










Meu SciELO
 Serviços customizados
Serviços customizadosServiços Personalizados
Journal

Artigo
 Espanhol (pdf)
Espanhol (pdf)
 Artigo em XML
Artigo em XML Referências do artigo
Referências do artigo
 Enviar este artigo por email
Enviar este artigo por emailIndicadores
-
 Citado por SciELO
Citado por SciELO
Links relacionados
-
 Similares em
SciELO
Similares em
SciELO
Compartilhar

 Permalink
PermalinkIngeniería Energética
versão On-line ISSN 1815-5901
Energética vol.38 no.2 La Habana maio.-ago. 2017
APLICACIONES INDUSTRIALES
Alternativas de mejoras energéticas en la planta de tratamiento de crudos de Puerto Escondido
Alternatives for Energetic Improvements at Puerto Escondido Oil Battery
Dr. C. T. Osvaldo Gozá León1, Ing. Yadier Rodríguez Sosa2, Dr. C. T. Carlos Morón Álvarez3
1Facultad Ingeniería Química. Universidad Tecnológica de La Habana "José Antonio Echeverría", Cujae, La Habana, Cuba.
2Empresa de Perforación y Extracción de Petróleo de Occidente, La Habana, Cuba.
3Centro de Estudios de Tecnologías Energéticas Renovables, CETER, Universidad Tecnológica de la Habana "José Antonio Echeverría", Cujae, La Habana, Cuba.
RESUMEN
Uno de los yacimientos de mayor importancia en la franja norte de crudos pesados es el de Puerto Escondido, situado en la provincia de Mayabeque, Cuba. Este trabajo tuvo como objetivo realizar la evaluación del sistema energético de la planta de tratamiento de crudos de Puerto Escondido. Mediante la aplicación de la estrategia general de análisis de procesos se desarrolló y aplicó un procedimiento de evaluación energética que permitió caracterizar las condiciones actuales de la planta, y plantear un grupo de medidas y recomendaciones que conllevan a un mejor uso de la energía y a una disminución del impacto ambiental. Fueron estudiadas 3 alternativas de solución a los problemas existentes, avaladas técnica y económicamente, las que contemplaron cambios operacionales e inversión. Para la simulación y la evaluación técnico-económica se utilizaron como herramientas computacionales el simulador de procesos HYSYS y el Microsoft Excel.
Palabras clave:planta tratamiento de crudos, evaluación energética, simulación, hysys, excel.
ABSTRACT
Puerto Escondido is one of the most important reservoirs of heavy crude oil in Cuban northern coast, it is located in Mayabeque province. This work aimed at evaluating the energy system of Puerto Escondido Oil Battery to propose improvements in energy use. Using the general strategy of process analysis, an energy evaluation procedure was developed and applied, which allowed the characterization of the current conditions in plant and the statement of certain measures and recommendations that carry out a better use of energy and a decrease of environmental pollution. Three alternatives to solve existing problems, technically and economically justified, were studied; these alternatives considered operational changes and investment. For the simulation and the technical-economical evaluation HYSYS process simulator and Microsoft Excel as computational tools were used.
Keywords: oil battery, energetic evaluation, simulation, hysys, excel.
INTRODUCCIÓN
El yacimiento de Puerto Escondido se ubica en la franja norte de crudos pesados, de gran relevancia en la industria del petróleo en Cuba pues dichos yacimientos han sido los principales tributarios de gas a la compañía mixta ENERGAS S.A. para la utilización en la generación de electricidad destinada al sistema electro energético del país, así como los suministradores fundamentales de gas para el insumo de la población en Ciudad de la Habana como gas manufacturado.
El tratamiento del petróleo crudo es una etapa intermedia entre los procesos de perforación-extracción y refinación en la cual se consume una cantidad apreciable de energía. Trabajar con más eficiencia energética no sólo disminuye el consumo de combustible a utilizar, sino también disminuye los efectos negativos sobre el medio ambiente, al disminuir las emisiones de gases contaminantes a la atmósfera producto de la combustión, y la contaminación de las aguas. El petróleo cuando sale a la superficie desde los pozos, viene mezclado con gas y agua; este fluido llega a las instalaciones denominadas facilidades de superficie, que tienen la finalidad de producir crudo en especificación, para esto es preciso eliminar el gas disuelto y deshidratarlo. La presencia de agua en el crudo es indeseable pues disminuye su valor comercial y puede causar varios problemas como incrustaciones y corrosión de los equipos, además de que provoca un incremento de la viscosidad en crudos pesados [1]. El agua que acompaña a los fluidos de producción se divide en dos tipos, el agua que está emulsionada y el agua libre, esta última se separa por gravedad formando una interfase emulsión - agua libre; esta separación es denominada primaria. Los separadores de agua libre, son equipos utilizados en facilidades de superficie de la industria petrolera para separar gas, emulsión crudo-agua y agua libre.
Las emulsiones son desestabilizadas mediante el incremento de la temperatura y el tiempo de residencia, la remoción de los sólidos y el control de los emulsificantes. Los métodos involucrados en la desemulsificación incluyen el térmico, el mecánico, el eléctrico y el químico [2-3]. El tratamiento de la emulsión es normalmente ejecutado en el crudo inmediatamente después que se le ha extraído el gas, en un recipiente diseñado como tratador bien sea térmico o termoelectrostático. La función del tratador es deshidratar el crudo producido, hasta alcanzar los niveles específicos de BS&W (Basic Sediment and Water). Los costos asociados al consumo de energía, la transportación y el tratamiento del agua separada pueden alcanzar un 80 % del costo total de producción de la planta de tratamiento, de aquí la importancia de contar con sistemas de tratamiento de alta eficiencia [4].
La planta de tratamiento de crudos de Puerto Escondido presenta la tecnología de tratamiento térmico del crudo, la cual a pesar de ser más eficiente que la tecnología tradicional, presenta reservas para un incremento en la eficiencia energética y para procesar una cantidad mayor de crudo debido al declive de los pozos que suministran la planta. Si bien en la literatura se reportan diversos trabajos que presentan tanto el diseño como la evaluación de facilidades de superficie [5-8], en la revisada son pocos los que presentan la simulación de los tratadores térmicos [6-7], y en todos estos casos se aborda sólo la evaluación desde el punto de vista hidrodinámico y no energético. A diferencia de los trabajos anteriores, la evaluación realizada en la planta de tratamiento de crudos de Canasí [9] se centró en el tratador térmico y abordó tanto el punto de vista hidrodinámico como el energético, para lo cual se utilizó como herramienta computacional el Microsoft Excel.
Este trabajo tiene como objetivo presentar los resultados de una evaluación energética realizada a la planta de tratamiento de crudos de Puerto Escondido, la que permitió identificar problemas que afectan su eficiencia energética y plantear alternativas de mejoras; en dicha evaluación el uso del simulador de procesos HYSYS permitió integrar todos los equipos del sistema termo energético de la planta, y el uso del libro de trabajo en Microsoft Excel ya desarrollado y aplicado en la planta de Canasí [9] permitió abordar la evaluación del separador de agua libre y el tratador térmico con amplitud y rigor.
MATERIALES Y MÉTODOS
Descripción de la planta
La planta comenzó su operación en el año 2000 con una capacidad de procesamiento de 3 200 m3/d de crudo y
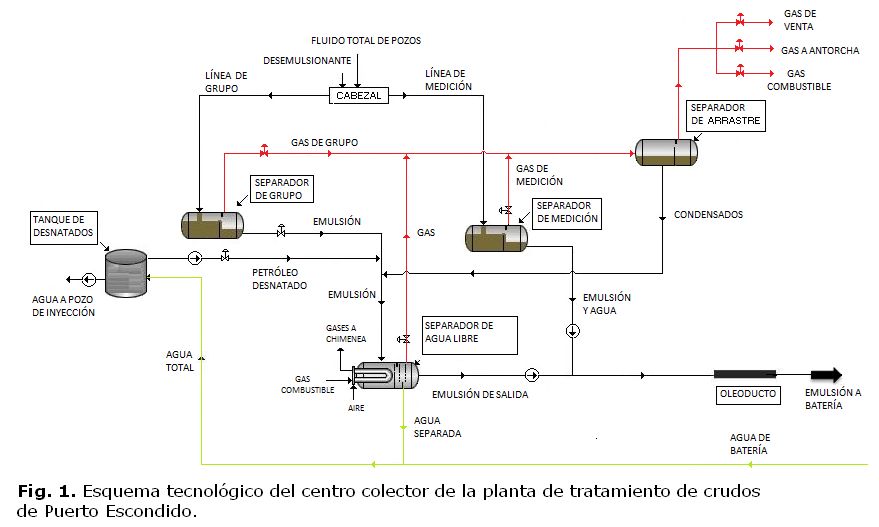
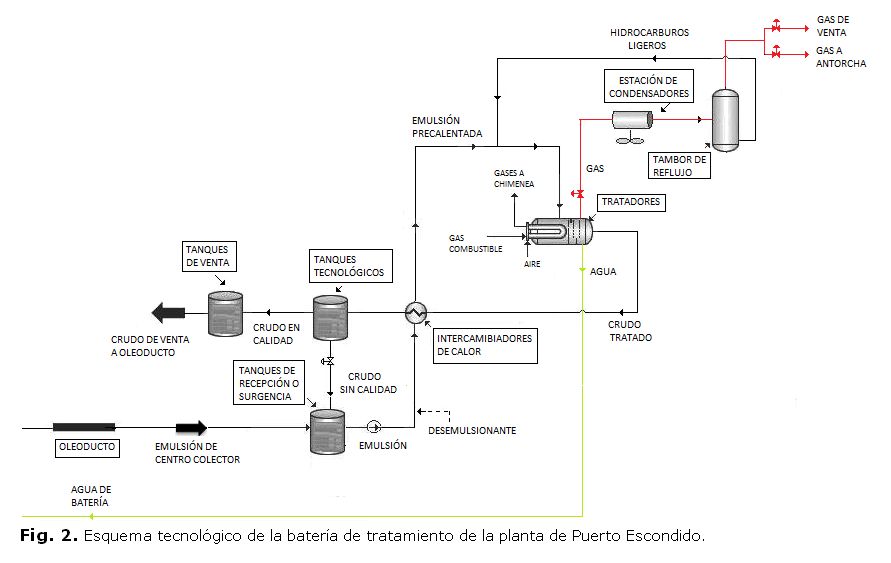
120 000 Sm3/d de gas (referido de 15 ºC y 101,3 kPa). Tiene como objetivo dar un tratamiento adecuado al volumen de crudo proveniente de los pozos en producción, separándole el gas y deshidratándolo hasta alcanzar los índices de contenido de agua establecidos para su posterior comercialización, composición volumétrica (BSW) igual a 2,5 %. El esquema tecnológico de la planta se muestra en las figuras 1 y 2. La instalación está constituida por un centro colector (figura 1) y una batería de tratamiento (figura 2) que se encuentran separados entre sí por un oleoducto de un kilómetro de extensión.
El centro colector recibe el crudo bombeado, a través de tuberías subterráneas, desde 14 pozos. En el cabezal de entrada (manifold) se inicia el tratamiento químico de la emulsión con la inyección de agentes químicos (desemulsionante, antiespumante y antincrustante), posteriormente a la entrada del separador de agua libre y en la batería de tratamiento se realizan otras inyecciones de estas mismas sustancias. El separador de agua libre o FWKO (Free Water Knock Out) es el equipo principal en el proceso tecnológico del centro colector. Tiene como función fundamental separar agua libre contenida en la corriente de producción que proviene del separador de grupo, así como separar el gas ocluido remanente dentro de la emulsión.
Los tratadores térmicos son los equipos principales del proceso tecnológico en la batería de tratamiento; en los mismos se realiza la separación del agua que aun permanece emulsionada en el crudo hasta valores de BSW iguales o inferiores a 0,5 % (en la actualidad promedia 1,5 %), y el gas ocluido remanente dentro de la emulsión. La planta cuenta con dos tratadores térmicos horizontales, cada uno con una capacidad de 1 430 m3/d para el líquido y 15 000 Sm3/d para el gas.
Los tratadores térmicos son los equipos principales del proceso tecnológico en la batería de tratamiento; en los mismos se realiza la separación del agua que aun permanece emulsionada en el crudo hasta valores de BSW iguales o inferiores a 0,5 % (en la actualidad promedia 1,5 %), y el gas ocluido remanente dentro de la emulsión. La planta cuenta con dos tratadores térmicos horizontales, cada uno con una capacidad de 1 430 m3/d para el líquido y 15 000 Sm3/d para el gas.
Procedimiento de evaluación
Para la evaluación de la planta en las condiciones actuales se conformó un caso base, el cual refleja condiciones frecuentes de operación. Para determinarlo fue necesario monitorear el comportamiento de la materia prima que se recibe en la instalación durante un mes de trabajo, debido a la gran variabilidad que presenta la misma. Se seleccionó como caso base el correspondiente al día de mayor flujo procesado, con valores de 1000 m3/d de fluido de pozos (crudo + agua) y un BSW de 75 %.
La identificación de los problemas se basó en la solución de los balances de masa y energía en toda la planta, para lo cual se utilizaron como herramientas computacionales el Microsoft Excel y el simulador de procesos HYSYS v3.2. El simulador de procesos HYSYS permitió resolver todos los balances de masa y energía en los equipos, excepto los relacionados con los procesos de combustión en el separador de agua libre (FWKO) y el tratador térmico. Dado que estos equipos son los que definen el consumo de gas combustible en la planta, para la solución completa de los balances de masa y energía en los mismos se aplicó también el Microsoft Excel.
En el entorno base de la simulación se adicionaron como componentes los hidrocarburos CH4, C2H6, C3H8, iC4H10, nC4H10, iC5H12, nC5H12, y además SH2, CO2 y H2O. En la selección del paquete termodinámico se escogió la ecuación de estado de Peng Robinson recomendada para trabajo con hidrocarburos [10]. Se realizó la caracterización del crudo con la opción ambiente de crudo (Oil environment): se entraron como datos del ensayo (Assay) el factor de caracterización de Watson (Kuop), la viscosidad (µ) a dos temperaturas y la densidad (ρ). A partir de esta información se determinaron los cortes y rendimientos del crudo (opción cortes y mezclas). Finalmente, con la opción instalar crudo se creó automáticamente la corriente. En el entorno de la simulación el fluido proveniente de los pozos fue simulado mediante una mezcla de tres corrientes: la corriente de crudo explicada anteriormente, una corriente de agua y una corriente de gas. Para cada corriente se suministró, como información de entrada, la temperatura, la presión, el flujo y la composición.
La simulación se realizó considerando que solo se conocen como flujos de corrientes los flujos volumétricos de crudo, gas y agua provenientes de los pozos. Entran a la planta 29,54 m3/h de agua con una densidad de 1 004 kg/m3, además de 12,13 m3/h de crudo con una densidad de 997,5 kg/m3 y 7 500 Sm3/d de gas.
La corriente de entrada al colector (manifold), dada por el fluido proveniente de los pozos, se simuló como una mezcla de corrientes de gas, agua y crudo. Los valores de entrada de temperatura (T), presión (P) y flujo másico (F) de cada una de estas corrientes, así como la caracterización del crudo, se muestran en la tabla 1.
La composición molar de la corriente de gas de entrada, fue determinada mediante análisis de laboratorio y fue de: CH4 - 86,57 %, C2H6 - 2,04 %, C3H8 - 1,06 %, iC4H10 - 0,23 %, nC4H10 - 0,43 %, iC5H12 - 0,18 %, nC5H12 - 0,11 %, CO2 - 8,25 %, SH2 - 1,13 %.
En el centro colector el separador de arrastre no se encuentra en funcionamiento, el 6,9 % del fluido de los pozos se envía al separador de medición, en el separador de medición la presión absoluta de operación es de 427 kPa, en el separador de grupo la presión absoluta de operación es de 427 kPa, la emulsión sale hacia el separador de agua libre con un 13 % de gas ocluido, en el separador de agua libre la presión absoluta de operación es de 388,3 kPa, la emulsión sale con un BSW = 30 % y el agua separada tiene una temperatura de 52 ºC. En la batería de tratamiento la emulsión entra al tanque de recepción con una presión absoluta de 584 kPa, del intercambiador de calor la emulsión sale a 58 ºC y el crudo a 65 ºC. Solo trabaja un tratador térmico, con una presión absoluta de operación de 294,2 kPa.
El crudo tratado sale del mismo con un BSW = 0,5 % y una temperatura de 122 ºC. Los condensadores aéreos enfrían el gas de salida del tratador hasta 37 ºC. En el separador de arrastre los hidrocarburos ligeros salen con un 43,6 % de gas ocluido. Todo el crudo tratado a la salida del tanque tecnológico está en calidad.
Los módulos utilizados para simular los equipos del centro colector y la batería fueron mezclador (mixer), separador (separator), bomba (pump), intercambiador de calor (heat exchanger), divisor (tee), enfriador (cooler), tanque (tank). El separador de agua libre (FWKO) y el tratador térmico se simularon como un separador trifásico con una corriente de calor.
Balances de masa y energía resueltos con Microsoft Excel
Los equipos evaluados usando el Microsoft Excel fueron el separador de agua libre (FWKO) y el tratador térmico. Dado que estos equipos en diseño y funcionamiento son similares al tratador térmico de la planta de tratamiento de crudos de Canasí ya evaluada con anterioridad, se utilizó un libro de trabajo ya desarrollado a tal efecto [9]. La evaluación consideró el cálculo de los parámetros que se muestran a continuación:
La eficiencia de separación (Es) viene dada por la ecuación (1):

donde: W es el flujo volumétrico de agua separada calculado mediante el balance de agua; E y BSWE son el flujo volumétrico de emulsión (m3/h) y el por ciento volumétrico de agua en la emulsión respectivamente.
El porcentaje de pérdidas de calor al exterior (% P) viene dado por la ecuación (2):

donde: Qabsp es el calor absorbido por el sistema petróleo y Qcedg es el calor cedido por el sistema reaccionante gaseoso, los que se calculan mediante los respectivos balances de energía.
El rendimiento térmico, evaluado por el método directo (ηTD) viene dado por la ecuación (3):
donde: VCI total es el valor calórico inferior total del gas combustible.
El rendimiento térmico, evaluado por el método indirecto (ηTI) viene dado por la ecuación (4):
donde: QGC significa las pérdidas de calor sensible en los gases de combustión, QEXT las pérdidas de calor al exterior, QIQ las pérdidas de calor por incombustión química y Σ∆Hentrada la entalpía relativa de las sustancias que entran al sistema reaccionante gaseoso.
Para realizar las evaluaciones del separador de agua libre y el tratador térmico con el libro de trabajo en Microsoft Excel, los flujos volumétricos requeridos de emulsión de entrada y salida y de gas separado fueron tomados de los resultados de la simulación con HYSYS. Como información adicional se necesitó la composición del gas combustible y de los gases de combustión, así como los flujos volumétricos del gas combustible y la temperatura del gas combustible y de los gases de combustión en cada equipo. La composición molar en base seca del gas que se utiliza como combustible en el separador de agua libre fue de: CH4 - 85,84 %, C2H6 - 2,02 %, C3H8 - 1,05 %, iC4H10 - 0,23 %, nC4H10 - 0,42%, iC5H12 - 0,17%, nC5H12 - 0,11%, CO2 - 9,03 %, SH2 - 1,13%. El análisis Orsat de los gases de combustión en el tratador térmico fue CO2 - 4,56 %, CO - 0,00065 %, O2 - 17 % y en el separador de agua libre CO2 - 4,1%, CO - 0,0006 %, O2 - 14,1 %. La composición molar en base seca del gas combustible usado en el tratador térmico fue de: CH4 - 91,91%, C2H6 - 2,36 %, C3H8 - 1,06 %, iC4H10 - 0,15 %, nC4H10 - 0,24 %, iC5H12 - 0,06 %, nC5H12 - 0,03 %, CO2 - 4,17 %, SH2 - 0,02 %. En el separador de agua libre se tuvo un flujo volumétrico de gas combustible de 184 Sm3/h con una temperatura de 27 ºC, y los gases de combustión salían a 335 ºC, mientras que en el tratador térmico se tuvo un flujo volumétrico de gas combustible de 197 Sm3/h con una temperatura de 27 ºC y los gases de combustión salían a 320 ºC.
Evaluación económica de las alternativas
Para realizar la evaluación económica se determinó la variación del flujo de caja de cada alternativa de estudio con respecto al caso base. En la determinación de los flujos de caja se consideraron como ingresos los obtenidos por concepto del crudo de venta y el gas de venta, y como egresos los obtenidos por concepto de concepto de materia prima (crudo a tratar), gas combustible quemado en el tratador térmico y consumos de desemulsionante, antiespumante y antincrustante.
Para las alternativas con inversión, se determinaron adicionalmente los indicadores dinámicos Valor Actual Neto (VAN), Plazo de Recuperación del Capital al Descontado (PRCD) y Tasa Interna de Rendimiento (TIR). El costo fijo de inversión directo se determinó mediante el método de Hand, pues sólo se realizaron cambios de un equipo por otro. Los factores de Hand para el equipamiento evaluado fueron tomados de la literatura [11].
RESULTADOS Y DISCUSIONES
Evaluación del caso base
Un resumen de los resultados obtenidos en la simulación del caso base con HYSYS, y su comparación con valores reales medidos en la planta se muestran en la tabla 2. Se puede observar que el mayor porcentaje de error relativo introducido en la simulación es de 3,75 %, inferior a un 5 %, por lo que el modelo de simulación se considera aceptable para predecir el comportamiento de la planta. Para el intercambiador de calor se obtuvo un porcentaje de pérdidas de calor al medio exterior de 11,5 %, y caídas de presión por el lado de los tubos y por el lado de la coraza de 226,9 kPa y 114,2 kPa respectivamente; ambos valores son menores que los valores máximos admisibles de diseño.
Un resumen de los resultados obtenidos en las evaluaciones del separador de agua libre y del tratador térmico con el libro de trabajo en Microsoft Excel se muestra en la tabla 3. Se observa que el FWKO presenta una eficiencia de separación (hidrodinámica) de 82,2 %, esta eficiencia está siendo desfavorablemente influenciada por el alto contenido de agua que recibe el separador (BSW = 71 %) lo cual, a su vez, está relacionado con el alto contenido de agua en el fluido de pozos. En el caso del tratador térmico, este presenta una alta eficiencia hidrodinámica de 99,1 %. Las bajas eficiencias térmicas en el FWKO y el tratador térmico se deben fundamentalmente a las pérdidas de calor sensible en los gases producto de la combustión motivadas por las elevadas temperaturas de salida de salida de los gases de combustión (335 ºC para el FWKO y 320 ºC para el tratador térmico) y los elevados porcentajes del exceso de aire. Si bien este elevado porcentaje de exceso de aire propicia que las pérdidas por incombustión química sean prácticamente nulas, se tiene como efecto negativo el incremento de las pérdidas por calor, de ahí que existan reservas en el equipo para un aumento del rendimiento térmico del mismo mediante el control del exceso de aire.
El porcentaje de pérdidas de calor para el FWKO tuvo un valor aceptable dado el tiempo que lleva instalado el recubrimiento en este equipo. En el caso del tratador térmico el porcentaje de pérdidas de calor fue elevado, lo que indica que existen problemas con el aislamiento de este equipo. En la baja eficiencia térmica de ambos equipos también incide el bajo porcentaje de carga a que están operando el FWKO (38,9 m3/h), de una capacidad de 133,3 m3/h y el tratador térmico (20,68 m3/h) de una capacidad de 59,6 m3/h para un 29,2 % y 34,7 % de carga respectivamente.
El consumo total de gas combustible en la instalación es de 381 Sm3/d (184 Sm3/d de gas ácido en el FWKO y
197 Sm3/d de gas dulce en el tratador). Este consumo está influenciado negativamente por el alto contenido de agua que reciben en la emulsión tanto el FWKO como el tratador térmico (BSW de entrada de 71 % y 36,4 % respectivamente). Debido al consumo de gas combustible se están emitiendo a la atmósfera 5 391 t/año de CO2 y
41 t/año de SO2, gases causantes del efecto invernadero y las lluvias ácidas.
Evaluación de las alternativas de estudio
Se evaluaron tres alternativas de estudio que se describen a continuación:
- Alternativa 1: Desvío de la corriente de salida del separador de medición hacia el separador de grupo.
- Alternativa 2: Sustitución del separador de grupo bifásico por uno trifásico, por dos vías:
- Adquisición de un separador nuevo con una capacidad similar al separador bifásico de grupo pero trifásico.
- Modificación del separador de grupo existente en un separador trifásico.
- Alternativa 3: Modificación del separador de grupo en trifásico y desvío de la corriente de salida del separador de medición [Combinación de las alternativas 1 y 2b)].
En la tabla 4, se muestra un resumen de los resultados de la simulación del caso base y de las alternativas.
Para la evaluación económica se consideraron un tiempo de vida económica de cinco años y una tasa de interés de 12 %, y como valores unitarios un precio del crudo de venta de 65 $/B, un costo del desemulsionante de 6,4 CUC/L, un costo del antiespumante de 5,1 CUC/L, un costo del antincrustante de 3,5 CUC/L y un costo del gas combustible de 0,00427 CUC/Sm3. Los resultados de la evaluación económica de las alternativas estudiadas se muestran en las tablas 5 y 6. En la Alternativa 1, al disminuir el BSW de la corriente de crudo que entra a la batería de tratamiento, se ahorra por concepto de gas combustible quemado en el tratador térmico 643 CUC/año, sin embargo, al procesarse un mayor flujo en el separador de agua libre los gastos por concepto de desemulsionante, antiespumante y antincrustante consumidos aumentan. Por otra parte, los ingresos por concepto de venta en petróleo equivalente disminuyen en 58 995 CUC/año pues decrece el gas de venta de la planta, en consecuencia, la variación porcentual del flujo de caja con respecto al caso base es de -5,35%, por lo que no es factible económicamente aplicar esta alternativa por sí sola.
En la Alternativa 2, aumentan los ingresos por concepto de venta en petróleo equivalente pues aumenta el flujo de gas de venta con respecto al caso base. Se dejan de consumir 50,9 L/d de desemulsionante, 25,74 L/d de antiespumante y 7 L/d de antincrustante lo que se traduce en un ahorro de 161 068 de CUC/año. Disminuye el consumo de combustible en el FWKO en un 67,7 % y en el tratador térmico en un 15,3 % con respecto al caso base, trayendo como resultado una disminución en los egresos por concepto de gas combustible y de las emisiones de CO2 en un 40,5 % (se dejan de emitir 2 185 t/año) y de SO2 en un 68 % (se dejan de emitir 28 t/año). El ahorro del flujo de caja obtenido es de 40,17%. Para la alternativa 2a) el costo de inversión es muy alto y no se compensa con la variación del flujo de caja por lo que esta alternativa no es económicamente factible, pues se tiene un VAN negativo. Para el caso de la alternativa 2b) la inversión es recuperada en menos de un año (PRCD = 0,65 años) con un TIR muy atractivo (212 %), obteniéndose un VAN de 1 766 883 CUC.
En la Alternativa 3, disminuye el consumo de combustible en el separador de agua libre en un 65 % por lo que se dejan de emitir a la atmósfera 1694 t/año de CO2 y 26,56 t/año de SO2. Se queman en el tratador térmico
3 319 Sm3/d de gas combustible (disminuye el consumo de combustible en un 30 %) debido a ello disminuyen las emisiones de CO2 en este equipo en un 29,8 % ahorrándose además 1 985 CUC por la quema del gas combustible en este equipo. Se obtiene el mayor ahorro con respecto al caso base (62,58 %) en consecuencia la inversión es recuperada en menos de un año con el mayor VAN (2 900 298 CUC) de todas las alternativas estudiadas por lo que esta alternativa es la más atractiva económicamente.
CONCLUSIONES
Se realizó la evaluación energética de la planta, obteniéndose los siguientes resultados:
- En las condiciones actuales la situación de la planta está caracterizada por una baja eficiencia térmica del separador de agua libre (FWKO) y el tratador térmico, la cual junto con el alto contenido de agua que reciben en la emulsión provoca altos consumos de gas combustible.
- Se evaluaron técnica y económicamente tres alternativas que logran disminuir los consumos de gas combustible de la planta, una de las cuales no conlleva inversión y no es factible, y otras dos que conllevan inversión y sí resultaron ser económicamente ventajosas. Adicionalmente estas alternativas conllevan una disminución del impacto ambiental.
- Se implementó un modelo de simulación con HYSYS y Microsoft Excel que facilita la evaluación energética sistemática de la planta.
REFERENCIAS
1. Karcher V., Perrechil FA. and Bannwart AC. Interfacial energy during the emulsification of water-in-heavy crude oil emulsions. Brazilian Journal of Chemical Engineering. 2015;32(1):127-137. ISSN 0104-6632. [Consultado el: 14 de junio de 2016]. Disponible en: http://www.scielo.br/pdf/bjce/v32n1/0104-6632-bjce-32-1-0127.pdf.
2. Issaka SA. et al. Review on the Fundamental Aspects of Petroleum Oil Emulsions and Techniques of Demulsification. J Pet Environ Biotechnol. 2015;6(2). ISSN 2157-7463. [Consultado el: 14 de junio de 2016]. Disponible en: http://omicsonline.org/open-access/review-on-the-fundamental-aspects-of-petroleum-oil-emulsions-and-techniques-of-demulsification-2157-7463-1000214.pdf . http://dx.doi.org/10.4172/2157-7463.1000214
3. Zolfagharia R., et al. Review Demulsification techniques of water-in-oil and oil-in-water emulsions in petroleum industry. Separation and Purification Technology. 2016;170(1):377–407. [Consultado el: 8 de noviembre de 2016]. Disponible en: http://www.sciencedirect.com/science/article/pii/S1383586616307195.
4. Forero JE. et al. Design and development of a high efficiency tank for crude oil dehydration (I). Ciencia, Tecnología y Futuro. Bucaramanga. 2008;3(4). [Consultado el: 27 de Abril de 2010]. Disponible en: http://www.scielo.org.co/scielo.php?pid=S0122-53832008000100013&script=sci_arttext
5. Andrade FJ. Desarrollo de herramienta de simulación para equipos separadores de agua libre. Tutor: Duarte V. O. Tesis de Magister en Automatización Industrial. Universidad Nacional de Colombia, Facultad de Ingeniería, Maestría en Automatización Industrial, Bogotá, Colombia, 2012. [Consultado el: 25 de septiembre de 2013]. Disponible en: http://www.bdigital.unal.edu.co/6412/1/280240.2012.pdf
6. Araque DC. y Alonso R. Análisis de sensibilidad de los métodos convencionales para la deshidratación de emulsiones de crudos pesados. Tutor: Pineda Gómez CA. Trabajo de grado presentado como requisito para optar por el título de Ingeniero de Petróleos e Ingeniero Químico. Universidad Industrial de Santander, Facultad de Ingenierías Fisicoquímicas, Bucaramanga, 2012. [Consultado el: 11 de diciembre de 2013]. Disponible en: http://repositorio.uis.edu.co/jspui/bitstream/123456789/966/2/144147.pdf
7. Carrasco, AR. Simulación del proceso de facilidades de producción de petróleo del campo Villano, Bloque 10. Tutor: Calle Guadalupe L. Trabajo de graduación para la obtención del Título de Ingeniero Químico. Universidad Central del Ecuador. Facultad de Ingeniería Química, Quito. 2012. [Consultado el: 11 de diciembre de 2013]. Disponible en: http://www.dspace.uce.edu.ec/bitstream/25000/414/1/T-UCE-0017-7.pdf
8. Usheva NV. et al. Analysis of technological conditions influence on efficiency oilfield treatment. IOP Conf.Series: Earth and Environmental Science. 2015. 27. [Consultado el: 8 de noviembre de 2016]. Disponible en: http://iopscience.iop.org/1755-1315/27/1/012047. DOI:10.1088/1755-1315/27/1/012047.
9. Gozá O., et al. Evaluación Energética del Tratador Térmico en la Planta de Procesamiento de Crudos de Canasí. Avances en Ciencias e Ingeniería. 2014;5(1):41-56. ISSN 0718-8706. [Consultado el: 3 de abril de 2014]. Disponible en: http://www.exeedu.com/publishing.cl/av_cienc_ing/2014/Vol1/Nro1/5-ACI1194-13-full.pdf.
10. Dong C. et al. New thermodynamic modeling of reservoir crude oil. Fuel. 2013. Article in press. [Consultado el: 8 de noviembre de 2016]. Disponible en: http://www.academia.edu/download/42651740/Fuel_13_Marathon_Revised_Proofs.pdf DOI: http://dx.doi.org/10.1016/j.fuel.2013.08.083
11. Couper JR. Process Engineering Economics. MarcelDekker, Inc., 2003. ISBN: 0-8247-4036-X.
Recibido: diciembre 2016
Aprobado: febrero 2017
AUTOR
Osvaldo Gozá León. Ingeniero Químico. Doctor en Ciencias Técnicas. Profesor Titular. Facultad Ingeniería Química. Universidad Tecnológica de La Habana "José Antonio Echeverría", Cujae, La Habana, Cuba. E-mail: ogoza@quimica.cujae.edu.cu


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}