










 Servicios personalizados
Servicios personalizados Español (pdf)
Español (pdf)
 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
 Enviar articulo por email
Enviar articulo por email Citado por SciELO
Citado por SciELO  Similares en
SciELO
Similares en
SciELO 
 Permalink
PermalinkIntroducción
El cepillo dental es una herramienta básica y la más utilizada a nivel mundial, es un instrumento de higiene oral que limpia las superficies de los dientes y encías. 1
Desde su creación el cepillo dental ha sufrido varias transformaciones, con la ayuda de estudios e investigaciones del tema y los avances tecnológicos ha variado su diseño, materiales de fabricación, terminación, imagen, entre otros aspectos. Todo ello, con vistas a lograr una adecuada funcionabilidad, durabilidad entre varios factores.
Lo anterior ha causado que el objetivo de los fabricantes de cepillos de dientes sea proporcionar un diseño que mejore la eliminación de placa dentobacteriana.2
Hoy en día, abundan los modelos de cepillos dentales en el mercado. Muestran gran variedad de diseños y presentaciones que combinan en un solo aditamento diferentes tipos, tamaños y grosores de cerdas que se disponen en distintas angulaciones. Para facilitar el cepillado dental, se han desarrollado tendencias de fabricar cepillos dentales de un sin número de marcas, tipos, formas, durezas y colores atendiendo a su creciente demanda.3
Los cepillos de dientes manuales, deben tener propiedades físicas que cumplan con requisitos, desde la materia prima utilizada hasta el diseño, con la finalidad de prevenir los riesgos para la salud de las personas y ayudar a los consumidores a tomar decisiones informadas sobre productos de consumo seguros.
Un aspecto de vital importancia es la calidad de las fibras: Uno de los criterios fundamentales para conocer la eficacia de los cepillos dentales es el número y la calidad de sus fibras. Cuantos más filamentos incorpore el cabezal, mayor será la superficie limpiadora y más efectivo resultará el cepillado. La calidad de las fibras tiene estrecha relación con la calidad del material utilizado en las mismas, el mismo debe deformarse lo menos posible durante el tiempo de uso, ya que cuando las cerdas se doblan no solo su eficacia se debilita y las cerdas pierden la capacidad de alcanzar los recovecos más difíciles que hay entre los dientes, sino que aumenta la probabilidad de que proliferen gérmenes, hongos y bacterias. Además, un cepillo gastado puede dañar las encías, provocando inflamación, sangrado e incluso la retracción del tejido blando.4
Durante la fabricación de los cepillos las cerdas deben ser redondeadas y pulidas para que no queden aristas vivas en los extremos que podrían provocar heridas.5
En relación con el mango, lo mejor es que este sea antiresbalante para asegurar mejor control y seguridad evitando que el cepillo se resbale o escape de las manos provocando alguna lesión en la boca.6
Un cepillo dental de calidad es el que los filamentos tengan cabezales seguros; los filamentos no caigan del cepillo de dientes bajo condiciones típicas de cepillado y el mango soporte el uso normal.7
La Empresa Cepil ubicada en la provincia Ciego de Ávila, Cuba, es la única en el país que posee el equipamiento adecuado para elaborar cepillos dentales, con una capacidad productiva de aproximadamente 12 millones de unidades al año. A lo largo de los años de producción, se han recibido quejas por problemas en la calidad de este producto, asociadas a varios parámetros, tales como cerdas deformadas en un corto período de tiempo, rotura del mango, desprendimiento de la cerda, no adecuación a la dureza del cepillo dental con lo especificado en el envase, entre otros. En las encuestas de calidad realizadas a los consumidores del cepillo dental en los últimos 6 años, el porciento de satisfacción se encuentra alrededor del 77%.
Por tanto, en este trabajo se evalúa la calidad del proceso de fabricación de cepillo dental, que permita detectar las causas fundamentales que la afectan, desde la materia prima utilizada hasta el proceso productivo.
Materiales y métodos
Mediciones de satisfacción del cliente
Se tomaron en cuenta los resultados de evaluaciones de las encuestas realizadas a la población de la percepción de la calidad del producto y las quejas de clientes durante los últimos seis años. Estas se realizaron en diferentes escenarios: recorridos por las instalaciones de los clientes comercializadores, ferias de productos, cadenas de tiendas de todo el país, trabajadores y especialistas de la entidad y se aplicaron a personas que utilizan de forma estable el cepillo dental. Dentro de los aspectos evaluados se encuentran la durabilidad del cepillo dental, dificultades en el agarre y la imagen.
Se calcula el índice de satisfacción del cliente y se promedian los resultados de las encuestas por atributos, desechando cualquier resultado que diste mucho de la media.
Evaluación de las materias primas
Se realizó una evaluación de cada una de las materias primas utilizadas durante los últimos cinco años, con vistas a determinar las posibles desviaciones de los diferentes parámetros establecidos y el comportamiento de calidad de dichos parámetros en cada uno de los lotes recibidos. Se partió de los datos obtenidos en inspección de entrada por cada uno de los lotes de materias primas que se recepcionan en la entidad (punto 1 de la figura 1).
Monofilamentos: se utilizaron varios tipos de monofilamentos plásticos. Según el tipo de plásticos se clasifican en: Monofilamentos Poliamida (PA) 6, 6.6, 6.12; Monofilamentos Polipropileno (PP) y Monofilamentos Politereftalato de butileno (PBT). Se fabrican en diferentes diámetros o calibres que le confieren la dureza tales como suave, medio y duro, fundamentalmente. La calidad se evalúa por la norma NEL 107.02625-14:2013.8
Se analizaron los datos obtenidos por cada tipo de monofilamento utilizado en la fabricación del cepillo dental y por proveedores. Los métodos de ensayos realizados en inspección de entrada al monofilamento son: diámetro, uniformidad del diámetro, longitud del mazo, diámetro del mazo y porciento de recuperación del monofilamento. Estos datos pertenecen a todos los lotes de monofilamentos recibidos en el periodo de tiempo del año 2013-2017. Se procesaron los datos por proveedores, los cuales están aprobados y evaluados por los especialistas de la empresa Cepil.
Alambre plano: este se utiliza en el proceso de encerdado y es el que fija los mechones de monofilos a la base del cepillo dental. El alambre plano, fabricados para este uso puede poseer diferentes aleaciones, las más utilizadas para la fabricación del cepillo dental son Alpaca (CuNi12Zn24), Latón (CuZn37) y Aluminio (AlMg5), siempre y cuando esta aleación sea inoxidable, de manera que no desprenda material durante su uso. No debe poseer oxidación, presencia de contaminantes o deformaciones. Este alambre plano debe cumplir con las especificaciones de calidad establecidas en la NEL 107.02625-11:2013.9
Los parámetros de calidad analizados son espesor, uniformidad del espesor, ancho y uniformidad del ancho.
Bases plásticas de cepillo dental: Estas bases son elaboradas en la entidad o importadas. Deben estar correctamente moldeadas de forma tal que no existan problemas que afecten el proceso tecnológico ni la estética y calidad del producto final. Deben estar exentas de filos cortantes y punzantes y no deben tener deformaciones, rechupes o rebabas. Deben mantener estabilidad en las dimensiones, los agujeros premoldeados no deben estar tupidos, deformados o con corrimientos. Debe cumplir con requisitos higiénico - sanitarios y las materias primas que lo conforman deben ser atóxicas para evitar daños a la salud humana.
Las bases elaboradas en la propia entidad se fabrican principalmente con material plástico polipropileno (PP), mediante el proceso de moldeo por inyección. Son inspeccionadas durante el proceso productivo según establece la NEL 102.02625-06:2017 (10).
Por su parte, las bases importadas son las de mayor uso. Son inspeccionadas por cada lote que se recibe según la NEL 102.02625-06:2017.10
Para las bases elaboradas en la entidad se analizaron los datos como resultado de la inspección a proceso realizada por los técnicos en control de la calidad lo cual incluye masa del artículo, masa de la moldeada, largo, ancho y espesor. Para las bases importadas, se tiene en cuenta largo, ancho máximo, espesor de la cabeza y diámetro del orificio.
Cartón para blíster: Los cartones para blíster deben estar exentos de roturas, marcas de líneas de adherencia, arrugas, suciedades, rebabas en los cortes, errores en los textos, manchas o salpicaduras. Son inspeccionados según la NEL 102.02625-20:2004.11 Los parámetros de calidad medidos son largo, ancho, espesor y masa del cartón.
Lámina de PVC: Esta materia prima en conjunto con la anterior es utilizada para el envase individual del cepillo (Sistema Blíster-Cartón) para proteger el cepillo de deformaciones y contaminaciones. La lámina debe estar exenta de: contaminación y suciedades, huecos, arrugas, marcas o deformaciones, cambios de coloración, contracción del ancho, pérdida de propiedades mecánicas: rotura al doblez. Los parámetros verificados son ancho plano, uniformidad del ancho plano, espesor y uniformidad del espesor, según la NEL 102.02625-15:2004.12
Inspección al producto en el proceso
Se toman los valores del laboratorio en los últimos cinco años. Dichas inspecciones son realizadas por los técnicos en control de calidad, en los puntos de inspección 3, 4, 5 y 6 (Figura 1), establecidos en el plan de muestreo según establece el RTEL102.02625-02:2016.13 La NC 389:2005 14 establece los métodos de ensayo a realizar al producto cepillo dental.
Resultados
Esquema tecnológico
La figura 1 muestra el esquema del proceso tecnológico donde se especifican los principales puntos de control de la calidad, tanto de la materia prima, como del proceso de producción y producto final.

Encuestas de satisfacción del cliente
La figura 2 muestra el comportamiento del índice de satisfacción del cliente por atributos de la calidad del producto cepillo dental durante los últimos seis años.
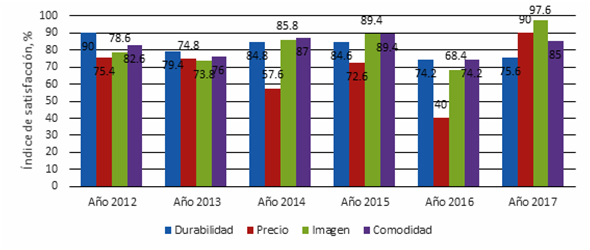
La tendencia del índice de satisfacción del cliente según las encuestas a la calidad del producto de los últimos seis años se encuentra aproximadamente en el 77 % de satisfacción. Los resultados muestran que el precio es el atributo de menor satisfacción, seguido de la durabilidad del producto, propiedad que define el tiempo de uso del cepillo dental. Este está directamente relacionado con la caída de la cerda, la deformación de la misma y la rotura del mango, entre otros factores.
La figura 3 muestra el comportamiento de las quejas de los clientes por defectos presentados en los últimos seis años. La durabilidad del cepillo es la queja de mayor incidencia (53%), la cual incluye las deformaciones (37%) y la caída de la cerda (16%), mientras que la dureza inadecuada del cepillo corresponde al 17% de las quejas.
Las quejas de la población por el precio están alrededor del 30%. No obstante, este es un factor que esta fuera del alcance de la empresa Cepil.

Evaluación de la calidad de la materia prima
Monofilamentos
La figura 4 muestra los resultados obtenidos mediante inspección de entrada al monofilamento en la medición del diámetro y uniformidad para dos proveedores diferentes en el PBT 0.18 mm,

Fig. 4 Comportamiento de las mediciones del diámetro y uniformidad del diámetro para el monofilo PBT 0,18 mm.
En la figura se aprecia que la mayoría de las mediciones están en el intervalo establecido por la norma (valor mínimo de 0,1656 mm y máximo de 0,1944 mm). Se destaca que el proveedor 2 presenta más valores de diámetros fuera de la norma, en su mayoría por debajo del límite inferior.
Para el caso de los monofilamentos PBT 0.20 mm, PBT 0.23 mm y PA 0,22 mm se aprecian resultados similares. La figura 5 muestra el análisis estadístico del diámetro y uniformidad del diámetro de los monofilos.

La figura 6 muestra los resultados del análisis estadístico de los resultados obtenidos de los métodos de ensayo Porciento de recuperación, Longitud y Diámetro del mazo para los monofilamentos PBT 0.18mm, 0.20 mm, 0.23 mm y PA 6.12 0.22mm, respectivamente.

Los ensayos del diámetro y uniformidad del diámetro poseen pocos puntos por fuera de los límites, a pesar de que el monofilamento PA 6.12, 0.22 mm se encuentra muy cerca del límite inferior, lo que puede provocar inestabilidades en el control del peso y por ende cepillos dentales con poco o mucho material, lo que a su vez trae la caída o rotura de la cerda respectivamente. En cuanto a la longitud y diámetro de los mazos estos están dentro de los límites establecidos. En algunas ocasiones el porciento de recuperación está por debajo del mínimo establecido, lo que provoca cepillos con monofilamentos deformados antes del tiempo mínimo de uso del producto terminado.
Alambre plano
Las figuras 7 a) y b) muestran el comportamiento de las mediciones del espesor y uniformidad del espesor, así como el ancho y la uniformidad del ancho para tres proveedores (P) diferentes durante los últimos cinco años.
Las inspecciones al alambre plano para cepillo dental durante su recepción no arrojan desviaciones respecto a la norma. Por tanto, esta materia prima se encuentra bajo control y no necesita de otros ensayos o inspecciones. Solo se observa un lote fuera de la norma para el caso de la uniformidad del ancho, siendo mayor al límite superior.

Bases plásticas
Bases plásticas fabricadas en la entidad: La figura 8 muestra los valores medios, mínimos y máximos de las propiedades de bases plásticas masa del artículo, masa de la moldeada, largo, ancho y espesor, resultados de la aplicación de los métodos de ensayos en inspección a proceso realizados a la base de cepillos dentales referencia 603 durante los años 2015, 2016 y 2017.
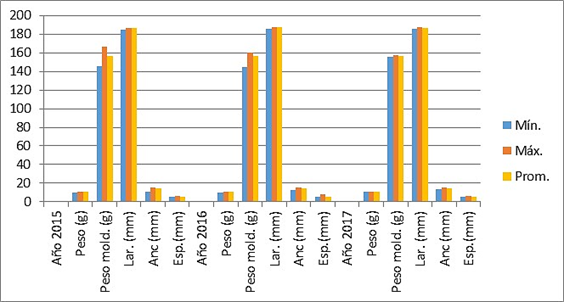
Una evaluación similar para las bases de cepillos dentales 625 y 626 permite identificar que los datos medios de los ensayos realizados se encuentran dentro de los rangos establecidos. En el caso de los datos mínimos y máximos de la masa del artículo y la moldeada están por fuera de lo establecido en la norma. Esto puede provocar fluctuaciones en la masa del producto terminado. Por otra parte, no se realiza el ensayo de resistencia a la rotura del mango, lo que puede incidir en la durabilidad del producto terminado.
Bases plásticas importadas
En la figura 9 se muestra el comportamiento estadístico del comportamiento del largo, ancho máximo, espesor de la cabeza y diámetro de los orificios, principales parámetros de las bases importadas.

De forma general, los métodos de ensayo ancho máximo y espesor de la cabeza de la base en ocasiones se encuentran por fuera de los límites establecidos. La fluctuación de estos parámetros provoca mal funcionamiento de los equipos encerdadores, ya que las bases no quedan colocadas de forma correcta y trae como consecuencia producciones defectuosas por rajaduras en la cabeza del cepillo dental, áncora visible, orificios sin encerdar, alambres visibles en la mota, descontrol de la masa de la mota, motas torcidas, entre otras.
El largo del mango y diámetro del orificio se encuentran bajo control y no se realizan ensayos de resistencia a la rotura del mango, lo que puede incidir en la durabilidad del producto terminado.
Cartón para blíster y láminas de PVC
Los estudios estadísticos del comportamiento de la calidad del cartón para blíster muestran que no existen desviaciones en los parámetros medidos, encontrándose siempre dentro los límites establecidos. Las láminas de PVC presentan un comportamiento similar, al no detectarse desviaciones en los parámetros medidos, encontrándose siempre dentro los límites establecidos.
Evaluación de la calidad del proceso cepillo dental
Inspección a proceso
La figura 10 muestra el comportamiento de los datos medios, mínimo y máximo de las mediciones realizadas al producto cepillo dental del peso de la mota, durante las inspecciones al proceso. Los datos pertenecen al periodo de tiempo de los años 2015-2017.
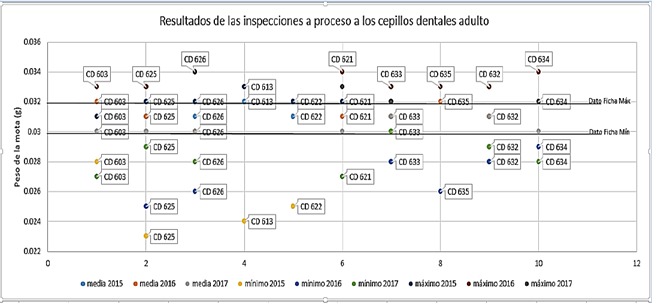
Fig. 10 Comportamiento de los datos medios, mínimo y máximo de las mediciones realizadas al producto cepillo dental adulto de la masa de la mota.
El ensayo de la masa del producto posee algunos datos por fuera de los límites establecidos en cepillos dentales adulto y niño. Esto puede traer como consecuencia cepillos con menor o mayor cantidad de material lo que trae como consecuencia la caída o corte del monofilamento durante el uso, según sea el caso. Esto posee relación directa con la desviación del calibre de la materia prima monofilamento anteriormente evaluada.
La variable altura de pelado se encuentra bajo control en el proceso productivo, ya que existen muy pocos datos que están por fuera de los rangos establecidos, mientras que no se aprecian desviaciones de la masa del áncora ya que todos los valores se encuentran dentro de los límites establecidos.
Inspección a la producción terminada
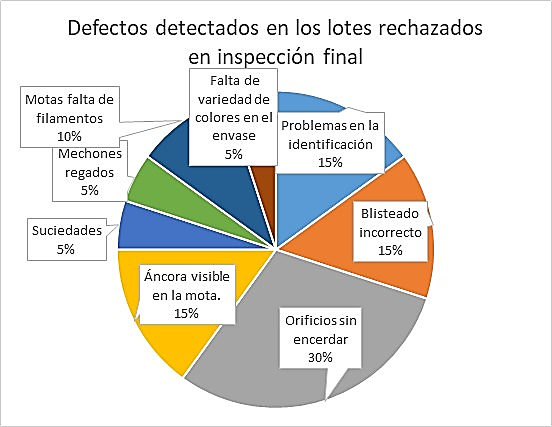
La figura 11 muestra el comportamiento de los lotes rechazados por defectos durante los años 2015-2017.
Existen algunas desviaciones en el ensayo masa de la mota realizado en inspección final, lo cual tiene congruencia con los ensayos en inspección a proceso. Por su parte, todos los ensayos realizados a la resistencia a la tracción del mechón se encuentran dentro del límite establecido.
Los defectos más frecuentes por lo que se rechazan lotes en inspección terminada son orificio sin encerdar (30%), blisteado incorrecto, ancora visibles en la mota y problemas de identificación con un 15%, seguidos de motas falta de filamentos (10%), mechones regados (5%), suciedades (5%), falta de variedad de colores en el envase (5 %).
Discusión y análisis de los resultados
El índice de satisfacción del cliente resulta bajo siendo la durabilidad del mismo uno de los principales criterios desfavorables. Las causas y motivos que lo provocan no siempre están asociados a problemas operacionales ni a la calidad de la materia prima.
En cuanto a las propiedades de los monofilamentos, tanto el diámetro de los mismos como la uniformidad del diámetro, presenta pocas desviaciones de la norma, para los diferentes proveedores, siendo el coeficiente de variación muy bajo. Esto demuestra que estas características no influyen en la calidad del cepillo dental.
En cuanto al alambre para asegurar los monofilos a la base del cepillo, sus propiedades están dentro de la norma de calidad especificadas, por lo que no constituye una causa de la baja durabilidad del cepillo. Por otra parte, la masa de las bases plásticas producidas en la fábrica presenta variaciones que se desvían de los niveles establecidos, lo que influye en la calidad de proceso de encerdado, afectando la cantidad de monofilamentos por orificio. En cuanto a las bases plásticas importadas, el ancho máximo y espesor de la cabeza, se presentan en ocasiones fuera de la norma establecida.
De forma general, existe un número de técnicas de laboratorios que deben implementarse en la fábrica con vistas a realizar una evaluación más profunda de los parámetros de calidad. Así, se lograría un aumento de la calidad del producto terminado, la disminución de productos no conformes, el cumplimiento de las normas internacionales, así como la mejora de la evaluación de las materias primas adquiridas y por ende aumento de la calidad de las mismas, con vistas a aumentar el índice de satisfacción del cliente.
Conclusiones
El índice de satisfacción de los clientes, a partir de los resultados de las encuestas, mostró un valor del 77 %, teniendo en segundo lugar la durabilidad del cepillo, basados en deformaciones y caídas de la cerda así como roturas del mango. La evaluación de la calidad de las materias primas durante el tiempo evaluado indicó que la calidad de las bases plásticas importadas influyó en la durabilidad de los cepillos dentales. La evaluación del proceso arroja ausencia de medición de parámetros claves en la calidad del producto terminado y su buen comportamiento durante el uso.

