










Mi SciELO
 Servicios personalizados
Servicios personalizadosServicios Personalizados
Articulo
 Español (pdf)
Español (pdf)
 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
 Enviar articulo por email
Enviar articulo por emailIndicadores
-
 Citado por SciELO
Citado por SciELO
Links relacionados
-
 Similares en
SciELO
Similares en
SciELO
Compartir

 Permalink
PermalinkIngeniería Energética
versión On-line ISSN 1815-5901
Energética vol.38 no.1 La Habana ene.-abr. 2017
APLICACIONES INDUSTRIALES
Evaluación energética de una planta de helados
Energy evaluation of an ice cream plant
Yanet Sariego Toledo1, Sandra Pérez Ybáñez1, Eduardo García Noa1, Lázaro Rodríguez2
1 Departamento de Ingeniería Química. Facultad de Ingeniería Química. Universidad Tecnológica de La Habana “José Antonio Echeverría”, Cujae, La Habana, Cuba.
2 Planta de helados del complejo lácteo de La Habana. Cuba.
RESUMEN
El proceso de producción de helado es altamente consumidor de energía por las etapas de enfriamiento. Si junto a esto se considera que dichas instalaciones tienen varios años de explotación y por lo general baja eficiencia energética y un incremento en los indicadores de consumo es evidente la necesidad de buscar mejores condiciones de operación que reduzcan los costos. El presente trabajo tiene como objetivo evaluar la eficiencia energética del sistema de refrigeración para la elaboración de helados en el Complejo Lácteo Habana y valorar alternativas de mejora del proceso. Se obtuvo que el sistema de refrigeración trabaja con un coeficiente de funcionamiento de 1,75 y con un rendimiento relativo de 58,35 %. Además se determinó el calor removido por dicho sistema en cada etapa y se obtuvo que el índice de consumo energético es de 0,047 kW-h/kg de producto. La alternativa propuesta para el incremento de la eficiencia resulta favorable termodinámicamente.
Palabras clave: eficiencia energética, helados, remoción de calor, sistemas de refrigeración, termodinámica
ABSTRACT
The ice cream production process is a high consumer of energy mainly in the cooling steps. In those ice cream production plants that have many years of exploitation, in general there are low energy efficiency and the consumption indicators are high. These are indicating the necessity to find the best operating conditions to reduce the costs to better levels. Focus in that, the present work has as main objective to evaluate the energy efficiency of the refrigeration system of an ice cream production plant in the Dairy Complex Havana. As fundamental results were obtained that the refrigeration system of the analyzed plant is working with an operating rate of 1,75, an with a relative yield of 58,35 %. Also the removed heat by the system at every stage was determined and it was found that the rate of energy consumption is of 0,047 kW - h / kg of product. The alternative proposal for the increment of the energy and exergy efficiency is achievable from the thermodynamic point of view.
Key words: energetic efficiency, ice cream, refrigeration system, removal of heat, thermodynamic
INTRODUCCIÓN
La fabricación de helado es una de las producciones más consumidoras de energía dentro de la industria alimentaria cubana, por lo general estos centros cuentan con una planta de refrigeración que proporciona los requerimientos para las etapas de enfriamiento en el proceso productivo. La industria cubana tiene la necesidad de tomar una otra perspectiva en la explotación energética, encaminada a la evaluación de las tecnologías y a la introducción de técnicas ahorradoras en las instalaciones industriales que permitan hacer más competitivos los precios y productos elaborados. Por ello y debido a la premisa del país, de tomar la eficiencia energética como su fuente de energía más barata y menos contaminante; es que la evaluación termodinámica de instalaciones ocupa en la actualidad un lugar importante para los profesionales de la rama.
Debido a esto, para el desarrollo de la presente investigación, se planteó como objetivo general evaluar la eficiencia energética del sistema de refrigeración para la elaboración de helados en dicho centro mediante el análisis energético y el análisis exergético, empleando técnicas que ayudan a cuantificar la energía como los balances de energía, el cálculo de índices de consumo, el inventario y la reducción de las pérdidas y mediante el cálculo de los indicadores de funcionamiento del ciclo de refrigeración. El procedimiento general desarrollado para la evaluación en este artículo está compuesto por los siguientes pasos:
- Caracterización de la planta de elaboración de helados.
- Descripción del sistema de refrigeración para la elaboración de helados.
- Evaluación energética del proceso de elaboración de helado.
- Evaluación exergética del proceso de elaboración de helado.
- Evaluación de la alternativa para el incremento de la eficiencia energética y exergética del sistema de refrigeración.
MATERIALES Y MÉTODOS
Procedimiento general desarrollado para la evaluación y resultados Descripción de la planta de elaboración de helado
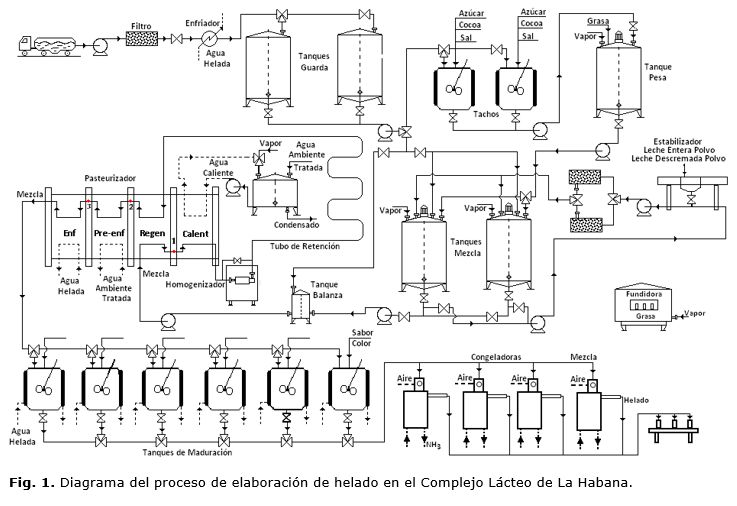
El proceso, que se muestra en la figura 1, comienza con la recepción de la leche fresca. La misma, es succionada de los carros por una bomba de desplazamiento positivo. Seguidamente pasa por un filtro lineal donde se separan las partículas extrañas y se deposita en los tanques guarda de acero inoxidable. En ellos se cuantifica y se almacena hasta su utilización. Si la misma se va a utilizar en el día se bombea entonces directamente a los tachos y tanques mezcla. En caso contrario se pasteuriza en un intercambiador a placas de varias secciones, donde alcanza una temperatura de 76 ˚C en un tiempo de retención de 16 segundos y posteriormente se enfría hasta 3 ˚C y se deposita en un tanque guarda hasta el día siguiente.
Para efectuar el mezclado, se añade primero el estabilizador mezclándose con el azúcar y se incorpora a uno de los tanques de mezclado mediante una bomba que succiona, con leche fluida ya depositada en dicho tanque, el polvo del embudo disolutor recirculando hasta su total dilución. A continuación se suministra vapor en la chaqueta de dicho tanque hasta alcanzar 65 ˚C como especifica en la norma [1]. Para derretir la grasa se utiliza una fundidora en la que se introducen las cubetas de grasa vegetal mixta de 17 kg y se suministra vapor directo durante aproximadamente 5 min y después se pasa al tanque Pesa, tanque intermedio donde se suministra vapor directo con el objetivo de fundir la grasa que aún queda sólida.
En los tachos se adicionan el resto de los ingredientes (sal, azúcar y leche) y en dependencia del tipo de sabor pueden añadirse otros ingredientes. Los tachos son tanques enchaquetados a los que se les suministra vapor mediante una doble pared para alcanzar una temperatura de 65 ˚C asegurando la total dilución del estabilizador. La mezcla resultante es bombeada al tanque Pesa y de ahí pasa simultáneamente con la grasa al tanque de mezclado.
La leche descremada en polvo y la leche entera en polvo, pasan al tanque mezclador por medio del embudo disolutor recirculando con los demás componentes incorporados. Después de mezclar todos los componentes y con el objetivo de eliminar los microorganismos patógenos; la mezcla es pasteurizada en un intercambiador a placas de 4 secciones: regeneración, calentamiento y retención, enfriamiento con agua y enfriamiento con agua helada. La mezcla sale momentáneamente del intercambiador y pasa al homogenizador donde es sometida a altas presiones con el fin de disminuir el diámetro de los glóbulos de grasa. Seguidamente pasa por un serpentín donde es retenida durante 16 segundos a una temperatura de 85˚C. Posteriormente pasa a la sección de regeneración y se enfría en la sección de enfriamiento con agua tratada a temperatura ambiente y luego en la sección de enfriamiento con agua helada de donde debe salir con una temperatura entre 4 ˚C y 6 ˚C.
La mezcla pasa a los tanques de maduración, con agitación y doble pared por donde circula agua helada como agente de intercambio térmico manteniéndose la temperatura entre los 3 y los 6˚C para que en la mezcla permanezca inalterable el nivel de contaminación bacteriana. El tiempo de maduración es de 24 horas. Después es bombeada por una bomba positiva hacia las congeladoras que emplean como refrigerante al amoníaco. Aquí la mezcla es semicongelada (pues solo congela el 50 % del contenido de agua) [2] y al mismo tiempo se le incorpora una cantidad predeterminada de aire mientras es batida. Finalmente se obtiene el helado, con una temperatura entre los -4 y -6°C el cual se vierte mediante el cañón del congelador directamente en cubos plásticos de diez litros. Posteriormente se envasan en cajas de cartón etiquetadas y es enviado hacia la nevera, que mantiene una temperatura de -27˚C para culminar el proceso de endurecimiento. En esta etapa se congela otra parte del agua restante (el 40%), pero solo hasta que la concentración de sales disueltas se hace muy grande. Hay un 10% que no congela nunca por encontrarse en esta disolución muy concentrada [2]. La permanencia del producto terminado en nevera es como mínimo 24 horas.
Descripción del sistema de refrigeración para la elaboración de helados.
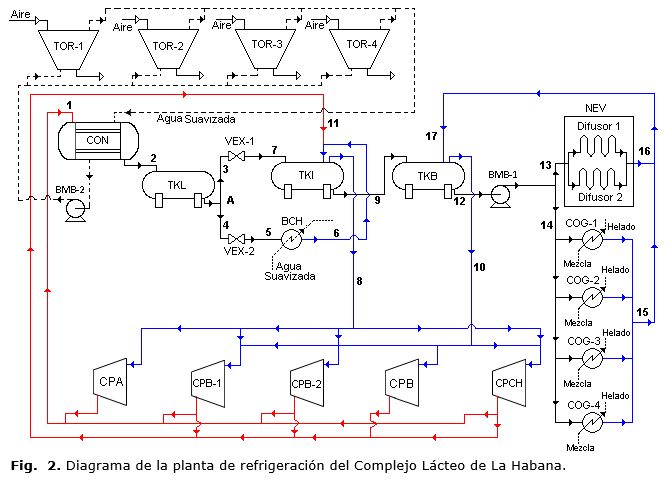
El sistema es un ciclo de refrigeración de doble etapa por compresión de vapor, que emplea al amoníaco como refrigerante. Este último es succionado como vapor saturado del tanque de baja (TKB, que se indica en el figura 2) (presión de 64,4 kPa y temperatura de -42 ˚C) por un compresor Stal de tornillo (CPB), es comprimido y llevado como vapor sobrecalentado al tanque de intermedio (TKI).
Después de haber burbujeado a través del amoníaco líquido presente en el tanque se enfría y pasa a vapor saturado. Seguidamente es descargado en la conductora de presión intermedia, desde donde es succionado nuevamente como vapor saturado (presión de 291,3 kPa y temperatura -10 ˚C) por un compresor reciprocante Mycom (CPA) en la sección de alta presión alcanzando el estado de vapor sobrecalentado, el cual es enviado al condensador de tubos y coraza (1 357 kPa y temperatura 119 ˚C), donde intercambia calor con el agua tratada que recircula a través de las torres de enfriamiento y condensa [3].
El amoníaco líquido obtenido en el condensador va hacia el tanque recibidor de líquido (TKL) de donde salen dos corrientes, las cuales antes de llegar a su destino, son expansionadas (VEX-1, VEX-2) experimentando una caída de presión que provoca, por una parte, su evaporación parcial y por la otra, el enfriamiento hasta la temperatura de evaporación del líquido restante. De estas dos corrientes, una se envía al tanque recibidor intermedio (-10 °C y 291,3 kPa) con el objetivo de lograr el enfriamiento del vapor sobrecalentado descargado por el compresor de baja presión. Mientras la otra es enviada al banco de hielo (BCH), la cual intercambia calor con la corriente de agua helada proveniente de la planta de helado. En el banco de hielo ocurre la evaporación en alta del amoníaco con el objetivo de mantener una temperatura de 1˚C en el mismo, es decir, en esta etapa ocurre propiamente la refrigeración del agua, la cual es utilizada en varios equipos en el proceso de elaboración del helado.
Después de la evaporación del amoníaco en el serpentín del banco de hielo el mismo es descargado en el tanque recibidor intermedio. El amoníaco líquido presente en dicho tanque separador y enfriador pasa al tanque recibidor de baja (TRB) (presión de 64,4 kPa y temperatura -42 ˚C) a partir de la señal de una válvula solenoide intermedia que dispone el flujo de amoníaco que pasa al tanque de -42˚C; de donde es impulsado mediante una bomba al sistema de nevera (NEV) y congeladoras (COG) [4]. En este trasiego del TKI al TKB ocurre la expansión de baja por la diferencia de presiones existente. En las congeladoras el amoníaco intercambia calor con la mezcla de helado que se desea congelar para ser envasada y en las neveras el intercambio es con el aire impulsado por los difusores. El amoníaco evaporado es enviado nuevamente al tanque recibidor de baja (presión de 64,4 kPa y temperatura -42˚C) dando de esta forma comienzo nuevamente al ciclo de refrigeración.
Evaluación energética del proceso de elaboración de helado
Para desarrollar la evaluación energética del ciclo de refrigeración para la elaboración de helado fue necesario determinar los calores absorbidos en los tres evaporadores (Banco de hielo, Congeladoras y Nevera). Para ello se monitoreó el proceso de elaboración de helado durante quince días, en los cuales se realizaron las mediciones operacionales necesarias en cada etapa.
La determinación del calor que se absorbe en el Banco de hielo consistió en evaluar el calor que absorbe el agua helada en la sección de enfriamiento con agua helada en el intercambiador de calor a placas durante la pasteurización de la mezcla empleando la ecuación (1) de la tabla 1 y en los tanques de maduración para enfriar dichos tanques y para remover el calor que se gana del ambiente y así mantener aproximadamente constante la temperatura de la mezcla por las ecuaciones (1) y (2) de la tabla 1. También se tiene en cuenta el calor ganado por falta de aislamiento en las tuberías de conducción y retorno de agua helada calculado por ecuación (2) de la tabla 1 [5, 6].
La determinación del calor que se absorbe en la congeladora consistió en evaluar el calor que se extrae a la mezcla para congelar su contenido de agua y para disminuir la temperatura de los restantes elementos no congelables hasta la temperatura deseada. Esto se realizó por las ecuaciones (3), (4) y (5) de la tabla 1 [5]. Para evaluar el calor que se absorbe en la nevera se determinó la carga térmica en la misma considerando todas las cargas involucradas (por producto, por equipos, por alumbrado, por ocupantes, por estructuras, por embalaje y cambios de aire). Para ello se emplearon las ecuaciones de la (6) a la (13) de la tabla 1. También se tiene en cuenta el calor ganado en las tuberías de conducción y retorno de amoníaco por falta de aislamiento, el cual se estimó por la ecuación (2) de la tabla 1 [4]. Los resultados obtenidos se muestran en la tabla 2.

Evaluación energética del sistema de refrigeración
La evaluación del ciclo de refrigeración se desarrolla, al igual que los cálculos anteriormente explicados, para el intervalo de horas donde el proceso de elaboración de helado demanda mayor extracción de calor a lo largo de toda la jornada laboral.
Primeramente se hizo necesario representar dicho ciclo en un diagrama presión contra entalpía el cual se muestra en el figura 3.

Para ello se monitoreó el proceso de producción de frío en la sala de máquinas durante los mismos quince días que se realizaron las mediciones operacionales en el proceso de elaboración de helado y así poder determinar los niveles de temperatura y presión de cada punto de trabajo. Dichas mediciones aparecen en la tabla 3. Seguidamente se procede a la búsqueda de la entalpía y la entropía del refrigerante en cada uno de los puntos de trabajo. Los valores obtenidos se muestran también en la tabla 3.
Seguidamente se procede a realizar el balance de energía en la zona de baja presión, en la cual existen dos evaporadores. Estos son la nevera y las congeladoras.
Para el balance en las congeladoras se considera que todo el calor cedido por la mezcla de helado es absorbido por el refrigerante, debido a que las pérdidas en este equipo son tan pequeñas que se pueden considerar despreciables. Es importante destacar que en un día de producción la operación de congelación dura 76 horas. Con este valor se procede a la determinación del flujo de amoníaco necesario en las congeladoras. Para el caso de la Nevera se considera que el calor que absorbe el amoníaco es igual a la carga térmica de la nevera más el calor perdido en tuberías de conducción y retorno de amoníaco a la misma.
Posteriormente se realiza el balance en la zona de alta presión, aquí el balance se centra en aquellos equipos en los cuales el amoníaco intercambia calor, ya sea para ceder o absorber el mismo. Estos equipos son: el banco de hielo que funciona como evaporador y el condensador donde finalmente el amoníaco cede al agua que provienen de las torres de enfriamiento parte del calor absorbido durante el ciclo. En el banco de hielo el calor absorbido por el amoníaco es igual al calor que cede el agua helada en dicho equipo, el cual es absorbido por esta en el proceso de elaboración del helado en las operaciones de pasteurización de la mezcla y en los tanques de maduración, además del calor absorbido del ambiente a través de las tuberías de conducción y retorno de agua helada a cada uno de estos equipos.
Para determinar el flujo de refrigerante en el condensador es necesario conocer la cantidad de agua con la cual intercambia dicho fluido. Se conoce que el condensador tiene 210 tubos, con dos pases, de 3/4 pulgada BWG 16, por los cuales circula el agua proveniente de las torres de enfriamiento a 1,68 m/s. Para estas condiciones el área de flujo por tubo es de 0,01 m2. Con lo anterior se determinó que el flujo de agua es de 58,7 m3/h. Según el catálogo de las dos bombas empleadas se conoce que estas bombean un flujo de agua de 30 m3/h. Estas están recién instaladas y por tanto puede emplearse el dato suministrado por las curvas de flujo de los catálogos de dichas bombas. Al obtenerse un error entre ambos flujos de 5,8%, aceptable para cálculos de ingeniería, se decide trabajar en los cálculos con un flujo de agua de 60 m3/h y considerando que las pérdidas de calor al medio ambiente en el condensador son despreciables se determina el flujo de refrigerante en el mismo.
Seguidamente se realiza un balance de masa en el punto de separación A de la figura 2, y otro en el tanque de baja. Finalmente se efectúa en balance de energía en el tanque intermedio enfriador separador y se cuenta entonces con todos los datos para el cálculo de los indicadores de funcionamiento del ciclo de refrigeración. Los resultados obtenidos se muestran en la tabla 4.

Como puede verse se obtuvo un bajo coeficiente de funcionamiento en la zona de alta presión. Esto indica que en dicha etapa se está utilizando una mayor cantidad de energía que la mínima requerida para remover el calor necesario. En la etapa de baja ocurre lo contrario ya que el coeficiente obtenido es aceptable, sin embargo por la descompensación existente no se logra una estabilidad en el sistema, por lo cual se obtiene un bajo coeficiente de funcionamiento y grandes consumos de energía. Esto último se confirma porque existe un trabajo de compresión mayor en la zona de alta presión. El sistema no se compensa lo cual se puede apreciar en el coeficiente de funcionamiento del mismo el cual tiene un valor alejado del coeficiente de funcionamiento de Carnot. El sistema trabaja con un rendimiento relativo del 58,35 %, esto indica que solo es capaz de alcanzar este tanto por ciento, de la bondad de funcionamiento para esas condiciones de operación del ciclo de Carnot, el cual trabaja al índice máximo de bondad [7].
Una vez conocido el consumo de energía por concepto de refrigeración se divide entre la cantidad de producto elaborado los días monitoreados y se obtiene que el índice de consumo energético es de 0,047 kW-h/kg de producto.
Evaluación exergética del sistema de refrigeración
A continuación se desarrolla la evaluación exergética del ciclo de refrigeración empleando el método exergético del cálculo de las pérdidas de capacidad de trabajo, desarrollado en [8, 9]. Para ello se emplearán las variables de estado y propiedades termodinámicas obtenidas al representar el ciclo termodinámico en el diagrama presión contra entalpía.
Se decide realizar el balance exergético para cada equipo del sistema. Para esto se define el estado de referencia, el cual ya se reportó en la tabla 3. No se considera la contribución de la exergía química, por no estar ante un sistema reactivo. Seguidamente se procede al cálculo de los valores de exergía de flujo de entrada y salida de cada corriente en los diferentes equipos [10, 11].
Como estos sistemas trabajan indistintamente con temperaturas inferiores y superiores a la del medio ambiente surge la obtención de exergías negativas. Szargut [11, 12] resuelve esta problemática adicionando a cada una de las corrientes exergéticas la mayor exergía negativa obtenida, cambiando la escala por descenso del sistema de referencia y convirtiendo todas las corrientes exergéticas negativas en positivas, procedimiento que se utiliza en el presente trabajo. La exergía del flujo de calor se evaluó solo para los evaporadores, es decir nevera, congeladoras y banco de agua helada. En el caso de la nevera y las congeladoras fue necesario enfocar el análisis hacia este tipo de exergía pues debido a las características del helado como producto, resulta engorroso determinar las exergías de flujo de entrada y salida de dicho producto a estas etapas [13, 14].
Para los restantes equipos la exergía del calor se anula, pues la temperatura a la que se cede el calor es muy próxima a la del estado de referencia.
Los resultados obtenidos se muestran en la tabla 5. Se puede observar que los equipos que presentan las mayores pérdidas de capacidad de trabajo son el condensador y el tanque recibidor de baja seguidos en magnitud por los tres evaporadores (Nevera, Congeladoras y Banco de hielo).

Los ciclos reales de refrigeración por compresión mecánica de vapor difieren de los ciclos ideales, por las irreversibilidades que se generan debido a la fricción del refrigerante al circular, a las diferencias de temperaturas entre el refrigerante y el medio con el que intercambia calor y o el estado de referencia. Las irreversibilidades, aunque no se pueden evitar, se deben de reducir a un valor mínimo, porque traen como consecuencia la necesidad del suministro de una potencia adicional, para lograr la refrigeración deseada [4, 5].
Evaluación de la alternativa para el incremento de la eficiencia energética y exergética del sistema de refrigeración
Como alternativa para el incremento de la eficiencia energética de dicha instalación se propone reducir en 5°C la temperatura de condensación, por ser una de las dos alternativas clásicas para el aumento de la eficiencia en este tipo de sistemas. Esto se puede observar en la figura 4, donde aparece representado el ciclo de refrigeración en el diagrama presión contra entalpía para las nuevas condiciones de trabajo que se proponen.

Como puede verse se modifican la temperatura y la presión de los puntos de trabajo 1, 2, 3, 4, 5 y 7. Los resultados obtenidos de la evaluación energética de dicha alternativa de trabajo, realizada por el mismo procedimiento que la del caso base, se muestran en la tabla 6.

Se puede observar como los calores absorbidos de ambas zonas y el calor cedido en el condensador no varían numéricamente, con respecto al caso base. Sin embargo el trabajo de compresión de la zona de baja presión aumenta, mientras se obtiene una disminución del trabajo de compresión de la zona de alta presión, trayendo como consecuencia un aumento del coeficiente de funcionamiento del ciclo real por reducción del trabajo de compresión del sistema respecto al caso base en 50,54 kW, lo que constituye un ahorro de energía producto de la alternativa propuesta. Se puede concluir que con esta alternativa se logra una mejora en la eficiencia energética del ciclo por tanto es conveniente probar si disminuye la pérdida de capacidad de trabajo para lo cual se emplea el mismo procedimiento desarrollado para la evaluación exergética inicial. Los resultados obtenidos se muestran en la tabla 7.

La alternativa propuesta también disminuye las pérdidas de capacidad de trabajo mejorando la eficiencia exergética del ciclo de refrigeración. Puede entonces afirmarse que la alternativa resulta favorable desde el punto de vista termodinámico, pues mejora la eficiencia energética y exergética del ciclo de refrigeración ya que no solo mejora la eficiencia de los procesos energéticos que en él ocurren sino que mejora la calidad de la energía transferida en dichos procesos.
CONCLUSIONES
El ciclo de refrigeración de la planta analizada trabaja con un coeficiente de funcionamiento de 1,75 y un rendimiento relativo del 58,35 % lo cual evidencia que hay una baja eficiencia energética y potencialidades de mejoras.
- El índice de consumo de electricidad en esta planta por concepto de refrigeración es de 0,047 kW-h/kg de producto.
- Debido a las irreversibilidades del sistema la pérdida de capacidad de trabajo en el ciclo es de 185,6 kW lo que indica que es posible mejorar la eficiencia exergética fundamentalmente en el tanque de recirculación de baja.
- Es posible incrementar la eficiencia energética y exergética de la planta de refrigeración si se disminuye la temperatura de condensación, pues se mejoran los indicadores de funcionamiento y en particular se disminuye el trabajo de compresión del sistema lo que conlleva a un ahorro de 40,54 kW-h.
NOMENCLATURA
Q: Carga térmica (kW)
PI: potencia instalada en luminarias (kW)
CU: coeficiente de utilización (fracción de la potencia instalada que es utilizada)
CT: coeficiente de tolerancia (aplicado a lámparas fluorescentes para tomar en cuenta la potencia consumida por el transformador)
N: número de motores dentro del espacio refrigerado
hp: potencia del motor en caballos de fuerza (hp)
E: equivalente energético correspondiente con los caballos de fuerza (Btu/hph)
MTh: masa total de helado (kg)
MTm: masa total de mezcla (kg)
MTe: masa total de embalaje (kg)
Cph: capacidad térmica del helado semicongelado (kJ/kgºC)
Cpm: capacidad térmica de la mezcla de helado (kJ/kgºC)
Cpe: capacidad térmica del material de embalaje (kJ/kgºC)
∆T: diferencia de temperaturas (ºC)
t: tiempo de enfriamiento (h)
τ: factor de rapidez de enfriamiento
U: coeficiente global de transferencia de calor (W/m2K)
V: volumen de la cámara (m3).
n: número de intercambios de aire en 24 h
VH: Volumen húmedo (m3/kg aire seco)
Cp: capacidad térmica del aire (kJ/kgºC)
qC: carga térmica que aporta un operario (kW)
% Agua: Tanto por ciento de agua presente en la mezcla
ha: Coeficiente de convección radiación, W/ (m²°C)
A: Área de transferencia de calor de la estructura o los equipos (m2)
Te: Temperatura de la superficie exterior del equipo (°C)
Ta: Temperatura del medio exterior (°C)
hc: Coeficiente de transferencia de calor por convección libre (J/m2s˚C)
σ: Constante de Stefan Boltzmann (W/m2K4)
ε: Emisividad del material de construcción de la superficie del recipiente
REFERENCIAS
1. López T R. Helado total. Obra de expertos para el heladero latinoamericano. Publitec: Buenos Aires. Argentina. 1993. p. 33-57. ISBN 9789879950501.
2. Sariego TY. Procedimiento general para la evaluación energética de los procesos de remoción de calor en la elaboración de helados. Revista Tecnología Química. Universidad de Oriente. 2014;XXXIV(3):244-253. ISSN 0864-4497.
3. Kirillin VA. Sichev VV. Termodinámica térmica. Segunda ed. MIR: Moscú. 1986. p 401-436. ISBN 5884170130.
4. Villamar C., Santos R., Rondón A. Modelado energético y exergético para el estudio del Ciclo Brayton. Revista Ciencia e Ingeniería. 2012;33(3):119-128. ISSN 2244-8780.
5. Dossat R. Principios de refrigeración. 4ta. ed. Continental S.A: México. 1985. p. 400-591. ISBN 0-471-03550-5.
6. Colectivo de A. ASHRAE Handbook. (ASHRAE) American Society of Heating, Refrigerating and Air-Conditioning Engineers. 2011. ISBN 978-1933742144.
7. Szargut J. et al. Exergy Analysis of Thermal, Chemical, and Metallurgical Processes. Hemispliere Publishing Corporation: New York. 2013. p. 210-332. ISBN 9783540188643.
8. MORÁN MJ, Shapiro HN. Fundamentos de termodinámica técnica. 2da. ed. Reverte: España. 2004. p. 519-688. ISBN 9788429143133.
9. Gicquel R. Energy systems: a new approach to engineering thermodynamics. Primera ed. CRC Press/Balkema:Netherland:2012. ISBN 978-0-415-68500-9.
10. Malaver M. Optimización del trabajo en un ciclo Brayton con irreversibilidades. Revista Ingeniería. 2012;22(1):69-81. ISSN 1409-2441.
11. Díaz TY., Monteagudo YJP., Bravo HD. Análisis energético de un sistema híbrido de producción de frío. Revista ingeniería Energética. 2014;36(1):38-49. ISSN 1815-5901.
12. Lugo LR., Salazar PM., Ruiz R OA, Zamora M JM. y Torres G EV. Análisis de costos de operación exergo económicos a un ciclo teórico de refrigeración por compresión de vapor usandohfc-134. Revista Mexicana de Ingeniería Química. 2013;12(2):361-370. ISSN 2395-8472.
13. García LA., MedinaL C. Análisis energético de un sistema automotriz de refrigeración por medio de gas R410A alimentado por celdas solares. Revista Cultura Científica y Tecnológica. Universidad Autónoma de Ciudad Juárez. 2013;10(51):215-229, ISSN 2007–0411.
14. Valdivia NY., Lapido RM., Gómez S JR. Optimización de sistemas centralizados de agua helada en la etapa prematura del diseño comercia. Ingeniería Mecánica. 2012;15(1):54-65. ISSN 1815-5944. Disponible en web: http://www.ingenieriamecanica.cujae.edu.cu/index.php/revistaim/article/view/401/743.
Recibido: junio 2016
Aprobado: septiembre 2016
AUTOR
Yanet Sariego Toledo. Ingeniero Químico. Máster en ingeniería alimentaria. Profesora asistente. Departamento de ingeniería química. Facultad de Ingeniería Química. Universidad Tecnológica de La Habana "José Antonio Echeverría", Cujae, La Habana, Cuba. E-mail: ysariego@quimica.cujae.edu.cu.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}