










 Servicios personalizados
Servicios personalizados Español (pdf)
Español (pdf)
 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
 Enviar articulo por email
Enviar articulo por email Citado por SciELO
Citado por SciELO  Similares en
SciELO
Similares en
SciELO 
 Permalink
PermalinkIntroducción
Desde hace varios años existen evidencias acerca de los efectos beneficiosos sobre la salud del hombre de los productos lácteos fermentados y de las bacterias seleccionadas para su elaboración, de allí numerosas culturas han adoptado el consumo de éstos como parte de su dieta diaria. Por otra parte, el éxito de los productos lácteos se debe a sus cualidades organolépticas, de hecho, son alimentos agradables de comer por su frescura, sabor, consistencia y ayudan a combatir la intolerancia a la lactosa, siendo el más conocido de ellos el yogurt.
El desarrollo tecnológico ha dado origen a la aparición de una gran variedad de productos lácteos fermentados derivados del yogurt con gran demanda por parte de los consumidores y que, a través de sus distintas presentaciones, proporcionan suficientes beneficios para el hombre.
La calidad de un producto puede definirse en función de un gran número de criterios, incluyendo, sus características físicas, químicas, microbiológicas, nutricionales o, simplemente, su aceptación por los consumidores.1 Como resultado de ello, la calidad puede juzgarse mediante distintas pruebas de diferente grado de objetividad, las cuales pueden ser utilizadas para garantizar que el producto:
Es apto para el consumo humano y cumple las especificaciones legales fijadas por las autoridades sanitarias;
Es capaz de conservar sus características sin alterarse durante un período de tiempo determinado;
Presenta los caracteres organolépticos óptimos que pueden lograrse sin alterar las condiciones normales de fabricación.
El control de estos puntos exige lógicamente un riguroso examen laboratorial del producto comercial, pero es esencial tener presente que la calidad del mismo depende de las materias primas empleadas y, por lo que respecta la higiene, de la limpieza de la planta de fabricación. Esta diversidad de factores hace que el control de calidad deba ser considerado como un amplio concepto que, por otra parte, precisa una constante atención.1
La calidad de un producto alimenticio se mide por medio de muchos factores como el cumplimiento de requisitos exigidos por la autoridad sanitaria, el tiempo de duración del producto final y la aceptación por parte de los consumidores. Es por ello que la evaluación de parámetros de calidad para una bebida láctea fermentada con gel de Aloe frutado, permite conocer el cumplimiento de éstos factores, a fin de obtener un producto de características organolépticas, fisicoquímicas y microbiológicas aceptables que pueda competir dentro del mercado de los productos naturales, contribuyendo así a la diversificación de los productos de origen lácteo desarrollados en la región.
Materiales y métodos
Para la realización del trabajo experimental las condiciones se verificaron en sucesivas repeticiones a escala de laboratorio, en ocho corridas del proceso partiendo del proceso tecnológico para la elaboración de yogurt, así como del procesamiento de gel de aloe y luego su posterior caracterización mediante normas estandarizadas.
En el proceso de elaboración de bebidas lácteas fermentadas se parte de un proceso tecnológico para elaborar yogurt firme y bebidas lácteas fermentadas, 4 estableciendo las condiciones mediante la visita a plantas procesadoras de productos lácteos a nivel industrial y a personal especializado en industrias lácteas con la finalidad de tener información adecuada sobre los fermentos utilizados para tal fin, así como de las proporciones utilizadas para su elaboración y mezclado.
Para la obtención del gel de sábila se realizó el procedimiento siguiente: corte de las pencas con cutícula, lavado de las pencas seleccionadas con agua clorada, cortado de la cutícula y escurrimiento del acíbar, fileteado, lavado de los cristales, homogenización, filtrado, preservación.3
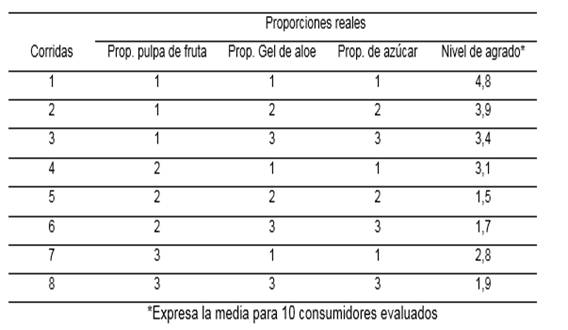
Con dicha materia prima se elaboró gel de Aloe frutado, evaluando diferentes proporciones de gel de aloe, de pulpa de fruta natural y de edulcorante (azúcar refinada) en las proporciones: 1: 1: 1; 1: 2: 2; 1: 3: 3; 2: 1: 1; 2: 2: 2; 2: 3: 3, 3: 1: 1; 3: 2: 2; 3: 3: 3.
El procedimiento utilizado para elaborar bebidas lácteas fermentadas con gel de Aloe frutado se resume en la figura 1:
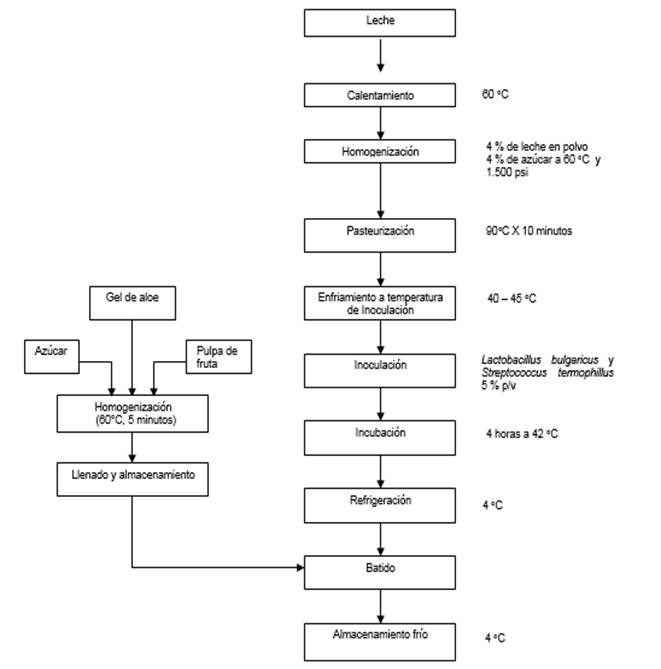
Se pueden observar todas las etapas y las condiciones más importantes para la elaboración de este producto, todas ellas obedecen a la necesidad de promover respuestas que influyen en la aceptabilidad del producto final, evidenciada en la valoración por jueces no entrenados.
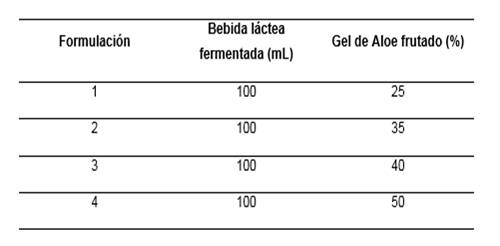
Para la elaboración del producto final se emplean 4 formulaciones, teniendo como base 100 mL de bebida láctea fermentada (yogurt líquido), mezclado con diferentes proporciones de gel de Aloe frutado, tal como se muestra en la tabla 1.
Caracterización fisicoquímica y microbiológica de la leche
La caracterización se realizó según la normativa venezolana (Normas COVENIN). Se determinó el pH, 5 densidad, 6 acidez titulable, 7 coliformes totales.8
Caracterización fisicoquímica y microbiológica del gel de Aloe
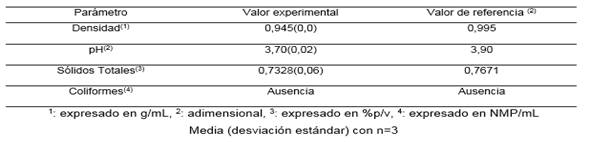
La caracterización se realizó según la normativa venezolana (Normas COVENIN). Se determinó el pH, 5 densidad, 6 sólidos totales, 9 coliformes totales.8
Caracterización fisicoquímica y microbiológica de la bebida láctea fermentada con gel de Aloe
La caracterización se realizó según la normativa venezolana (Normas COVENIN). Se determinó el pH, 5 grasa, 10 acidez titulable, 7 sólidos no grasos, 11 coliformes totales, 8 levaduras.12
Evaluación sensorial
Se realizaron pruebas de aceptabilidad tanto para el gel de aloe formulado como para la mejor formulación para bebida láctea fermentada obtenida, con una escala verbal hedónica de cinco puntos 1: me disgusta mucho, 2: me disgusta poco, 3: no me gusta ni me disgusta, 4: me gusta poco y 5: me gusta mucho. (13) Se emplearon 10 jueces no entrenados.
Resultados y discusión
Como resultado de ensayos continuos a escala de laboratorio se determinaron las etapas para la elaboración de una bebida láctea fermentada con gel de Aloe frutado. El resultado de utilizar el esquema tecnológico para este producto se describe a continuación:
Tratamiento previo de la leche: en esta etapa la leche cruda tiene que ser sometida a una serie de pruebas con la finalidad de asegurar la calidad fisicoquímica y microbiológica de la misma. El aseguramiento está referido a parámetros como: densidad, pH, acidez, grasa, pruebas de alcohol, reductasa, presencia de coliformes totales y fecales, entre otros. Una vez conocida la calidad de la leche, ésta es almacenada en tanques refrigerados o cántaras a 4 ºC, que es la temperatura de almacenamiento de los productos lácteos para evitar cambios significativos de los mismos.
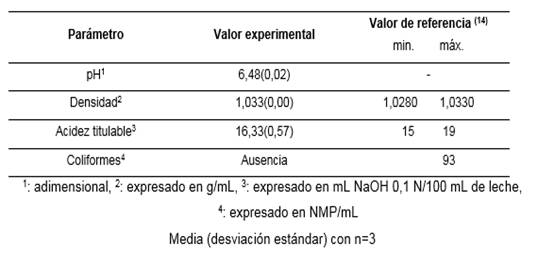
En la tabla 2 se muestran los resultados obtenidos en la leche cruda estudiada, los mismos se compararon con respecto a los señalados por la norma y se encuentran dentro de los parámetros fisicoquímicos exigidos por la misma.
Homogenización: la leche cruda es calentada hasta alcanzar 60 ºC, temperatura ideal para agregar los sólidos; a dicha temperatura se reduce sensiblemente el tamaño de los glóbulos grasos e incluso, parte de las micelas proteicas, logrando una mezcla homogénea. A nivel de grandes industrias se hace discurrir la leche bajo una presión elevada (1,500 psi) a 60 ºC, por segmentos u orificios muy estrechos que hacen que disminuya de manera progresiva el diámetro de las partículas, así se retrasa la coalescencia, lo que aumenta la estabilidad del producto, por tanto, la leche no forma nata, adquiere un grado de blancura y mejora su consistencia. A nivel semi industrial y a escala de laboratorio este proceso se realiza en tanques mezcladores con tiempo de homogenización de 4 a 6 minutos a esa temperatura mencionada. La cantidad de sólidos que se adiciona se establece de 3 a 4 %, puede ser leche en polvo y azúcar, obteniendo así un producto de consistencia deseada.
Pasteurización: una vez realizada la homogenización, la leche mantenida a 60 ºC es sometida a un calentamiento hasta 90 ºC por 10 minutos en tanques de acero inoxidable tipo tina de doble camisa, calentados mediante vapor de agua, procedimiento que corresponde a una pasteurización alta.
Las leches destinadas para elaboración de yogurt son sometidas a pasteurización para que la temperatura ayude a formar un complejo donde las proteínas del suero se hacen solubles y la κ-caseína (proteína de la leche) va a reaccionar con las proteínas del suero, la β-lactoglobulina y α-inmunoglobulina, conformando un tramado responsable del cuerpo del coágulo que llamamos yogurt; también en el proceso se ayuda a la reabsorción del suero. Por otra parte, la temperatura alta logra la erradicación por completo de bacterias que puedan competir con las bacterias lácticas, también destruye ciertas enzimas que, al atacar las gotas lipídicas causan enranciamiento. También se elimina O2 creando condiciones adecuadas para el desarrollo del Lactobacilus bulgaricus, y como efecto importante con relación a la fabricación de yogurt, se produce un mejoramiento del medio nutritivo para las bacterias del yogurt a través de la alteración de las proteínas de la leche.15
Inoculación: como parte de la pasteurización, se baja bruscamente la temperatura hasta 40 - 45 ºC, temperatura a la cual se agregan los cultivos fermentados a la leche reconstituida en una proporción de 2 a 5 % sobre la base del volumen de leche. Esta inoculación se realiza adicionando un producto madre elaborado con cultivos puros de fermentos lácticos concentrados para siembra directa en leche.
Es muy importante la inoculación con Lactobacillus bulgaricus y Streptococus termophillus, en una relación que permita obtener el mejor efecto sinergista entre ambos microorganismos durante la incubación. También es importante el mezclado para distribuir el cultivo homogéneamente en la leche y conseguir una coagulación simultánea, evitando una consistencia granulosa.16 El pH del producto madre para la inoculación utilizado en la elaboración de yogurt fue de 4,34.
Incubación: esta etapa tiene por objeto proporcionar las condiciones de temperatura y tiempo para que se desarrolle óptimamente el cultivo inoculado responsable de la fermentación láctica y formación de compuestos responsables del sabor y aroma del yogurt.17 Las condiciones de almacenamiento de la leche inoculada es en tanques cerrados a 42 ºC durante 4 h, así las bacterias lácticas se reproducen y realizan el proceso de fermentación.
Durante la incubación suceden una seria de reacciones químicas inducidas por las bacterias inoculadas, los productos de las mismas imprimen las características organolépticas del yogurt.
Enfriamiento: tras la formación del coágulo, el producto es enfriado rápidamente a 4 ºC con el objeto de detener la acidificación que produciría la retracción de la cuajada y la separación del suero. A esta temperatura se desarrolla principalmente el aroma, por lo cual es importante la cadena de refrigeración a lo largo del proceso de elaboración del yogurt ya que, a una temperatura de almacenamiento adecuada, el producto se mantiene inalterado y el tiempo de duración es mayor.
Incorporación del gel de aloe frutado: en los ensayos se procesaron cargas promedio de 5,775 kg de pencas, obteniendo una cantidad de 2,560 l de gel de aloe sin preservar. Las características del gel se presentan en la tabla 3.
La valoración organoléptica (tabla 4) arrojó la mayor aceptación para la proporción 1: 1: 1. La elaboración del gel frutado se realizó mezclando en caliente los tres componentes, a 60 ºC por 5 min, para evitar la desnaturalización de los componentes activos del gel de zábila y la pulpa de fruta. Una vez elaborado el gel de Aloe frutado, se mezcló con yogurt líquido en diferentes proporciones a fin de conocer la aceptación del producto y los valores de pH para conocer su acidez.
Una vez elaborado y refrigerado el gel de aloe frutado mantiene sus propiedades durante 30 días sin la adición de preservantes. Para frutar el gel de Aloe se utilizó pulpa de fresa, la cual tiene en su composición ácidos que contribuyen a la preservación del gel, así como buen sabor, agradable aroma y buen aporte nutritivo.
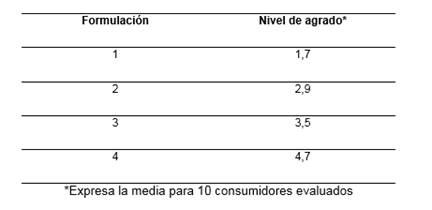
En base a lo reportado en la tabla 5 se selecciona la formulación 4 (100 gramos de bebida láctea con 50 % de gel de Aloe frutado), de acuerdo al mayor nivel de agrado por parte de los jueces no entrenados y la misma es sometida a los ensayos de laboratorio que amerita la norma, ver tabla 6.
Tabla 6 Parámetros fisicoquímicos y microbiológicos para una bebida láctea fermentada con gel de aloe frutado 18
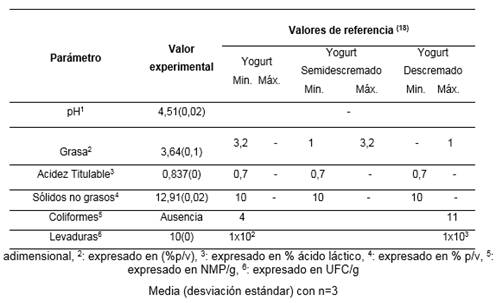
Al comparar los resultados obtenidos con la norma utilizada para caracterizar el producto, se puede observar que la bebida láctea fermentada cumple con la normativa vigente para yogurt y al comparar el porcentaje de grasa obtenido se puede deducir que corresponde a una bebida láctea tipo yogurt entero. El producto es apto para el consumo humano.
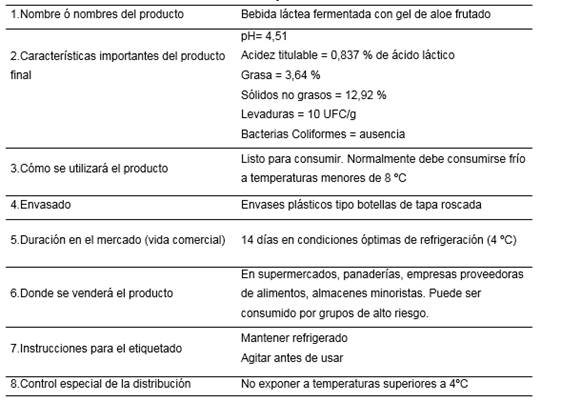
Producto final. Carta descriptiva
Conforme al proceso realizado y a las características determinadas por análisis físico-químicos y microbiológicos, el producto puede ser descrito tal como se muestra en la tabla 7.
Conclusiones
1. El proceso de elaboración de una bebida láctea fermentada con gel de Aloe frutado posee etapas las cuales son: recepción de leche, calentamiento, homogenización, pasteurización, inoculación, incubación, incorporación de gel de aloe frutado, batido y almacenamiento final y distribución.
2. El producto final cumple con los parámetros fisicoquímicos y microbiológicos exigidos por la norma vigente la cual es aplicable mediante ensayos de laboratorio.
3. La normativa sobre productos lácteos es completa, pero limitada a los requisitos fisicoquímicos y microbiológicos que deben cumplir solamente los productos lácteos fermentados, no así para los saborizados con productos naturales como el gel de aloe frutado.
4. Se pudo establecer un procedimiento para elaborar gel de Aloe frutado, y a partir de él se pudo elaborar una bebida láctea fermentada con gel de aloe frutado, aceptable por parte de los consumidores.

