










Mi SciELO
 Servicios personalizados
Servicios personalizadosServicios Personalizados
Revista

Articulo
 Español (pdf)
Español (pdf)
 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
 Enviar articulo por email
Enviar articulo por emailIndicadores
-
 Citado por SciELO
Citado por SciELO
Links relacionados
-
 Similares en
SciELO
Similares en
SciELO
Compartir

 Permalink
PermalinkRevista Cubana de Farmacia
versión impresa ISSN 0034-7515versión On-line ISSN 1561-2988
Rev Cubana Farm vol.50 no.1 Ciudad de la Habana ene.-mar. 2016
PRODUCTOS NATURALES
Influencia del tamaño de partícula y la velocidad de agitación sobre el rendimiento de pectina
Influence of the particle size and the stirring speed over the pectin yield
Danibett Ramírez Hernández,I María Moreno Quintero,I Caridad Curbelo Hernández,II Lourdes Crespo ZafraIII
I Universidad Nacional Experimental Francisco de Miranda. Falcón, República Bolivariana de Venezuela.
II Facultad de Ingeniería Química. Instituto Superior Politécnico "José Antonio Echevarria" (ISPJAE). La Habana, Cuba.
III Universidad de Camagüey "Ignacio Agramonte Loynaz", Camagüey, Cuba.
RESUMEN
Introducción: el procesamiento de las hojas de sábila (Aloe barbadensis Mill) para la obtención de productos de interés agroalimentario como el gel, genera varios residuos, entre ellos el bagazo que se obtiene de la molienda de la pulpa. El mismo constituye un recurso económico para la obtención de componentes de amplio uso en las industrias alimentaria y farmacéutica, como la pectina, compuesto de interés por su alto poder gelificante, cuyo proceso de extracción más usado a nivel industrial es la hidrólisis ácida. La extracción de pectina a partir del bagazo de sábila se estudió a escala de laboratorio y se establecieron las condiciones de operación (temperatura, pH y tiempo de extracción) requeridas para maximizar el rendimiento de la pectina, sin embargo, falta estudiar la influencia de la velocidad de agitación y el tamaño de partícula.
Objetivo: evaluar la influencia del tamaño de la partícula y la velocidad de agitación en el rendimiento de extracción de la pectina al utilizar la hidrólisis ácida.
Métodos: se aplicó la técnica de hidrolisis ácida a escala de laboratorio para extraer pectina del bagazo de sábila. Los factores estudiados fueron: velocidad de agitación (300 y 1 000 min-1) y tamaño de partícula (0,250 y 0,600 mm). El resto de los parámetros se mantuvieron constante: tiempo de reacción (60 minutos), temperatura (90 °C), pH (1,5). La relación soluto/solvente fue fijada en 1:15 y 1:20 m/v, teniendo en cuenta el desarrollo experimental de cada tamaño de partícula.
Resultados: las condiciones óptimas en el rango estudiado fueron velocidad de agitación de 1 000 min-1 y tamaño de partícula 0,600 mm y se obtiene un rendimiento de 3,80 % de pectina por cada 5 g de muestra de bagazo seco.
Conclusiones: es la velocidad de agitación la que ejerce una mayor influencia, aunque ambos factores resultaron significativos con un 95 % de confiabilidad.
Palabras clave: rendimiento de pectina; velocidad de agitación; tamaño de partícula; hidrólisis ácida.
ABSTRACT
Introduction: the processing of sabila leaves (Aloe barbadensis Mill) to obtain products of agricultural interest such as gel, generates various wastes, including bagasse obtained by grinding the pulp. Bagasse is an economic resource for the production of components widely used in the food and pharmaceutical industries like pectin, an interesting compound because of its high gellifying power and the most used extraction process at industrial level is acid hydrolysis. In particular, the pectin extraction from sabila bagasse was studied on a lab scale; and the operating conditions (temperature, pH and extraction time) required to maximize the pectin yield was established. However, the influence of the stirring speed and the particle size remained to be studied.
Objective: to assess the influence of the particle size and the stirring speed on the extraction yield of pectin using acid hydrolysis.
Methods: the acid hydrolysis technique was applied to extract pectin from the sabila bagasse. The studied factors were stirring rate (300 to 1 000 min-1) and particle size (0,250 to 0,600 mm). The rest of parameters remained unchanged: reaction time (60 minutes), temperature (90 °C) and pH (1.5). The solute/solvent ratio was set at 1:15 and 1:20 w/v, considering experimental behavior of each particle size.
Results: the optimal conditions in the studied range were stirring rate 1 000 min-1 and particle size of 0,600 mm, reaching a pectin yield of 3,80 % per 5 g sample o dry bagasse.
Conclusions: the stirring rate the most influential although both factors were significant with 95% reliability.
Key words: yield of pectin; stirring rate; particle size; acid hydrolysis.
INTRODUCCIÓN
La sábila (Aloe barbadensis Mill.) también conocida como Aloe vera es una planta muy cultivada en el estado Falcón, Venezuela y sus hojas son procesadas por fileteo manual fundamentalmente. El uso principal está asociado con el gel o cristal que se encuentra en el interior de las hojas con diversas aplicaciones. Como resultado de la etapa de molienda del cristal se obtiene el bagazo de sábila que contiene sustancias valiosas como por ejemplo las pectinas, las cuales son compuestos considerados de alto valor agregado, que por su poder gelificante son de gran importancia en la industria alimentaria y farmacéutica.1-4
La extracción de pectinas a partir de otras materias primas (cítricos,5-7 manzana,8 parchita,9 cáscara de cambur,10 guayaba,11 frutos de maushan,12 grapefruit,13 etc.) se realiza mediante la hidrólisis ácida combinada con la precipitación con etanol. Particularmente, la extracción de pectina a partir del bagazo de sábila se estudió a escala de laboratorio, se establecieron las condiciones de operación (pH, temperatura y tiempo de extracción) requeridas para maximizar el rendimiento de extracción de pectina.14 Sin embargo, la velocidad de agitación y el tamaño de partícula, no se reporta en la literatura científica consultada.
La velocidad de difusión del soluto a través del sólido y la del disolvente hasta la superficie del sólido, suelen ser la resistencia que controla el proceso global de lixiviación y dependen de diversos factores, tales como el tamaño de partícula del sólido, la concentración del disolvente, la temperatura del medio, el tiempo de contacto, el número de extracciones, la proporción sólido-disolvente, entre otros.15
El área de transferencia de masa tiene una relación directa con la velocidad del proceso de extracción y para aumentar la misma se requiere disminuir el tamaño de partícula. Del mismo modo, el espesor de la película de líquido adyacente al sólido guarda una relación inversa con la velocidad del proceso, por lo que para favorecer la extracción este espesor debe ser pequeño, esto se logra con incrementos en el nivel de agitación en el sistema.16
Esta investigación está dirigida a evaluar el efecto de la velocidad de agitación y el tamaño de partícula en el rendimiento de la extracción de pectina a partir del bagazo de sábila.
MÉTODOS
La materia prima utilizada en este estudio fue el bagazo generado como desecho en una industria procesadora de sábila en el estado Falcón, Venezuela, la cual procesa las hojas de esta planta provenientes de diferentes plantaciones ubicadas en el estado.
Se utilizó un diseño de cribado con una réplica, en el Cuadro se muestran las características del diseño de experimento, se estudiaron dos factores (velocidad de agitación y tamaño de partícula) definiéndose dos niveles para cada uno y como variable de respuesta se estableció el rendimiento de pectina, resultando un total de 8 corridas experimentales que fueron realizadas aleatoriamente

Las muestras frescas de bagazo fueron lavadas con abundante agua, luego se procedió a la inactivación de enzimas (con el fin de prevenir descomposición y fermentación) calentándolas durante 60 minutos a 80 °C, en una relación de 0,3 kg por cada litro de agua. Seguidamente, se realizó otro lavado con agua destilada hasta observar que el agua retirada de la muestra no presentase ningún color. Finalmente, se llevó a la estufa a 70 °C por 3 días aproximadamente. Una vez seco, el bagazo se molió y se tamizó utilizando malla 30 (0,600 mm) y 60 (0,250 mm). Para la hidrólisis ácida se pesaron muestras de 5 g de bagazo previamente tratado y se colocaron en solución diluida de ácido de clorhídrico (HCl) a pH 1,5 y una relación sólido/solvente 1:15 para tamaño de partícula grueso y 1:20 para tamaño de partícula fino, manteniéndo una temperatura constante de 90 °C, a un tiempo de extracción de 60 minutos y variando la velocidad de agitación. Una vez transcurrido el tiempo se dejó enfriar.
Seguidamente se separó el sólido del líquido utilizando una bolsa de tela (filtro convencional para café) y se realizó un prensado manual (se exprimió) a fin de obtener la mayor cantidad de líquido posible. Se adicionó etanol absoluto en proporción 1:1,5, respecto al volumen de líquido obtenido, con el fin de que precipitara la pectina y se dejó reposar durante 4 horas. Finalmente mediante un filtro de tela similar al anterior se separó la pectina del etanol y se lavó con etanol absoluto para retirar iones y mejorar el color, la cantidad del alcohol utilizada fue suficiente para cubrir la pectina en el filtro. La pectina obtenida se secó a una temperatura de 40 °C durante 4 horas, tiempo suficiente para secarla totalmente y así obtener pectina sólida que luego es pesada para determinar el rendimiento en cada corrida.
Para la cuantificación de la pectina obtenida en cada corrida experimental, se determinó el porcentaje de rendimiento a partir de la masa de pectina extraída y la masa de muestra de bagazo (pretratado, seco, molido y tamizado) haciendo uso de la siguiente expresión:
Los resultados fueron procesados mediante el análisis de varianza (ANOVA) empleando el paquete estadístico Statgraphics Centurión, versión 17.1.04, para determinar la significancia de los factores experimentales referenciados de acuerdo a los niveles seleccionados.
RESULTADOS
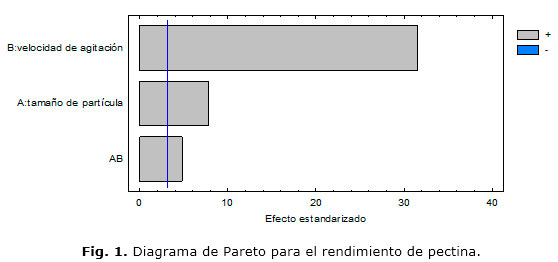
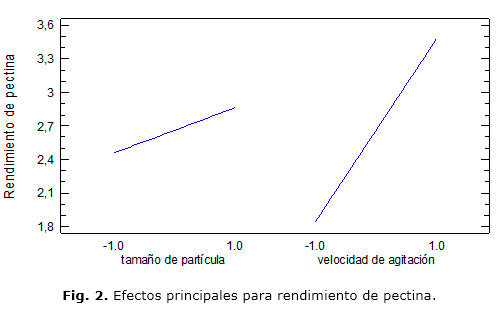
En la tabla se presenta los resultados de rendimiento de pectina obtenidos al evaluar los efectos de la velocidad de agitación y tamaño de partícula. En la figura 1 se muestra el Diagrama de Pareto con efecto estandarizado sobre el rendimiento de pectina y en la figura 2 se observan los efectos principales de los factores estudiados sobre el rendimiento de pectina.
A partir de los resultados obtenidos puede utilizarse la siguiente ecuación del modelo ajustado para predecir el rendimiento de pectina del bagazo de Aloe vera en el intervalo de las variables estudiadas:
donde: R: Rendimiento de pectina (%), TP: Tamaño de partícula (mm) y VA: Velocidad de agitación (min-1).
DISCUSIÓN
Al variar el tamaño de partícula manteniendo la velocidad constante no existe una gran diferencia en el rendimiento, siendo relativamente menor cuando la partícula es fina. Evidentemente cuanto más pequeñas sean las partículas, mayor es la superficie interfacial y más corta la longitud de los poros, por lo tanto mayor es la velocidad de transferencia de masa. Sin embargo, tamaños excesivamente pequeños pueden hacer que las partículas se apelmacen lo que dificulta la extracción.15
Ahora bien, al mantener el tamaño de partícula constante y aumentar la velocidad de agitación se produce un incremento apreciable en el rendimiento de pectina lo que se traduce en un aumento en la extracción, esto se debe a la disminución del espesor de la película que rodea al sólido, aumentando la velocidad de transferencia del solvente (solución diluida de HCl) desde el seno de la solución hasta la partícula, corroborado por Curbelo16 y Rodríguez y col.17
Un aumento en la agitación de la mezcla disolvente-soluto, favorece la transferencia de masa por incremento de los coeficientes de transferencia de materia en la interfase sólido-líquido. Además se evita la sedimentación y apelmazamiento de las partículas sólidas.15
El Diagrama de Pareto indica como en la medida que la velocidad de agitación y el tamaño de partícula aumentan, el rendimiento de pectina es mayor. También resulta significativa sobre el rendimiento de pectina la interacción de los factores estudiados (p≤0,05).
En el comportamiento del rendimiento de pectina frente a los factores estudiados, tanto la velocidad de agitación como el tamaño de partícula tienen un efecto positivo sobre el rendimiento de pectina, es decir, este aumenta con el incremento de cada uno de estos factores, sin embargo, es la velocidad de agitación el factor que tuvo mayor influencia sobre la variable respuesta, tal como puede observarse en la ecuación del modelo ajustado para predecir el rendimiento, donde el coeficiente de la velocidad de agitación es casi cuatro veces el coeficiente del tamaño de partícula.
Se puede entonces decir que una mayor velocidad de agitación en la etapa de hidrolisis ácida favorece la extracción de pectina y un tamaño de partícula muy fino dificulta la extracción de pectina. Estadísticamente se demostró que el tamaño de partícula y la velocidad de agitación tienen un efecto positivo con influencia significativa sobre el rendimiento de pectina y es la velocidad de agitación el que ejerce una mayor influencia.
AGRADECIMIENTOS
Al convenio Cuba-Venezuela, por auspiciar la Maestría en Análisis de Procesos en la Industria Química de la Universidad de Camagüey "Ignacio Agramonte Loynaz".
REFERENCIAS BIBLIOGRÁFICAS
1. Chasquibol N, Arroyo E, Morales J. Extracción y caracterización de pectinas obtenidas a partir de frutos de biodiversidad peruana. Redalyc. Ingeniería Industrial. 2010;(26):175-199.
2. García M, Penagos G. El entorno comercial de la pectina en la industria antioqueña. Rev Soluciones de postgrado EIA. 2011;(7):121-131.
3. Piña H. Perfil preliminar del mercado de la Zábila (Aloe barbadensis Mill.) en el estado Falcón, Venezuela. Rev Bioagro. 2005;17(2):85-92.
4. Piña H, Azócar R. Tipología de la producción primaria de zábila (Aloe barbadensis L.) en el estado Falcón, Venezuela. Rev Bioagro. 2005;25(1):25-34.
5. Cerón I, Cardona C. Evaluación del proceso integral para la obtención de aceite esencial y pectina a partir de cáscara de naranja. Rev Ingeniería y Ciencia. 2011;7(13):65-86.
6. Baltazar R, Carbajal D, Baca N, Salvador D. Optimización de las condiciones de extracción de pectina a partir de cáscara de limón francés (Citrus medica) utilizando la metodología de superficie de respuesta. Agroindustrial Science. 2013;2:77-89.
7. Devia J. Proceso para producir pectinas cítricas. Rev Universidad EAFIT, Colombia. Enero-Marzo 2003;(129):21-30.
8. Untiveros G. Obtención y caracterización de pectinas de alto y bajo metoxilo de la manzana variedad parchacamac. Rev de la sociedad química Perú. 2003;69(3):155-162.
9. D´Adossio G, Páez M, Marín Z, Ferrer J. Obtención y caracterización de pectina a partir de la cáscara de parchita ( Passiflora edulis f. flavicarpa Degener). Rev de la Facultad de Agronomía. Universidad del Zulia, Venezuela. 2005;22:240-249.
10. Arellanes A, Jaraba M, Mármol Z, Páez G, Aiello C, Rincón M. Obtención y caracterización de la pectina extraída de la cáscara de cambúr manzano (Musa AAB). Rev de la facultad de Agronomía. Universidad del Zulia, Venezuela. 2011;(28),523-539.
11. Chacín J, Marín M, D´Addosio R. Evaluación del contenido de pectina en diferentes genotipos de guayaba de la zona sur del Lago de Maracaibo. Rev Multiciencias. 2010;10(1),7-12.
12. Maldonado Y, Salazar S, Millones C, Torres E, Vásquez E. Extracción de pectina mediante el método de hidrólisis ácida en frutos de maushan (Vasconcellea weberbaueri (Harms) V.M. Badillo) provenientes del distrito de San Miguel de Soloco, región Amazonas. Rev Aporte Santiaguino. 2010;3(2):177-184.
13. Khan A, Butt S, Randhawa A, Karim R, Sultan T, Ahmed W. Extraction and characterization of pectin from grapefruit (Duncan cultivar) and its utilization as gelling agent. International Food Research Journal. 2014;21(6):2195-2199.
14. Moreno M. Extracción de pectina del bagazo de Sábila (Aloe vera) a escala de laboratorio. [Tesis de Maestría] Camagüey: Universidad de Camagüey Ignacio Agramonte Loynaz; 2014.
15. Geankoplis C. Procesos de transporte y operaciones unitarias. 3ª ed. México DF: Editorial CECSA; 1998.
16. Curbelo C. Producción de un aromatizante natural a partir de residuos de la industria tabacalera. [Tesis doctoral] La Habana: Instituto Superior Politécnico José A. Echeverría; 2002.
17. Rodríguez M, Rosales G, Ruíz M. Ensayos preliminares de lixiviación de β-espodumeno en un autoclave de laboratorio. X Jornadas Argentinas de Tratamiento de Minerales. Salta, Argentina. Octubre de 2010.
Recibido: 26 de agosto de 2015
Aprobado: 10 de septiembre de 2015
Lourdes Crespo Zafra. Universidad de Camagüey "Ignacio Agramonte Loynaz", Carretera Circunvalación Norte Km 5. Código Postal 74650. Camagüey, Cuba. Teléfono: (53 322) 81363. Correo electrónico: lourdes.crespo@reduc.edu.cu


{kind=link}