenaje de la planta logrando el flujo contario para el retrolavado.
Para hacer esta limpieza es necesario aislar el filtro del resto de la planta, por lo que se introducirán válvulas manuales en las líneas de entrada y salida del agua filtrada, en la tubería de flujo normal, controlando el flujo de estas, y de igual manera se realizará en las tuberías que se incorporarán, de agua purificada y de drenaje, figura 2:
Etapa 2. Síntesis
A partir de las características de los medios filtrantes descritos en la etapa 1, se procede a comparar ambos medios a partir de los parámetros de operación, diseño, tabla 1.
Tabla 1 Parámetros de operación y diseño de los filtros SupaGard y SupaMesh. Fuente: Sartorius, Amazon Filter
| Características de los filtros | ||||
|---|---|---|---|---|
| Filtro SupaGard | Filtro SupaMesh | |||
| Tasa de filtración | Baja | Alta | Baja | Alta |
| X | X | |||
| Velocidad de filtración | 2,54 m/s | 5,93 m/s | ||
| Pérdida de carga | 1,6 bar | 0,44 bar | ||
| Medio filtrante | ||||
| Filtro SupaGard | Filtro SupaMesh | |||
| Tipo de medio filtrante | 100 % polipropileno | Acero inoxidable 316 | ||
| Características granulométricas | Buena retención de partículas deformables y no deformables hasta 5 μm, formado por fibras de hilo enrolladas alrededor de un centro. | Retención de partículas hasta las 5 μm con un acabado superficial de 0.4 μm evitando incrustaciones de partículas y aumento de presiones. | ||
| Espesor de la capa filtrante | 36 mm | 13 mm | ||
| Typical Surface Area | 0,35 m2 | 0,15 m2 | ||
| Máxima presión diferencial recomendada: Flujo hacia adelante: Contra flujo: | 2,5 bar | 15 bar | ||
| Contra flujo | No | 3bar | ||
| Temperatura de trabajo | Máxima 80 °C | -150 °C - 300 °C | ||
| Tipo de fabricación | Hilado | Malla tejida | ||
| Desechable | Si | No | ||
| Jaula retrolavado | No | Si | ||
| Vida útil | 1 mes | Amazon no designa fecha de expiración | ||
| Esterilización y sanitización | No | Si | ||
| Absorción de líquido | Si | No | ||
| Costo | 17 euros | 1814,39 euros | ||
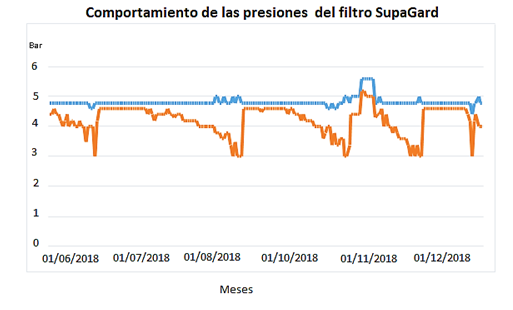
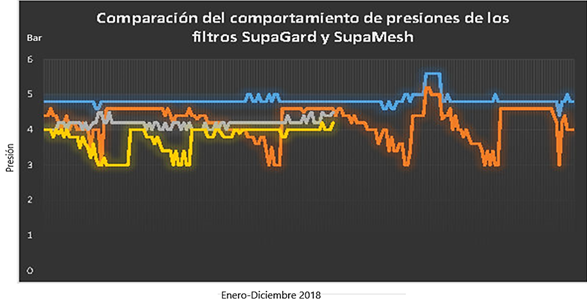
Para el análisis del comportamiento de los filtros cuyas características se muestran en la tabla 1, se tomaron como referencia las ordenes de trabajo realizado durante un año de 8760 horas en el cual cada uno de los filtros fue estudiado por un periodo de 4380 horas. El estudio demostró que no se presentaron fallas inherentes a este elemento y que el comportamiento de la presión diferencia estuvo dentro del rango de trabajo 2,5-3 bar recomendados como se muestra en las figuras 3 y 4 respectivamente. Los gráficos se obtienen de los registros de monitoreo de la presión diferencial a diferentes horas del día durante el periodo analizado en el área destinada para la producción de este tipo de agua.
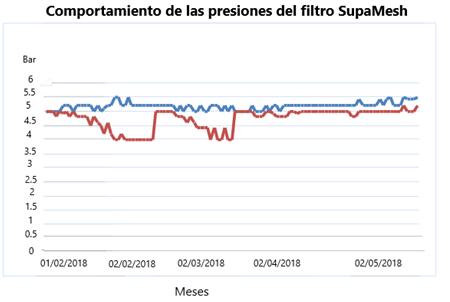
Los filtros SupaMesh fueron utilizados entre los meses de febrero y junio, y fueron recogidos los valores de presión de entrada y salida en el filtro, como se presenta en la Figura 3. Se puede apreciar que el comportamiento de las presiones fue más estable debido a que la deposición de impurezas en los orificios de la malla fue menor permitiendo el libre paso del agua suavizada a través de ellos por más tiempo, esto responde en gran medida al cambio de material del filtro por acero inoxidable en comparación con el de los filtros SupaGard, utilizados por diseño, hubo menos pérdidas por presión durante el proceso de filtrado Debe destacarse que los valores recogidos no sobrepasaron los parámetros de operación, aspecto favorable en el funcionamiento de estos filtros.
En el tiempo de trabajo de los filtros SupaGard, como se puede ver en la Figura 2, trabajaron dentro de los parámetros establecidos con variables cambios de presiones. Dichos cambios se convirtieron en pérdidas que influyeron directamente en la cantidad de agua purificada que se generó, en comparación con la de los filtros SupaMesh, figura 3. A pesar de esto, se realizaron12 sustituciones en el año; un total de 36 filtros que se subutilizaron. Puede observarse en la tabla 2 el incremento se produjo en la producción de agua purificada con la sustitución del SupaGard por SupaMesh.
Métodos de liberación del agua
Los métodos de liberación son técnicas que permiten decidir si el filtro esta listo para ser utilizado nuevamente para un nuevo proceso a partir de instrumentos, observaciones o test que se realizan a una muestra de agua que se toma al efecto, tabla 2.
Tabla 2 Técnica de liberación de agua. Fuente: autores
| Técnica de liberación |
| Inspección visual |
| Conductividad |
| PH |
| Turbidez |
| Ultrasonido |
| Baño ultrasónico |
| Presión diferencial |
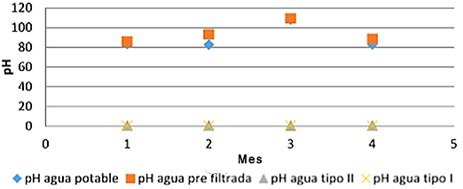
Teniendo en cuenta las modificaciones realizadas al sistema para garantizar el retrolavado del mismo para su uso posterior se combinaron varias técnicas para su liberación como conductividad, PH y presión diferencial. A continuación, en la figura 5, se aprecia el comportamiento de la conductividad y el PH en el periodo analizado.
Etapa 3. Evaluación
Se sustituyeron los filtros SupaGard por los SupaMesh. Dado que el incremento de las presiones diferenciales entre la entrada y la salida del filtro es una medida del grado de colmatación del mismo que justifica la sustitución para el caso del SupaGard o la limpieza para el SupaMesh , esta condición es objeto de monitoreo, supervisión y control para la toma adecuada de decisiones. El comportamiento de estos valores durante el período de análisis permitió graficar estos resultados contra la referencia los cuales se muestran en la figura 6.
Resultados y Discusión
Calificación de diseño
En esta etapa se realizó el estudio para asegurar que la implementación del diseño es factible, teniendo en cuenta aspectos como proceso de sanitización para los componentes del sistema, materiales y características del producto a obtener especificando los parámetros del agua según especificaciones de calidad, se obtuvo que en el periodo de análisis el agua obtenida se encontraba dentro de los parámetros permisibles según farmacopea USP 34-NF:, tabla 3.
Tabla 3 Parámetros del agua obtenida con el filtro SupaMesh
| Filtro | Conductividad(µS/cm) | PH | Solidos disueltos (µg/l) |
|---|---|---|---|
| SupaMesh | 0,6 - 0,8 | 6,3-7 | 420-460 |
Calificación de desempeño
Se demuestra la efectividad y la repetibilidad del proceso, esto es posible mediante pruebas del sistema en condiciones normales de operación, los cuales se realizaron bajo las mismas condiciones en el mismo lugar y por el mismo analista. Para ello se verificó los rangos de funcionamiento óptimo (presión diferencial), descritos en los manuales de los equipos de validación de los resultados.
A partir del análisis comparativo del comportamiento de las presiones diferenciales de ambos filtros mostrados en la figura 5, se comprueba que el filtro propuesto trabaja de manera estable dentro del rango de presión diferencial recomendado: 2,5-3 bar.
El cambio realizado permitió incrementar el volumen de agua purificada semanalmente en 3300 lts, manteniendo en el rango permisible la calidad del agua producida
Existen evidencias de trabajos similares realizados en otras industrias con buenos resultados [14, 17], en el caso de las plantas de agua purificada para uso farmacéutico y bio-farmacéutico no hay mucha información al respecto teniendo en cuenta que es un sector con pocos años de existencia en comparación con otros sectores y con muchas restricciones en la divulgación de la información por estar en manos de grandes consorcios , sin embargo el empleo de este tipo de filtro de acero inoxidable que se propone si está muy difundido en el sector biotecnológico, en la filtración de células superiores de animales con resultados superiores al 95% de eficiencia y en la filtración de agua potable. Los resultados obtenidos en este trabajo
Dado los resultados obtenidos en la planta de agua se considera factible la sustitución del filtro desechable supaGard por el SupaMesh aunque implique modificaciones mínimas para garantizar la limpieza e higienización del mismo.
Conclusiones
En esta investigación se rediseño el filtro de 5µm tradicional por uno más duradero y no desechable de acero inoxidable lo que permite reducir costos de producción de agua purificada e incrementar los volúmenes de producción de la misma gracias a la incorporación de un sistema de retrolavado y validación de la limpieza en situ lo que contribuye a hacer más eficiente el proceso de obtención de agua purificada.

