










 Servicios personalizados
Servicios personalizados
 Español (pdf)
Español (pdf)
 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
 Enviar articulo por email
Enviar articulo por email Citado por SciELO
Citado por SciELO  Similares en
SciELO
Similares en
SciELO 
 Permalink
Permalink
Introducción
En la última década Cuba ha impulsado el uso de energías renovables como alternativa a la utilización de combustibles fósiles para el abastecimiento energético en el país. Dentro de las energías limpias, la fotovoltaica ha tenido especial atención debido a las potencialidades que presenta como su modularidad, la simplicidad en el montaje y la disminución del costo nivelado de la electricidad producido por la misma unido a las características climáticas de la isla. Actualmente, la fotovoltaica representa el 1% de toda la energía que se genera en el país, y se pretende incrementarlo hasta el 11% para el año 2030 [1]. Esto se traduce para dicho período en alcanzar una potencia instalada de 2104 MWp [2]. En este contexto es de gran importancia la implementación de los procesos de inspección y medición de instalaciones fotovoltaicas para mantener el tiempo de vida esperado por la tecnología. Normalmente los módulos y cadenas de módulos en las instalaciones se someten, como parte de las inspecciones frecuentes, a la inspección visual, la termografía y el trazado de la curva corriente-tensión (I-U).
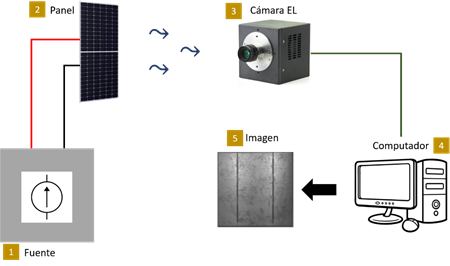
Estas técnicas permiten establecer una valoración del estado del módulo y de manera general, de la instalación en su conjunto. Existen fallas que no se aprecian en la inspección visual y que resultan importantes para determinar el estado del módulo. La técnica de electroluminiscencia (EL) se utiliza con este fin. La técnica de EL es un método de fácil implementación y no destructivo. Se basa en la detección de luz que emite un material una vez que se hace circular una corriente a través de él. El paso de la corriente excita electrones de la banda de valencia a la banda de conducción que luego, durante el proceso de relajación o desexcitación emiten fotones con longitudes de onda que dependen de las características del material excitado. En el caso de las celdas solares tradicionales la emisión ocurre en el rango del infrarrojo debido a que el ancho de banda prohibida del material que compone este dispositivo (silicio) se encuentra alrededor de 1.1 eV. Estos fotones son detectados por una cámara con los sensores específicos para detectar en el rango de longitudes de onda de los materiales involucrados (cámara de electroluminiscencia). El resultado será una imagtablaen en escala de grises, a partir de la cual se llegará a conclusiones respecto a la condición del dispositivo. La figura 1, muestra el diagrama de la instalación experimental para la aplicación de la técnica.
Para el caso de las celdas solares de silicio existe una serie de defectos detectables por la EL que han sido detalladas y catalogadas en varios trabajos [3]. Los defectos pueden ser clasificados de dos maneras: 1) defectos intrínsecos de la celda debido a las propiedades del material que la compone, tales como el tipo de arreglo de los átomos en el material, las fronteras, entre otras; y 2) defectos ocasionados por su exposición al ambiente, tales como micro-fracturas o roturas que contribuyen a la pérdida de eficiencia del dispositivo fotovoltaico [4]. Los defectos pueden producirse durante el proceso de fabricación, debido a una mala manipulación de las celdas por parte de los operarios o a la aplicación incorrecta de soldaduras. En la transportación, las celdas de los módulos pueden sufrir roturas debido a accidentes o al golpeteo continuo del medio de transporte producto de las irregularidades del camino. El proceso de instalación requiere también estándares de calidad para evitar la aparición de fallas debido a problemas de manipulación por parte del personal técnico. Finalmente, una vez que está instalado el sistema, las inclemencias del tiempo también pueden afectar a los módulos, bien sea por eventos meteorológicos como lluvia de granizos [5], tornados y ciclones, o por estar instalado el sistema en zonas cercanas al mar, lugares con alta humedad o en ubicaciones con temperaturas mayores a las que los módulos son capaces de resistir por término medio.
La figura 2, muestra los defectos y fallas más comunes detectables mediante la técnica. En esta vemos que los módulos pueden presentar defectos desde muy grandes y bien definidos espacialmente hasta muy pequeños y difuminados, relativamente difíciles de enmarcar en una región. Las roturas son regiones oscurecidas casi totalmente, zonas enteras donde no están ocurriendo recombinaciones, lo que indica que no está ocurriendo flujo de corriente. Es una región que no contribuye a la generación de potencia del dispositivo. También se pueden encontrar celdas completas oscurecidas, aunque no necesariamente debido a una rotura, esto es, la celda puede estar desconectada casi completamente a consecuencia de una incorrecta soldadura. Por otra parte, las micro fracturas son líneas oscurecidas y de corta anchura que se extienden por toda una celda y no pueden ser percibidas a simple vista. Es muy común la detección de este tipo de fallos en los módulos durante la aplicación de la EL. Es importante aclarar que aunque algunas fallas puedan ser identificadas a simple vista, la técnica garantiza una mayor capacidad resolutiva, lo que permite delimitar con más exactitud defectos asociados a delaminaciones [6], corrosión electroquímica [7] y humedad, cuya localización exacta puede ser difícil de delimitar. La detección de estos defectos resulta importantísima para establecer una valoración cualitativa del dispositivo y su estado. La EL no solo permite realizar evaluaciones cualitativas.
Estudios de carácter cuantitativo se han centrado, entre otros aspectos, en determinar el tiempo de vida medio de portadores, la distribución de corrientes en el arreglo del módulo, el valor de las resistencias en serie [8] y paralelo [9], longitud de difusión [10] e influencia de los metales en los valores de varios de estos parámetros [11].
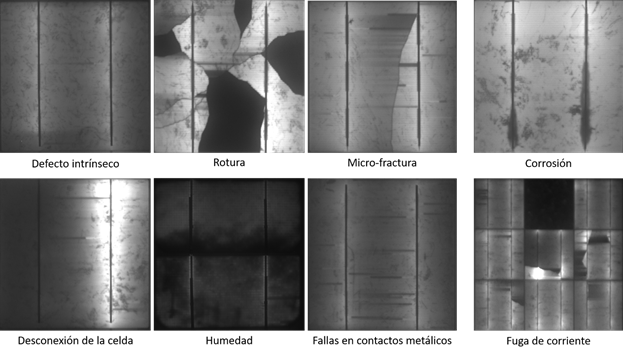
Fig. 2 Defectos y fallas comúnmente encontrados en celdas solares de silicio mediante EL. Las imágenes corresponden a mediciones hechas en el laboratorio.
En este artículo mostramos los resultados de la implementación de la técnica de electroluminiscencia en un laboratorio y en módulos instalados en un sistema fotovoltaico sobre cubierta. Estos experimentos están encaminados a consolidar la infraestructura de la calidad fotovoltaica con vistas a estrechar el vínculo entre la universidad y el sector productivo y la sociedad en general. Se tiene en perspectiva la implementación de la técnica de manera tal que cumpla con las normas internacionales a través de un proceso de acreditación. Esto permitirá la obtención de resultados confiables, que deben traducirse en valoraciones certeras del estado del módulo fotovoltaico.
Materiales y métodos
La cámara que se usó fue una pco.1300 solar, con una resolución de 1392 x 1040 píxeles. Un tiempo de exposición de 5 segundos fue suficiente para garantizar suficiente entrada de luz a la cámara y para poder delimitar los contactos metálicos finos, comúnmente llamados fingers. Las caracterizaciones se llevaron a cabo sobre módulos de silicio policristalinos de 48 celdas (6x8) de producción nacional. En el laboratorio, los módulos se ubican en posición vertical, con el fin de garantizar la perpendicularidad entre la línea de visión de la cámara EL y la parte frontal del módulo de silicio. Las imágenes fueron tomadas al módulo como un todo y a grupos de cuatro celdas. La razón para tomar imágenes de grupos de cuatro celdas viene dada por la posibilidad de obtener una mayor cantidad de detalles del material. Así se hacen identificables fallas que no pueden ser notadas cuando se toma la imagen al módulo como un todo. Para garantizar la oscuridad total en el laboratorio, se implementó la técnica en un local alejado de la luz natural y minimizando el efecto de cualquier luz artificial.
El conjunto de módulos medidos en el laboratorio son modelo Numen Solar, DSM-185P-CS y fueron explotados en campos fotovoltaicos cubanos. Debido a problemas de funcionamiento fueron desmontados, por lo que se consideró relevante realizar el estudio de EL en esta muestra con el objetivo de caracterizar los posibles fallos detectables por la misma. Se sometieron a la caracterización en el laboratorio 19 módulos fotovoltaicos. Los módulos de la cubierta son modelo Numen Solar DSM-270P. El arreglo consiste en 8 módulos sobre una estructura de aluminio con una inclinación de 15° respecto a la horizontal. En este caso no se pudo alcanzar la perpendicularidad de la cámara con respecto al módulo. Este hecho tiene como consecuencia la no homogeneidad del foco en todo el módulo, por lo que se hace necesario reconstruir la imagen resultante. Si bien esta práctica no garantiza enfocar de igual manera cada parte del módulo, sí facilita el análisis visual de las celdas al equipararlas en tamaño.
El programa que se utilizó para reconstruir la imagen fue Adobe Photoshop 21. Para garantizar condiciones de oscuridad se realizó la caracterización en un horario en el cual la radiación fue inferior a los 50 W/m² (Figura 3). La medición de EL sobre los módulos instalados en cubierta tiene como objetivo complementar la inspección de instalaciones reales con esta técnica.

Fig. 3 Imagen real del set de medición sobre cubierta, para la realización de EL en horario nocturno.
El análisis estadístico se utilizó solamente para el caso de las mediciones en el laboratorio, donde se dieron las condiciones para poder obtener imágenes con la misma calidad para cada celda del módulo. De este modo, se puede realizar un conteo de la frecuencia de cada falla en el dispositivo fotovoltaico. Para la medición en cubierta, en la que, como vimos anteriormente, se reconstruyó la imagen, no existe la misma capacidad de resolución y el conteo de fallas es menos riguroso que en la medición de laboratorio.
Discusión y resultados
En esta sección, presentamos dos ejemplos de aplicación de la técnica de EL a módulos policristalinos de silicio.
Medición en el laboratorio:
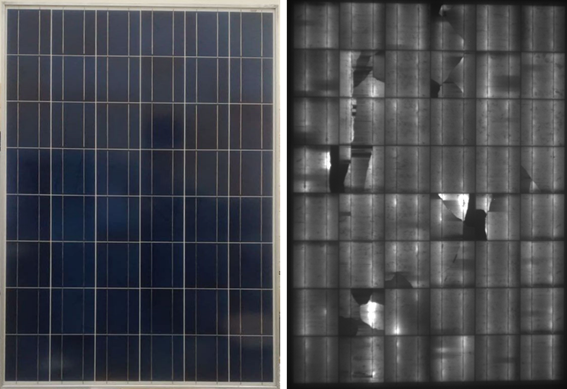
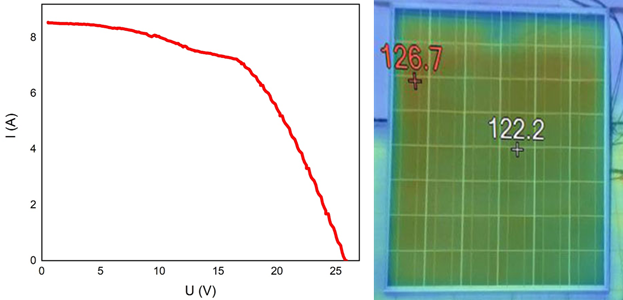
La medición en el laboratorio permitió la obtención de imágenes en las que se pueden apreciar con mucha definición las fallas presentes en las celdas. La figura 4, contrasta una imagen a simple vista con una imagen obtenida mediante la técnica de EL, mientras que la figura 5, muestra la curva característica de corriente contra voltaje y una imagen de infrarrojo tomada con una cámara termográfica. Es evidente el aporte que ofrece la EL al combinarla con la medición de I-U y la termografía. La curva I-U puede cuantificar deficiencias del dispositivo asociadas a pérdidas de potencia y saber qué tipo de parámetro está siendo afectado, como pudiera ser el factor de llenado o las resistencias en serie y en paralelo, pero no puede mostrar qué tipo de defectos provocan estas afectaciones. Por otro lado, con la técnica de termografía se puede apreciar una distribución no homogénea de la temperatura en todo el módulo. Sin embargo, existe un conjunto de defectos que no producen un aumento de la temperatura, por lo que no serían detectables mediante la técnica IR. La EL se complementa entonces con estas dos técnicas y contribuye a hacer una valoración más integral de la condición de un módulo fotovoltaico. Además, la EL se utiliza para diagnosticar la degradación por potencial inducido, conocido como PID por las siglas en inglés.
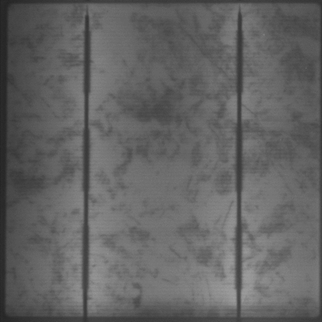
En la figura 6, es perfectamente distinguible el conjunto de cristales con diferentes orientaciones que componen la oblea de silicio. En ocasiones se confunden con micro fracturas, de ahí la necesidad de obtener imágenes con suficiente resolución para poder apreciar las diferencias. En esta imagen, además, están muy bien definidas las barras colectoras, conocidas como busbars y los contactos metálicos perpendiculares a estos (fingers).
Una muestra de las fallas detectadas en los módulos analizados en el laboratorio se expone en la figura 7. En A se aprecian roturas en prácticamente toda la celda. La parte oscurecida completamente es muestra del aislamiento en el que ha quedado ese fragmento de celda producto de la roturas presente en la misma. La celda B muestra micro fracturas. Principalmente en la zona del centro se aprecia una larga línea oscurecida. La proliferación de estas fallas puede traer como consecuencia grandes roturas de la celda. En C vemos corrosión. Podemos identificarlo a partir de la región alongada y difusa en las barras colectoras. La penetración de humedad en zonas donde existe delaminación (separación de la capa superior de la oblea de silicio) es una de las causas más frecuentes de la corrosión en las celdas solares de silicio.
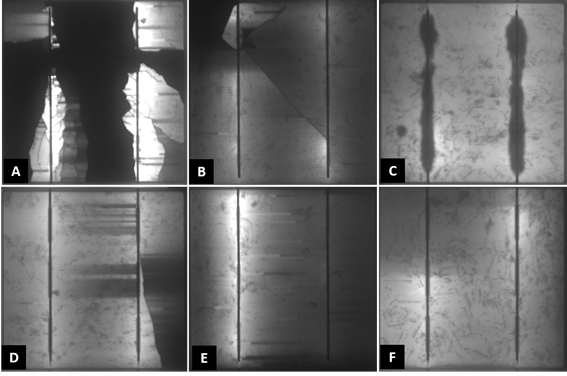
La celda D muestra fallas a lo largo de los contactos metálicos, llamadas generalmente finger failures. Se repiten mucho en varios de los paneles y su causa radica en una gran tensión que se aplica sobre los puntos de soldadura. En E el brillo intenso en uno de las barras colectoras es señal de una desconexión.
Las consecuencias de este fenómeno son drásticas, puesto que el flujo de corriente está desigualmente distribuido en un arreglo de celdas conectadas en serie. Como consecuencia la corriente que atraviesa todo el módulo disminuye, se afectan las celdas implicadas en la desconexión y las adyacentes a estas. En definitiva la eficiencia del módulo decrece. En F hay una no homogénea distribución de grises sin una falla visible específica, es decir, esa celda tiene defectos intrínsecos asociados a las propiedades del material. (Ver figura 8)
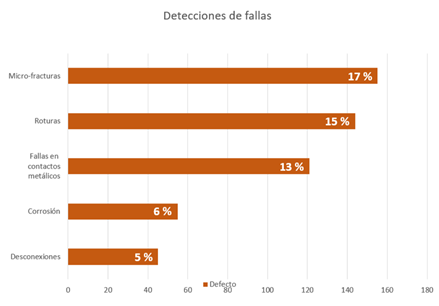
La figura 8, muestra un conteo de los defectos de todo el lote inspeccionado. De un total de 19 módulos fotovoltaicos de 48 celdas cada uno, se encontró que las micro-fracturas y las roturas eran las fallas más frecuentes en las celdas. El 17% de las celdas están afectadas por micro-fracturas, mientras que el 15% presentan roturas. Es necesario aclarar que la mayoría de las celdas con roturas presentan además, las micro-fracturas. Las fallas en los contactos metálicos, en menor medida que las anteriores, cubre el 13%. Por otra parte, las afectaciones por desconexión y corrosión a lo largo de los busbars de las celdas están presentes en el 6% y el 5% del total de celdas, respetivamente. Estos resultados nos permiten llegar a las conclusiones preliminares siguientes:
Los roturas y las micro-fracturas en las celdas solares fueron producidas muy probablemente por cargas mecánicas aplicadas a los módulos. Una particularidad que tienen las roturas en los bordes de las celdas es que son producidas por el rebote frecuente de los dispositivos. Generalmente esto ocurre durante el proceso de transportación o instalación.
Los módulos más afectados por corrosión es probable que estuvieran expuestos a una mayor exposición de la humedad en el campo. Estas fallas están bastante concentradas en unos pocos módulos, por lo que la humedad por almacenamiento no es un factor a considerar, de lo contrario las afectaciones de este tipo estuvieran más distribuidas en los dispositivos.
Los defectos asociados a desconexiones y fallas en los contactos metálicos indican cargas mecánicas sobre los módulos. A consecuencia de esta se producen afectaciones en los puntos de soldadura y se imposibilita el necesario flujo de corriente por las barras colectoras y los contactos metálicos. Dicho fenómenos tiene implicaciones directas sobre la eficiencia del módulo, las fallas asociados a presentes en los contactos metálicos afectan el factor de llenado (fill factor) de la curva I-U del dispositivo.
Medición en cubierta:
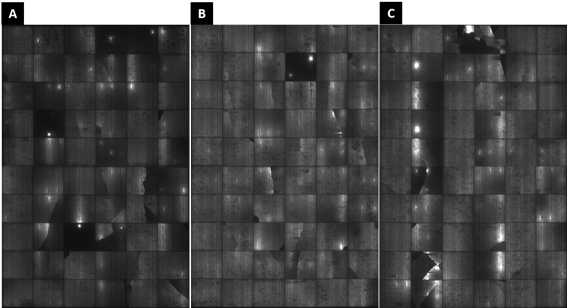
La figura 9, muestra el resultado de la EL sobre una parte del arreglo fotovoltaico sobre cubierta. Se aprecia una gran cantidad de roturas, zonas oscurecidas y micro fracturas a lo largo de celdas. Es interesante notar en esta imagen que el módulo A presenta una mayoría de roturas con geometría vertical, en la que muchas veces esta se extiende en la zona en la que se encuentran las barras colectoras. En el módulo B, predominan las roturas con dirección diagonal, dejando ensombrecidas zonas triangulares de las celdas. Sin embargo el módulo D muestra roturas menos ordenadas que las anteriormente presentadas. Las zonas oscuras no tienen una tendencia específica y no necesariamente abarcan toda la celda, es decir, como mismo vemos roturas alargadas verticalmente, también las vemos pequeñas y sin un patrón particular. Estas roturas tienen su origen en sobrecargas mecánicas sobre la parte frontal del dispositivo. Se conoce que estos módulos fueron sometidos a procesos de montaje y desmontaje sistemático, por lo que pudieron haber sido dañados durante la ejecución de estas prácticas.
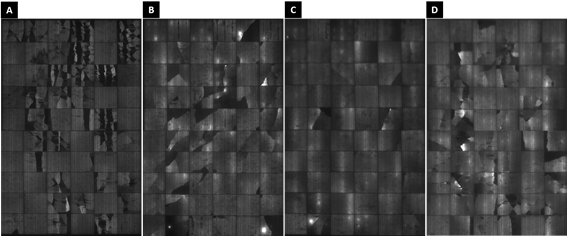
De otro lado, los módulos B y D tienen a las micro fracturas como causa de fondo a las roturas. El movimiento de los módulos debido a algún tipo de transportación o durante el proceso de mantenimiento pudo haber separado definitivamente las partes de la celda dividida por la línea oscura de la micro fractura. La parte de la celda queda aislada y no contribuye a la generación de potencia del dispositivo. El módulo C presenta muchas menos fallas de este tipo, pero sí se puede apreciar en él la variación del tono grisáceo en varias celdas. Es un ejemplo de módulo cuyas celdas tienen defectos intrínsecos.
No solo roturas y micro fracturas se hallaron en los módulos de la instalación. La figura 10, muestra además de estas fallas, módulos con celdas casi completamente oscurecidas y zonas muy brillantes. Las celdas oscurecidas son señales de desconexión (módulos A y B), no ya de un pedazo de la celda, sino de las celdas completas. Este fenómeno también afecta a la cadena en la cual se encuentra el módulo implicado, y la afectación es similar al fenómeno descrito en la sección anterior, esto es: ocurre un desajuste entre las corrientes que pasan por los módulos afectados y no afectados, y como están conectados en serie, la eficiencia del arreglo como un todo disminuye.
Lo anteriormente expuesto guarda mucha relación con las zonas brillantes que detectamos en la electroluminiscencia (módulo C). Si nos fijamos, el brillo es intenso a lo largo de una de las barras colectoras que atraviesa la celda, mientras que el otro contacto se encuentra oscurecido. La causa aquí es la misma que la anterior: una desconexión entre las celdas. Los puntos que conectan a las celdas están indebidamente soldados, como consecuencia, durante la transportación o el movimiento de los módulos durante la instalación o el mantenimiento, pueden quedar desunidas las celdas por una de las barras. La afectación no se reduce a que una zona queda prácticamente sin flujo de corriente, ocurre también que se concentra mucha corriente a lo largo del contacto restante, exponiendo a la celda a un sobrecalentamiento y por tanto a un futuro deterioro del dispositivo en su conjunto.
Conclusiones
En este trabajo se expuso la importancia de la técnica de electroluminiscencia para la detección de fallas como parte de la inspección de módulos o de una instalación fotovoltaica. Se detallaron las ventajas y el rango de aplicabilidad de la técnica en dependencia del entorno en el cual se implemente la medición. Las especificaciones técnicas de la cámara de electroluminiscencia y la metodología que se llevó a cabo para las caracterizaciones fueron descritas. Se presentaron los resultados de haber implementado la técnica bajo condiciones distintas: sobre módulos instalados en un sistema fotovoltaico operante sobre una cubierta y en condiciones de laboratorio. La medición termográfica y la curva I-U resultan insuficientes para determinar el tipo de defectos que presenta el arreglo. Se detectaron varias fallas intrínsecas y extrínsecas: roturas de grandes porciones de celdas producto de cargas mecánicas; micro fracturas que atravesaban celdas completas; celdas oscurecidas casi completamente y zonas brillantes cercanas a las barras colectoras, consecuencia de desconexiones entre las celdas; corrosión y fallas a lo largo de los contactos metálicos de las celdas, producto de tensiones en los puntos de soldadura. Las fallas más frecuentes en las caracterizaciones hechas en el laboratorio fueron las micro-fracturas, probablemente producto de cargas mecánicas y golpeteos constantes sobre los dispositivos.
Para el caso de las caracterizaciones en cubierta, las fallas encontradas indican una alta probabilidad de ocurrencia de golpes a los dispositivos durante el proceso de transportación, montaje o mantenimiento. Estas fallas son producto de un mal apilamiento de los módulos en el medio de transporte y sin la debida sujeción; una ausencia de cuidado en el momento de situar los módulos en las estructuras de soporte y malas prácticas durante los procesos de mantenimiento y limpieza del sistema. Además, se reconocieron que estas fallas tienen como origen las sobrecargas mecánicas sobre la parte frontal de los dispositivos. Esto indica la necesidad de tener mucho cuidado durante estos procesos. A través de los resultados expuestos se demostró el potencial de la electroluminiscencia como técnica complementaria a la termografía y el trazado de la curva I-U, para la evaluación integral de módulos y su contribución a la infraestructura de la calidad fotovoltaica.

