










Meu SciELO
 Serviços customizados
Serviços customizadosServiços Personalizados
Artigo
 Espanhol (pdf)
Espanhol (pdf)
 Artigo em XML
Artigo em XML Referências do artigo
Referências do artigo
 Enviar este artigo por email
Enviar este artigo por emailIndicadores
-
 Citado por SciELO
Citado por SciELO
Links relacionados
-
 Similares em
SciELO
Similares em
SciELO
Compartilhar

 Permalink
PermalinkIngeniería Energética
versão On-line ISSN 1815-5901
Energética vol.36 no.2 La Habana maio.-ago. 2015
APLICACIÓN DE LA COMPUTACIÓN
Mejoramiento de la eficiencia energética en los procesos de extrusión de tuberías plásticas
Improve of the energy efficiency in the processes of plastic pipe extrusion
Msc. Antonio Jiménez Ramos I, Dr. Aníbal Borroto Nordelo II, Msc. Milagro Montesino Pérez II, Dr. Julio Rafael Gómez Sarduy II, Lic. Yulier Jiménez Santana III, Lic. Fidel Sosa Núñez III
I Empresa de Producciones Plásticas Vasil Levski.
II Centro de Estudio de Energía y Medio Ambiente (CEEMA) Facultad de Ingeniería Universidad de Cienfuegos, Cuba.
III Universidad de Guanajuato, México.
RESUMEN
El presente trabajo, muestra el desarrollo de una herramienta, para el mejoramiento energético, de los procesos de extrusión de tuberías plásticas, mediante la modelación del proceso de transferencia de calor, en estado transitorio, empleando para la solución el software Wolfram Mathematica 8.0. La herramienta desarrollada, posibilita en breve tiempo, la toma de decisiones para mantener un proceso optimizado, en función de las propiedades físicas, de las materias primas utilizadas, aumentando las producciones, con la consiguiente reducción de los índices de consumo, sin afectar la calidad del producto terminado. Esta herramienta posibilita además, conocer el comportamiento del equipamiento que procesa estas producciones ya que se definen los tiempos óptimos de enfriamiento, a partir de la temperatura, lo que posibilita ajustes rápidos y eficaces, por lo cual, se ahorran materias primas y puede actuarse, sobre posibles defectos técnicos del equipamiento, en los cuales intervienen las distintas especialidades destinadas a estas misiones.
Palabras clave: eficiencia energética, modelación, producción de plásticos, transferencia de calor.
ABSTRACT
This paper shows the development of a tool for energetic improve of plastic pipes extrusion processes by heat transference processes transients using the Wolfram Mathematica7 software. With this tool may take decisions quickly to keep an optimized process in function of the material properties used to increasing the productions and to reduce the consumption without quality affectations of end product. Further, with this tool is possible to know the equipment behavior because it is defined that the optimal cooling time from temperature what enables rapid adjustment and effective, saving materials and enable the actions before technical faults of the equipment, in which there are interventions of different technicians.
Key words: energy efficiency, plastics production, modeling heat transfer.
INTRODUCCIÓN
El análisis de la eficiencia energética a través de la transferencia de calor, no es usual en las empresas productoras de tuberías plásticas, pues los estudios sobre eficiencia y optimización de los procesos, han estado enfocados a partes y piezas por separado, habiéndose logrado altos niveles en este sentido [1-4], pero desde el punto de vista productivo, la conjugación de todos estos elementos, para lograr una optimización, tiene pocos estudios realizados. Llegar a un comportamiento energético apropiado, a través de estudios en el enfriamiento o calentamiento de una tubería, es de gran importancia para determinar los tiempos exactos y con ello, conjugar el resto de los equipos que actúan en función de esto, para lograr las máximas producciones con mínimos costos de operación [5-7].
El método de la solución exacta, constituye una herramienta eficaz, para la toma de decisiones rápidas, acorde a las condiciones de cada lugar y sobre todo, en los momentos actuales, que pueden aplicarse las modelaciones matemáticas, a través de la informática [8-10]. El método de la aproximación del primer término, es efectivo para la primera etapa del proceso de enfriamiento, pero una vez salido el tubo de la primera bañera, no es práctico, por lo cual el programa propuesto, soluciona cualquier etapa, elevando el nivel de precisión, para la toma de decisiones.
El trabajo ha sido realizado, como continuación a la profundización de la labor en la eficiencia energética, a partir de la estadística obtenida, con la implementación de un sistema de gestión de la energía, aplicado desde hace más de 15 años, basado en un diseño técnico e índice de consumo, según la Tecnología de Gestión Total y Eficiente de la Energía, del Centro de Estudios de Energía y Medio Ambiente, de la Universidad de Cienfuegos y tiene en cuenta, para el caso de la investigación, temperaturas de 190ºC en el material y 10ºC en el agua de enfriamiento. Se escogió un diámetro de 114,3 mm y espesores variables, desde 8,02 mm hasta 3 mm, para fijar el tiempo óptimo de enfriamiento, para cada uno de estos espesores, en base a la temperatura deseada, considerando que la temperatura del medio ambiente era de 30ºC.
MATERIALES Y MÉTODOS
Implementación del procedimientoLa transferencia de calor, es la ciencia que estudia la trasmisión de energía, debido a una diferencia de temperatura, centrándose en determinar, la manera y velocidad a la que se produce este intercambio, es un proceso que se realiza entre distintos cuerpos, o entre diferentes partes de un mismo cuerpo, que están a distinta temperatura.
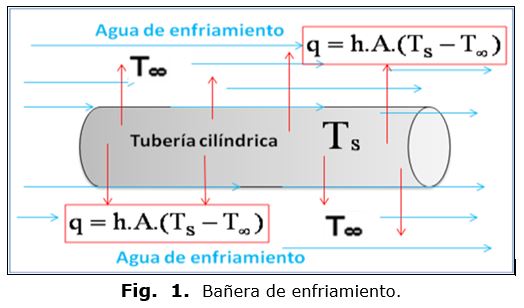
Existen tres mecanismos de transferencia de calor: conducción, convección y radiación. Se conoce que la convección, según el movimiento del fluido, puede ser de dos tipos: natural o forzada. La convección forzada se clasifica a su vez en externa e interna dependiendo de si el flujo de fluido es interno o externo. El externo es el de interés en este trabajo por realizarse la transferencia a través del agua que transita un circuito, impulsada por una bomba en una bañera, la cual realiza su intercambio por la superficie exterior del tubo. La solución a este problema puede realizarse por tres métodos: el de la resistencia interna despreciable para Número de Biot, Bi<<0.1; el de la aproximación del primer término (gráfico de HEISSLER) cuando Biot, Bi>>0.1 y el número de Fourier Fo>0.2; y el de la solución exacta. Para este caso es aplicable solo el segundo y tercer caso.
Donde:
qc = El calor transferido por la superficie de la tubería cilíndrica; {W)
h = Coeficiente convectivo de transferencia de calor. {W/m2.K}
A = Área superficial del cilindro {m2}, la parte que emite calor. A=2·π·r·L
R = Radio (m)
L = Longitud (m)
Ts = Temperatura superficial de la tubería cilíndrica. {K}
T∞ = Temperatura del agua de enfriamiento. {K}
La influencia de las propiedades del fluido, de la superficie y del flujo se cuantifica en el coeficiente de película o coeficiente de transferencia de calor por convección (h).
En la figura 1, se muestra una bañera por la cual circula el agua fría representada por T∞ y la tubería cilíndrica que se enfría representada por Ts. En la figura 2, se muestra un corte de la bañera donde se aprecia la superficie de intercambio entre el agua fría y la tubería.
La tubería empleada en la muestra fue de PVC de 114.3 mm de diámetro exterior y espesores 8,02; 6,48; 5,18; 4,12 y 3,00 que sale de la extrusora a 190ºC y se enfría en bañeras mediante agua a 10ºC. Vea la figura 3.
Datos de la bañera utilizada:
Forma: rectangular, Ancho: L1= 0.4 m, Atura: L2 = 0.4 m, Longitud: L= 4 m.
Flujo de água: Q =1.4 m3/h = 3.88*10-4 m3/s
Se calcula la velocidad del agua, V = 0.0026 m/s y con esta, se calcula el número de Reynolds (ReD) utilizando la ecuación (2),

Con ReD y el número de Prandt (Pr) se calcula el número de Nusselt (Nus). El Pr se calcula por la ecuación (3):

Donde:
v=velocidad de difusión de momento
α=velocidad de difusión del calor
μ=viscosidad dinámica del agua
Cp=calor específico del agua
k=conductividad térmica del agua
El número de Nusselt (Nus) se calcula utilizando la Correlación de Churchill y Bernstein [7] . Ecuación (4):

No existe diferencia sensible si se aplica la Correlación de Hilpert ecuación (5).
Régimen aplicable para 0.4<ReD<4*105; Pr≥0.7
Correlación de Dittus-Boelter
Donde: C y m son constantes que se toman por tabla según el valor de Reynolds, la ecuación (6).
Régimen aplicable para: Re>200 y Pr>0.7
Con el Reynolds y el Nusselt se calcula el coeficiente de transferencia de calor por convección según la ecuación (7).
Donde k es la conductividad térmica del agua y D es el diámetro de la tubería.
Las propiedades del agua según su temperatura y sobre todo la conductividad térmica aparecen en muchas bibliografías y tablas tanto de la transferencia de calor, como de termodinámica [11].
Propiedades del PVC.
Con las propiedades del PVC que se emplean en este estudio se calcula la difusividad térmica del mismo α [12], según ecuación (8).
ρPVC=1400 kg/m3; CpPVC=1250 J/kg.ºC; kPVC=0.19 W/m.ºC;
Donde: ρPVC es la densidad del PVC; CpPVC es el calor específico; kPVC es la conductividad térmica.
MÉTODO DE SOLUCIÓN EXACTA
Mediante el método de la solución exacta se obtienen las soluciones analíticas de la expresión general de la ecuación de la conducción en régimen transitorio, por ser este un sistema en el que se producen variaciones de su temperatura, tanto espacial como temporal. Para esto es necesario el desarrollo de un modelo matemático para la aplicación práctica del mismo usando el software Wolfram Mathematica 8.0, para conocer el comportamiento que debe tener el producto en estudio, de acuerdo a las características físicas y el comportamiento de las materias primas en el proceso productivo en función del ahorro de energía, a través de dos variables principales la temperatura adimensional que varía en función del radio y el tiempo. Para conocer el perfil de temperaturas del plástico a lo largo de la bañera de enfriamiento, se procedió a realizar un balance de calor general en un elemento de volumen diferencial como se describe a continuación.
Se inicia con la ecuación de la transmisión del calor en coordenadas cilíndricas [13], ecuación (9):
Donde Ф es la temperatura adimensional que es una función del radio y el tiempo, T es la temperatura en grados Celsius, Tf es la temperatura final. Aplicando el método de separación de variables, las ecuaciones diferenciales ordinarias resultantes y sus soluciones son las mostradas en las ecuaciones (10) y (11):

Donde R es una función que depende solamente del radio, Jo es la función de Bessel de primera especie de orden cero, Yo es la función de Bessel de segunda especie de orden cero o (función de Newman), B1 y B2 son constantes.

Donde θ es una función que depende solamente del tiempo y B es una constante.
Si se tratara de un cilindro macizo, entonces como este no puede admitir en su eje (r = 0) una solución infinita por cuanto Yo (0)=-∞ resulta que B2 tiene que ser (0) y se obtiene una ecuación como la ecuación (12):
La ecuación (13) muestra la solución general que proporciona la distribución de temperatura:

En la que B y λ son constantes que se determinan con las condiciones de contorno.
Para el caso de una tubería con condiciones iniciales: t=0; ri≤r≤re; Φ=ƒ(r) ó Φ0 .La segunda constante no se hace cero como en el cilindro [8-12], esta se busca con las condiciones de contorno, su obtención es más compleja, pues la constate B2 no puede ser cero, debido a que el centro (r=0), no entra en el dominio; para obtener una solución del problema, se escribe una constante en función de la otra, a partir de las condiciones de contorno, de esta forma aplicando la teoría de funciones ortogonales, se obtiene una expresión para esta constante. Las condiciones de contorno quedan definidas por las ecuaciones (14) y (15).
El elemento de volumen utilizado para el análisis se muestra en la figura 4.
De las condiciones de contorno se obtiene la ecuación transcendente cuyas raíces son los λn de la solución, ecuación (16).
Donde J1 es la función de Bessel de primera especie de primer orden y Y1 es la función de Bessel de segunda especie de primer orden.
Resultando que la solución general del problema es una combinación lineal de infinitas soluciones para los infinitos auto valores λn. Ecuación (17):
La temperatura adimensional queda en función del tiempo mínimo y el radio interior y exterior.
Tempi= Ø(ri,tóptimo) Corresponde a la temperatura adimensional en el radio interior que está en función del radio interior y del tiempo óptimo.
Tempe= Ø(re,tóptimo) Corresponde a la temperatura adimensional en el radio exterior que está en función del radio exterior y del tiempo óptimo.
Se calcula finalmente la temperatura para cualquier tiempo y espesor [12], para la superficie Ts ecuación (18):
Para la temperatura del radio interior (To), la ecuación (19):
En el diagrama de flujo de la figura 5, se muestra la secuencia de cálculo del procedimiento descrito.
RESULTADOS Y DISCUSIÓN DE LOS RESULTADOS
Con el programa desarrollado, se puede determinar en un tiempo exacto, la temperatura deseada que alcanza la tubería y con ella ajustar las temperaturas de las cintas o resistencias de calentamiento, la temperatura del agua en la bañera, el número de ellas, las que necesariamente necesitan agua helada o simplemente con agua a la temperatura ambiente, pues por debajo de los 60ºC en su radio interior, no pierde sus propiedades mecánicas y puede transitar por bañeras con agua a temperatura ambiente, a la misma velocidad de salida hasta alcanzar los 45ºC pues la norma por precaución establece ese valor, de igual forma, se realiza el ajuste y programación de los refrigeradores locales (chillers), logrando con ello la optimización en tiempo real.
En la tabla 1, se muestran los resultados optimizados, de los cálculos efectuados para una tubería de PVC de diámetro 114,3 mm y varios espesores producidos, notándose la diferencia en cada uno de ellos entre la norma teórica, la norma real, y la producción que pudiera lograrse basada en las propiedades físicas del material.
Principales posibilidades de ahorro de energía y de elevación de la producción con el consiguiente mejoramiento de los índices de consumo:
1- Las máquinas necesitan en sus paradas y arranques un tiempo para el calentamiento que dependerá del tipo de materia prima y de las habilidades de operarios y tecnólogos. El método aplicado, fija desde el inicio según las características del material las temperaturas inicial y final así como el tiempo exacto de enfriamiento, para lograr la temperatura deseaba, en la superficie o el radio interior de la tubería, lo cual disminuye el tiempo de puesta en marcha, pues el proceso de extrusión es continuo.
2- La programación de la producción, puede lograrse con más facilidad a través de campaña, ya que se planifica la misma en función de las capacidades de las máquinas vinculadas a diámetros y espesores.
3- Existe un conocimiento exacto de la temperatura máxima a utilizar, por lo que los enfriadores locales pueden trabajar con las temperaturas más altas en función de la producción.
4- El programa aplicado define cuales son las características más apropiadas de las materias a utilizar para lograr las producciones más altas.
6- Si se necesita comprar un nuevo equipamiento puede realizarse acorde a las necesidades de la producción según los surtidos lo cual optimiza el proceso desde el primer momento.
7- La velocidad de enfriamiento teórica basada en las características de la materia prima contribuye a lograr las máximas producciones en el mismo período de tiempo.
Todas estas posibilidades y otras, que pueden ser definidas con el programa, dependen mucho de la formación del personal y de mantener un análisis sistemático del comportamiento de cada uno de los parámetros definidos.
CONCLUSIONES
1- El método y la programación aplicada constituye una herramienta para el cálculo del tiempo mínimo para alcanzar las temperaturas deseadas en las tuberías y con estos resultados realizar las planificaciones energéticas y productivas.
2- El método y programa puede ser aplicado a cualquier diámetro y espesor de tuberías no solo de PVC si no para cualquiera de los plásticos que se producen por extrusión.
3- Es una herramienta para el monitoreo del comportamiento productivo de la o las máquinas en funcionamiento.
REFERENCIAS
1. Osswald, T.A., et al., "Retos en la Industria de procesamiento de plásticos y compuestos". Dyna, 2012, vol.79, n.175, [consultado: 10 de diciembre de 2013], Disponible en: http://www.redalyc.org/articulo.oa?id=49624956005, ISSN 0012-7353.
2. Suéscum, J.; et al., "Mejora de la eficiencia de una extrusora de doble tornillo utilizada en la fabricación de tuberías de PVC". Revista Tecnológica ESPOL, 2007, vol.20, n.1, p. 6-8, Ecuador: Facultad de Ingeniería Mecánica y Ciencias de la Producción, Escuela Superior politécnica del Litoral, [consultado: 15 de diciembre de 2012], Disponible en: http://www.rte.espol.edu.ec/index.php/tecnologica/article/view/158, ISSN 1390-3659.
3. Krastek, R.; et al., "Formulación de un modelo matemático para optimizar el tiempo de producción en una planta extrusoras de tubos". Universidad, Ciencia y Tecnología, 2012, vol.16, n.62, p. 3-8, Puerto Ordaz: Universidad, Ciencia y Tecnología, [consultado: 10 de diciembre de 2013], Disponible en: http://www.scielo.org.ve/scielo.php?pid=S1316-48212012000100004&script=sci_arttext, ISSN 1316-4821.
4. NORIEGA, M.P.; ESTRADA, O.A., "Transferencia de tecnología y generación de conocimiento en la industria del PVC". En: II Foro Andino del PVC, Cartagena: Instituto de Capacitación e Investigación del Plástico y del Caucho 2006, p. 3-9 [consultado: 12 de julio de 2012], Disponible en: http//www.foroandinopvc.org.co/foro2006/mariadelpilar noriega3.pdf.
5. Alvis, A.; et al., "Transferencia de Calor y Materia durante la Fritura de Trozos de Ñame". Información tecnológica, 2009, vol.20, n.1, p. 2-7, [consultado: 15 de diciembre de 2012], Disponible en: http://dx.doi.org/10.4067/S0718-07642009000100012, ISSN 0718-0764.
6. Espinosa Barrios, C.F., "Modelación de flujo laminar y transferencia de calor en haz de tubos". Tesis para optar por el título de Ingeniero Civil Mecánico, Universidad de Chile, 2012, p. 15-19, [consultado: 11 de diciembre de 2013], Disponible en: http://repositorio.uchile.cl/bitstream/handle/2250/111149/cf-espinosa_cb.pdf?sequence=1&isAllowed=y
7. Abascal, R., "Ecuaciones Diferenciales de Orden Superior: Parte 5 - Funciones de Bessel". Buenos Aires: UTN Facultad Regional Avellaneda, 2006, p. 8-28, [consultado: 18 de diciembre de 2012], Disponible en: http://www.edutecne.utn.edu.ar/eulerianas/5%20-%20Funciones%20de%20Bessel.pdf.
8. MackowskiI, D.W., "Transient and One Dimensional Conduction". En su: Conduction Heat Transfer: Notes for MECH 7210. Mechanical Engineering Department, Auburn University, p. 79-83, [consultado: 5 de enero de 2012], Disponible en: http://www.eng.auburn.edu/~dmckwski/mech7210/condbook.pdf?.
9. Borger, A.G., "Cálculo analítico de la trasmisión de calor y perfiles de temperatura en una tubería aislante". 2002, Chile: Departamentos de Industria y Negocios, Universidad de Atacama, [consultado: 10 de diciembre de 2012], Disponible en: http://www.industriaynegocios.cl/Academicos/AlexanderBorger/Dcts%20Publicaciones/CalculoAnalitico.pdf.
10. González De Brito, F., "Condición de Contorno de convección en salidos infinitos". En: Pedro Fernández Díez, Ingeniería Térmica, España: Universidad de Cantabria, 2003, p. 87-110, [consultado: 15 de enero de 2013], Disponible en: http://files.pfernandezdiez.es/IngenieriaTermica/Teoria/PDFs/04.pdf, ISBN: 978-84-600-8244-6.
Recibido: Febrero de 2014
Aprobado: Diciembre de 2014
Antonio Jiménez Ramos, Ingeniero Termo energético, Máster en Eficiencia Energética, Director General Empresa de Producciones Plásticas Vasil Levski. email: antonio@petrocasa.minem.cu


{kind=link}
{kind=link}