










 Servicios personalizados
Servicios personalizados Español (pdf)
Español (pdf)
 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
 Enviar articulo por email
Enviar articulo por email Citado por SciELO
Citado por SciELO  Similares en
SciELO
Similares en
SciELO 
 Permalink
PermalinkINTRODUCCIÓN
La producción de bioetanol genera subproductos como el aceite de fúsel, obtenido tras la fermentación y destilación de la biomasa. Está compuesto principalmente de alcoholes superiores que contienen tres o más átomos de carbono, incluido el alcohol isoamílico, isobutanol, propanol, butanol, entre otros (Mariano y col., 2021), (Behnke y col., 2022) y (Zapata-Mina y col., 2022).
El alcohol isoamílico, conocido también como 3-metil-1-butanol, es el principal componente del aceite fúsel (Tu y col., 2020). Es un compuesto orgánico, líquido incoloro con fuerte olor, levemente soluble en agua y fácilmente soluble en solventes orgánicos. Es conocido por tener ocho estructuras moleculares diferentes.
Se usa como disolvente orgánico, agente anticongelante para combustibles líquidos y para la fabricación de acetona y glicerina (Ramos y col., 2022). El mayor uso del alcohol isoamílico es en la industria de las lacas, perfumería y fragancias, así como en la producción del acetato de isoamilo (esencia de banano) (Urresta, 2014).
El acetato de isoamilo es un compuesto químico perteneciente al grupo de los ésteres carboxílicos. Líquido incoloro denominado también aceite de plátano, es el único éster capaz de comunicar al vino su olor característico a plátano (Souffriau y col., 2022). Se encuentra tanto en vinos blancos como tintos. Su principal uso es como aromatizante de ciertos productos como refrescos, se usa como solvente, en la elaboración de perfumes y en esencias artificiales de frutas así como en la industria de cosméticos y en la farmacéutica. Además, el acetato de isoamilo tiene un alto poder antifúngico, antibacteriano y con una actividad antimicrobiana, es eficaz para inhibir e inactivar el crecimiento de diversos microorganismos (Ando y col., 2015).
Se obtiene de forma natural de algunas frutas como el plátano y las peras. A pesar de ello se sintetiza también artificialmente mediante una reacción catalizada en medio ácido (esterificación Fischer) entre el alcohol isoamílico y el ácido acético glacial (Hossein y col., 2022). El ácido sirve en este caso tanto de catalizador como de sustancia higroscópica que absorbe el agua formada en la reacción. En general, este procedimiento requiere de temperaturas elevadas y de tiempos de reacción largos presentando, por tanto, inconvenientes.
Partiendo de estos análisis, la investigación se propone como objetivo: obtener experimentalmente acetato de isoamilo aprovechando una de las fracciones destiladas del aceite de fúsel.
MATERIALES Y MÉTODOS
La metodología seguida para la obtención de acetato de isoamilo consta de cuatro etapas fundamentales: deshidratación del aceite de fúsel, destilación del aceite de fúsel, reacción de esterificación y por último la purificación del éster. En la esterificación se emplea el procedimiento descrito en Gallardo y col., (2022) y se emplea como materia prima el aceite de fúsel proveniente de una destilería cubana.
2.1. Deshidratación del aceite de fúsel
El aceite de fúsel es deshidratado por extracción líquido - líquido con una solución saturada de cloruro de sodio y empleando el sulfato de sodio anhidro como agente desecante (Urresta, 2014), eliminando parte del contenido de agua presente en la muestra inicial. En el desarrollo experimental se trataron inicialmente 4185 ml de aceite de fúsel crudo. El aceite de fúsel deshidratado se caracteriza por cromatografía gaseosa, siguiendo la metodología empleada para la determinación de la calidad de las bebidas alcohólicas destiladas, aguardientes y alcohol etílico de la Norma Cubana 508, (2007).
2.2. Destilación del aceite de fúsel
El aceite de fúsel deshidratado se purifica por destilación teniendo en cuenta los rangos de temperatura en los cuales ebullen sus principales alcoholes (Mendoza y col., 2021, Ferreira y col., 2013). Siendo en este caso: 20-78 oC para el etanol, 79-108 oC el n-propanol, 108-132 oC el isobutanol y mayor que 132 oC el alcohol isoamílico.
2.3. Reacción de esterificación
En la reacción de esterificación se aprovecha la fracción pesada obtenida en la destilación del aceite de fúsel deshidratado, en este caso, la mayor de 132oC donde predomina el alcohol isoamílico. Para el componente estudiado la reacción se muestra en la Ecuación 1; siendo una reacción exotérmica.
 Ecuación 1
Ecuación 1
En el proceso de esterificación se aplica un diseño factorial completo Plackett-Bürman con el fin de estudiar el impacto de diferentes variables en el rendimiento de esta etapa, y con el propósito de minimizar las réplicas y gastos experimentales (de Armas, 2019). La matriz del diseño es como se muestra en la Tabla 1 y considera ocho experimentos y siete variables.
Tabla 1 Matriz experimental del diseño de Plackett-Bürman
|
|
|
|
|
|
|
|
|
|---|---|---|---|---|---|---|---|
| 1 | + | + | + | - | + | - | - |
| 2 | + | + | - | + | - | - | + |
| 3 | + | - | + | - | - | + | + |
| 4 | - | + | - | - | + | + | + |
| 5 | + | - | - | + | + | + | - |
| 6 | - | - | + | + | + | - | + |
| 7 | - | + | + | + | - | + | - |
| 8 | - | - | - | - | - | - | - |
La matriz de diseño de Plackett-Bürman incluye en la selección de las tres primeras columnas para las variables reales un plan experimental de un diseño factorial 23, resultando una matriz de tres variables reales y cuatro variables falsas. Esto facilita que se desarrollen experimentos cuyos resultados puedan procesarse considerando dos tipos de diseños experimentales (de Armas, 2019). Las variables reales y sus niveles para los experimentos fueron:
X1: Relación volumétrica de alimentación ácido acético / alcohol isoamílico, para valores de 1,2 y 1,5. En el proceso de esterificación, para desplazar el equilibrio de la reacción hacia la formación del éster, se considera trabajar en exceso de alcohol (Hernández y col., 2010).
X2: Tiempo de reacción estimado para 45 y 60 minutos, a partir de lo reportado por López, (2005).
X3: Cantidad de catalizador a añadir, entre 0,5 y 2 % p/p.
El parámetro de optimización considerado (Y) fue Rendimiento total del éster en porciento mol, considerándolo como acetato de isoamilo. Con el volumen obtenido en la esterificación, se determina el rendimiento molar a partir de la relación entre los moles de éster obtenido y los moles teóricos de alcohol (si todo el alcohol se transformara en éster), según lo muestra la Ecuación 2.
 Ecuación 2
Ecuación 2
Donde las unidades empleadas fueron:
Rendimiento (% mol).
Volumenéster y Volumenalcohol (mL).
La purificación de los ésteres resultantes se realiza mediante destilación simple, colectando las fracciones en tres rangos de temperatura, tomándose como fundamental la fracción que destila entre 132-143oC la cual contiene el producto deseado, acetato de isoamilo.
RESULTADOS Y DISCUSIÓN
3.1 Deshidratación del aceite de fúsel
El aceite de fúsel empleado como materia prima presenta características físicas como las presentes en la Tabla 2.
Tabla 2 Propiedades físicas medidas al aceite de fúsel crudo
| Grado alcohólico | 87,5oGL |
| Humedad en % v/v | 28,78 |
| Densidad (20oC) | 0,832 g/cm3 |
| Índice de refracción | 1,39 |
En la etapa de deshidratación Figura 1, el agua eliminada representa el 24 % del volumen inicial. El agua eliminada facilita la posterior operación de destilación, evitando así la formación de azeótropos de los alcoholes presentes en el aceite de fúsel con el agua (Gallardo y col., 2022).
El cromatograma correspondiente al aceite de fúsel deshidratado se muestra en la Figura 2. En él se identifican, por orden de aparición de los picos y según el tiempo de retención, el etanol, n-propanol, isobutanol y alcohol isoamílico, encontrándose este último en mayor proporción.
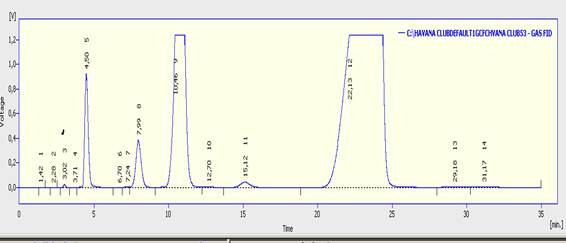
A partir de la caracterización del aceite de fúsel se determinaron las composiciones másicas porcentuales para cada compuesto. Los resultados alcanzados se ofrecen en la Tabla 3. En comparación con el aceite de fúsel separado en otras destilerías cubanas, este tiene mayor contenido de alcohol isoamílico y por tanto menores cantidades de isobutílico y propílico.
3.2 Destilación del aceite de fúsel
Los rangos de temperatura en que se separaron las diferentes fracciones obtenidas y sus volúmenes correspondientes, aparecen reflejados en la Tabla 4. De acuerdo a los resultados mostrados los mayores volúmenes se alcanzaron para las dos últimas fracciones, principalmente en la fracción de 108-132oC.
Tabla 4 Fracciones producto de la destilación
| 20-78 oC | 72 | 2,26 |
| 79-108 oC | 622 | 19,57 |
| 108-132 oC | 1235 | 38,86 |
| Residuo | 1112 | 34,99 |
La fracción empleada en el trabajo es la obtenida a más de 132 oC, en la Figura 3 se muestra el cromatograma correspondiente. Se observa que predomina en mayor composición el alcohol isoamílico, aunque se encuentra una pequeña porción de isobutanol. Los resultados en esta fracción son superiores en alcohol isoamílico a los obtenidos por (Kujawski y col., 2002). La fracción reportada por estos investigadores comienza a los 128 oC, donde puede estar apareciendo más contenido de isobutanol y de otros alcoholes isómeros del isoamílico.
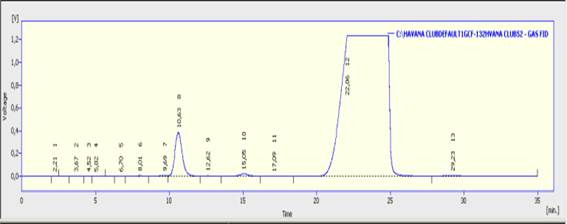
De igual forma que para el aceite de fúsel crudo, las composiciones derivadas del cromatograma se determinaron, reportándose en la Tabla 5.
3.3 Esterificación. Resultados del diseño de experimentos
En la Tabla 6 se presenta la matriz experimental de Plackett-Bürman y los resultados experimentales alcanzados.
Tabla 6 Matriz experimental de Plackett-Bürman y resultados experimentales.
|
|
|
|
|
|
|
|
||
|---|---|---|---|---|---|---|---|---|
| 1 | + | + | + | - | + | - | - | 80,44 |
| 2 | + | + | - | + | - | - | + | 80,98 |
| 3 | + | - | + | - | - | + | + | 77.50 |
| 4 | - | + | - | - | + | + | + | 83,37 |
| 5 | + | - | - | + | + | + | - | 80,02 |
| 6 | - | - | + | + | + | - | + | 82,60 |
| 7 | - | + | + | + | - | + | - | 81,80 |
| 8 | - | - | - | - | - | - | - | 81,72 |
Los coeficientes se calculan para cada variable del modelo correspondiente al diseño de Plackett-Bürman, según lo descrito en (de Armas, 2019). Al analizar la significación de las variables de acuerdo a este método, la variable X3, cantidad de catalizador, nunca es significativa y los niveles de significación de la variable X2 solo se alcanzan con probabilidades bajas (80 %) donde también son significativas las falsas variables Xf2 y Xf3, esto último indica que existen interacciones de las variables o efectos cuadráticos, por lo que es recomendable utilizar para el análisis los resultados experimentales del diseño factorial completo 23. A partir de lo cual se realiza el análisis de la significación de las variables considerando los errores de estimación. El modelo final para un 90% de confiabilidad responde a la Ecuación 3:
 Ecuación 3
Ecuación 3
De acuerdo a este modelo resultaron significativas las variables reales y la interacción relación de alimentación/cantidad de catalizador. La variable de mayor significación en el rendimiento, por el valor de su coeficiente, lo tiene la relación de alimentación, seguido del tiempo y por último el catalizador. En el caso de la relación de alimentación, al igual que en la cantidad de catalizador se alcanzan mejores rendimientos para los niveles bajos de estas variables. En la relación de alimentación se debe a que esta reacción es de equilibrio y el exceso de uno de los reactantes se emplea con el objetivo de desplazar el equilibrio de la reacción, en este caso el ácido. La sustancia limitante fue el alcohol, manteniéndose constante en todos los experimentos. La función del catalizador es acelerar la reacción y por eso su influencia es menor en los rendimientos. La interacción entre las variables relación de alimentación/cantidad de catalizador puede afectarse por un estado de pseudoequilibrio creado, en el cual disminuye la diferencia entre la energía de activación y el calor de formación de los productos, de forma tal que favorezca el rendimiento local puntual.
Los rendimientos se determinaron para las fracciones resultantes de la purificación, considerando en la primera como si todo fuera acetato de isobutilo y en la última como si fueran los isómeros del acetato de isoamilo, resultando los valores reportados en la Figura 4.
El éster resultante de la fracción intermedia de cada ensayo fue caracterizado también por cromatografía gaseosa, todos ellos determinados a través de muestras patrones preparadas al efecto. En la Figura 5 se muestra como ejemplo el del experimento IV, al ser uno de los de mejores rendimientos. De igual forma, a partir de los cromatogramas se determinó la composición másica del éster resultante, siendo las reportadas en la Tabla 7.
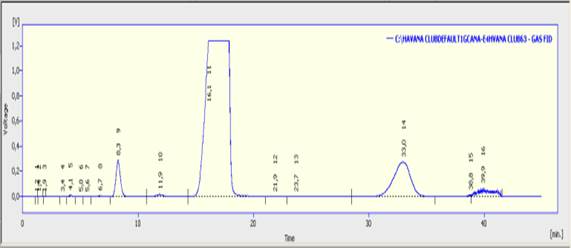
Tabla 7 Composiciones másicas de la fracción 132-143oC
| I | 1,73 | 0,48 | 94,78 | 3,01 |
| II | 1,06 | 0,36 | 95,38 | 3,2 |
| III | 1,13 | 0,35 | 95,44 | 3,08 |
| IV | 0,44 | 0,11 | 98,01 | 1,44 |
| V | 0,97 | 0,31 | 95,19 | 3,53 |
| VI | 0,88 | 0,26 | 95,85 | 3,01 |
| VII | 0,4 | 0,17 | 95,83 | 3,6 |
| VIII | 0,92 | 2,32 | 92,96 | 3,8 |
Como se aprecia en el cromatograma de la figura 5 y los valores reportados en la tabla 7, se obtuvo una cantidad significativa del acetato de isoamilo, aunque también se reconoce una pequeña porción de acetato de isobutilo y de amilo, que es el isómero activo del isoamilo. En este caso se identifican por los tiempos de retención en que aparecen los picos de las muestras patrones, teniendo como orden el acetato de isobutilo, el acetato de amilo, en una menor proporción, y por último el acetato de isoamilo.
CONCLUSIONES
La caracterización realizada a las muestras de fúsel deshidratado y destilado en fracciones, muestra el predominio de cuatro alcoholes, el isoamílico, el isobutílico, el n-propílico y el etílico, siendo superior la cantidad de alcohol isoamílico con un 71 %.
El modelo que correlaciona el rendimiento de la esterificación con las tres variables independientes analizadas, con un 90% de confiabilidad, brinda la influencia mayoritaria que tiene la relación ácido/alcohol en su menor nivel, seguidas por el mayor tiempo de reacción, la menor cantidad de catalizador y en menor cuantía la interacción de la relación de alimentación-catalizador.
Los mejores rendimientos de la esterificación se logran para la fracción destilada en el rango de ebullición del acetato de isoamilo y por su caracterización cromatográfica esta fracción es rica en este compuesto al alcanzarse valore aproximados al 95% p/p.

