










Mi SciELO
 Servicios personalizados
Servicios personalizadosServicios Personalizados
Articulo
 Español (pdf)
Español (pdf)
 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
 Enviar articulo por email
Enviar articulo por emailIndicadores
-
 Citado por SciELO
Citado por SciELO
Links relacionados
-
 Similares en
SciELO
Similares en
SciELO
Compartir

 Permalink
PermalinkTecnología Química
versión On-line ISSN 2224-6185
RTQ vol.36 no.1 Santiago de Cuba ene.-abr. 2016
ARTICULO ORIGINAL
Reducción carbotérmica del concentrado de hierro de las colas de Nicaro para la obtención de lupias de arrabio
Carbothermic Reduction of Iron Concentrate from Solid Residuals of Nicaro to Obtain Pig-iron Nuggets
Ing. Yosvany Ferreiro GuerreroI, Ing. Alexeis Sánchez CruzI, Dr.C Amaury Palacios RodríguezII, Ing. Evangelina García HidalgoIII
I: Centro de Investigaciones Siderúrgicas (DSIT). yosvany@dsit.cu
II: Instituto Superior Minero Metalúrgico
III: Empresa Comandante Ernesto Che Guevara
RESUMEN
Se exponen los resultados de la aplicación del proceso de reducción carbotérmica a los residuos sólidos de la empresa niquelífera “René Ramos Latour”, perteneciente a la localidad de Nicaro en Cuba, para la obtención de lupias de arrabio, siendo los procesos que emplean hornos de hogares rotatorios los más factibles desde el punto de vista técnico económico y ambiental. Se planifica el diseño experimental factorial completo, introduciéndose como variables independientes la temperatura, la basicidad, el contenido de carbón y el diámetro del pelet, para analizar sus influencias en el grado de reducción del hierro. Se demuestra que es posible obtener por primera vez en Cuba lupias de arrabio a partir del residual estudiado, con la presencia de elementos aleantes tales como: cromo, silicio, níquel, manganeso, cobalto, vanadio, entre otros, las cuales pueden ser empleadas como materia prima para la fabricación de aceros inoxidables así como aceros de baja aleación al cromo y níquel.
Palabras clave: residuos sólidos industriales, reducción carbotérmica, lupias de arrabio.
ABSTRACT
The results of the application of the process of reduction by coal to the solid residuals of the company “Rene Ramos Latour”, belonging to the town of Nicaro in Cuba, for the obtaining of pig-iron nuggets, being the processes that use rotary heart furnace the most feasible from the economic and environmental technical point of view. The complete factorial experimental design is planned, introducing as independent variables the temperature, the basicity, the content of coal and the diameter of the pellet, to analyze its influences in the grade of reduction of the iron. It is demonstrated that it is possible to obtain for the first time in Cuba pig-iron nuggets starting from the residual one studied, with the presence of alloy elements such as: chrome, silicon, nickel, manganese, cobalt, vanadium, among other, which can be employees as matter prevail for the production of stainless steels as well as steels of low alloy to the chromium and nickel.
Keywords: industrial solid residuals, reduction by coal, pig iron nuggets.
INTRODUCCION
En el período comprendido entre el año 2010 y el 2012, se produjeron como promedio 1 504,92 x 106 t de hierro en el mundo, siendo el principal productor China, con el 45,57 % del total (685,75 x 106 t), seguido por Japón (108,14 x 106 t), Estados Unidos de América (85,196 x 106 t), la India (73,34 x 106 t) y Rusia (68,74x 106 t). Estos cinco países agruparon el 67,86 % de la producción mundial de hierro [1].
En Cuba la producción de aceros se realiza en dos acerías, en Acinox Tunas y la empresa “José Martí“, con el empleo del 100 % de chatarras de acero mediante la vía del horno de arco eléctrico. La empresa de materias primas, le suministra la chatarra de acero a las acerías a un precio inferior al del mercado internacional (la quinta parte aproximadamente); la paulatina disminución de la chatarra de acero ha provocado un desabastecimiento en el sector siderúrgico, su alto costo de adquisición en el mercado internacional, influye negativamente en los costos de producción del acero en este sector [2].
La mayor reserva de hierro en Cuba se encuentra en los residuos sólidos industriales del proceso de obtención de níquel (Colas), tanto por la vía carbonato amoniacal o proceso Caron (Empresas “Comandante René Ramos Latour“, en Nicaro y “Comandante Ernesto Guevara“, en Moa), como por la lixiviación ácida a presión (empresa “Comandante Pedro Sotto Alba“, en Moa), los que se encuentran almacenados en represas de colas [2].
En Cuba, a pesar de contarse con decenas de millones de toneladas de estos residuales, no es factible el empleo de hornos altos para su procesamiento, debido a que no se cuenta con yacimientos de carbón coquificable, que justifique la instalación de uno de estos agregados metalúrgicos; de ahí la necesidad de emplear un proceso alternativo al horno alto para procesar estos residuos industriales [2].
Los aspectos señalados llevaron a tratar de obtener un producto metalizado capaz de sustituir las chatarras de acero en la acería cubana, a partir de la reducción carbotérmica de los residuos sólidos de la Empresa Comandante “René Ramos Latour” de Nicaro, por lo que el objetivo del presente trabajo, es aplicar el proceso de reducción carbotérmica a los residuos sólidos de esta empresa, para obtener un producto metalizado capaz de sustituir parcialmente las chatarras en la elaboración de acero en Cuba.
FUNDAMENTACION TEORICA
Concentración magnética
Las colas de Nicaro debido a sus características físico-químicas y mineralógicas, constituyen una mena compleja para su explotación industrial, de su análisis espectral [3] se aprecia que las colas de Nicaro están constituidas fundamentalmente por los elementos Fe, Si, Al, Mg y Cr, en menor cantidad existe níquel y pequeñas cantidades de los elementos Bi, Co, Cd, Ti, Mo, y P.
El rango de variación del hierro oscila entre 38,40 y 44,20 %, por lo que se infiere que el residual en estudio constituye una mena pobre en hierro, polimetálica, que necesita beneficiarse para su aprovechamiento integral en cualquiera de sus componentes [3].
En Mejanobr, Leningrado, en el año 1961 a partir de las colas de Nicaro con 41,22 % de hierro y 0,87 % de cromo se propuso un esquema de separación magnética de baja intensidad con 8 etapas, obteniéndose un concentrado con 77,0 % de recuperación en peso, con contenido de hierro del 58,0 % y de cromo del 0,93 %, el concentrado tuvo un 77,6 % de recuperación en peso, a partir de las colas con un 41,22 % de hierro y 0,87 % de cromo [4].
Peletización
En la industria siderúrgica, se comenzó a aplicar la aglomeración del mineral de hierro en el año 1899 por Gróndal, en Finlandia [5]. Empleando silicato de sodio como agente aglomerante, el alemán Brakelsberg (1933) fabricó bolas que coció a baja temperatura: los resultados fueron tan esperanzadores que llevaron a la construcción de una planta piloto en Rheinhausen.
En Corea, en el 1969, en el período de tiempo comprendido desde finales de septiembre hasta el 12 de diciembre, fueron peletizadas colas de Nicaro a escala piloto, utilizando entre 0,9 y 1,5 % en peso de bentonita como agente aglomerante (3 000 t de colas y 20 t de bentonita cubana) con el objetivo de obtener semiacero; fue empleado un peletizador de disco con un diámetro de 1,1 m y una altura de las paredes de 200 mm, empleando una velocidad de rotación de 17 r.p.m, obteniendo pelets crudos entre 10 y 15 mm de diámetro, con resistencia entre 0,565 y 2,691 kgf/pelet [4].
Proceso de reducción
En la actualidad se dispone de una gran cantidad de procesos alternativos al horno alto que permiten obtener hierro. Todos ellos se pueden agrupar en dos grupos: procesos de reducción en estado sólido y procesos de reducción en estado líquido (smelting).
Los procesos de reducción directa se pueden clasificar además, de acuerdo con el tipo de reductor en procesos que utilizan reductor sólido, o procesos que utilizan reductor en fase gaseosa. Actualmente existe una gran variedad de estos procesos, sin embargo, una gran parte de ellos no ha alcanzado la etapa comercial. Al cierre del 2011 los procesos que emplearon reductor gaseoso representaron el 76,35 % de la producción mundial de hierro esponja (DRI) [1].
En el 2011 se mantuvieron operando en el mundo 54 módulos de reducción empleando carbón, con una capacidad de 7,03 x 106 t, la mayoría de estos procesos operan utilizando hornos de tipo rotatorio. Otro tipo de horno empleado en procesos base carbón es el Horno de Hogar Giratorio, con sus siglas en inglés RHF (Rotary Heart Furnace), destacándose el proceso IRON DYNAMIC, el cual se encuentra operando a escala industrial desde el año 1998, con una capacidad de 500 000 t [1].
Considera [6] que en este agregado metalúrgico, el mineral de hierro no está sujeto a esfuerzos mecánicos importantes, de manera que los pelets se pueden emplear sin la etapa de endurecimiento, lo que conlleva a un sustancial ahorro energético. La carga está compuesta generalmente por pelets compuestos, los cuales se forman a partir de una mezcla de finos de mena y de carbón, o bien es posible cargar directamente finos de mineral y carbón al horno.
En [7] se plantea que en los procesos autorreductores el agente reductor se encuentra dentro de la composición del aglomerado, el reactor es más compacto y no es necesario utilizar combustibles especiales como el costoso coque metalúrgico.
Lo antes planteado, motivó el desarrollo de nuevas tecnologías de fabricación de acero basado en la autorreducción (TECNORED, FASTMET, INMETCO, DRYIRON, REDSMELT, SHENWU, ITMK3) para producir el hierro metálico como una alternativa a las técnicas tradicionales.
En estudio realizado en el 2009 por HATCH (Consultoría de Ingeniería y Ejecución de Proyectos) [8], fueron evaluadas varias tecnologías existentes para la producción de hierro tales como: Horno alto, Midrex base gas y carbón, HYL base gas y carbón, Hismelt, Romelt, Technored, Corex, Finex, 4RK y fundidor (cuatro hornos rotatorios kiln y un fundidor), 2RH y fundidor (dos hornos de hogares rotatorios y un fundidor) y el proceso ITMK3. Para ello emplearon una rigurosa metodología de selección de la tecnología más factible técnica y económicamente, seleccionándose los procesos que emplean hornos de hogares rotatorios (2RH y fundidor) y entre ellos el proceso ITMK3 como el más factible.
METODOS UTILIZADOS Y CONDICIONES EXPERIMENTALES
Selección de la muestra representativa y caracterización de los materiales empleados
La muestra de colas de Nicaro fue extraída mediante diez pozos de perforación (18,3 m) con barrenas de espiral o sinfín de 115 mm de diámetro, a 3.0 m de intervalo de sondeo-muestreo y más del 95 % de recuperación. Los pozos se replantearon cada 200 m, en perfiles transversales N-S y E-W partiendo del pozo centro dentro del dique “viejo” y sobre los mismos sitios de la exploración de 1978. La potencia media real muestreada fue de 18,3 m / pozo.
Se tomó todo el material extraído por intervalo de muestreo, se homogenizó y se tomaron 2 muestras de 1 kg cada una, para análisis químicos y físicos de ser necesarios. Se envasaron en tanquetas plásticas por intervalos correspondientes, se pesaron y almacenaron para un total de 3,74 t. La muestra se considera representativa, en área y perfil, del depósito “Dique Viejo” [3]. La composición química de las colas de Nicaro empleadas en la presente investigación se muestra en la tabla 1:
Tabla 1
Composición química de las colas empleadas
| Elementos | Ni | Co | Fe | S | Mg0 | Ca0 | Mn | Si02 | Al203 | Cr203 | CaO |
| Contenido,% | 0,46 | 0,09 | 42,60 | 0,11 | 5,01 | 0,02 | 0,61 | 17,49 | 3,84 | 2,93 | 0,02 |
Teniendo en cuenta su contenido de hierro (42,6 %), esta mena se clasifica como pobre, por lo que se hace necesario someterla a un proceso de concentración magnética antes de emplearla en la obtención de los pelets autorreducibles.
Para la obtención de la muestra de concentrado de hierro se empleó un separador magnético de tambor de campo permanente, a escala de banco, con intensidad de campo de 103 kA/m y sistema de alimentación a corriente. Fueron procesadas dos toneladas de colas, el porcentaje de sólido en la pulpa fue de un 25 %; el concentrado de la operación básica se sometió a un proceso de limpieza, posteriormente fue decantado y secado al sol, con un rendimiento en peso de 49 %.
La composición química del concentrado obtenido se muestra en la tabla 2.
Tabla 2
Composición química del concentrado de hierro
| FeT | FeO | Fe2O3 | Ni | Co | Mn | MgO | CaO | SiO2 | Al2O3 | Cr2O3 | S | Zn | Cu |
| 54,3 | 14,16 | 57,78 | 0,41 | 0,09 | 0,73 | 6,3 | 1,20 | 8,96 | 4,346 | 1,871 | 0,145 | 0,03 | 0,02 |
Como puede apreciarse el contenido de hierro total (FeT) se incrementó hasta un 54,3 %, lo que demuestra que durante la separación magnética se eliminó parte de la ganga presente en el residuo industrial en estudio.
Para la obtención de los pelets autorreducibles el concentrado magnético con un contenido de humedad del 16 % fue mezclado y homogeneizado con el aglutinante y el agente reductor, empleándose el disco peletizador a escala de laboratorio cuyas características técnicas se muestran en la tabla 3.
Tabla 3
Características técnicas del peletizador de disco
| Características (Unidad de medida) | Valor |
| Diámetro del disco (m) | 0,80 |
| Altura del borde de descarga (mm) | 0,12 |
| Altura del plato desde el suelo (mm) | 0,80 |
| Velocidad de rotación (rpm) | 8 a 32 |
| Ángulo de inclinación (grados) | 40-60 |
Planificación experimental
Para el diseño de la matriz de experimentación se utilizó el diseño experimental factorial completo, el mismo es un método del tipo simultáneo, donde las variables de interés son evaluadas al mismo tiempo.
Se estudiaron cuatro factores en dos niveles, quedando la cantidad de pruebas a realizar de la manera siguiente: 24 = 16 pruebas, las variables independientes evaluadas fueron Temperatura (X1), Basicidad (X2), Relación CFijo/Fe Total, y Diámetro del pelet (X4). Para la obtención de las ecuaciones de regresión se empleó el paquete estadístico Gretl V. 1.7 mediante el Método de los Mínimos Cuadrado Ordinarios.
Para la selección de los modelos que mejor representan la relación existente entre las variables, se tuvieron en cuenta las decisiones estadísticas coeficiente de determinación (R2), análisis de varianza mediante el estadístico F-Fisher, así como el principio de máxima verosimilitud a partir de los criterios de información de Akaike (AIC) y el Bayesiano de Schwarz (BIC).
RESULTADOS Y DISCUSION
Resultados de la concentración magnética
El primer proceso al que fueron sometidas las colas de Nicaro fue la concentración magnética, durante la preparación de la pulpa se pudo apreciar la presencia de residuos de hidrocarburos (250 mg/t), los cuales al ser menos densos que el agua fueron separados por reboso en el tanque preparador de pulpas, sin afectar el proceso de separación magnética.
Luego de una separación magnética básica y tres separaciones de limpieza del concentrado, unido a un control de productos medios, fue recuperado el 39,18 % en peso de las colas en forma de concentrado con un contenido de hierro del 54,13 %, para una recuperación del hierro del 49,98 %.
La composición química de los principales elementos presentes en el concentrado se muestra en la tabla 4.
Tabla 4
Composición química del concentrado de hierro
| FeT | FeO | Fe2O3 | Ni | Co | Mn | MgO | CaO | SiO2 | Al2O3 | Cr2O3 | S | Zn | Cu |
| 54,13 | 14,16 | 57,78 | 0,41 | 0,09 | 0,73 | 6,3 | 0,2 | 8,96 | 4,346 | 1,871 | 0,145 | 0,03 | 0,02 |
Como se aprecia en la tabla 4 el contenido de hierro total es de 54,13 % (un incremento de 11,53 %), mientras que los contenidos de SiO2, de Al2O3, de MgO y de Cr2O3 disminuyeron en el concentrado de hierro.
Si se tiene en cuenta que durante la obtención de las lupias de arrabio es necesario separar la ganga del hierro en la unidad de reducción por métodos pirometalúrgicos que exigen su fusión, es evidente que mientras menos ganga se incorpore al aglomerado antes del proceso de reducción, serán mejores los indicadores técnicos económicos del proceso en general [9], de ahí la necesidad de lograr elevados contenidos de hierro en el concentrado.
Caracterización de los aglomerados obtenidos por peletización
Los resultados de la determinación de la resistencia a la compresión de los pelets obtenidos con 12 y 18 mm de diámetro en todos los casos es superior a 2 kgf [3], si se tiene en cuenta que en la reducción de pelets en verde no es necesario incurrir en gastos energéticos en su piroconsolidación y de acuerdo a las características técnicas de los agregados metalúrgicos que son empleados con este fin (hornos de hogares rotatorios), no es necesario lograr elevados valores de resistencia a la compresión, lo cual fue reportado por [10], por lo que se considera que los resultados obtenidos con los pelets procesados se encuentran dentro de las normas establecidas.
Caracterización de los productos de la reducción carbotérmica
Al realizar los experimentos a la temperatura de 1 623 K, una vez terminado el proceso de reducción y enfriadas las muestras en atmósfera de argón a razón de 5 L/min, se pudo apreciar por primera vez en Cuba que es posible separar la escoria de las lupias de hierro a partir del concentrado magnético de las colas de la Empresa “Comandante René Ramos Latour” de Nicaro; verificándose la hipótesis científica planteada en la presente investigación y corroborándose lo planteado por [11] al encontrar en sus estudios que los pelets compuestos de menas de hierro con carbón, podrían fundirse y separarse el metal de la escoria a una temperatura relativamente baja como 1 623 K, en la figura 1 se muestran las fases escoria_lupias obtenidas a la temperatura de 1 623 K.

Figura 1. Fases lupias – escoria (corrida experimental 15)
Como puede apreciarse en la figura 1 se pueden delimitar las fases lupia–escoria, las cuales fueron separadas sin esfuerzo alguno, lo que indica que la viscosidad lograda permitió una correcta formación de las lupias.
Los pelets autorreducibles a partir de los cuales se obtuvo una mejor formación de las lupias de arrabio, así como una mejor separación entre las fases lupias–escorias fueron logradas en los que se empleó carbón estequiométrico (15,95 % de carbón) y bentonita como agente reductor. De los 100 g de pelets autorreducibles empleados en los ensayos de reducción, fueron obtenidos en esta corrida 66,05 % de lupias y 33,95 % de escorias.
Para el caso de los pelets en que se empleó la cal como agente aglutinante, fueron obtenidas lupias de tamaño similar que con bentonita (figura 2).
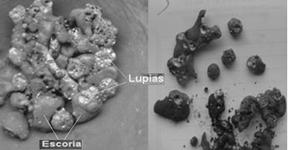
Figura 2. Productos obtenidos a 1 623 K a partir de los pelets con cal
A pesar de haberse obtenido las lupias a partir de los pelet con cal, es preciso señalar que la separación de las fases lupias_escoria ofreció mayor grado de dificultad que para los pelets obtenidos con bentonita, ello se debe a que al emplear cal como agente aglomerante la viscosidad de la escoria fue superior que en los pelets con bentonita, lo que trae consigo que la misma se adhiriera con mayor fuerza a las lupias, dificultando su separación.
La densidad real de las lupias de la corrida experimental 15 es de 7,7 g/cm3, se encuentra dentro del rango para las lupias obtenidas en hornos de hogares rotatorios (entre 6,5 – 7,8 g/cm3), de acuerdo a lo reportado por [12]; su tamaño osciló entre 5 y 12 mm de diámetro, por lo que se encuentra también dentro del rango reportado por este autor (entre 5 y 25 mm).
Composición química de las lupias
Las condiciones experimentales, en las cuales se obtuvo una mejor formación de las lupias, así como una mejor separación entre las fases lupias – escorias fueron logradas en la corrida 15 de la matriz experimental, su composición química se muestra en la tabla 5.
Tabla 5
Composición química de la probeta obtenida a partir de la corrida 15 (Porcentaje en peso)
| C | Si | Mn | P | S | Cr | Ni | Cu | Co |
| 4,85 | 0,59 | 0,178 | 0,025 | 0,255 | 1,786 | 0,616 | 0,026 | 0,147 |
De acuerdo a la tabla 5, el contenido de los elementos de aleación de las lupias obtenidas en la presente investigación se encuentran dentro del nivel de confianza determinado por [3], exceptuando los elementos C y S, cuyos valores se encuentran ligeramente superior al nivel de confianza.
Entre los elementos de aleación más importantes, se tiene la presencia del carbón, entre 4,32 y 5,10 %, estos elevados valores se justifican, debido principalmente a la presencia del cromo en las lupias (entre 1,786 y 1,931 %) el cual permite que el hierro asimile elevados contenidos de carbono debido a la formación de un doble carburo de cromo y hierro, lo que trae consigo que el arrabio obtenido tenga una elevada capacidad de absorción de carbono, contrarrestando el efecto grafitizador del níquel cuyo contenido en las lupias se encuentran entre 0,608 y 0,621 %, lo que coincide con lo reportado por [13].
En las lupias obtenidas el contenido del silicio oscila entre 0,27 y 0,59 %, con este bajo contenido de silicio la estructura de las lupias debe ser la de un arrabio blanco. El contenido de manganeso es bajo, oscila entre 0,178 y 0,384 %, en las fundiciones se desea que su contenido oscile entre 0,5 y 1,0 % para proteger a la fundición de la oxidación del baño metálico [14].
El contenido de azufre oscila entre 0,142 y 0,257 %, contenido característico de los arrabios blancos, de acuerdo a [14] para los hierros fundidos grises oscila entre 0,02 y 0,08 %. El contenido de fósforo obtenidos en las lupias oscila entre 0,023 y 0,026 %, por lo que de acuerdo al bajo contenido de fósforo (menor que 0,1 %) las lupias de arrabio podrían clasificarse como arrabios hematites (Euronorm 1 - 81), no obstante los contenidos presentes de níquel y cromo (>0,3 %) impiden que se clasifiquen las lupias como hematites, sino como lupias de arrabio aleadas dentro de la clase de designación “otros arrabios aleados” (Pig-SPA), de la norma europea Euronorm1- 81 “Definición y clasificación de arrabios”.
Al tener en cuenta la presencia de los elementos de aleación en las lupias, ello trae consigo que el contenido de hierro sea menor (91,23 %) que el que se obtiene por la tecnología ITMK3 (96-97 %), de acuerdo a los valores reportados por [12].
Al evaluar la composición química de las lupias obtenidas en la presente investigación por los especialistas en elaboración de aceros del departamento técnico de la empresa Acinox Tunas, el único elemento presente que limita la utilización de las lupias para la elaboración de aceros al carbono lo constituye la presencia del níquel, debido a la carencia de tecnología para eliminar su exceso, por lo que sería posible sustituir hasta un 8 % de chatarras de acero por este material, concluyéndose que el mayor uso que se le podría dar a este material, sería para la obtención del acero “Mayarí”, así como para la elaboración de aceros inoxidables, para el que se podría emplear más del 80 % como material de carga (Vladimir Morera Díaz.Especialista en elaboración de aceros, empresa Acinox Tunas. 27/6/2013).
Modelo estadístico matemático obtenido a partir de los resultados experimentales
Para seleccionar el mejor modelo de regresión que explique la relación existente entre el grado de reducción (α) y las variables independientes estudiadas se empleó el paquete estadístico Statgraphic Plus V.5.1, obteniéndose los efectos estandarizados de las variables mostrados en la figura 3, donde A corresponde a la variable temperatura, B corresponde a la variable basicidad, C corresponde a la variable relación CF/FeT y D corresponde a la variable diámetro del pelet.
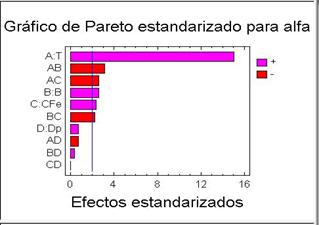
Figura 3. Efectos estandarizados de las variables independientes
Como se aprecia en la figura 3 el análisis de varianza (ANOVA) realizado para evaluar el efecto de las variables experimentales en el grado de reducción del hierro arrojó como resultado que todos los coeficientes del modelo son significativamente diferentes de cero (p< 0,05) exceptuando el de la variable diámetro del pelet que no es estadísticamente significativa. Para el caso de los efectos primarios de las variables temperatura, basicidad y relación CF/FeT los mismos son positivos, o sea directamente proporcionales al grado de reducción.
Se aprecia además que todos los efectos de interacción entre las variables significativas ejercen un efecto significativo y negativo en la variable respuesta, inclusive para el caso de la interacción entre la temperatura y la basicidad y la relación CF/FeT los efectos son superiores que los efectos primarios de las variables basicidad y relación CF/FeT, se cumplen de esta forma las tres hipótesis científicas alternativas formuladas anteriormente.
Para determinar la ecuación de regresión que mejor se ajusta a los datos se realizó el análisis de regresión múltiple a partir de las tres variables independientes estadísticamente significativas en función del grado de reducción del hierro (α), así como del cruzamiento de la variable temperatura con las variables basicidad y relación CF/FeT, obteniéndose la siguiente ecuación del modelo ajustado:
α = -2,919 19 + 0,002 356 89*T + 2,247 69*B + 4,833 79*C/Fe - 0,001 260 94*T*B - 0,002 775*T*C/Fe - 0,733 073*B*C/Fe ...........(1)
Dado que el p-valor en la tabla ANOVA es inferior a 0.01, existe relación estadísticamente significativa entre las variables para un nivel de confianza del 99 %. El estadístico R-cuadrado indica que el modelo explica un 99,054 % de la variabilidad en alfa. El estadístico R-cuadrado ajustado, que es más conveniente para comparar modelos con diferentes números de variables independientes, es 98,226 %. El estadístico Durbin Watson (DW) examina los residuos para determinar si hay alguna correlación significativa basada en el orden en el que se han introducido los datos en el fichero, dado que el p-valor es superior a 0,05 no hay indicio de autocorrelación serial en los residuos.
CONCLUSIONES
Los residuos sólidos industriales de la empresa niquelífera René Ramos Latour debido a sus características físico_químicas y mineralógicas constituyen una mena de hierro pobre, compleja y polimetálica, que necesita beneficiarse para su aprovechamiento integral en cualquiera de sus componentes.
Se demuestra que a partir de pelets autorreducibles simulando los procesos en que se emplean Hornos de Hogares Rotatorios, es posible obtener lupias de arrabio con los elementos aleantes: Cr 1,88 %, Si 0,65 %, %, Mn 0,36 %, Co 0,15 %, V 0,04 % y Ni 0,62 %, cuya presencia, debido a la carencia de tecnología para eliminar su exceso en las acerías cubanas, imposibilita que se puedan sustituir las chatarras de acero por este material más de un ocho por ciento, por lo que el mayor uso que se le podría dar a este material, sería para la fabricación de aceros inoxidables, así como para la obtención de aceros de baja aleación al cromo y níquel tales como: CORTEN, MAYARÍ, ATMOFIKS, 10 CHNDP, AISI Steel 365, AISI Steel 8715.
La influencia primaria de las variables independientes temperatura de reducción, basicidad y relación CF/FeT en el grado de reducción del hierro es directamente proporcional. La influencia conjunta entre las variables significativas en el grado de reducción del hierro es inversamente proporcional.
BIBLIOGRAFIA
1. Steel Statistical Yearbook, Worldsteel Committee on Economic Studies. Brussels, p. 117, 2013.
2. FERREIRO Y, SÁNCHEZ C. "Evaluación Técnico Económica del empleo de los residuos sólidos de la empresa del níquel René Ramos Latour en la obtención de Lupias de Arrabio destinadas a suplir el déficit de chatarras de acero en el sector siderúrgico cubano", Editorial Universitaria Félix Varela. Cuba. p. 10, 2013.
3. FERREIRO Y. "Reducción carbotérmica del concentrado de las colas de Nicaro para la obtención de lupias de arrabio". Instituto Superior Minero Metalúrgico de Moa. Tesis doctoral, p. 100, 2014.
4. CIS. "Informe sobre las investigaciones de obtención de semiacero con colas de Nicaro en Corea". Centro de Investigaciones Siderúrgicas. Informe Inédito. 1970.
5. GRÓNDAL G. "The Briquetting of Iron Ores", Stahl and Eisen, vol. 31. p.537, 1911.
6. CONEJO A, "Revisión y evaluación de procesos alternativos al horno alto", Revista de Metalurgia. Madrid, vol 36. p. 420-434. 2000.
7. PILLIHUAMAN A, Shishido M. "Utilización de pellets autorreductores en la producción de aleaciones (hierro-cromo alto carbono)". Revista del Instituto de Investigación (RIIGEO), vol. 15, núm. 29, p. 91 2012.
8. GORDON Y, ELS M, FEISLICH M. "Metodology and results of ironmaking technology selection for specific site conditions". Conference of ITMK3 family. Kiev, Ukraine, 2009.
9. FERNÁNDEZ L., "La tecnología de la fabricación de acero con prerreducidos en hornos de arco".. Revista de Metalurgia vol. 20, núm. 3. pp. 161-174, (Madrid), España. 1984.
10. KOBE. Steel. "World's first commercial ITMK3 plant successfully begins production", [ref. de 15 mayo 2012]. Disponible en Internet: http://www.kobelco.co.jp/english/releases/2010/01/1182907_12313.html
11. KOBAYASHI I., "A new process to produce iron directly from fine ore and coal". Japan. Iron Steel maker, núm.9, p.19, 2001.
12. RUTHERFORD S, KOPFLE J. "Mesabi Nugget: The world first commercial ITMK3 plant". Arab steel. 2010.
13. BETHLEHEM. Steel Company. "Bethlehem Mayari pig iron: a natural nickel-chromium alloy iron for making high-grade castings". p. 103, 1923.
14. HOWARD E. D "Tratado práctico de fundición". Aguilar, S.A de Ediciones, España, p. 482, 1962.
Recibido: Septiembre 2015
Aprobado: Diciembre 2015
Ing. Yosvany Ferreiro GuerreroI. Centro de Investigaciones Siderúrgicas (DSIT). yosvany@dsit.cu

