










Mi SciELO
 Servicios personalizados
Servicios personalizadosServicios Personalizados
Articulo
 Español (pdf)
Español (pdf)
 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
 Enviar articulo por email
Enviar articulo por emailIndicadores
-
 Citado por SciELO
Citado por SciELO
Links relacionados
-
 Similares en
SciELO
Similares en
SciELO
Compartir

 Permalink
PermalinkIngeniería Energética
versión On-line ISSN 1815-5901
Energética vol.38 no.2 La Habana may.-ago. 2017
TRABAJO TEÓRICO-EXPERIMENTAL
Potencialidades de mejoras energéticas en el proceso tecnológico en los centrales azucareros
Potentialities of Energetic Improvements in the Technological Process of the Sugar Mills
MSc. Reinier-Jiménez Borges1, Dr. José Pedro Monteagudo Yanes1, MSc. Junior Lorenzo Llanes2
1Centro de Estudios de Energía y Medio Ambiente (CEEMA). Facultad de Ingeniería. Universidad de Cienfuegos. Cuba.
2Universidad Tecnológica de La Habana José Antonio Echeverría, Cujae, La Habana, Cuba.
RESUMEN
En el trabajo se presenta un estudio sobre las potencialidades de mejoras en el proceso tecnológico de los centrales de la provincia de Cienfuegos, con el fin de poder evaluar alternativas para lograr el incremento en la entrega de energía eléctrica al Sistema Electroenergético Nacional. Se describen los cinco esquemas termoenergéticos actuales de los centrales en estudio, así como el sistema Termoazúcar (STA 4.1) para evaluar un caso base en cada uno de ellos y poder determinar las oportunidades de mejoras a partir del análisis de indicadores operacionales. Se implementan las medidas propuestas en los casos mejorados, concluyéndose que los cambios en el proceso tecnológico en los centrales favorecen un incremento de un 12 a un 38 % del bagazo sobrante para cada central, así como un incremento de 22 382,8 kWh/d más que para los casos bases en la cantidad de energía vendida.
Palabras clave: esquemas, indicadores, energía, proceso, sistema termoenergético.
ABSTRACT
The paper presents a study on the potential of improvements in the technological process of the plants of the province of Cienfuegos, in order to be able to evaluate alternatives to achieve the increase in the delivery of electric energy to the National Electroenergetic System. The five current thermoenergy schemes of the plants under study are described, as well as the Termoazúcar system (STA 4.1) to evaluate a base case in each one of them and to be able to determine the opportunities of improvements from the analysis of operational indicators. The proposed measures are implemented in the improved cases, with the conclusion that changes in the technological process in the plants favor an increase of 12 to 38% of the excess bagasse for each plant, as well as an increase of 22 382.8 kWh / d more than for base cases in the amount of energy sold.
Keywords: Schematics, indicators, energy, process, thermoenergy systems.
INTRODUCCIÓN
La industria azucarera es una industria privilegiada [1] ya que posee la posibilidad de obtener, además del agua necesaria de la materia prima que procesa, el combustible necesario para su operación [2]: el bagazo de caña, biomasa residual del proceso de extracción del jugo, el cual posee un aceptable valor calórico y, a su vez constituye un combustible renovable empleado en las calderas que generan el vapor que necesitan las turbinas de contrapresión para el accionamiento de los generadores eléctricos [3].
El vapor de escape se destina al proceso de fabricación [4,5], mientras que el condensado caliente se emplea en la alimentación de las calderas, fundamentalmente [6,7].
Hay que significar que la energía eléctrica que se genera a partir de biomasa cañera o forestal como combustible, es energía eléctrica que deja de generarse con combustible fósil disminuyendo el consumo de este importante portador energético, reduciéndose la contaminación ambiental. No obstante, existen insuficiencias que aún prevalecen en los sistemas de gestión energética en el sector azucarero como el no aprovechamiento del bagazo sobrante [8]. La inestabilidad en el aprovechamiento de la capacidad instalada que a su vez depende en zafra de la norma potencial de molida y en el período inactivo de la operación de la planta eléctrica y la obsolescencia tecnológica de la base energética de la industria, entre otros factores, conllevan a la elevación de los consumos y costos energéticos, y al no aprovechamiento de las potencialidades para la generación y entrega de electricidad al Sistema Electro-energético Nacional (SEN) [1].
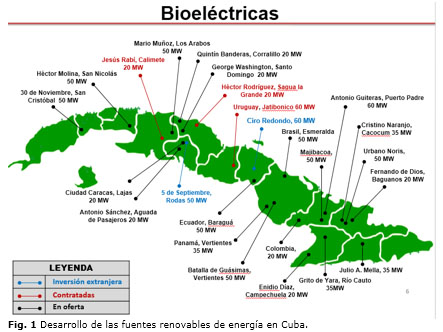
La industria azucarera en Cuba se encuentra atravesando un proceso de reordenamiento y redimensionamiento con el objetivo de alcanzar mayores beneficios tecnológicos, económicos y ecológicos, impuestos por las condiciones económicas y medioambientales en que se desarrolla actualmente [2]. De aquí que el Comité Central del Partido Comunista de Cuba en los Lineamientos de la Política Económica y Social de la revolución, aprobado el 18 de abril del 2011, específicamente en el 246, apuesta por fomentar la cogeneración donde sea posible, así como elevar la generación con biomasa en la agroindustria azucarera. En Cuba existe actualmente una capacidad instalada de 470 MW en 57 centrales azucareros del país. Como proyección para el año 2030 se estima el empleo de 25 bioeléctricas con una capacidad de 950 MW mencionadas antes, de aquí la potencialidad de desarrollo para el Complejo Agroindustrial (CAI) 5 de Septiembre con una capacidad de 50 MW, Antonio Sánchez en Aguada de Pasajeros con una capacidad de 20 MW, y Ciudad Caracas en Santa Isabel de las Lajas igualmente con una capacidad de 20 MW. La figura 1 representa la distribución y capacidad de estas bioeléctricas en el País.
Este programa está montado sobre la base del incremento de las capacidades de molida de los centrales seleccionados, partiendo de programas de desarrollo de la caña, así como la modernización de la base energética, además de los incrementos de los parámetros del vapor en estas plantas para los centrales cuyas molidas de caña diarias sean superiores a 4 600 toneladas.
Los centrales que tributen deben de asegurar la mayor cantidad de biomasa cañera para las bioeléctricas cercanas, sin afectar sus propias necesidades energéticas. Con ello se asegura que, una vez culminada la zafra de 150 días y fuera de zafra 90 días más con biomasa cañera propia acumulada, la campaña se puede extender como promedio hasta 270 días/año. Esto trae un incremento de la generación en las bioeléctricas con un mínimo presupuesto en la inversión en esos centrales tributarios y por lo tanto, un aumento del aprovechamiento de las capacidades. Existiendo estas condiciones se hace necesaria la realización de estudios en la industria azucarera que muestren las oportunidades de ahorro de energía y el aumento de la eficiencia, con el menor costo de inversión posible, en busca de un mayor excedente de energía eléctrica, para la venta de esta al SEN.
MATERIALES Y MÉTODOS
Descripción de los esquemas termoenergéticos de los centrales.
La empresa azucarera en la provincia en correspondencia con la necesidad actual de ahorro de energía, ha tratado de lograr, a pesar de que los centrales poseen esquemas de bajas presiones, que estos operen de manera eficiente. Los CAI de manera general presentan una molida potencial en el orden de las 2 880 t/d a 4 560 t/d respectivamente. En la figura 2 se encuentra representado el esquema termoenergético típico de los centrales estudiados.
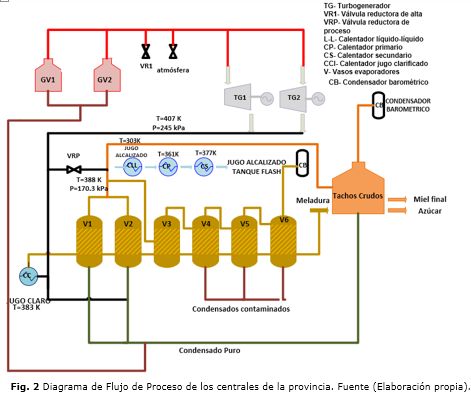
El tándem, las bombas de impulsión de jugos, mieles y de condensados son accionados por motores eléctricos. En los sistemas de generación de vapor el combustible usado es bagazo proveniente de la molienda. Existen generadores de vapor instalados de fabricación cubana del tipo EVELMA y RETAL, todos modificados y con capacidades instaladas de 35 t/h de vapor sobrecalentado hasta 60 t/h a presiones que oscilan desde 1 720 kPa (17 kgf/cm2) y temperatura de 623,15 K (350 ºC), hasta 2 354 kPa (24 kgf/cm2) y temperatura de 673 K (400 ºC)
El área de generación eléctrica cuenta con turbogeneradores de contrapresión de 4 y 2,5 MW de potencia, contando además con válvulas reductoras que permiten asumir las diferentes fluctuaciones en el proceso para satisfacer las necesidades térmicas. En el escape de las turbinas de contrapresión y a la salida de la válvula reductora se obtiene el vapor con las propiedades adecuadas para el proceso, comúnmente a presiones de 1,7 kgf/cm2 (166,7 kPa).
El área de calentamiento del jugo está constituida por calentadores tipo WEBRE, distribuidos fundamentalmente de la siguiente manera:
• Calentador de líquido a líquido el cual usa el condensado contaminado para elevar la temperatura del jugo alcalizado.
• Calentadores primarios los cuales trabajan usando vapor de extracción de los evaporadores. Su función es aumentar la temperatura al jugo alcalizado.
• Calentadores secundarios que usan vapor de extracción. Su función aumentar la temperatura del jugo alcalizado en un intervalo de 375-378 K (102-105 ºC).
• Un calentador de jugo claro que usa vapor de escape. Su función aumentar la temperatura del jugo claro hasta un intervalo 383-388 K (110-115 ºC).
Los evaporadores están constituidos por seis vasos evaporadores formando un quíntuple efecto, donde el primer y segundo vaso forma el primer vaso del quíntuple y son alimentados con vapor de escape de los turbogeneradores. Estos producen vapor el cual es usado en la estación de tachos y calentadores, y por el tercer vaso, y así cada vaso se alimenta del vapor producido por el vaso que le precede. El condensado obtenido en los tres primeros vasos es condensado puro que se utiliza como agua de alimentar a los generadores de vapor y el condensado de los últimos tres vasos es condensado contaminado utilizado para aumentar la temperatura del jugo alcalizado, usado como agua de imbibición, así como agua de dilución a tachos.
La estación de tachos son los últimos consumidores de vapor en el proceso de producción de la azúcar y con ellos se cierra el esquema térmico. Estos presentan un sistema de cocción empleado típico de tres masas cocidas. El condensado obtenido aquí es puro por lo que es almacenado y reinsertado en el sistema como agua de alimentación para los generadores de vapor.
El conocimiento del estado actual de los centrales obligaría a una evaluación caso a caso para cada uno de los esquemas, que de realizarse de manera independiente no permitiría comparar las industrias y conocer sus insuficiencias y ventajas, de ahí la necesidad de utilizar el simulador Termoazúcar (STA v 4.1) como una herramienta capaz de simular el comportamiento típico de estos centrales durante la operación para el posterior análisis detallado de los resultados.
Sistema Termoazúcar (STA 4.1)
El STA 4.1 es un simulador cuyo objetivo es facilitar la evaluación de los sistemas termoenergéticos (STE) en fábricas de azúcar crudo. Presenta modelos en su mayoría del tipo determinístico y donde se asumen condiciones de estado estacionario. Otras características importantes son la gran flexibilidad para representar integralmente los distintos STE, incorporar nuevos módulos de cálculo y la posibilidad de manejar gran cantidad de información sobre las corrientes y los equipos.
La información inicial requerida consiste en el flujo másico, composición, temperatura y presión de las corrientes de entrada y reciclo, datos específicos de los equipos simulados y el orden de cálculo de los módulos incluidos en lazos iterativos de cálculo. Están disponibles correlaciones estadísticas para la evaluación de las propiedades físicas y termodinámicas de las corrientes de jugo, meladura, mieles, azúcar (entalpía, densidad, capacidad calorífica y elevación del punto de ebullición), agua y vapor de agua (tablas de vapor). Los módulos de cálculo permiten simular el comportamiento, fundamentalmente térmico, de calentadores, evaporadores, la estación de tachos, cristalizadores y centrífugas, turbogeneradores de vapor de contrapresión y extracción-condensación, atemperadores, generadores de vapor y tanques. Los resultados principales corresponden a la solución detallada de los balances de masa y energía. Para facilitar la evaluación del comportamiento de los equipos se determinan Indicadores, tales como coeficientes de transferencia de calor en calentadores y vasos evaporadores, tasas de evaporación y economías, rendimiento relativo interno de turbogeneradores, y otros indicadores clásicos.
Diagrama de Flujo de Información (DFI)
La Simulación de un proceso se inicia construyendo el Diagrama de Flujo de Materiales y Energía (DFP); que representa de forma esquemática los aspectos, de interés para la simulación, del flujo tecnológico y/o el sistema térmico de la fábrica. El DFI es una representación gráfica del sentido en que fluye la Información inicial y la que se origina durante los cálculos. Está formado por módulos de cálculo que representan matemáticamente lo que ocurre en los equipos y/o subprocesos y las corrientes o flujos de informaciones que entran y salen de los módulos. Para la confección del DFI se requiere del conocimiento del DFP. La figura 3 representa el DFI del caso base para los sistemas termoenergéticos de los cinco centrales.
RESULTADOS
La primera parte para la simulación es la introducción al STA de las corrientes de materiales (caña molida, bagazo, jugo alcalizado, jugo clarificado), la tabla 1, y tabla 2 presentan las variables fundamentales para cada una de estas corrientes.
Resultados de la simulación para los casos bases
La simulación en el STA se divide en tres bloques, el de indicadores globales, por áreas y por equipos. La tabla 3, presenta un resumen de los principales indicadores globales de los casos bases para los cinco esquemas termoenergéticos de los centrales considerando la capacidad nominal de molida como una idealización con el fin de poder obtener alternativas de mejora, y evaluar cual o cuales pueden ser implementadas.
Análisis de los indicadores globales
Bagazo sobrante % bagazo disponible. Para un central este indicador no debe ser cero pues esto significa que hay que usar un segundo combustible lo cual implica un costo adicional. En condiciones normales de operación del ingenio es necesario disponer de cierta cantidad de bagazo sobrante para operar durante paradas de la molienda, de hasta 2 ó 3 h de duración, debido a interrupciones operativas o falta de caña. Con solo el 5 % del bagazo sobrante se puede operar durante las paradas de hasta 2 ó 3 horas de duración, por lo cual se debe garantizar un mínimo sobrante para dichas condiciones. Es evidente como existe bagazo sobrante en todos los casos. Según [9] en Cuba el sobrante de bagazo se comporta en un intervalo de 15-30 %. Autores como [10] presentan comúnmente el bagazo sobrante entre 25 y 30 %. Considerando el caso del central Antonio Sánchez para un 25 % de bagazo sobrante, con una molida potencial de 3 680 t/d, presenta 605 t/d de bagazo disponible, para un sobrante de 154,6 t/d. El central Ciudad Caracas para 2 851 t/d de caña y un bagazo disponible de 141 t/d, existe un sobrante de 35 t/d de bagazo. Para el caso de 14 de Julio para una molida de 2 998 t/d existe un sobrante de 127 t/d de bagazo con el cual se pudiera producir en la fábrica 5 478,8 kWh/d adicionales.
Consumo vapor directo de la fábrica % caña: En un ingenio donde se genera vapor sobrecalentado a una presión y temperatura establecida este valor depende básicamente de:
• La cantidad de electricidad a generar pues es económicamente decisivo evitar la compra de electricidad del SEN y, de ser posible, vender electricidad.
• Si se suministra vapor de alta presión a fábricas o producciones "anexas".
• Estabilidad en el consumo promedio de vapor de baja presión en los tachos.
• La potencia instalada de los turbogeneradores pues los equipos de mayor potencia tienen menor consumo específico.
• Si se expulsa vapor a la atmósfera.
Para todos los casos este indicador está por encima del 40 % del flujo másico de caña. Según [9] este indicador se comporta en el intervalo del 35-48 %. De manera general este indicador autores lo reflejan entre un 40 y 60 % pero, el consumo de vapor en el proceso según [10,11] se encuentra en un 35 %.
Vapor total expulsado a la atmósfera: Debe ser cero ya que esto representa un gasto tanto de masa (agua de calidad) como de energía (vapor que hubo que generar). En todos los casos de estudio se está expulsando vapor a la atmósfera. Este vapor expulsado es vapor vegetal, ya que por la reductora de alta pasa un flujo determinado y por la reductora de proceso hay un sobrante el cual es expulsado a la atmósfera, este vapor expulsado se debe a una producción de vapor vegetal en los dos primeros vasos la cual es superior a la demanda de los calentadores y tachos, una solución a este problema es disminuir la concentración en dichos vasos.
Vapor directo a escape por válvula reductora 1 (reductora de alta): Es necesario para compensar las fluctuaciones normales del consumo de la Estación de Tachos pues es más ventajoso económicamente que compensar estas fluctuaciones en los turbogeneradores. En la mayoría de los casos se está en presencia de un flujo de vapor directo por válvula reductora, este valor puede disminuir ya que los turbogeneradores no se encuentran operando a capacidad nominal. Una alternativa de mejora sería disminuir este valor, pues así se garantiza que la mayor parte del vapor producido realice trabajo en las turbinas, ya que mientras el vapor pasa por reductora se destruye la capacidad de producir trabajo de este.
Producción eléctrica específica de la fábrica: Depende de las características de los turbogeneradores, de la capacidad nominal total instalada y de las posibilidades de aprovecharla sin expulsar vapor a la atmósfera. Existe la capacidad de aumentar dicha producción de electricidad sin expulsar vapor a la atmósfera ya que por reductora de alta hay un flujo de vapor directo el cual se puede reducir si se aumenta la producción eléctrica operando los turbogeneradores a su capacidad nominal.
Demanda eléctrica específica de la fábrica: Para los casos de estudio este indicador se encuentra entre 29 y 37 kWh/tc, según [9] este indicador se comporta entre 15-32 kWh/tc y [10] considera este valor entre 20-35 kWh/tc, así como [11] considera este indicador en 35 kWh/tc, valores elevados influyen en la entrega de electricidad al SEN.
Electricidad vendida al SEN: Depende en su mayoría de la capacidad instalada y de la demanda de electricidad, se puede vender más electricidad en la medida que se pueda aprovechar más la capacidad nominal instalada y se disminuya la demanda eléctrica, reduciendo equipos, operando al vacío, equipos sobredimensionados, etc. Según [10] para una capacidad de 2,2 MPa y 400 0C, utilizando turbinas de contrapresión se pueden lograr excedentes de energía en el intervalo de 0-10 kWh/tc, comportándose la entrega en los centrales de estudio de modo similar.
Propuestas de mejoras
Después de realizar el análisis de los resultados de la corrida del caso base de los centrales objeto de estudios se proponen las siguientes alternativas de mejoras al proceso tecnológico:
1. Aumentar la carga de los turbogeneradores para disminuir al mínimo posible el flujo de vapor directo por reductora, para aprovechar al máximo la capacidad de realizar trabajo en las turbinas de vapor.
2. Disminuir la concentración de jugo en los dos primeros vasos de los evaporadores para así poder evitar la expulsión de vapor a la atmósfera.
3. Aumentar el Brix de la meladura, dado que ello garantiza un menor consumo de vapor en la estación de tachos.
La tabla 4 presenta el comportamiento del bagazo sobrante y la electricidad vendida para cada uno de los centrales en comparación con el caso base vale resaltar que tanto la molida de cada central como la cantidad de bagazo están expresados en toneladas (t) por ser la unidad comúnmente manejada para estos casos. La simulación de cada uno de estos casos fue considerando la norma potencial de molida con el fin de obtener las condiciones de mayor entrega, ya que realmente la molida se encuentra entre un 60 y 80 % de la norma potencial, por lo que los resultados presentados dan superior a lo realmente entregado por cada uno de los centrales.
Es importante destacar que, sin inversiones, solo a partir del control del proceso, se alcanza siempre en cada uno de los centrales bagazo sobrante, siendo este un factor decisivo a la hora de evaluar el montaje de las tres bioeléctricas que se prevé para la provincia. Por otra parte, excepto para el central Ciudad Caracas como para 5 de septiembre, el resto de los centrales presentan excedentes de energía a partir de estas medidas. Para el caso mejorado la energía total entregada por los cinco centrales es de 195 320 kWh/d, incrementándose unos 22 383 kWh/d con relación al caso base.
CONCLUSIONES
-
El análisis de los indicadores para el caso base mediante la simulación en el STA 4.1, manifestó que existe posibilidad de aprovechar el bagazo excedente en cada uno de los centrales, el sobrante de bagazo para el caso de los centrales es de 631 t/d, cantidad de bagazo que pudiera ser suministrado a las bioeléctricas de la provincia.
-
La cantidad de energía vendida para el caso base por los cinco centrales es de 172 937,7 kWh/d, considerando un período de zafra de cuatro meses para un total de 120 días, la energía total entregada es de 20 752 524 kWh/zafra, por los centrales de la provincia.
-
Los cambios en el proceso tecnológico en los centrales propiciaron un incremento de un 12 a un 38 % del bagazo sobrante para cada central, es decir para este caso estaría sobrando un total de 823 t/d de bagazo respectivamente 192 t/d más que para el caso base así como la cantidad de energía vendida para el caso mejorado por los cinco centrales es de 195 320,5 kWh/d, 22 382,8 kWh/d más que para el caso base, entonces considerando un período de zafra igual que en el caso anterior, la energía total entregada a la red nacional será de 23 438 460 kWh/zafra.
REFERENCIAS
1. Sanz D. Análisis y optimización exergética de una planta de cogeneración para la industria azucarera. Tesis de Maestría, Pereira: Universidad Tecnológica de Pereira, 2014. [Consultado: 11 de Mayo 2016] Disponible en: http://repositorio.utp.edu.co/dspace/handle/11059/4921
2. Almazán O., Torres A., Silva E. Apuntes para una estrategia en el desarrollo de la energética azucarera. Revista Anales de la Academia de Ciencias de Cuba, 2013; 2(2). ISSN 2304-0106. [Consultado: 6 de Junio 2016]. Disponible en: http://www.revistaccuba.cu/index.php/acc/article/viewFile/129/108
3. Ahmetoviæ E., et al. Water and energy integration: A comprehensive literature review of non-isothermal water network synthesis. Computers & Chemical Engineering. 2015;82:144-171. ISSN 0098-1354. [Consultado: 2 de Octubre 2016] Disponible en: http://www.sciencedirect.com/science/article/pii/S0098135415002239
4. Ahmetoviæ E. et al. Simultaneous synthesis of process water and heat exchanger networks. Energy. 2013;57:236-250. ISSN 0360-5442. [Consultado: 6 de Septiembre 2016]. Disponible en: http://www.sciencedirect.com/science/article/pii/S0360544213001941
5. Ahmetoviæ E., Kravanja Z. Simultaneous optimization of heat-integrated water networks involving process-to-process streams for heat integration. Applied Thermal Engineering, 2014;62(1):302-317. ISSN 1359-4311. [Consultado: 4 de Septiembre 2016] Disponible en: http://www.sciencedirect.com/science/article/pii/S1359431113004249
6. Albarelli J., Ensinas Silva A. Product diversification to enhance economic viability of second generation ethanol production in Brazil: The case of the sugar and ethanol joint production. Chemical Engineering Research and Design. 2014;92(8):1470-1481. ISSN 0263-8762. [Consultado: 6 de Marzo de 2016] Disponible en: http://www.sciencedirect.com/science/article/pii/S0263876213005078
7. Alves M. et al. Surplus electricity production in sugarcane mills using residual bagasse and straw as fuel. Energy. 2015;91:751-757. ISSN 0360-5442. [Consultado: 4 de Octubre 2016]. Disponible en: http://www.sciencedirect.com/science/article/pii/S0360544215011780
8. González PF. Control operacional de algunos factores agroindustriales que afectan la cogeneración en ingenios azucareros. Universidad de Cienfuegos. Tesis doctoral, 2002.
9. Pérez de Alejo VH et al. El análisis de procesos y el empleo adecuado de la energía en la producción de azúcar crudo y electricidad en ingenios cubanos. ISBN 978-959-16-0991-5.
10. Rein P. Cane sugar engineering. Verlag Dr. Albert Bartens KG, Berlin, 2007.p. 667-678.
11. Hugot, E. Handbook of cane sugar engineering. Elsevier, 2014.
Recibido: diciembre de 2016
Aprobado: marzo de 2017
AUTORES
Reinier Jiménez Borges. Ingeniero Mecánico. Máster en Ciencias Técnicas. Profesor Instructor. Centro de Estudios de Energía y Medio Ambiente (CEEMA). Facultad de Ingeniería. Universidad de Cienfuegos. Cuba.
E-mail: rjborges@ucf.edu.cu


{kind=link}
{kind=link}
{kind=link}