










 Servicios personalizados
Servicios personalizados Español (pdf)
Español (pdf)
 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
 Enviar articulo por email
Enviar articulo por email Citado por SciELO
Citado por SciELO  Similares en
SciELO
Similares en
SciELO 
 Permalink
Permalink1. INTRODUCCIÓN
La necesidad de encontrar nuevas fuentes de energía es un problema constante en el desarrollo tecnológico moderno, el cual adquiere mayor trascendencia debido al agotamiento previsible de los recursos naturales y fuentes de combustibles fósiles. En la actualidad, el estudio de los biocombustibles, ha ganado importancia debido principalmente a los problemas ambientales y energéticos. Esto ha originado la búsqueda de alternativas energéticas basadas en el uso de recursos renovables como los residuos agroindustriales. Estos residuos, se consideran en su mayoría sustratos lignocelulósicos, como la cáscara de arroz, pajas, residuos cafetaleros, desechos forestales y bagazo de diferentes biomasas, con gran potencial para la producción de bioenergía. Sin embargo, el mayor obstáculo que brindan estas biomasas en su biodegradación por vía anaerobia es la compleja estructura de lignina. Este compuesto se considera no biodegradable y de naturaleza recalcitrante, constituyendo una barrera para los microorganismos en la degradación de la holocelulosa durante la hidrólisis (Wunna et al., 2017). Debido a esto, el pretratamiento de biomasas lignocelulósicas puede representar una solución factible para mejorar la biodegradabilidad del material, con la consecuente aceleración de la hidrólisis e incrementos en el rendimiento de metano (Bolado et al., 2016). El presente trabajo se enfoca en el estudio preliminar del pretratamiento alcalino, los cuales son aplicados básicamente en materiales lignocelulósicos con un elevado contenido de lignina, como la paja de trigo y el bagazo de caña de azúcar (Taherdanak y Zilouei, 2014). El empleo de diferentes álcalis como hidróxidos de sodio, potasio, calcio y amonio son efectivos modificando la estructura y solubilizando la lignina presente en el material. Además, reduce el grado de inhibición durante el proceso de degradación anaerobia y proporciona un menor costo de producción (Bolado et al., 2016). Por otra parte, la presencia de una pequeña cantidad de álcalis residual en la biomasa pretratada ayuda a prevenir la disminución del pH durante la etapa de acidogénesis (Taherdanak y Zilouei, 2014), siendo el tratamiento alcalino más efectivo y compatible con la digestión anaerobia en comparación con otros métodos de pretratamientos como los termoquímicos (Zhu et al., 2010). La mayoría de los estudios consultados en la literatura se enfocan en el pretratamiento termo-alcalino de biomasas lignocelulósicas, lo cual favorece la deslignificación del material, alcanzando valores superiores al 50% (Grace et al., 2013). Sin embargo, esta combinación de métodos incide negativamente en el costo económico del proceso a escala industrial. Es por ello, que el presente trabajo tiene como objetivo principal evaluar el efecto del pretratamiento alcalino del bagazo de caña a temperatura ambiente, sobre la solubilización de lignina, el rendimiento de metano y la cinética de biodegradabilidad en sistemas en discontinuo.
2. MATERIALES Y MÉTODOS
2.1. Sustrato e inóculo
El bagazo de caña (BC), proveniente del Central Azucarero Industrial “Héctor Molina Riaño”, fue secado a 35oC en la estufa, molido y tamizado hasta obtener un tamaño de partícula inferior a 2 mm. Se almacenó en bolsas de nylon selladas 4oC hasta su uso. El inóculo empleado en los ensayos anaerobios provino de una planta de biogás a escala piloto que trata residuales porcinos, ubicada en el Instituto de Investigaciones Porcinas en San José de las Lajas, Mayabeque. Posteriormente, se almacenó durante tres días en condiciones anaerobias para el agotamiento de posibles sustratos en su composición.
2.2. Pretratamiento alcalino
El pretratamiento incluyó el estudio de dos álcalis NaOH y KOH, con dos niveles de concentración (0,5 y 1,0% p/v) y dos tiempos de contactos (1 y 3 h), respondiendo a un diseño experimental multifactorial categórico 22. Ambos estudios fueron realizados bajo las mismas condiciones experimentales. Se utilizó una relación sólido-líquido de 1:20 (1 g de bagazo: 20 mL de solución alcalina), correspondiendo a una carga de sólidos de 5%. La mejor variante de pretratamiento se seleccionó utilizando como criterio el % deslignificación. A partir del diseño experimental se evaluó el efecto de las diferentes condiciones de pretratamiento, en términos de % deslignificación y rendimiento de metano (YCH4). Se analizaron las diferencias significativas entre las variantes, a través del análisis de varianza (ANOVA) y la prueba de múltiples rangos (método de Tukey), empleando el paquete estadístico Statgraphics Centurion XVI.II.
2.3. Ensayo anaerobio en sistema discontinuo
El ensayo anaerobio se desarrolló según el método eudiómetro DIN 38414-8 (VDI-4630, 2006). Como sustratos se emplearon el bagazo de caña sin pretratar (BC-S/P), y la mejor variante de pretratamiento de bagazo de caña con NaOH y KOH. Los experimentos fueron desarrollados en reactores de vidrio de 500 mL de capacidad, en condiciones mesofílicas (38 ± 1ºC), durante 23 días de digestión. Las variantes se estudiaron por triplicado y en cada frasco se adicionó 300 mL de inóculo e igual masa de sustrato (5,23 g), con una relación sustrato/inóculo (pi) de 0,5 (VDI-4630, 2006). Se utilizó un reactor control (frasco con inóculo sin sustrato), con el objetivo de restar en la determinación del rendimiento de metano del sustrato, el metano formado a partir de la materia orgánica aportada por el inóculo. Los reactores se agitaron manualmente una vez al día y el volumen de gas se midió diariamente como el equivalente del volumen desplazado de solución de hidróxido de sodio (NaOH 15% p/v). Los valores se reportaron en condiciones de temperatura y presión estándar (0°C y 1 atm), según la ley de gas ideal (VDI-4630, 2006). El proceso fue evaluado en términos de YCH4, y los parámetros cinéticos: constante cinética aparente (k0) y rendimiento de metano específico (Ym) obtenidos según el modelo de 1er orden (Y=Ym (1-e-k0 . t)).
2.4. Métodos analíticos
La composición de celulosa, hemicelulosa y lignina del bagazo se determinó según las normas: ANSI/ASTM D1103-60, ANSI/ASTM D1106-56 y ANSI/ASTM D1105-56, respectivamente. La caracterización físico-química del bagazo de caña y el inóculo comprendió además el análisis de los sólidos totales (ST) y sólidos volátiles (SV), según los métodos estandarizados (APHA, 2012). El pH se determinó empleando un pHmetro CRISSON PH 25.
3. RESULTADOS Y DISCUSIÓN
3.1. Caracterización del bagazo de caña e inóculo
En la tabla 1 se presenta la caracterización de los materiales empleados en la investigación. Se aprecia un elevado contenido de SV en el bagazo, lo que lo convierte en un material con potencialidades para ser biodegradado por vía anaerobia. Estudios anteriores han referido valores similares de SV para el bagazo de caña, en un intervalo de 96-98% (Cao et al., 2017).
Tabla 1 Caracterización de las materias primas empleadas
| pH | - | 7,3 |
| ST (gST/g biomasa) | 0,7073 | 0,6932 |
| SV (gSV/g biomasa) | 0,0532 | 0,0245 |
| SV (%ST) | 98,0 | 46,0 |
| Lignina (%) | 26,7 | - |
| Celulosa (%) | 37,4 | - |
| Hemicelulosa (%) | 35,0 | - |
Se destaca el elevado contenido de lignina presente en el bagazo, aspecto característico de las biomasas agroindustriales. Los valores de lignina, celulosa y hemicelulosa, se encuentran en los intervalos: 15-35%; 25-47% y 20-35%, respectivamente, referidos en la literatura para este tipo de biomasa (Costa et al., 2014). La celulosa y hemicelulosa forman una red de polímeros con la lignina, que dificulta su degradación anaerobia, resultando en bajos valores de producción de metano. El pretratamiento alcalino puede eliminar parcialmente la fracción de lignina, y solubilizar la fracción de hemicelulosa, favoreciendo la hidrólisis de la celulosa y la conversión a metano (Talha et al., 2016). El inóculo muestra un contenido de SV adecuado para garantizar una concentración apropiada de biomasa microbiana en la arrancada del proceso anaerobio.
3.2. Pretratamiento alcalino
El contenido de lignina, celulosa y hemicelulosa después del pretratamiento alcalino de bagazo de caña se muestra en la tabla 2. Los resultados preliminares indican que es posible solubilizar la lignina contenida en la estructura del bagazo entre 5-36%, correspondiendo los mayores valores de solubilización de lignina (36,5% y 16,5%), al pretratamiento con NaOH (0,5% - 3h) y KOH (0,5% - 3h), respectivamente. En estas variantes, las fracciones de celulosa y hemicelulosa incrementaron en un 18% y 3%, alcanzándose el mayor valor con el empleo de NaOH (0,5% - 3h). Estos resultados son consistentes con los reportados por Maryana et al., (2014) y Talha et al., (2016), quienes evaluaron el efecto del pretratamiento termo-alcalino en el bagazo de caña, bajo diferentes condiciones de concentración de NaOH (1-4%), temperatura (100-121°C) y tiempos de contacto (15, 30 y 45 min). La máxima reducción de lignina (92%) fue alcanzada con la combinación de NaOH 1%, 100°C y 45 min.
Tabla 2 Contenido de lignina (L), celulosa (Cel.) y hemicelulosa (Hem.) del bagazo de caña: sin pretratar (BC-S/P) y pretratado (BC-PT). % solubilización de lignina
| - | 26,7 | 37,4 | 35,0 | - | ||
| 0,5% -1h | 24,2 | 39,3 | 36,2 | 9,9 | ||
| 0,5% -3h | 17,0 | 44,2 | 38,4 | 36,5 | ||
| 1,0% -1h | 24,8 | 38,5 | 36,2 | 7,2 | ||
| 1,0% -3h | 23,1 | 38,1 | 38,2 | 13,6 | ||
| 0,5% -1h | 23,5 | 38,7 | 37,4 | 12,5 | ||
| 0,5% -3h | 22,3 | 38,5 | 38,3 | 16,5 | ||
| 1,0% -1h | 24,8 | 39,5 | 35,3 | 7,4 | ||
| 1,0% -3h | 25,3 | 38,4 | 35,6 | 5,4 | ||
El empleo del pretratamiento alcalino a elevadas temperaturas, permite alcanzar valores elevados de solubilización de lignina, sin embargo, esta técnica influye negativamente sobre la factibilidad económica del proceso a escala industrial. En el presente estudio, se alcanzan valores de solubilización de lignina con ambos álcalis (NaOH y KOH), inferiores a este intervalo (36,5 y 16,5%, respectivamente). Aunque, es de destacar que las condiciones de pretratamiento difieren: álcali 0,5%, 25°C y 3h, requiriéndose de una menor concentración de álcalis y un mayor tiempo para lograr el % de deslignificación obtenido, sin incurrir en un consumo adicional de energía. Los resultados previos indican que las mejores condiciones de pretratamiento con NaOH y KOH son: concentración de 0,5% y 3 h de tiempo de contacto.

3.3. Efecto del pretratamiento alcalino sobre el rendimiento de metano
La figura 2 muestra el comportamiento de la degradación anaerobia del bagazo de caña sin pretratar y pretratado con NaOH y KOH (0,5% - 3h), durante los 23 días de experimentación. La desviación estándar se representa como barras de error.
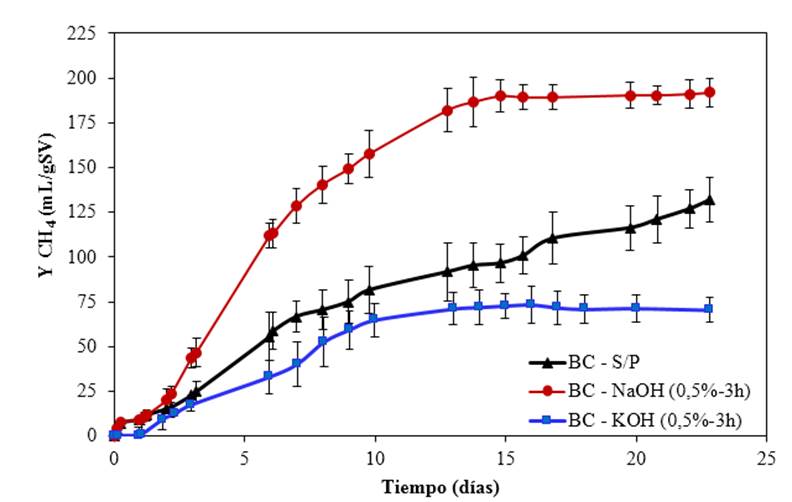
Figura 2 YCH4 obtenido en la degradación de bagazo de caña sin pretratar (BC S/P) y pretratado con NaOH y KOH
El mayor rendimiento de metano acumulado fue de 192 mL/gSV, durante la degradación de bagazo de caña pretratado con NaOH (0,5%-3h), con un incremento significativo del 94,7%, respecto al bagazo sin pretratar (98,6 mL/gSV). Este comportamiento indica que el pretratamiento con NaOH permite acelerar la velocidad de producción de metano, debido a una mayor solubilización de lignina y degradación de azúcares fermentables en el bagazo pretratado (Costa et al., 2014; Talha et al., 2016). El efecto de deslignificación del NaOH conlleva a la formación de agujeros en la superficie de la biomasa, lo que incrementa el área superficial interna de la fracción lignocelulósica, debilitando la integridad estructural de la lignina (Talha et al., 2016).
Por el contrario, el pretratamiento con KOH (0,5%-3h) mostró el menor valor de rendimiento (73,5 mLCH4/gSV) (Tabla 2, Figura 2). Este resultado no es coherente con los trabajos previos reportados en la literatura, donde se refieren incrementos de este parámetro entre 16-128%, a partir de la degradación de paja de trigo pretratada con KOH (2-50%) (Liu et al., 2015; Romero-Güiza et al., 2017). Aunque se espera que, a partir del pretratamiento, la biomasa solubilizada se encuentre más disponible para la microbiota anaerobia, los resultados preliminares obtenidos en este estudio muestran que en algunos casos el pretratamiento puede ocasionar una disminución en la biodegradabilidad. Esto puede explicarse por la presencia de compuestos recalcitrantes o inhibitorios posterior al pretratamiento (Ferreira et al., 2013).
Estudios previos sobre pretratamiento alcalino de materiales lignocelulósicos como el bagazo de caña y la paja de trigo, han demostrado que es posible mejorar la biodegradabilidad de estas biomasas con el consecuente incremento en el rendimiento de metano (Bolado et al., 2016; Mancini et al., 2018). Estos autores reportan valores de YCH4 en el intervalo de 195-420 mL/gSV, con incrementos entre 20 - 157%, respecto a la biomasa no tratada, evaluados bajo condiciones específicas de pretratamiento alcalino (NaOH 1 - 4% p/v; 100 - 184°C y 45 min - 24 h). La variación del YCH4 puede ser justificado por (i) diferentes condiciones de pretratamientos y operacionales en el proceso anaerobio (Zhao et al., 2012), (ii) efectos sinérgicos por la implementación de la co-digestión (Mata-Alvarez et al., 2014) o (iii) adaptación microbiana del sustrato (Palatsi et al., 2010).
Los valores de YCH4 referidos en la literatura están en correspondencia con los obtenidos en el presente trabajo, aunque en algunos casos superan a los indicados en este estudio. Esto se debe a la aplicación del pretratamiento termoalcalino, donde se combina una elevada temperatura de reacción con la acción alcalina, logrando una mayor eficiencia de conversión en el proceso anaerobio. La elevada temperatura permite una mayor solubilización de la fracción de hemicelulosa con la reducción del grado de polimerización, así como la producción de ácido acético, el cual actúa como catalizador de la reacción (Hu et al., 2011). Al mismo tiempo, el álcali promueve la solubilización de la lignina, incrementa la porosidad del material y consecuentemente una mayor accesibilidad para las exoenzimas durante la hidrólisis (Zhang et al., 2004).
Los resultados obtenidos a partir del bagazo de caña pretratado con 0,5% NaOH y 3 h, confirman que el pretratamiento alcalino puede ser una alternativa viable para mejorar el rendimiento de metano de biomasas lignocelulósicas.
3.3.1. Cinética de la biodegradabilidad
En la tabla 3 se indican los valores predichos obtenidos según el modelo de 1er orden, así como los coeficientes de correlación para cada variante evaluada. El modelo cinético muestra que ambos pretratamientos alcalinos tuvieron una influencia positiva sobre la tasa de hidrólisis. Esto significa que la solubilización de la materia orgánica es una consecuencia del efecto de la concentración de álcali y el tiempo de residencia.
Tabla 3 Modelos cinéticos obtenidos para el rendimiento de metano acumulado a partir del bagazo sin pretratar y pretratado con NaOH y KOH
|
|
||
|---|---|---|
| BC S/P | y(t) = 112,7 (1 - e-0,079·t) | 98,3 |
| BC-NaOH (0,5%-3h) | y(t) = 223,2 (1 - e-0,109·t) | 97,2 |
| BC-KOH (0,5%-3h) | y(t) = 78,2 (1-e-0,234.t) | 95,8 |
El bagazo pretratado con NaOH muestra el valor más alto de velocidad específica de producción de metano (Ym=223,2 mLCH4/gSV), con un coeficiente cinético de hidrólisis superior al bagazo sin pretratar, debido al % de solubilización (36,5%) alcanzado durante el pretratamiento. El pretratamiento con KOH muestra el mayor valor de k0, aunque la menor Ym, lo que indica una rápida conversión de los compuestos solubilizados al inicio del proceso anaerobio, seguido de una disminución de la producción de metano, probablemente debido a la presencia de compuestos inhibitorios formados en la etapa de hidrólisis. En cambio, el bagazo S/P expresar la menor constante de hidrólisis, debido a su estructura lignocelulósica, lo que confirma que la biometanización del bagazo de caña es limitado por la hidrólisis.
4. CONCLUSIONES
El pretratamiento alcalino puede selectivamente eliminar la fracción de lignina e incrementar la biodegradabilidad del bagazo de caña.
El bagazo pretratado con NaOH 0,5% p/v durante 3h a temperatura ambiente, logra el mayor % deslignificación (36,5 %).
La digestión anaerobia de bagazo pretratado con NaOH 0,5% y 3h expresó el mayor rendimiento de metano de 192 mL/gSV con 94,7% de incremento, respecto al bagazo sin pretratar, siendo la mejor condición de pretratamiento alcalino. El tiempo de digestión del bagazo pretratado con ambos álcalis se redujo en un 43% comparado con el bagazo sin pretratar.
El estudio cinético confirmó que el pretratamiento con NaOH bajo las condiciones estudiadas, mejora la degradabilidad del bagazo, promoviendo un incremento en la conversión a metano.

