










Meu SciELO
 Serviços customizados
Serviços customizadosServiços Personalizados
Artigo
 Espanhol (pdf)
Espanhol (pdf)
 Artigo em XML
Artigo em XML Referências do artigo
Referências do artigo
 Enviar este artigo por email
Enviar este artigo por emailIndicadores
-
 Citado por SciELO
Citado por SciELO
Links relacionados
-
 Similares em
SciELO
Similares em
SciELO
Compartilhar

 Permalink
PermalinkCentro Azúcar
versão On-line ISSN 2223-4861
cen. az. vol.42 no.4 Santa Clara out.-.-dez. 2015
ARTICULO
Evaluación y acciones de producción más limpia en taller galvánico de la provincia de Villa Clara
Evaluation and actions of cleaner production in galvanic industry of the Villa Clara province
Petra G.Velazco Pedroso1*, Liz Mabel Ríos Hidalgo1,Margie Zorrilla Velazco1,Franly Moya Broche2, Odalys Hernández Rodríguez2 y Lesvy Moreno Hernández2
1 Centro de Estudio de Química Aplicada (CEQA). Facultad de Química y Farmacia. Universidad Central "Marta Abreu" de Las Villas Carretera a Camajuaní km 5 y ½.Santa Clara,Cuba.
2 Unidad Empresarial de Base, LACMAI. EMI, Ernesto Ché Guevara.
*Autor para la correspondencia: Alfredo Torres, Email: petravp@uclv.edu.cu
RESUMEN
En el presente trabajo se exponen los resultados de la evaluación ambiental realizada en los diferentes procesos de un taller galvánico de la provincia de Villa Clara tomando en consideración la aplicación de las Buenas Prácticas y medidas de Producción Más Limpias (PML). Se identifican los principales puntos críticos en los procesos de recubrimiento metálico y se realiza la caracterización de los vertimientos generados por la instalación. Se proponen una serie de modificaciones tecnológicas, así como, la introducción de medidas de PML, las cuales contribuyen a elevar la eficiencia y seguridad de los procesos, a reducir los riesgos y a mejoras en las operaciones internas. Aporta ventajas para la industria galvánica de tipo económico, ambiental y social al reducir los impactos sobre el medioambiente pues se reducen las corrientes residuales generadas y su carga contaminante, además de que se ahorra agua, energía y materias primas.La evaluación económica demostró la factibilidad de la aplicación de las medidas de producciones más limpias (PML) propuestas con un valor del VAN de $ 109 696,26, una TIR del 64 % y un período de recuperación inferior a los dos años.
Palabras claves: Industria galvánica, contaminación, buenas prácticas, producciones más limpias.
ABSTRACT
In this paper, the assessment results accomplished in different processes of the galvanic industry are presented and it is taking into account the application of good practices and measures of Cleaner Production. The main critical points in the processes of metallic coating were identified; and the characterization of the effluents generated by the installation is done. A number of technological changes in the processes are proposed, as well as the introduction of cleaner production measures which contribute to increase the efficiency and safety of processes, reduce risks and improvements to internal operations. It provides advantages of economic, environmental and social nature for the galvanic industry due to the minimizing of the impacts on environment, because the sewage and its pollutant load are reduced. Besides, we can save water, energy and raw materials.The economic evaluation showed the feasibility of applying the Cleaner Production (PML) measures proposed with a Net Present Value (NPV) of $109 696.26, and an Internal Rate of Return (IRR) of 64 % value and payback period lower than two years.
Key words:galvanic industry, contamination, good practices, Cleaner Production.
INTRODUCCIÓN
Los procesos basados en recubrimientos metálicos constan de diferentes etapas de preparación de la superficie (Milanez et al., 2005). La instalación industrial está compuesta de cubas, las cuales almacenan baños de preparación y de recubrimiento seguido de tanques de enjuague.
En la industria Galvánica, por la naturaleza química y eléctrica de los procesos que en ella se desarrollan se consume una gran variedad de materias primas, así como gran cantidad de agua y es una fuente de generación de residuos sólidos, líquidos y gaseosos. Estos residuales principalmente inorgánicos, por sus características tóxicas, debido a la presencia de cianuro y metales pesados como el cromo, níquel y cinc; resultan nocivos para la salud del hombre y el medioambiente (Cagno y Trucco, 2008).
1.1 Vertimientos característicos del proceso galvánico.
Estos vertimientos pueden ser de dos tipos: continuos o discontinuos. Continuos cuando la entrada y salida del agua es constante en el tiempo. Discontinuo cuando se establece un tiempo para verter o renovar el agua del enjuague.
Vertidos discontinuos diluidos. Estos vertidos son procedentes de sumergir las piezas en cubas de agua estanca con el fin de diluir al máximo la película del baño que las piezas llevan adheridas. El agua contenida en estas cubas se renueva periódicamente (Hibbitt y Kamp - Roelands, 2002).
Vertidos discontinuos concentrados:son, en su mayor parte, los procedentes de los baños de desengrases, neutralizados y pasivados; agotados. Se dice que un baño se agota, cuando deja de ejercer la función para lo cual se prepara. En el caso de los baños de desengrase esto ocurre fundamentalmente por acumulación de aceites libres y emulsionados. En el caso de los baños ácidos de pasivado y neutralizado ocurre por acumulación de metal disuelto, así como de sus sales. Estos baños, una vez agotados, son renovados con una periodicidad que oscila entre una semana y tres meses, en función del tipo de baño (Corbett y Pan, 2002).
Vertidos continuos. En ellos se utiliza una entrada constante de agua limpia a los enjuagues corrientes durante la jornada de trabajo, para evitar contaminar el baño siguiente con los productos químicos del baño anterior. Esta es la mayor fuente de consumo de agua en una empresa de recubrimiento metálico (Chávez-Porras et al., 2009).
1.2 Generación de contaminantes en la industria galvánica.
Las materias primas que utiliza el sector en las diferentes etapas del proceso de preparación de superficies: desengrase y decapado, así como en las del proceso de recubrimiento metálico, niquelado y cromado etc., condicionan las características tóxicas de las corrientes residuales que se generan a consecuencia de la actividad industrial. La renovación frecuente de los baños de recubrimiento (que se deben gestionar como residuos industriales líquidos) y el hecho de que las etapas de lavado y enjuagado entre estos baños han reportado, históricamente, un alto consumo de agua y una alta generación de vertimientos, son algunos de los rasgos característicos desde el punto de vista de impacto ambiental del sector (C.I.T.A.S, 1998).
Las características tóxicas de los vertimientos se deben a las concentraciones normalmente elevadas, según la normativa, en cianuros y metales pesados; además, la elevada acidez o alcalinidad en las etapas de preparación de superficie y decapado confieren al desecho un fuerte poder corrosivo. El riesgo de contaminación depende de las sustancias químicas presentes, de su concentración y volumen, de las posibilidades de contacto humano, y de su comportamiento en el medio ambiente después de su disposición. En general, esta agua se puede encontrar numerosa, de naturaleza, concentración y volumen diferente (DAMA, 2005). La contaminación por metales pesados representa un serio problema medioambiental, debido a sus efectos tóxicos a lo largo de la cadena alimenticia y por consiguiente en el cuerpo humano.
La presencia de metales pesados en ecosistemas acuáticos constituye un problema que guarda relación con el desarrollo de la sociedad. La contaminación por cromo, por ejemplo, es muy peligrosa debido fundamentalmente a su carácter carcinogénico, corrosivo e irritante, (García et al., 2013). El níquel, por su parte; puede causar varios tipos de cánceres en diferentes órganos del cuerpo de los animales, mayormente en aquellos que viven cerca de refinerías (Fernández et al., 2007).
Teniendo en cuenta todos los problemas de contaminación generados por la industria galvánica, se hace imprescindible la aplicación continua de una estrategia preventiva, integrada a los procesos, productos y servicios, de acuerdo a los principios de PML para lograr incrementar la eficiencia de los procesos, reducir los riesgos para los seres humanos y el ambiente y lograr la sostenibilidad del desarrollo económico. Significa el uso eficiente de las materias primas, energía, agua y recursos naturales; la sustitución de materias primas y sustancias tóxicas y la reducción de los volúmenes y toxicidad de las emisiones y residuos antes de que abandonen un proceso o actividad. Ello se puede lograr a través de diferentes vías, entre las que se encuentran los cambios tecnológicos, la adopción de medidas organizativas para mejorar la gestión de las entidades contaminadoras, la separación en la fuente de los diversos residuales generados en la instalación para permitir su manejo diferenciado de acuerdo a su peligrosidad, grado de contaminación, posibilidades de tratamiento y aprovechamiento; reduciendo de esta manera los volúmenes y costos de manejo de los residuales (Arango-Garcés et al., 2012).
Por lo que el objetivo principal del presente trabajo es identificar los puntos críticos del proceso galvánico teniendo en cuenta, la aplicación de buenas prácticas y medidas de PML, que permitan proponer las acciones a implementar dirigidas hacia la prevención de la contaminación en el origen y la eco-eficiencia.
MATERIALES Y MÉTODOS
2.1 Descripción del proceso galvánico
Un proceso de recubrimiento metálico consta de diferentes etapas de preparación de la superficie. La instalación industrial está compuesta de cubas, las cuales almacenan baños de preparación y de recubrimiento, seguidas de tanques de enjuague. Este incluye las siguientes etapas:
- Desengrase electrolítico /enjuague circulante. Las piezas que poseen grasa se someten a un proceso de desengrase en soluciones alcalinas o agentes desengrasantes ácidos. No se suelen usar desengrasantes orgánicos. Posteriormente las piezas se enjuagan en una cuba con agua para evitar el arrastre de las soluciones de desengrase a la etapa siguiente
- Decapado ácido / enjuague circulante. El decapado sirve para eliminar el óxido y la calamina presentes comúnmente en la superficie metálica y obtener de esta forma una superficie limpia.
Normalmente se usa el ácido clorhídrico o sulfúrico o bien una mezcla de ambos. Para materiales especiales es posible la utilización de ácido sulfámico, fluobórico, etc. (Tchobanoglous et al., 1991). La concentración de la solución a utilizar en el decapado es normalmente del 50% de ácido, a la cual se le añade agentes inhibidores de la corrosión, para evitar un excesivo ataque al material de la pieza. Al ir aumentando la concentración de impurezas en el baño, la eficacia del decapado decrece. Para mantener la concentración del baño dentro de los límites adecuados para su uso, éste tiene que ser realimentado mediante reposición de ácido nuevo en cantidades variables en función del nivel de contaminación e incluso con este aporte el baño llega a agotarse y se convierte en un residuo a eliminar. Después del decapado las piezas se enjuagan en una cuba con agua para evitar el arrastre de ácido a las siguientes etapas del proceso (Lima y Ojima, 1991).
- Baño de recubrimiento metálico. El tratamiento con sales, tiene por objeto darle un acabado decorativo a las piezas, mejorar las propiedades químicas de éstas para protegerlas contra la corrosión o cambiar alguna propiedad superficial como dureza y conductividad. Hay diferentes acabados de recubrimiento en dependencia del metal o aleación a utilizar, tales como: niquelado, cromado, zincado, etc, (Teodoro y col., 2002).
- Enjuague estanco o de captación. Después del tratamiento con las sales en el baño de recubrimiento las piezas se enjuagan en una cuba de agua desionizada para limpiarlas de residuos procedentes del baño anterior. El agua del enjuague se puede utilizar para reponer pérdidas de los baños de recubrimiento.
- Enjuague. Después de que las piezas pasan por el enjuague estanco, contienen aun residuos de las sales de recubrimiento; por lo que es necesario para dejar las mismas totalmente libre de residuos, enjuagar en una cuba de agua corriente (DAMA, 2005).
- Secado. Las piezas después de tener el acabado final normalmente se lacan y secan para proseguir a su embalaje y disposición final.
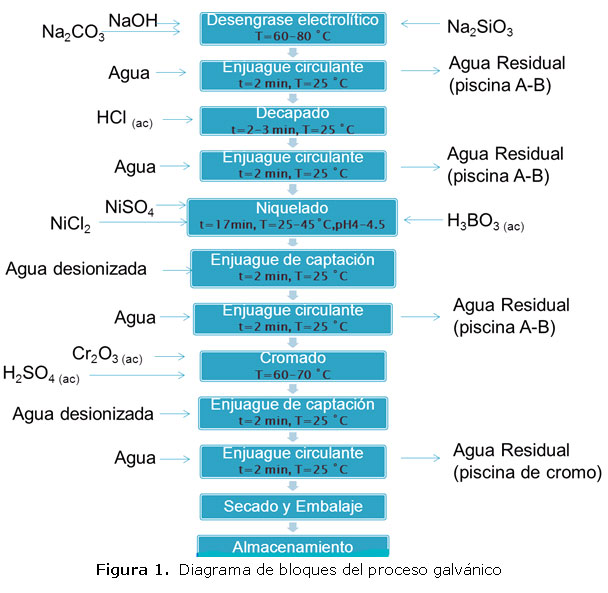
Las aguas de enjuague circulante (aguas residuales) de las diferentes etapas del proceso van a las piscinas Acido-Base, excepto las aguas residuales del proceso de cromado que van hacia la piscina de cromo. La figura 1 muestra el diagrama de bloque del proceso galvánico, secuencia típica de una instalación de este tipo.
2.2 Identificación de los puntos críticos
En la planta de recubrimiento metálico fueron identificados como puntos críticos los que se enumeran a continuación, tomando como referencia las buenas prácticas y las PML en la industria galvánica, Moya (2013).
2.2.1. Planta de recubrimiento de metales.
· La disposición en planta no es la adecuada, ya que propicia el arrastre de soluciones contaminantes.
· Se deben sustituir los sistemas de enjuagues simples con drenaje continuo por otros más eficientes, que garanticen un mayor drenaje de las partículas con un menor consumo de agua.
· Después de los baños de cromo no se realizan los dos enjuagues de captación, cantidad establecida en las normas cubanas.
· Las operaciones de desengrase electrolítico, niquelado y cromado, que requieren de calentamiento, no poseen sistemas de control de la temperatura.
· Para el calentamiento de los baños se utilizan resistencias eléctricas que no es una alternativa eficiente siendo el consumo de energía alto.
· Las cubas no disponen de recubrimientos para evitar las pérdidas de calor del medio.
· No existen sistemas de control de flujo para el agua y el aire del proceso.
· Es necesario la instalación de brazos mecánicos que permitan optimizar el tiempo de permanencia de las piezas a recubrir en los baños, así como lograr una reducción de las pérdidas por arrastre.
2.3 Caracterización de los vertimientos generados por la instalación
Para la caracterización físico-química de las aguas residuales de las diferentes etapas del proceso galvánico, se realiza un monitoreo en el que se recogen muestras cada 3 días, durante dos semanas. Se colectan un total de cinco muestras por duplicado en cada punto de muestreo.
En cada punto se determinan los siguientes parámetros: pH, DQO, Ni, Fe, Cu, Cr y se emplean los métodos Potenciométrico, Dicromatométricos y la Espectrometría de Absorción Atómica para el análisis de los metales pesados, respectivamente, según se establece en APHA, A., (2005). Esos resultados permiten establecer el rango de concentración de cada uno de los parámetros analizados.
Los resultados fueron comparados con los valores máximos permisibles que establece la NC 27:2012 "Vertimiento de aguas residuales a las aguas terrestres y al alcantarillado - especificaciones". Y la NC 24:1999 sobre vertimientos de residuales galvánicos.
2.4 Valoración económica
Para el análisis económico se evalúan las inversiones, ahorros por la implementación de las acciones de PML, las externalidades asociadas y los ingresos. Los costos totales de inversión se basaron en la estimación del costo de adquisición de los equipos y accesorios empleados para el mejor funcionamiento y la implementación de las acciones de PML en el taller de recubrimiento metálico utilizando el método de "Percentage of Delivered Equipment".
Para la determinación de los ingresos considerando las externalidades se consideran los daños evitados a las personas, a la fauna y flora acuática y a las aguas superficiales y/o subterráneas. Para ello se utilizan varios mecanismos que se basan en el costo directo de las enfermedades y en los costos del tiempo perdido o pérdida de productividad; este incluye costos de atención médica, gastos en medicamentos, consultas con especialistas, hospitalización y análisis de laboratorios, entre otros. A fin de desarrollar un estudio económico-financiero integral, los principales indicadores económicos dinámicos (VAN, TIR, PR) fueron evaluados.
RESULTADOS Y DISCUSIÓN
En la Tabla 1 se muestran los resultados que se obtienen para los diferentes parámetros a evaluar en cada uno de los puntos de monitoreo.
Al analizar los resultados se observa que las concentraciones de metales pesados presentan valores elevados en algunas etapas del proceso. En las aguas procedentes del proceso de Decapado, las concentraciones de níquel y hierro superan los valores máximos permisibles establecidos en las NC: 24 y NC: 27. Igualmente se observa en las aguas de captación del Niquelado y del Cromado, que las concentraciones de níquel y cromo respectivamente, son superiores a los valores máximos establecidos en dichas normas.
Como se observa los resultados difieren en los diferentes días como es característico de este tipo de proceso. Además, se trata de una tecnología donde las condiciones son variables, los procedimientos se realizan de forma manual, tiene más de 40 años de explotación, no cuenta con la instrumentación necesaria, es decir, con medidores de flujo de agua en los diferentes tipos de enjuagues, ni control de tiempo de escurrimiento etc. Todo esto afecta el cuerpo receptor y las condiciones del ecosistema del mismo por lo que se propone aplicar medidas de PML en el taller galvánico (DAMA, 2005).
3.1 Medidas de Producción Más Limpia en el Taller Galvánico.
Se proponen para el mejoramiento de las producciones y el aumento de la eficiencia del proceso opciones de medidas de producción más limpias en las diferentes operaciones que se realizan como parte del recubrimiento metálico a que son sometidas las piezas.
3.1.1 Acciones de PML para sistemas de enjuagues
3.1.1.1. Calidad del sistema de enjuague.
· Redistribuir y reorganizar la planta para aplicar sólo los enjuagues necesarios, evitando con ello la pérdida por arrastre.
· Definir y ajustar en detalles el tiempo, la temperatura y la concentración del enjuague.
· Mantener una razón de dilución óptima para cada tipo de enjuague, en general de 1000:1, para evitar la contaminación de los baños posteriores, el aumento de impurezas en los baños y el manchado, ampollado, pelado y corrosión de las piezas.
3.1.1.2. Mejoramiento de la eficiencia del enjuague
· Realizar enjuagues por aspersión o utilizar boquillas de niebla, para lograr disminuir entre un octavo y un cuarto el volumen de agua de un enjuague por inmersión.
· Aumentar la temperatura del agua de enjuague entre 25 y 30°C para mejorar la calidad del mismo, pues las capas residuales se disuelven más fácilmente y disminuye la presencia de aceite flotante y residuos de grasas en las mismas.
· Sustituir el tipo de enjuague circulante por el de múltiples etapas en series con sistemas de enjuague a contracorriente, para incrementar el tiempo de contacto enjuague-pieza, mejorar la calidad del mismo y minimizar el uso de agua.
· Instalar sistemas de inmersión con agitación por aire forzado para proporcionar una concentración homogénea de las sales en el enjuague y evitar las descargas continuas de los tanques.
· Optimizar el diseño de los tanques de enjuague: ubicar la entrada por la parte inferior y salida por el extremo opuesto, para aumentar el tiempo de residencia del agua de enjuague, así como, mejorar la agitación y favorecer la homogenización de las sales presentes.
· Instalar un doble enjuague de captación después de los baños de niquelado y cromado con el fin de reducir las pérdidas del nivel del baño e incrementar el ahorro de materias primas costosas.
3.1.1.3. Control de flujo
· Instalar restrictores de flujo, según la ruta de flujo óptimo, para limitar el volumen de agua de enjuague.
· Utilizar medidores de pH y conductividad para conocer el nivel de sólidos disueltos e iones hidrógeno en el agua de enjuague y controlar el flujo de agua entrante.
· Controlar de forma automática el flujo de agua, para mantener el agua del enjuague en su concentración óptima y reducir las pérdidas de este recurso.
· Instalar temporizador para controlar el tiempo de entrada y salida del agua en los diferentes tanques de enjuagues.
· Instalar medidores de flujo para conocer el consumo de agua de enjuague, tomar acción para optimizar el mismo, y lograr un ahorro en este sentido.
· Sustituir todas las válvulas defectuosas de las diferentes etapas del proceso para evitar gastos innecesarios de agua.
3.1.2 Acciones de PML para baños de recubrimientos
3.1.2.1. Sustitución de Materias Primas
· Evitar el uso de productos grasos en el pulido para reducir el tiempo en el baño de desengrase, mejorar la calidad del producto final y disminuir el costo por mano de obra.
· Utilizar químicos no quelatantes para evitar que éstos inhiban la precipitación de metales y evitar añadir más químicos de tratamientos que favorecen el aumento de la cantidad de lodos.
· Eliminar la grasa superficial para mejorar y optimizar el tiempo de vida de los desengrasantes, lo que evita que al retirar la pieza del baño quede impregnada de aceite, contaminando los baños posteriores y causando problemas en la calidad del recubrimiento.
· Retirar los ánodos de los baños, cuando no están en funcionamiento, para que éstos no se disuelvan y no aumenten la concentración de metales en el baño, ocasionando un desequilibrio en la relación de químicos, lo cual incrementa el empleo de materias primas y el reproceso de piezas.
· Reutilizar las materias primas recuperables en el proceso por medio de sistemas auxiliares que se instalen para este fin.
3.1.2.2. Incremento de la vida del baño
· Eliminar contaminantes por electrolitos falsos, para evitar la disminución en la calidad del recubrimiento.
· Instalar campanas de extracción de gases, unidas a un colector inercial de gotas. Este sistema extrae y lava las nieblas crómicas producidas en la etapa del cromado. Así, el cromo recuperado se envía al enjuague de captación del cromo al mismo tiempo que continua el aire limpio a la atmosfera.
· Agregar al electrolito agentes tensoactivos fluorados y espumantes para evitar que la solución salpique fuera del tanque y reducir pérdidas por evaporación de la solución del baño.
· Monitorear regularmente los baños, para determinar la necesidad de adicionar químicos o remover metales contaminantes en el mismo y con esto reducir la frecuencia de eliminación de los baños de proceso.
3.1.2.3. Reducción de arrastre
· Reducir la concentración de los baños para promover un drenaje más rápido de las soluciones adheridas a las piezas y disminuir el volumen de arrastre.
· Estudiar el aumento de la temperatura en los baños para disminuir la viscosidad de la solución. Esto permitirá un mejor drenaje de la solución en la pieza y reducirá el volumen de pérdidas por arrastre. Se deberá tener en cuenta los costos de energía.
· Usar agentes humectantes y/o esferas de polipropileno para reducir la tensión superficial de la solución y reducir el volumen de pérdidas por arrastres.
· Diseñar las gancheras y tambores que propicien que la densidad de corriente sea igual para todas las piezas y no exista ningún sitio conductor en contacto con la solución y evitar bajas eficiencias en la conducción de corriente y más arrastre de solución.
· Chequear el arreglo de las piezas para prevenir pérdidas innecesarias por arrastre y para que la solución pueda drenar y no quede atrapada en grietas y cavidades de las mismas.
· Instalar sistemas de brazos mecánicos automatizados que optimicen la forma de entrada de la pieza a la cuba, el tiempo de permanencia y de drenaje de las mismas, lo que permite disminuir los volúmenes de arrastre hacia la siguiente etapa
· Realizar enjuagues por aspersión y drenaje sobre el baño, para reducir el volumen de arrastre que se pierde desde el baño de proceso.
3.1.3 Acciones de PML para el uso eficiente de la energía
3.1.3.1. Iluminación
· Evitar utilizar luz artificial, pues ésta incrementa el consumo por energía eléctrica hasta en un 30%, por lo que se deben crear condiciones constructivas en la fábrica que favorezcan la iluminación por medio de la luz solar.
· Instalar paneles traslucidos en la cubierta de la planta, con el objetivo de aprovechar la iluminación natural.
· Sustituir las lámparas incandescentes por fluorescentes
· Instalar reflectores especulares
· Instalar controles de alumbrado y adecuar los niveles de iluminación.
· Aplicar en la industria la utilización de sistemas solares fotovoltaicos, para el abastecimiento eléctrico a las unidades de iluminación, equipos ofimáticos y algunas aplicaciones de pequeños sistemas de bombeo.
3.1.3.2. Programación de tareas
· Programar reproceso, encendido de equipos y limpieza de los alambres de amarre; para minimizar el consumo eléctrico, pérdidas de energías y costos.
3.1.3.3. Control de la temperatura
· Instalar controladores de temperatura en tanques de Proceso, calientes, pues así se logra una optimización de la misma y se garantiza que el baño funcione en condiciones óptimas para el recubrimiento.
· Controlar la temperatura del proceso para evitar gastos innecesarios de energía.
3.1.3.4. Aislamiento de tanques
· Estudiar la posibilidad de aislar los tanques que funcionan en caliente, para minimizar el consumo eléctrico y las pérdidas de calor al medio exterior.
· Cubrir la parte superior del tanque para minimizar el ensuciamiento de los baños y disminuir la transferencia de calor al medio.
· Colocar esferas de polipropileno en los baños calientes para evitar pérdidas por evaporación.
3.1.3.5. Limpieza periódica de los alambres conductores de corriente y diseño de gancheras
· Limpiar los alambres que están en contacto con la pieza y los alambres para las conexiones entre los rectificadores y los baños, para facilitar el paso de corriente y disminuir los costos energéticos y el consumo de productos químicos.
· Evitar empatar y unir alambres de diferentes materiales, para que no ocurran pérdidas de corriente.
· Optimizar la forma y dimensiones de las gancheras, para mejorar el transporte de corriente.
3.1.3.6. Otras
· Aplicar la pirogenación como una alternativa tecnológica al desengrase electrolítico a las piezas que lo requieran.
· Propiciar el empleo del recubrimiento metálico por deposición química conocido como Níquel electroless, para evitar el uso de corriente alterna y el gasto innecesario de energía.
· Sustituir rectificadores de corriente de baja capacidad, por equipos de mayores capacidades con el fin de aumentar la cantidad de baños operando simultáneamente con este equipo y así disminuir el consumo de energía por la operación de varios rectificadores.
3.2. Evaluación Económica
En la Tabla 2 se muestran los costos de inversiones teniendo en cuenta las medidas de PML implementadas.
3.2.1. Ahorros por implementación de las acciones de PML
En la Tabla 3 se cuantifican los principales ahorros que se obtienen con la implementación de las acciones de PML.
3.2.2. Determinación de los ingresos considerando las externalidades
Para la determinación de ingresos considerando las externalidades en la Tabla 4 se reportan los costos beneficios ambientales.
El análisis económico demostró la factibilidad económica de las modificaciones tecnológicas y acciones de producción más limpia implementadas con un valor actual neto igual a $109 696 26 y una TIR de 64 % y se logra recuperar la inversión en un período de 2 años.
CONCLUSIONES
1. Actualmente los problemas que enfrenta la industria de recubrimiento metálico son: el consumo de agua, materias primas y energía, así como, la incorporación de metales pesados en las descargas de aguas residuales, cuya remoción se ha convertido en un reto tecnológico.
2. Fueron identificados los principales puntos críticos tomando en consideración la aplicación de las Buenas Prácticas y PML, en las diferentes etapas del proceso de preparación de superficies: desengrase y decapado así como, en las de niquelado y cromado, en el proceso de recubrimiento metálico.
3. La introducción de las acciones de PML propuestas contribuyen a la prevención de la contaminación en el origen y aportan ventajas de tipo económico, ambiental y social al reducir los impactos sobre el medio ambiente. Además, se reducen las corrientes residuales generadas y su carga contaminante, se ahorra materias primas, agua y energía y se mejora su imagen pública, así como, su capacidad competitiva.
4. La evaluación económica demostró la factibilidad de la aplicación de las medidas de PML propuestas con un valor del VAN de $ 109 696,26, una TIR del 64 % y un período de recuperación inferior a dos años.
REFERENCIAS
Arango-Garcés, A. A., Ballesteros Solano S. M., Casas Gómez G. P., Diagnóstico y formulación del programa de PML en la Industria de Galvanotecnia en el proceso de cromado., Trabajo de grado para optar al título de Especialista en Ingeniería Ambiental, Universidad de la Sabana, Facultad de Postgrados, Especialización en Ingeniería Ambiental, Bogotá D. C., 2012.
APHA, A., Standard Methods for the Examination of Water and Wastewater., USA. 2005.
Chávez-Porras, A., Cristanchoo Montenegro, D. L., Ospina Granados, E. A., A clean alternative for galvanic wastewater treatment: literature review., Journal Engineering University of Medellin, Vol. 8, No.14, 2009, pp. 39-50.
C.I.T.A.S., Norma Cubana. Eliminación de Contaminantes en Talleres Galvánicos. La Habana, Cuba, 1998.
Cagno, E. and Trucco P., Cleaner technology in the Italian galvanic industry: Economic and know-how issues., Journal of Cleaner Production, Vol. 16, No. 1, Supplement 1, January 2008, pp. S32-S36.
Corbett, C. and Pan, J. N., Evaluating environmental performance using statistical process control techniques., European Journal of Operational Research, Vol. 139, No. 1, May 2002, pp. 68-83.
DAMA., Planes de acción para mejoramiento ambiental., Manual para empresarios de la PYME "Galvanoplastia", 2005.
Fernández, I., Mateos Vega, C. J., Aguiar Vilas M. V., Martínez Para M. C., Ingesta diaria de níquel entre jóvenes españoles. Valoración del riesgo toxicológico., Revista de toxicología, Vol. 24, No. 1, 2007, pp. 10-13.
García, V., Steeghs, W., Boten, M., Ortiz, I., Urtiaga, A., Implementation of an eco-innovative separation process for a cleaner chromium passivation in the galvanic industry., Journal of Cleaner Production, Vol. 59, November 2013, pp. 274-283.
Hibbitt, C., and N., Kamp - Roelands., Europe’s (Mild) Greening of Corporate Environmental Management., Corporate Environmental Strategy, Vol. 9, No. 2, May 2002, pp. 172-182.
Lima, L., M., Q., and Ojima M., K., Tratamiento de Residuos Sólidos Industriales., No. 5, 1991, pp. 169-181.
Milanez, K. W., Kniess, C. T., Bernardin, A. M., Riella, H. G., Kuhnen, N. C., Caracterização de pigmentos inorgânicos à base de Fe, Zn e Cr utilizando resíduo de galvanoplastia como matéria-prima. Ceramica 51, No. 318, São Paulo, 2005, pp. 107-110.
Moya Broche, F., Evaluación y alternativas de tratamiento de la planta de residuales del Taller Galvánico de la UBE-VC., Trabajo de Diploma, Departamento de Ingeniería Química, Universidad Central "Marta Abreu" de Las Villas, Santa Clara, Cuba, 2013.
NC 27:2012., Vertimiento de aguas residuales a las aguas terrestres y al alcantarillado - especificaciones.
NC 24:1999., Vertimientos de residuales galvánicos.
Tchobanoglous, G., Burton, F. L., Stensel H. D., Wastewater Engineering, Treatment and Reuse., Fourth Edition. Metcalf & Eddy, Inc. Chapter 1, Wastewater Engineering: Na Overview, USA, 1991, pp. 25-30.
Teodoro, N. Y., López, F., Ravelo Torres, J., Recuperación de cromo de las aguas residuales de la industria de acabados metálicos., Proyecto Terminal, Laboratorio de Procesos y Diseño III, Universidad Autónoma Metropolitana Iztapalapa, 2002.
Recibido: Mayo 14, 2015;
Revisado: Julio 1, 2015;
Aceptado: Julio 19, 2015[/article]


{kind=link}