










 Servicios personalizados
Servicios personalizados Español (pdf)
Español (pdf)
 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
 Enviar articulo por email
Enviar articulo por email Citado por SciELO
Citado por SciELO  Similares en
SciELO
Similares en
SciELO 
 Permalink
PermalinkIntroducción
Los procesos que se llevan a cabo en la industria de procesos lácteos son muy variados, tanto como los productos lácteos presentes en el mercado y la contaminación generada es muy específica de acuerdo al tipo de producto. Los principales aspectos medioambientales están relacionados con el elevado consumo de agua y la generación de residuales líquidos ricos en moléculas y alimentos orgánicos biodegradables, que generalmente contienen también alta concentración de grasa y proteínas con bajo coeficiente de biodegrabilidad, y otros productos químicos utilizados en la limpieza de aparatos, máquinas y salas de tratamiento como ácidos, álcalis, detergentes y desinfectantes. La descarga de éstos, sin previo tratamiento a un curso de agua superficial, se traducirá inevitablemente en un gran impacto ambiental, dependiendo de la carga contaminante y del caudal del cuerpo receptor. 3,4,8,10
Una de las tecnologías utilizadas actualmente para la remoción de los contaminantes es la electrocoagulación, es un tratamiento electroquímico por medio del cual se desestabilizan contaminantes suspendidos, emulsificados o disueltos en un medio acuoso, induciendo corriente eléctrica en el agua a través de placas metálicas paralelas, que constituyen los ánodos y cátodos, electrodos consumibles generalmente de hierro o aluminio, por los cuales fluye la corriente necesaria. Este sistema demuestra que maneja una gran variedad de aguas de desecho de diferentes industrias, tales como: galvanoplastia y electroplateado metálico, metalurgia, fertilizante, alimentaria, producción de cromo, curtiembres, y las refinerías; en el tratamiento de las aguas residuales domésticas, de lavanderías, tintorerías, y en la remoción de materia orgánica, turbiedad y color. 2,5,6,16,17,18
La electrocoagulación consta de las siguientes etapas:
1) Reacciones electrolíticas en la superficie de los electrodos (oxidación del ánodo).
2) Formación de coagulantes en la fase acuosa.
3) Desestabilización y/o adsorción de los contaminantes sobre los coagulantes (coagulación)
4) Agregación de las partículas desestabilizadas y formación de flóculos. (Floculación).
5) Remoción del material contaminante por medio de flotación o sedimentación.
El mecanismo de desestabilización de los contaminantes, sean coloides o material suspendido, se resume en los siguientes pasos: compresión de la capa difusa debido a las interacciones con los iones generados por la oxidación del electrodo (ánodo), y neutralización de la carga de las especies presentes en la solución a tratar por la presencia de iones de carga contraria generados en el ánodo. Con ello, se disminuyen las fuerzas repulsivas de las partículas, dando lugar a que las fuerzas de atracción de Van der Walls predominen y como resultado, la coagulación. Por último, el flóculo se forma como resultado de la coagulación lo que conlleva a la formación del lodo resultante. 5,6,11,12,16
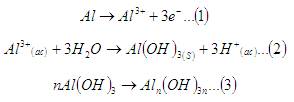
Las reacciones químicas que se llevan a cabo en el ánodo y en el cátodo con electrodo de aluminio son las siguientes:
En el ánodo en medio ácido:
En el ánodo en medio alcalino:

En el cátodo, en medio ácido en presencia de O2:

Si el medio fuera neutro o alcalino, la reacción catódica sería:

Los iones  en combinación con los iones
en combinación con los iones  reaccionan para formar algunas especies monoméricas como
reaccionan para formar algunas especies monoméricas como  y otras poliméricas, tales como
y otras poliméricas, tales como  y
y  que por procesos de precipitación forman el
que por procesos de precipitación forman el  como se muestra en la reacción (2). El hidróxido de aluminio es una sustancia amorfa de carácter gelatinoso, que expone una gran área superficial con propiedades adsorbentes y que es propicia para los procesos de adsorción y atracción de las partículas contaminantes. (1, 11, 13, 16)
como se muestra en la reacción (2). El hidróxido de aluminio es una sustancia amorfa de carácter gelatinoso, que expone una gran área superficial con propiedades adsorbentes y que es propicia para los procesos de adsorción y atracción de las partículas contaminantes. (1, 11, 13, 16)
Entre los factores fundamentales que intervienen en el proceso de electrocoagulación son: densidad de corriente, pH, tiempo de electrólisis y material del electrodo; también se consideran la conductividad del residual, forma, arreglo y separación de los electrodos, así como la temperatura. Para la remoción de DQO se reporta en la literatura el uso de electrodos de cobre (Cu), aluminio (Al), hierro (Fe) y acero al carbono, los cuales tributan una remoción entre un 70 y 98 % a las condiciones de operación siguientes: separación entre electrodos inferior o igual a 10 mm, pH alcalino y densidad de corriente entre 7 y 14 mA/cm2. (10, 11, 12)
Este trabajo tuvo como objetivo evaluar el efecto de la electrocoagulación en el tratamiento del agua residual de la fábrica de helados de Mayarí, Holguín, Cuba.
Materiales y métodos
Se utilizó una celda electroquímica a escala de laboratorio, constituida por un reactor intermitente de vidrio de geometría cilíndrica, 96 mm de diámetro y 118 mm de profundidad, para una capacidad útil de residual de 500 mL, equipada con dos electrodos planos de aluminio dispuestos verticalmente, en paralelo y separados 10 mm, sumergidos 57 mm en la suspensión residual. (7, 14, 15)
El material usado como electrodo de trabajo fue aluminio con la siguiente composición química: 93,55 % Al; 1,5 % Mg; 0,6 % Mn; 4,35% Cu. Las dimensiones totales son de 140 mm de largo, 40 mm de ancho y 2 mm de espesor, con un área total de 5,6·10-3 m2 y área efectiva de 4,6·10-3 m2.
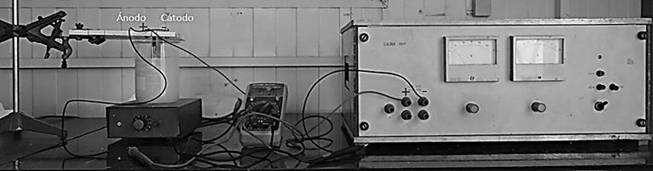
Para el suministro de energía al sistema se utilizó una fuente de corriente directa, en la cual se podía regular intensidad de corriente y voltaje aplicado. El borne positivo de la fuente se conectó directamente al electrodo (ánodo) y el borne negativo al multímetro y de este al cátodo. Ver figura 1.
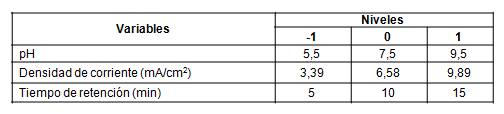
Para precisar la influencia del pH, la densidad de corriente y el tiempo de electrólisis más adecuado en el proceso de electrocoagulación se empleó el diseño de experimentos factorial 2k-1 con cuatro réplicas. El procesamiento de los resultados experimentales se realizó mediante el programa STAGRAPHICS Plus 5.1.
Las variables independientes consideradas (tabla 1) fueron el pH, la densidad de corriente y el tiempo y las variables respuestas fueron DQO, conductividad, turbidez y remoción de color. (2, 13)
Luego de la electrocoagulación, la muestra se procesó de la manera siguiente: sedimentación por más de 120 min para separar el líquido claro del material orgánico; centrifugación utilizando 4 tubos de ensayos de 100 mL de capacidad durante 20 min a 1700 rpm; y filtración de una alícuota de 100 mL del líquido electrocoagulado y centrifugado, utilizando papel de filtro de análisis cuantitativo y asbesto como lecho filtrante. El lecho filtrante se preparó un crisol, este se llevó a una estufa para secar a 105 ºC durante 45 minutos y luego se almacenó en una desecadora para utilizarse en la filtración.
Para realizar las determinaciones químico - físicas, se utilizaron equipos tales como: turbidímetro, centrífuga, fuente de corriente directa, con un rango de voltaje entre 0,01 y 30 V y amperaje máximo 10 A; conductímetro, pH metro; espectrofotómetro espectrofotómetros .
El análisis técnico-económico para la electrocoagulación se realizó a las mejores condiciones de operación determinadas por el diseño de experimentos, aplicando el procedimiento de cálculo que se describe a continuación. (12, 17, 18)
El consumo de energía eléctrica se calcula por la ecuación (8)

Dónde: I intensidad de corriente (A); U voltaje (V); t tiempo de electrocoagulación (min); C en consumo de energía (kW-h).
La masa de metal disuelto se determina por la ley de Faraday (9)
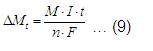
Donde:  cantidad teórica de metal que se disuelve de acuerdo a la Ley de Faraday (g); M peso molecular del material de electrodo (para el aluminio 26,98 g·mol-1); n número de electrones, para aluminio (n=3); F constante de Faraday (96487 c·mol-1), y se cumple que 1 c = 1 A·s
cantidad teórica de metal que se disuelve de acuerdo a la Ley de Faraday (g); M peso molecular del material de electrodo (para el aluminio 26,98 g·mol-1); n número de electrones, para aluminio (n=3); F constante de Faraday (96487 c·mol-1), y se cumple que 1 c = 1 A·s
La eficiencia de la corriente la corriente es el cociente entre la masa de electrodo disuelta experimental y la calculada por la Ley de Faraday (10)
Donde:  eficiencia de la corriente (%);
eficiencia de la corriente (%);  pérdida de peso experimental de los electrodos durante el proceso de electrocoagulación (g)
pérdida de peso experimental de los electrodos durante el proceso de electrocoagulación (g)
El consumo específico de energía eléctrica (See, kW·h/g de metal) se calcula por (11) y el costo de operación por (12).
Dónde: Cop costo de operación por kg de sólido removido ($/kg); a costo de la energía eléctrica ($/kW·h): 0,090; b costo del electrodo (Me, $/kg). Para Al: 1,445 $/kg; c costo del reactivo para regular pH ($/kg); c en consumo de energía (kW·h); c reac consumo de reactivos (kg).
Resultados y análisis de resultados
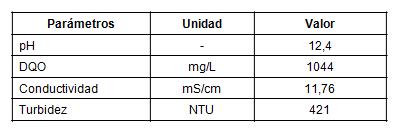
En la tabla 2 se presentan los resultados de análisis químico realizado al residual líquido, se aprecia que los límites permisible de DQO < 700 mg O2/L y pH >9 se encuentran fuera de rango según la norma Norma Cubana NC 27:2012. (9)
Efecto de la electrocoagulación sobre la DQO
El procesamiento estadístico para la variable respuesta DQO, empleando el software Statgraphics Plus 5.1 se muestra en la figura 2. Para las condiciones en que se desarrollaron los experimentos, la mayor influencia sobre la respuesta DQO corresponde a la variable pH, luego la intensidad de corriente y la interacción densidad de corriente-pH.
Todas las variables e interacciones significativas son inversamente proporcionales a la variable respuesta, provocando una disminución de la DQO. Para la interacción densidad de corriente-pH el valor probable es mucho mayor que 0,05, indicando que son significativamente diferentes de cero al nivel de confianza de 95 %.
En el gráfico de interacciones de la figura 2b se evidencia que a pH y densidad de corriente en los niveles superiores se obtiene el inferior valor de DQO.

Fig. 2 Efecto de la electrocoagulación sobre la DQO del residual lácteo a) Diagrama de Pareto estandarizado b) Gráfico de Interacciones c) Gráfico de Contorno para 15 min.
Los diagramas de contorno ofrecen los valores de la variable independiente con independencia del tiempo de electrocoagulación, esta variable no tuvo significación estadística. La figura 2c muestra que para los niveles altos de pH=9,5 y de densidad de corriente i=9,89 mA/cm2, a un tiempo de electrólisis igual a 15 min (nivel inferior), se alcanza el menor valor de DQO igual a 30 mg O2/L, para un porciento de remoción de un 97 %.
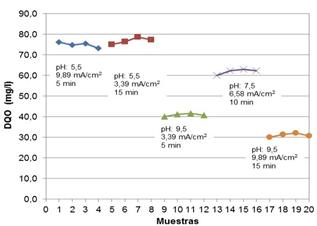
La figura 3 refleja el efecto de la electrocoagulación sobre la demanda química de oxígeno en el residual líquido. Se aprecia que la misma alcanzó valores inferiores a 80 mg O2 /L, lográndose eficiencia de remoción para todos los casos superior al 93 %. Este valor máximo de DQO, cumple con los requerimientos para el vertimiento en alcantarillado, como refiere la Norma Cubana NC 27:2012, cuyo valor admisible es menor que 700 mg/L.
El porciento de remoción logrado, es semejante al que obtuvo González (2008) aplicando como floculante sulfato de aluminio al residual en el Lácteo de Santiago de Cuba. En todo el intervalo de pH se alcanzó porciento de remoción de la DQO superior al 85 %, para un máximo de 88 %. 5
Efecto de la electrocoagulación sobre la conductividad
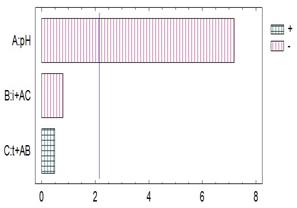
Se obtuvo a través del Statgraphic 5.1 el diagrama de Pareto de los efectos estandarizados de la conductividad, como se ilustra en la figura 4. Se aprecia que la variable pH ejerció un efecto estadísticamente significativo, con una interacción inversamente proporcional, al incrementar el pH, disminuye la conductividad. La densidad de corriente, el tiempo de electrocoagulación y las interacciones, obtuvieron un “valor probable” superior a 0,05, indicando que no fueron significativos sobre la remoción de la conductividad.
En la figura 5 se muestra el efecto de la electrocoagulación sobre la conductividad del residual lácteo. Los resultados experimentales se agruparon según los valores de las variables independientes utilizadas en las experiencias.
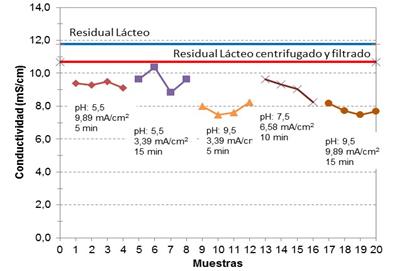
Puede apreciarse que el residual lácteo tuvo una conductividad de 11,86 mS/cm, este valor disminuyó al realizar el tratamiento de centrifugación y filtración a 10,7 mS/cm; pero al aplicar la electrocoagulación, se aprecia que se logró reducir aún más la conductividad.
Estos resultados indican que la electrocoagulación, como operación previa a la centrifugación y filtración es efectiva al disminuir concentración de iones en el residual a un pH básico igual a 9,5.
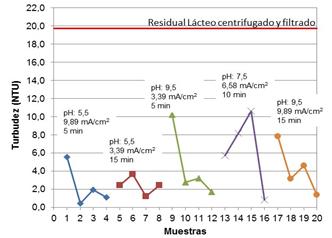
Efecto de la electrocoagulación sobre la turbidezUna variación del pH de 5,5 a 9,5, densidad de corriente de 3,39 a 9,89 mA/cm2 en un tiempo de 5 a 15 min, así como sus interacciones, no ejercieron un efecto estadísticamente significativo sobre la turbidez (figura 6) lo que se debe al efecto de varios factores tales como: el rango de las variables independientes, a la dispersión de los valores de la turbidez obtenida y que estos fueron tan bajos e inferior a 10 NTU para todos los casos del diseño. Sin embargo, el proceso de electrocoagulación ayudó a reducir la turbidez de las muestras luego de la centrifugación y la sedimentación (figura 7).
En la figura 7 se muestra el efecto de la electrocoagulación sobre la turbidez del residual lácteo, la cual inicialmente fue de 421 NTU, este valor disminuyó al realizar el tratamiento de centrifugación y filtración a 19,7 NTU.
Al aplicar la electrocoagulación a las diferentes muestras y condiciones experimentales de las variables independientes, se aprecia que se logró reducir a valores entre 0,8 y 10 NTU, para un porciento de remoción superior al 49 % con respecto a las muestras sin electrocoagular. En la figura 8 se puede apreciar la espuma y los flóculos formados.
De esta forma se puede aseverar que la electrocoagulación es eficaz para reducir la materia coloidal y las partículas en suspensión, las cuales propician la adhesión de metales pesados y muchos otros compuestos tóxicos, mejorando las propiedades ópticas como la claridad u opacidad y de esta forma, la calidad del agua.

Efecto de la electrocoagulación sobre la remoción de color
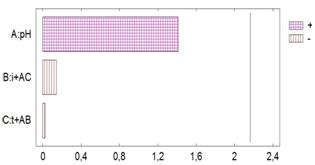
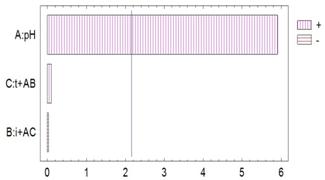
Se obtuvo el diagrama de Pareto de los efectos estandarizados, como se ilustra en la figura 9 y se aprecia que la variable estadísticamente significativa fue el pH; no así la densidad de corriente, el tiempo de electrocoagulación y las interacciones, con un “valor probable” superior a 0,05 para un 95 % del nivel de confianza.
El efecto de la electrocoagulación sobre la remoción de color del residual lácteo se muestra en la figura 10.
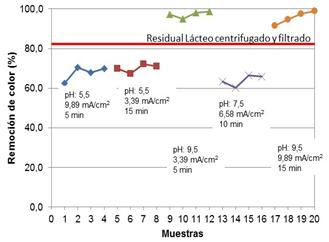
Se puede apreciar que el residual tras la centrifugación y filtración tuvo un porciento de remoción de 82,3 %; pero al aplicar la electrocoagulación, se logró elevar la misma en el rango de 92 % a 99 % para una diferencia entre un 10 y 17 %, con independencia de la densidad de corriente y tiempo de retención, a un pH básico. Sin embargo, a pH ácido, la remoción de color fue inferior que la muestra centrifugada y filtrada (sin electrocoagular) debido a que el residual posee un pH = 12,8, con carácter básico favorable para la remoción de color, indicando el efecto positivo del pH.
Se debe señalar que la densidad de corriente reduce la DQO, turbidez, conductividad y remoción de color, en correspondencia con la ley de Faraday que rige el proceso de electrocoagulación y describe la relación entre la densidad de corriente y la cantidad de iones aportados a la solución, lo cual aumenta la cantidad de aluminio disuelto, y permite una coagulación más rápida y eficaz. La cantidad de sustancias formadas en un electrodo es proporcional a la cantidad de cargas que pasan a través del sistema, y el número total de moles de sustancia formada en el electrodo se relaciona estequiométricamente con la cantidad de electricidad que circula en el sistema, lo que conlleva al aumento de la producción de flóculos y a la velocidad de reacción. Otro fenómeno que contribuye al aumento de la transferencia de carga es la no deposición de material orgánico en el cátodo, ya que ejerce una resistencia al paso de la corriente entre electrodos. Esto se debe a que en la electrólisis del agua se genera H2, el cual al burbujear provoca el arrastre de partículas en el cátodo y en la celda, permitiendo la flotación de éstas. 3,12,13,15
Consumo de energía y costo de operación
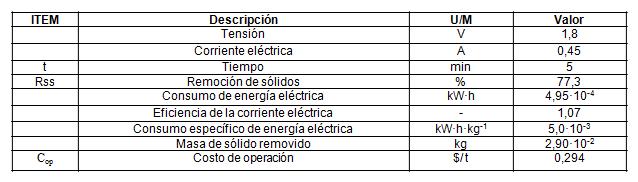
En la tabla 3 se muestra el estimado del costo de operación con valor de 0,294 $ / t de sólido removido y el consumo de energía eléctrica de 2,25·10-5 kW-h.
Conclusiones
El mejor valor factible técnica y económicamente de la densidad de la corriente para el proceso de electrocoagulación del residual lácteo es de i= 3,39 mA/cm2 y representó un consumo de energía eléctrica de 2,25·10-5 kW-h y costo de 0,294 $ /t.
El tiempo de electrólisis que permite obtener una mayor eficiencia en el proceso de electrocoagulación para una densidad de corriente de 3,39 mA/cm2, y pH=9,5 es de 5 min.
El pH de la solución electrolítica que permite obtener un mayor por ciento de remoción de color, menor turbidez y conductividad en el proceso de electrocoagulación para una densidad de corriente de 3,39 mA/cm2 y un tiempo de 5 min es de 9,5.
La calidad del agua residual electrocoagulada, centrifugada y filtrada tuvo una DQO de 30 mg/L, conductividad de 7,8 mS/cm, turbidez menor o igual a 10 NTU y remoción de color de 97 %, en conformidad con la Norma Cubana NC 27:2012 de vertimiento a alcantarillado.
Nomenclatura
 : Costo de la energía eléctrica ($/kW·h): 0,090
: Costo de la energía eléctrica ($/kW·h): 0,090
 : Costo del electrodo (Me, $/kg). Para Al: 1,445 $/kg
: Costo del electrodo (Me, $/kg). Para Al: 1,445 $/kg
 : Costo del reactivo para regular pH ($/kg)
: Costo del reactivo para regular pH ($/kg)
 : Consumo de energía (kW·h)
: Consumo de energía (kW·h)
 : Costo de operación por kg de sólido removido ($/kg)
: Costo de operación por kg de sólido removido ($/kg)
 : Consumo de reactivos (kg)
: Consumo de reactivos (kg)
DBO5: Demanda Bioquímica de Oxígeno
DQO: Demanda Química de Oxígeno
 : Constante de Faraday (96487 c·mol-1) 1 c = 1 A·s
: Constante de Faraday (96487 c·mol-1) 1 c = 1 A·s
i: Densidad de corriente (mA/cm2)
 : Intensidad de corriente (A)
: Intensidad de corriente (A)
 : Número de electrones, para Fe (n=2) y aluminio (n=3)
: Número de electrones, para Fe (n=2) y aluminio (n=3)
 : Peso molecular del material de electrodo (g·mol-1). Para el [Fe] = 55,85 g·mol-1 y [Al] = 26,98 g·mol-1.
: Peso molecular del material de electrodo (g·mol-1). Para el [Fe] = 55,85 g·mol-1 y [Al] = 26,98 g·mol-1.
pH: Indicador ácido - base
 : Consumo específico de energía eléctrica (kW·h/g de metal)
: Consumo específico de energía eléctrica (kW·h/g de metal)
 : Tiempo de electrocoagulación (min)
: Tiempo de electrocoagulación (min)
 : Voltaje (V)
: Voltaje (V)
%R: Por ciento de remoción de color (%)
 : Cantidad teórica de metal que se disuelve de acuerdo a la Ley de Faraday (g)
: Cantidad teórica de metal que se disuelve de acuerdo a la Ley de Faraday (g)
 : Pérdida de peso experimental de los electrodos durante el proceso de electrocoagulación (g)
: Pérdida de peso experimental de los electrodos durante el proceso de electrocoagulación (g)
 : Eficiencia de la corriente (%)
: Eficiencia de la corriente (%)

