










Mi SciELO
 Servicios personalizados
Servicios personalizadosServicios Personalizados
Articulo
 Español (pdf)
Español (pdf)
 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
 Enviar articulo por email
Enviar articulo por emailIndicadores
-
 Citado por SciELO
Citado por SciELO
Links relacionados
-
 Similares en
SciELO
Similares en
SciELO
Compartir

 Permalink
PermalinkIngeniería Mecánica
versión On-line ISSN 1815-5944
Ingeniería Mecánica vol.18 no.1 La Habana ene.-abr. 2015
ARTÍCULO ORIGINAL
Aplicación de escoria granulada con aire a la soldadura automática
Application of slag granulated with air in the automatic welding
Daniel Pérez-PérezI, Carlos-René Gómez-PérezII, Eriel Pérez-ZapicoII, Rafael Quintana-PucholII, Lorenzo Perdomo-GonzálezI
I Abastecedora Central de la Pesca. ABACEN. Villa Clara, Cuba
II Universidad Central Marta Abreu de Las Villas. Centro de Investigaciones de Soldadura. Santa Clara. Cuba
RESUMEN
Palabras claves: escoria granulada, granulación seca, granulación húmeda, consumible de soldadura.
ABSTRACT
The objective of the present work is to evaluate the fundamentals properties of an air granulated slag and his use during the automatic submerged arc welding process, confront it to a water granulated fused flux. For it the manufacturing procedure influence of air granulated slag on its physical properties and this relation with its performance during the solder and mechanical properties of welding join obtained is considered. Is demonstrated that the characteristics of the types of evaluated grains (slag and fused flux) are different; however, this does not conduce to variations among its operating behaviors during the welding process, neither on the welding joint mechanical properties obtained; but makes to be noticeable than the granulating process of slag with air is more economic than the of granulation with water.
Key words: granulating slag, dry granulation, humid granulation, welding consumable.
INTRODUCCIÓN
Las escorias están siendo rehusadas actualmente como fundentes o matrices de fundentes para la soldadura [1, 2]. Los fundentes fundidos pueden ser considerados como escorias granuladas, pero con propiedades especiales para el desarrollo específico del proceso de soldadura [3]. En función de su aplicación las escorias empleadas como matrices de fundentes para el proceso de soldadura con arco sumergido (Submerged Arc Welding, SAW) se obtienen con diferentes tipos de materias primas, incluso reutilizadas [4] de su aplicación en el proceso SAW, mediante diferentes procedimientos de elaboración.
Las escorias empleadas como matrices de fundentes están compuestas por mezclas de minerales, las cuales poseen estructuras cristalinas de alto grado de estabilidad química. No obstante, se produce un reordenamiento estructural a las altas temperaturas de fusión a que se someten durante la obtención 1500 a 1600 °C. Luego de un tiempo de permanencia a esta temperatura la mezcla alcanza un equilibrio químico-termodinámico estable, predominando la existencia de aluminosilicatos, cuya estructura se obtiene a partir de enlaces muy fuertes termodinámicamente [5]. Durante el vertido, ya sea en agua o con la intercepción de un chorro de aire, la estabilidad química de los silicatos puede evitar que ocurran reacciones con alguno de los dos medios de enfriamiento. Por eso, si se parte de las mismas materias primas y proporciones similares, no se deben manifestar alteraciones significativas en la composición química del producto final, independientemente del proceso de granulación empleado; sin embargo, no se conoce la influencia de las diferencias entre sus propiedades físicas (densidad, distribución granulométrica, entre otras) sobre su comportamiento operativo y sobre las propiedades mecánicas obtenidas con su aplicación. Igualmente, no se han expresado diferencias sobre su proceso de obtención. Para su evaluación ha de ser considerados criterios sobre las características físicas del consumible y la repercusión en su desempeño durante la soldadura [6].
El objetivo del presente trabajo es evaluar las propiedades fundamentales de una escoria granulada con aire y su aplicación durante la soldadura automática con arco sumergido, comparándola con un fundente fundido granulado en agua. Ello conduce a considerar la utilización de dicha escoria durante la soldadura con arco sumergido (SAW), teniendo en cuenta los aspectos que se recomiendan en la literatura [7].
En el trabajo se verifica que el proceso de obtención de la escoria granulada con chorro de aire consume un menos energía y menos de tiempo probándose que existe una diferencia poco significativa en la densidad picnométrica y la distribución granulométrica entre los granos de ambos tipos de escorias evaluadas lo que redunda en comportamientos operativos similares durante la soldadura.
MÉTODOS Y MATERIALES
La escoria estudiada, se obtuvo a partir de una mezcla compuesta por más de un 80 % de cuatro minerales: zeolita, 7 %; caolinita, 11 %; talquita, 43 % y calcita, 21 % y dos concentrados TiO2, 9 %; CaF2, 9 %. Para la obtención de la escoria se utilizaron los métodos de granulación húmeda y con soplado horizontal con chorro de aire [8]. En ambos procesos se vertió la escoria desde el horno de arco eléctrico, a una temperatura aproximada de 1500 °C. En el proceso de granulación con aire, la escoria se fragmentó mediante el choque con un chorro de aire impulsado por un soplador (40 m·s-1), de forma perpendicular al chorro de escoria. Después del impacto de ambos chorros la escoria se hizo volar en forma de parábola, en cuya trayectoria se solidificó, obteniéndose granos de forma predominantemente esferoidal [5]. En el caso de la granulación húmeda se vierte la escoria en una piscina de agua. Fueron tomados 5 kg de 40 kg preparados para cada tipo de escoria, los cuales se sometieron a un proceso de cuarteo, representando cada muestra un 12,5 % de su población.
Luego de obtenida la escoria se sometió a un proceso de evaluación consistente en 4 experimentos diferentes:
1-La determinación de la fluidez de apilamiento.
2-La determinación del volumen de aire intergranular durante la deposición de la escoria.
3-La evaluación operativa durante la soldadura.
4-La evaluación de la estructura metalográfica y de las propiedades mecánicas de los depósitos con ellas realizadas, empleando el proceso de soldadura con arco sumergido.
Descripción de los experimentos
El ensayo de fluidez, se basó en la determinación del tiempo en el que el flujo de escoria sólida granulada, pasa a través de un embudo de dimensiones específicas, según la A.S.T.M. Standard Test Method for Flow Rate of Metal Powders. 1990, Vol. B213. Este método sirvió para determinar la diferencia relativa entre la fluidez y el ángulo de talud (γ), permitiendo establecer relaciones entre la forma, la velocidad de su deposición sobre el metal a soldar, la distribución en tamaños y las densidades aparentes de los granos, al comparar estos parámetros en las escorias granuladas en agua y con chorro de aire.
2. Aire intergranular en la deposición de las escorias
Según Quintana [9], determinar la cantidad de aire intergranular entre los granos de escoria permite conocer la cantidad de oxígeno y nitrógeno presentes en la zona de fusión, los cuales interaccionan con las gotas del alambre electrodo y con el baño de soldadura. Para determinar el aire intergranular entre los intersticios de los granos de ambas escorias se fijó una masa inicial y constante de escoria granulada (m2i = 100 g), que se pesó con una balanza electrónica analítica, con una capacidad máxima de 200 g y un error de ± 0,001 g, entre las temperaturas de 5 y 40 °C [9].
3. Estudio operativo
En el estudio operativo de las escorias y del fundente se empleó como material base un acero grado AISI 1010, mientras como alambre electrodo, AWS EL 12. Los diferentes parámetros del régimen, corriente, 400 ± 5; A (polaridad invertida); voltaje, 32 ± 2 V; velocidad de soldadura, 40; m·h-1; longitud libre del alambre-electrodo: 30 mm; diámetro del electrodo (de), 4 mm; espesor de la capa de escoria, 45 mm, así como la forma y pasos metodológicos para la realización del proceso, fueron asumidos como se reglamenta en la norma AWS A: 5,17, Especificación para fundentes y electrodos de baja aleación para la soldadura por arco sumergido.
Para la realización del proceso se empleó un equipo automático de soldadura alemán modelo MANSFELD y un dispositivo como barrera de contención, para evitar una posible rodadura de los granos y lograr el mismo ancho y alto de la pila de escoria para ambos casos.
4. Ensayos Mecánicos
Las muestras para los ensayos mecánicos de tracción e impacto, extraídas de los cupones soldados, según estándares internacionales (tres probetas), se evaluaron en una máquina de ensayo de tracción IBERTEST, modelo VIP-600-0/AuT y en un péndulo de ensayos Charpy, modelo UT-30, respectivamente. Los diferentes parámetros del régimen de soldadura, así como la forma y pasos metodológicos para la realización del proceso, fueron asumidos como se reglamenta en la norma AWS A: 5.17 Especificación para fundentes y electrodos de baja aleación para la soldadura por arco sumergido. En esta norma se especifican, además, la forma y las dimensiones de las probetas.
RESULTADOS
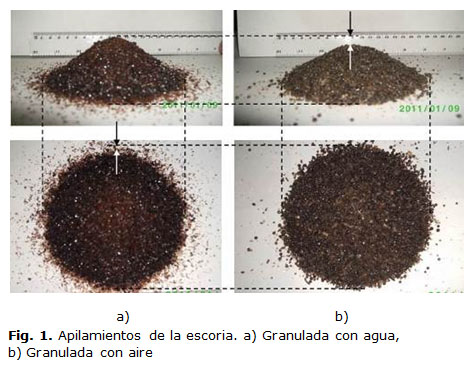
Para la escoria granulada con agua se obtuvo un apilamiento con una altura promedio de 34 mm y un diámetro de 112 mm, mientras que para la escoria granulada con aire se obtuvo 28,67 mm y 118,33 mm, respectivamente, con diferencias relativas entre las alturas y diámetros de 15,67 % y 5,34 %, respectivamente (ver Fig. 1).
El tiempo de flujo (![]() ) se determina como la media aritmética de los tiempos de cada porción 5,107 s, para la escoria granulada en agua y 4,430 s, para la granulada en aire, con una diferencia relativa de 13,25 %, calculándose el gasto (medida de la fluidez "F") para cada escoria granulada (ecuación 1), obteniéndose una fluidez volumétrica de 19,59 cm3·s-1 (31,3 g·s-1) para la escoria granulada en agua y 22,62 cm3·s-1 (39,61 g·s-1) para la escoria granulada con aire, con diferencias relativas de 13,31 % y 20,97 % para la fluidez volumétrica y másica, respectivamente, ecuación 1
) se determina como la media aritmética de los tiempos de cada porción 5,107 s, para la escoria granulada en agua y 4,430 s, para la granulada en aire, con una diferencia relativa de 13,25 %, calculándose el gasto (medida de la fluidez "F") para cada escoria granulada (ecuación 1), obteniéndose una fluidez volumétrica de 19,59 cm3·s-1 (31,3 g·s-1) para la escoria granulada en agua y 22,62 cm3·s-1 (39,61 g·s-1) para la escoria granulada con aire, con diferencias relativas de 13,31 % y 20,97 % para la fluidez volumétrica y másica, respectivamente, ecuación 1

El ángulo (g) de talud se midió desde la horizontal, hasta el borde de la pendiente de apilamiento, por el lado interno de la pila (ver Fig. 1) empleando un goniómetro sobre un mármol, y realizando las mediciones por tres lugares diferentes de cada pila, ubicados a 120º respectivamente. El ángulo medido es de 31 º y 26 º para la escoria granulada en agua y con aire.
La presión estática Pe, que ejerce la escoria sobre el cordón de soldadura, se determina a partir de la densidad aparente ρa2 de la escoria (g·cm-3); el espesor h2 de la capa de escoria 4,5 cm y la aceleración de la gravedad (g), 981 cm·s-2, ecuación 2.
La determinación devolvió que la escoria granulada en agua tiene una densidad aparente de 1,5987 g·cm-3, mientras que para la granulada con aire, de 1,7527 g·cm-3. Se comprobó que la presión estática 0,70 y 0,77 kPa, respectivamente, determinada con el mismo espesor de la capa, resulta suficiente para ambas escorias, para eliminar los defectos de formación de la costura (poros e irregularidades en la superficie en el cordón y la salpicadura del metal, entre otros), incluso en caso de emplear altas intensidades de corriente.
Para determinar (ecuación 3) la porosidad Po durante el apilamiento de la escoria sobre el metal a soldar, se tuvieron en cuenta las diferencias entre las densidades picnométricas ρp2 y aparentes ρa2 de las escorias, conociendo que las densidades picnométricas son similares 2,315 g·cm-3, atendiendo a que poseen la misma composición química y estructura.
Las porosidades Po se determinaron en 30,942 % y 24,289 % para las escorias granuladas en agua y con aire, respectivamente, para una diferencia relativa de 27,391 %. Con este valor, puede determinarse el volumen de aire intergranular (Va int) como una función lineal de la porosidad, ecuación 4.
Empleando las densidades aparentes de ambas escorias se calculó (ecuación 5) la masa de aire intergranular 34,13 mg y 26,79 mg, para las escorias granuladas en agua y con aire, respectivamente, con una diferencia relativa entre ellas de 27,398 %.
La evaluación operativa consistió en la realización de un proceso de soldadura con arco sumergido donde se verificaron cuatro propiedades, cuyos resultados fueron:
1-Estabilidad del arco eléctrico, 5 puntos.
2-Presencia de llama y humo, 5 puntos.
3-Apariencia del cordón, 5 puntos.
4-Desprendimiento de la escoria formada 33 s después de la soldadura.
Del análisis mecánico de las uniones realizadas se obtuvo que para los cordones protegidos con la escoria granulada con agua el Límite de Fluencia es de 316,67 MPa, el Límite de rotura de 436,67 MPa, una Estricción de 44,67 %, una Elongación de 19,67 % y una Resiliencia de 6,67 J·cm-2,mientras que para los cordones protegidos con la escoria granulada con aire se obtuvo 318,33 MPa, 438,33 MPa, 44,67 %, 20,33 %, 7,33 J·cm-2, respectivamente, con diferencias relativas mínimas entre el Límite de fluencia 0,52 %, el Límite de rotura 0,38 %, el por ciento de Elongación 3,36 % y la Resiliencia 9,90 %.
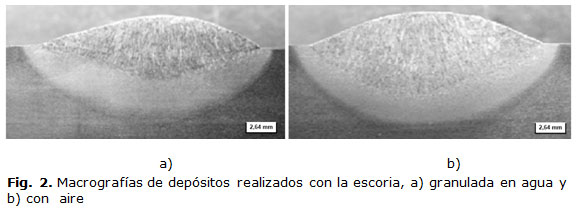
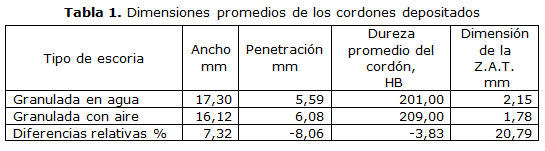
La morfología de la unión soldada se valoró a partir de las muestras tomadas en un microscopio óptico NEOPHOT- 32, cuyos resultados (ver Fig. 2) mostraron una correspondencia entre sus respectivas zonas de influencia térmica y el coeficiente de forma de los cordones, tabla 1.
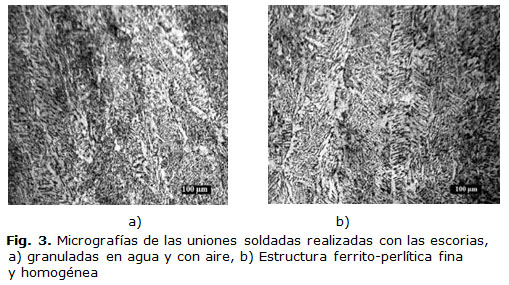
Al realizar el análisis de la microestructura de la unión soldada (ver Fig. 3) para ambos tipos de escorias se observó que la misma es característica de una unión típica de acero AISI 1010, soldado con arco sumergido, con una estructura ferrito-perlítica fina y homogénea.
DISCUSIÓN
El incremento de la diferencia relativa de la fluidez volumétrica 13,31 % y la fluidez másica 20,97 %, debido al decremento del tiempo 13,25 % de caída libre de la escoria granulada con aire, respecto a la granulada en agua, y el decremento del ángulo de talud 16,12 % y de la altura 15,67 % de las pilas estudiadas, evidencian un comportamiento diferente a la rodadura (ver Fig. 1), lo que se relaciona con la diferencias entre la forma de los granos, su distribución en tamaños y sus densidades aparentes. La forma de apilamiento es similar para ambos casos, correspondiendo a la evolvente de una curva de distribución estadística normal o gaussiana, tal como ocurre en la mayoría de los procesos naturales similares.
En el caso de la escoria granulada con aire, existe un predominio de los granos relativamente esféricos y compactos; potenciando el acomodamiento de los granos pequeños dentro de los intersticios dejados por los granos grandes. Este aspecto aumenta la compactación de la pila y provoca que disminuya la cantidad de aire intergranular en contraposición a lo que ocurre con la escoria obtenida por granulación en agua, donde los granos terminados en puntas y filos, tienden a distanciar el espacio entre ellos. Los resultados comparativos así lo demuestran y se puede apreciar que en una masa de aire intergranular (m aire) de 26,79 mg en la escoria granulada con aire están presentes 5,63 mg de O2 y 21,16 mg de N2, mientras que para la escoria granulada con agua es de 34,13 mg, es decir, están presentes 7,17 mg de O2 y 26,96 mg de N2. Se aprecia que la pila de escoria granulada con aire, depositada sobre la pieza a soldar, está compuesta por, aproximadamente, un 24,29 mL de aire, mientras que en el caso de la escoria granulada con agua, por un 30,94 mL.
A partir de estos criterios, utilizando (ecuación 6) la diferencia relativa de los volúmenes de aire intergranular (e) puede inferirse que ocurran reacciones más intensas, alrededor de un 21,5 %, durante el proceso de soldadura con escorias granuladas en agua.
Estas diferencias pueden influir beneficiosamente en el comportamiento metalúrgico de la escoria granulada con aire, aunque puede no resultar significativa para aceros de construcción comunes. Para aceros de medio y alto contenido de carbono y aleación, sí pudiera apreciarse variación de las propiedades mecánicas de los cordones, en función de las conductividades térmicas de ambas capas, asociadas a los volúmenes de aire intergranular. En el caso de su comportamiento operativo, no debiera haber diferencias.
El comportamiento de la escoria granulada con aire es satisfactorio durante el proceso de soldadura y similar para la misma escoria, pero granulada en agua, lo que demuestra que la forma de obtención de la escoria por granulación con aire no conduce a modificaciones sustanciales en las propiedades operativas de la misma.
Los resultados de los ensayos mecánicos muestran una coincidencia en el comportamiento de ductilidad, resistencia mecánica y resiliencia de las uniones, evidenciando diferencias poco significativas en el comportamiento de estas propiedades, tanto al emplear la escoria granulada en agua, como granulada con aire, lo que evidencia la no influencia de la forma de los granos, ni la diferencia en la forma del apilamiento, sobre las propiedades mecánicas de los depósitos realizados.
Se puede observar que la zona afectada térmicamente (ZAT) (ver Fig. 2 y tabla 1) es mayor para la escoria granulada en agua que para la granulada con aire, porque como se explica anteriormente en la escoria granulada en agua existe mayor presencia de aire intergranular, el cual actúa como un aislante térmico, retardando el proceso de disipación térmica, concentrando el calor por un tiempo mayor y ampliando relativamente más la ZAT.
Sin embargo, se evidencia una cierta diferencia en la profundidad de penetración, 8 % más en los cordones realizados con escorias granuladas con aire que con agua y en la ZAT también se observan diferencias en sus dimensiones 17 % menos de ancho medio también para el caso del empleo de escorias granuladas con aire, teniendo en cuenta que si se incrementa la densidad aparente, la presión estática ejercida sobre el cordón de soldadura también se incrementa, como se aprecia en el caso de la escoria granulada con aire. Esto conduce a pensar en una concentración mayor de la energía por constricción del diámetro de la columna del arco, originado por el efecto de la presión de la capa de escoria, causada por la interacción combinada de la densidad aparente y la menor cantidad de aire intersticial, redundando en una ligera mayor profundidad de penetración y altura de refuerzo.
Entonces se puede estimar que, bajo las mismas condiciones experimentales (Velocidad de soldadura, corriente, voltaje, y el espesor de la capa de escoria durante la soldadura), cuanto mayor sea la densidad aparente, como es el caso de la escoria granulada con aire, más profundo es el cordón de soldadura, puesto que la presión estática que ejerce la capa de la escoria sobre el arco será mayor, que en el caso de la granulada en agua.
Una ZAT menor provoca un menor volumen de material base, expuesto a los cambios de temperatura; por tanto, existe menor tendencia a concentración de defectos estructurales, deformacionales y tensionales como es el caso de la escoria granulada con aire.
Comparando las dimensiones de ambos tipos de escorias de soldadura se constata que los espesores 4 mm y ancho 26 mm son aproximadamente similares. Tanto las obtenidas con escorias granuladas en agua, como con aire concuerdan con una razón de consumo de escoria de 0,73 kg por cada kilogramo de electrodo consumido, lo que resulta un 27 % similar al reportado por la literatura [10], dado por un consumo de escoria 2,68 g·cm-1, un 27,1 % menor que de alambre electrodo 3,68 g·cm-1.
Un análisis del comportamiento de ambas escorias de soldadura, obtenidas por el efecto del arco de soldadura, revela una diferencia poco significativa de la acción conjunta entre la influencia de la forma de los granos y su densidad aparente, así como de la no formación de espinelas sobre la superficie del metal soldado, a diferencia de lo reportado por algunos autores [11, 12]. Este comportamiento puede deberse a la combinación porcentual de la composición química, similar para la escoria y el fundente. La distribución granulométrica, combinada con el espacio intergranular y la forma de contacto entre los granos (fusiformes y esféricos) pudiera explicar este complejo fenómeno, que de forma práctica se manifestó similar.
Varios autores explican el uso de fundentes en juntas estrechas [13]. Las características de separabilidad de las escorias, obtenidas como resultado del proceso de soldadura estudiado, pueden valorarse como positivas en la soldadura de juntas estrechas. La configuración geométrica constante y similar entre ambos tipos de escorias de soldadura presupone que los procesos de fusión y endurecimiento no son influyentes para ambos tipos de escorias obtenidas por granulación en agua y con aire.
Si se considera a manera de ejemplo que para ambos tipos de escorias, granuladas con agua o con aire, los granos tuvieran la misma masa, conociendo que la superficie específica es igual al área de la partícula entre su masa, entonces se derretirían primero los granos de la escoria granulada con aire, porque al ser prácticamente esféricos tienen menor área de la partícula, por tanto tendrán menor superficie específica. Precisamente esta forma geométrica (esférica) conduce a reducir la superficie específica de los granos a niveles más bajos de centros de concentración de cargas electrostáticas y, por tanto, a producir menor tendencia a la hidratación. Esto haría que con la misma energía térmica aportada se obtendrían escorias más gruesas en el caso de las escorias granuladas con aire.
En la práctica, esto no ocurre, ya que como se explica anteriormente, en el caso de la escoria granulada con aire los granos promedios son mayores y por tanto, tienen mayor superficie específica, fundiéndose primero los granos de la escoria granulada en agua, dando lugar a escorias de soldadura con mayores dimensiones. Ambos efectos se contrarrestan y pueden constituir una justificación del comportamiento similar en los consumos de escoria de soldadura en ambos casos.
Reducir los tiempos y costos en los procesos productivos constituye una premisa fundamental en el desarrollo tecnológico, por lo que valorar otra alternativa, como lo constituye en este caso la granulación horizontal con aire de escorias, puede resultar interesante.
El número de operaciones dedicadas a la obtención de fundentes conduce a estimar (ver Fig. 4) como más costosa y prolongada la obtención de escorias granuladas en agua, cuando se compara con los obtenidos mediante la granulación por soplado con aire.
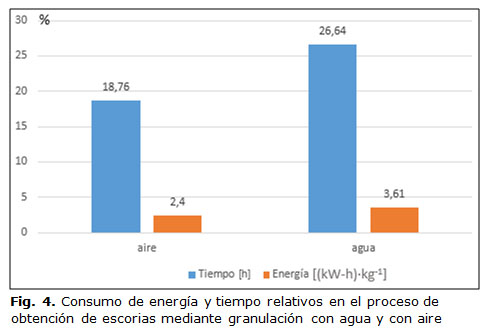
Al eliminar las etapas de escurrido, secado y calcinación, y al adicionar los consumos energéticos de la granulación con aire, puede observarse (ver Fig. 4) que en la obtención de escorias granuladas con aire se consume un 33,5 % menos de energía y que se realiza en un 29,5 % de tiempo menor, en comparación con la granulada en agua. Este aspecto hace el proceso de granulación con aire más interesante, desde el punto de vista económico para los países en desarrollo, al poseer este proceso costos relativamente bajos de consumo de la energía eléctrica, en comparación con el proceso de granulación en agua. Por otra parte, la forma de los granos esféricos y compactos evita la formación de polvo, lo que tiende a mejorar el cuidado del medio ambiente, sin necesidad de aplicar el lavado del consumible luego de obtenerse, tal como recomiendan otros autores [14]. Por otra parte, autores [15, 16] consideran seriamente la reutilización de las escorias de soldadura como alternativa económica y tecnológica viable, aunque con ciertas limitaciones [17]. El procedimiento de obtención con granulación con aire puede ser evaluado también como una alternativa más a considerar para la reutilización de escorias de soldadura como potenciales fundentes o matrices de estos.
CONCLUSIONES
Las diferencias existentes entre las densidades picnométricas y las distribuciones granulométricas de los granos de ambos tipos de escorias evaluadas no conducen a variaciones entre sus comportamientos operativos durante la soldadura.
La forma de los granos, las densidades aparentes y la forma de apilamiento de los granos estudiados, tanto granulados en agua, como con aire, no conducen a modificaciones sobre las propiedades mecánicas de los depósitos realizados.
El proceso de granulación de fundentes fundidos con aire es más económico, consume un 33,5 % menos de energía y se realiza en un 29,5 % de menor tiempo, que el de granulación con agua.
REFERENCIAS
1. Dobränszky J, Németh L, Biczö C. Influence of Slag-Flux Mixture on the Properties of Welded Joints. Advanced Materials Research. 2014;1029:164. ISSN 1662-8985.
2. Singh K, Singh H, Singh H. Bead Geometry with Crushed Slag in Submerged Arc. International Journal of Applied Engineering Research. 2010;5(17):2907.
3. Rehal AR, S. J. Submerged Arc Welding Fluxes - A Review. International Journal of Science and Research. 2014;3(6):5. ISSN 2319-7064. DOI 02014158
4. Chandgude SB, Asabe SS. Investigation of recycled slag in submerged arc welding for pressure vessels. In: 5th International & 26th All India Manufacturing Technology, Design and Research Conference. Guwahati, India: Departamet of Mechanical Engineering, IIT; 2014.
5. Pérez-Pérez D, Gómez-Pérez C, Ruiz-Martínez FA, Pérez-Zapico E. Estudio del proceso de fragmentación de fundentes fundidos usando aire. Revista Cubana de Ingeniería. 2011;2(2):25-33. ISSN 2223-1781.
6. Singh B, Akthar Khan Z, Noor Siddiquee A. Review on effect of flux composition on its behavior and bead geometry in submerged arc welding (SAW). Journal of Mechanical Engineering Research. 2013;5(7):123-7. ISSN 2141-2383. DOI 10.5897/JMER2013.0284.
7. Packard K. Selecting SAW consumables for low-alloy steels. Welding Journal. 2010;89(8):2. ISSN 0043-2296
8. Pérez-Pérez D, Gómez-Pérez C, Ruiz Martínez AR, et al. Parámetros de origen del proceso de dispersión con aire de fundentes fundidos. Revista Cubana de Ingeniería. 2011;1(II):45-53. ISSN 0894-2294.
9. Quintana Puchol R, Rodríguez Blanco J, Perdomo Gonzalez L, et al. The influence of the air occluded in the deposition layer of flux during automatic welding: a technological aspect to consider in the quality of the bead. Welding International. 2009;23(2):132-40. ISSN 1754-2138.
10. Krishan K, Mohit B, Amandeep V, et al. Determination of flux consumption when reuse of slag as flux in submerged arc welding when welding parameters selected by response surface methodology techniques. International Journal of Engineering, Science and Mathematics. 2013;2(1):12. ISSN 2320-0294.
11. Davidenko AO, Sokolsky VE, Lisnyak VV, et al. The Effect of Spinel formation in the Ceramic Welding Fluxes on the Properties of Molten Slag. Research Journal of Chemical Sciences. 2015;5(2):9. ISSN 2231-606X.
12. Annoni R, Santos Souza P, Petrániková M, et al. Submerged-arc welding slags: Characterization and leaching strategies for the removal of aluminum and titanium. Journal of Hazardous Materials. 2013;244-245:7. ISSN 0304-3894.
13. Moravetsky SI. Detachability of slag crust in arc welding (Review) Part 2. Character of the effect of main factors on detachability of slag crust. The Paton Welding Journal. 2011;02(0-23). ISSN 0957-798X.
14. Kumar V, Mohan N, Khamba JS. Development of cost effective agglomerated fluxes from waste flux dust for submerged arc welding. In: World Congress on Engineering. London, UK: International Association of Engineers; 2009. ISBN 978-988-17012-5-1.
15. Krishankant S, Bector M, Verma A. Reclamation of Slag as Flux Consumption by the Effect of Welding Parameters in Submerged Arc Welding. International Journal for Research in Technological Studies. 2014;1(6):4. ISSN 2348-1439.
16. Garg J, Singh K. Reuse of slag in stainless steel cladding and its effect on chemistry of cladding. Journal of Environmental Research And Development. 2012;6(3A):7. ISSN 0973-6921
17. Singh J, Singh K, Gargan J. Reuse of Slag as Flux in Submerged arc Welding & its Effect on Chemical Composition, Bead Geometry & Microstructure of the Weld Metal. International Journal of Surface Engineering & Materials Technology. 2011;1(1):4. ISSN 2249-7250.
Recibido: 7 de julio de 2014.
Aceptado: 20 de noviembre de 2014.
Daniel Pérez-Pérez. Abastecedora Central de la Pesca. ABACEN. Villa Clara, Cuba.
Correo electrónico: daniel@abacenvc.alinet.cu

