










Mi SciELO
 Servicios personalizados
Servicios personalizadosServicios Personalizados
Revista

Articulo
 Español (pdf)
Español (pdf)
 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
 Enviar articulo por email
Enviar articulo por emailIndicadores
-
 Citado por SciELO
Citado por SciELO
Links relacionados
-
 Similares en
SciELO
Similares en
SciELO
Compartir

 Permalink
PermalinkIngeniería Industrial
versión On-line ISSN 1815-5936
Ing. Ind. vol.35 no.2 La Habana Mayo.-ago. 2014
ARTÍCULO ORIGINAL
Programación óptima de la producción en una pequeña empresa de calzado - en Colombia
Optimal production scheduling in a small shoe business in Colombia
Viviana Karolina Ortiz-Triana, Álvaro Junior Caicedo-Rolón
Universidad Francisco de Paula Santander. San José de Cúcuta. Colombia.
RESUMEN
El propósito de esta investigación fue diseñar la programación óptima de la producción en una pequeña empresa de calzado ubicada en la ciudad de San José de Cúcuta (Colombia), donde se identificaron las restricciones del sistema productivo para el desarrollo de un modelo matemático, siguiendo la teoría de restricciones en conjunto con la investigación de operaciones específicamente la técnica de programación lineal. Como resultado se obtuvieron las cantidades óptimas de fabricación maximizando el throughput (precio de venta menos costo de materiales) para la colección II semestre de 2011. Además, el estudio permitió identificar la operación crítica del sistema productivo, a partir de lo cual se identifican escenarios y oportunidades para el aprovechamiento de sus recursos. El modelo matemático y el proceso de programación a partir de la teoría de restricciones que representa la programación óptima de la producción, puede implementarse en pequeñas empresas de calzado que presenten las mismas características del caso de estudio.
Palabras clave: programación de la producción, optimización, teoría de restricciones (TOC), programación lineal.
ABSTRACT
The purpose of this investigation was to design an optimal production scheduling for a small shoe business located in San Jose de Cucuta (Colombia). The constraints of its productive system were identified in order to develop a mathematical model following the theory of constraints together with the operations research, specifically the linear programming technique. As a result, the optimal quantities of manufacturing were obtained to maximize the throughput (selling price minus cost of materials) for the collection of the second semester of 2011. The study also allowed the identification of the critical operation of the productive system, from which scenarios and opportunities were identified in order to use its resources. The mathematical model and the scheduling process from the theory of constraints that represents the optimal scheduling could be implemented in small shoe businesses with the same characteristics of the study case.
Key words: production scheduling, optimization, theory of constraints (TOC), linear programming.
INTRODUCCIÓN
La programación de la producción, o scheduling, es una respuesta operativa para optimizar la producción de un bien o servicio. Existen diversas técnicas de programación de la producción [1]. Sin embargo, muchos investigadores reconocen que los problemas de scheduling pueden ser resueltos óptimamente utilizando técnicas de programación matemática [2]. Hoy en día, la investigación de operaciones es una herramienta dominante e indispensable para tomar decisiones; la importancia de su aplicación radica en su fortaleza para modelar problemas complejos y resolver modelos de gran escala [3; 4]. La Teoría de Restricciones (TOC), el cual se centra en administrar activamente las restricciones que impiden el progreso de la empresa hacia su meta; ganar dinero hoy y en el futuro [5]. Las restricciones del sistema establecen su trúput, este se define como todo el dinero que entra a la empresa menos el dinero que paga a sus proveedores [6]. TOC también es conocida como una filosofía de mejoramiento continuo; las compañías que han adoptado este modo de pensar han obtenido logros sobresalientes [7]. La estructura productiva de Colombia se caracteriza por la existencia de pequeños establecimientos productivos donde el tamaño de la empresa influye en la capacidad para innovar, competir, exportar y financiarse. Por tanto, la micro, pequeña y mediana empresa requieren de herramientas gerenciales, tales como: Costeo Basado en Actividades, el cuadro de mando integral y TOC, esta última es la menos conocida [8]. Una de las tres medidas básicas para el desempeño de un negocio y que contribuyen con la toma de decisiones es el Throughput Accounting (TA) o Contabilidad del Trúput [9].
Se han realizado investigaciones con el objetivo de optimizar la programación de la producción. En una microempresa procesadora de filetes de pescado, se implementó un modelo de programación lineal con el fin de determinar las cantidades de fabricación semanal que arrojan la mayor contribución a las utilidades netas de la empresa [10]. Otra aplicación de un modelo de programación lineal, permitió determinar un programa óptimo de producción que proporcione el máximo beneficio empresarial, teniendo en cuenta las limitaciones de emisiones de dióxido de carbono establecidas por el protocolo de Kioto [11]. En Pequeñas y Medianas Empresas (Pymes) del sector muebles de madera se planteó la programación de operaciones mediante TOC como herramienta para mejorar la producción [12].En una planta de fundición, se aplicó TOC a los procesos de producción, lo cual mejoró el throughput de la restricción identificada respecto a su estado inicial [13]. Asimismo, se han realizado estudios comparando los sistemas de costos y la teoría de restricciones, mediante el TA, y modelos de simulación para determinar que método proporciona mayores beneficios [14; 15; 16].
El proceso de planificación y programación no está acompañado de herramientas que permitan eficiencia y eficacia en el desarrollo de sus operaciones; una errónea programación tiene efectos importantes en pérdida de eficiencia, productividad y aprovechamiento de la materia prima, incidiendo en los costos de producción [17]. Es necesario que las empresas empiecen el camino de la mejora continua implantando un correcto sistema de programación de la producción; "Desafortunadamente, muchos productores tienen sistemas de programación de la producción inefectivos" [12; 18]. El sector calzado es muy importante al ser un sector industrial estratégico . No obstante, las universidades locales no prestan asistencia científica al sector [19] . De acuerdo a la Cámara de Comercio de Cúcuta (CCC), en el 2012 el eslabón de transformación de la cadena del calzado y marroquinería del Área Metropolitana de dicha localidad está compuesto por 359 empresas, de las cuales 42,62% corresponde a fabricantes de calzado de cuero, y 22,56% a los fabricantes de calzado de otros tipos. La débil gestión del sistema productivo en las empresas, con ausencia visible de liderazgo, conocimiento técnico y aplicación de métodos, es una de las causas de que el Sector de Cuero, Calzado y Marroquinería, en Colombia, no cuente con las condiciones productivas y los encadenamientos necesarios para mantener su participación en el mercado local y competir en mercados internacionales . Dentro de las necesidades del sector, se destaca la capacitación al empresario de calzado en cuanto a habilidades técnicas de planificación, programación y control de la producción e inventarios, por medio de herramientas informáticas [20; 21]. Los problemas relacionados con la productividad y la competitividad tienen una participación del 43,7% y el 34,4% respectivamente, por tanto, las empresas del calzado que quieran surgir y competir en el entorno actual, deben aumentar su productividad, su competitividad e innovación [20] . Por otro lado, la pequeña y mediana empresa del sector calzado en Bogotá D.C. presenta una producción del 95.79% de la capacidad disponible, identificando pérdidas de tiempo, productividad y competitividad [22].
El objetivo de esta investigación es desarrollar una programación óptima de la producción en una pequeña empresa de calzado, lo cual le brindará a la organización una herramienta que permita conocer las cantidades óptimas a fabricar y la utilización de su sistema productivo, el uso de esta herramienta generará una ventaja frente a la competencia y le permitirá al empresario ser más productivo; facilitando la respuesta de la compañía ante las necesidades de la demanda, cumpliendo con los compromisos adquiridos con el cliente, entregando los productos en el menor tiempo posible, aumentando así la confiabilidad en la entrega, considerando las restricciones del sistema productivo; logrando así maximizar el throughput y ofreciendo una solución óptima a las pequeñas empresas de calzado que comparten la problemática identificada.
MÉTODOS
La unidad de estudio es una pequeña empresa de calzado ubicada en la ciudad de San José de Cúcuta, Colombia. Su producción alcanza los 21.282 pares anuales distribuidas entre los 76 productos que allí se elaboran. Para desarrollar un programa óptimo de producción se aplicó TOC, junto con la investigación de operaciones específicamente la técnica de programación lineal.
La teoría de restricciones (TOC)
TOC se centra en el papel que juegan las restricciones en los sistemas con el fin de mejorar el desempeño del mismo hacia la meta. Las restricciones pueden ser de recursos internos, de mercado y de políticas. Los pasos de la teoría de restricciones, se pueden observar en la figura 1 [23]:
La investigación de operaciones y la técnica de programación lineal.
Las fases principales de la implementación de la investigación de operaciones comprenden: la definición del problema, la construcción del modelo, la solución del modelo, la validación del modelo, y la implementación de la solución. En la investigación de operaciones no se tiene una sola técnica general con la que se resuelvan todos los modelos matemáticos que surgen en la práctica; sin embargo, en la opinión del autor la técnica más importante es la programación lineal [3].
Luebbe y Finch (1992) en su estudio proponen aplicar el procedimiento de la Teoría de restricciones usando el enfoque de programación lineal [23]. Asimismo, Balakrishnan y Cheng (2000) al hacer una revisión del tema, concluyeron que: "la programación lineal puede ser vista como una herramienta importante para asegurar que los principios de la Teoría de restricciones son aplicados correctamente e incrementan el throughput eficientemente"; el modelo de programación lineal, como en cualquier modelo de investigación de operaciones, tiene tres componentes básicos: las variables de decisión que se trata de determinar, el objetivo (la meta) que se trata de optimizar, y las restricciones que se deben satisfacer [3; 24: 7].
Teoría de restricciones
El sistema de programación desarrollado por TOC tiene su propio método específico; dicho método suele denominarse Tambor, Amortiguador, Cuerda (TAC) [25]. El método TAC reconoce que la restricción (tambor) dictará la velocidad de producción de toda la planta. Se debe establecer un amortiguador de stock frente a cada Recurso con Restricción de Capacidad (RRC). Para asegurar que el stock no crezca más allá del nivel dictado por el amortiguador de tiempo, debe atarse una cuerda desde el RRC hasta la primera operación [26]. Los principales pasos del método TAC se resumen en la figura 2 [25].
RESULTADOS
A continuación se evidencian los resultados obtenidos al aplicar la teoría de restricciones, junto con la técnica de programación lineal en una pequeña empresa de calzado.
Paso 1 Identificar las restricciones del sistema
Definición de variables de decisión del programa óptimo de producción
Donde:
Cij = Cantidad de pares de zapatos tipo i a fabricar en el periodo j
i: Índice que identifica el tipo de calzado a fabricar, donde i = 1, 2,…, M
j: Índice que identifica el período de producción, donde j = 1, 2,…, N
Definición de parámetros constantes del modelo
Donde:
Ui = Utilidad o throughput por par de zapatos tipo i fabricados, donde: i = 1, 2,…, M
Dij = Demanda en pares de zapatos tipo i en el período j, donde: i = 1, 2,…, M y j = 1, 2,…, N
Pij = Cantidad mínima de pedido en pares de zapatos tipo i en el período j, donde: i = 1, 2,…, M y j = 1, 2,…, N
Tit = Tiempo requerido (en minutos) por par de zapatos tipo i, para cada operación tipo t donde: i = 1, 2,…, M y t= 1, 2,…, T
Ttj = Tiempo total disponible (en minutos) para cada operación tipo t en el período j, donde: t = 1, 2,…, T y j = 1, 2,…, N
t: Índice que identifica el tipo de operación a realizar, donde t = 1, 2,…, T
Cpij = Cantidad de pares de producto tipo i que el subcontratista puede procesar en el período j, donde: i = 1, 2,…, M y j = 1, 2,…, N
TMki = Consumo de cada material tipo k requerido, en sus respectivas unidades, por par de zapatos tipo i, donde: k = 1,2,…, K y i = 1, 2,…, M
k: Índice que identifica el tipo de material requerido, donde k = 1, 2,…, K
Mkj = Cantidad disponible de cada material tipo k, en sus respectivos unidades, para la fabricación de calzado en el período j, donde: k = 1,2,…, K y j = 1, 2,…, N
Función objetivo
Para el modelo matemático el objetivo propuesto es maximizar la utilidad o throughput, la cual viene dada por la expresión 1:
M N
Max Z = Ui*Cij [1]
Restricciones del problema
El modelo matemático tiene en cuenta las limitaciones de: demanda, cantidad mínima de pedido, capacidad, disponibilidad de materiales, y la restricción de no negatividad.
Restricción de demanda
Los valores de la demanda fueron extraídos de las órdenes de pedido de la feria de calzado realizada en II semestre de 2011.
Cij Dij i 1, 2...; M; j 1,2,...,N [2]
Restricción de cantidad mínima de pedido
Las cantidades mínimas de pedido fueron establecidas por política de la alta dirección, y representan el monto mínimo que debe recibirse de un producto para poder ser enviado a producción.
Cij Pij i 1, 2...; M; j 1,2,...,N [3]
Restricción de capacidad
La restricción de capacidad para cada una de las operaciones tipo t se representa en la siguiente ecuación.
N
T it * C ij T tj i 1, 2...; T; j 1,2, ...,N [4]
Restricción de capacidad de tejido
Esta operación es subcontratada, para determinar la capacidad de respuesta del subcontratista, se utilizaron los registros históricos de entrega, y los compromisos de cumplimiento.
N
c ij Cp ij i 1, 2...; M; j 1,2, ...,N [5]
Restricción de disponibilidad de materiales
Para determinar la disponibilidad de los materiales se utilizaron los registros de compras, el control de inventarios de materias primas, y la experiencia del personal con el fin de calcular la cantidad disponible de los materiales correspondientes y en sus respectivas unidades, para el período seleccionado.
N
TM ki * C ij M kj k 1, 2...; K; j 1,2, ...,N [6]
De la misma manera, se identificaron las tasas de consumo de los materiales correspondientes en sus respectivas unidades.
Restricción de no negatividad
Esta restricción hace referencia a que la variable de decisión del modelo debe ser entera y no negativa.
C ij ?+ i 1, 2...; M; j 1,2, ...,N [7].
Se elaboró un modelo matemático de programación lineal entera que se evidencia en las expresiones del (1) al (7), el cual permite determinar el programa óptimo de producción para la pequeña empresa de calzado durante el II semestre de 2011. Dicho modelo permite el aprovechamiento de los recursos productivos, así como la satisfacción de la demanda y la maximización de sus utilidades o throughput, respondiendo a la problemática identificada en el sector Calzado.
Análisis de cargas de trabajo
De acuerdo con el análisis de cargas de trabajo se identificó el cuello de botella del sistema productivo, paso 1 de la teoría de restricciones. Conociendo las capacidades de producción y los requerimientos de la demanda, se analizaron las restricciones de tipo internas que hacen referencia a los recursos productivos de la compañía. Se observa que la operación de guarnición representa el cuello de botella con un porcentaje de utilización de 139,56% (Ver tabla 1). Asimismo, se analizó el porcentaje de utilización de la operación subcontratada; la operación de tejido que aplica a los productos tipo B, cuya capacidad disponible es de 8.840 pares en el periodo del II semestre de 2011, y la capacidad requerida es de 252 pares en el mismo periodo, por lo cual, la utilización resulta del 2,85%
Al determinar el tiempo de producción disponible se tuvo en cuenta el número de operarios correspondiente, aunque la empresa posee más de un operario por cada operación, a cada uno de ellos se le asigna un trabajo distinto. Por tanto, se decidió hacer el cálculo basado en que solo hay un operario disponible, mientras el resto se dedica a la fabricación de otros productos. Posteriormente, se determinan las cantidades óptimas de fabricación con los recursos disponibles actualmente. Para ello, se realiza el montaje y análisis del modelo matemático en el software WinQSB versión 2.0, subprograma Linear and Integer Programming, desarrollado por Chang. Los requerimientos de la demanda y la cantidad de pares a fabricar para la colección II semestre de 2011 pueden observarse en la tabla 2.
Donde la primera letra en mayúscula, en este caso G, J, y B representan cada tipo de producto, y el guión al piso junto con la segunda letra en mayúscula (_A) identifican la combinación correspondiente.
Al contrastar la cantidad de pares a fabricar con los requerimientos de la demanda, se observa que 8 de los 18 productos presentan pares faltantes por fabricar, arrojando como resultado que con los recursos disponibles queda una parte de la demanda insatisfecha.
Paso 2 de la teoría de restricciones, explotar las restricciones
Se requiere determinar de qué manera se explota la restricción para maximizar su utilidad. El tiempo disponible de la restricción es limitado y los productos diversos usan diferentes tiempos de la restricción; por lo cual se debe dar prioridad a los productos que tienen un mayor throughput, y a los productos que usan el menor tiempo de la restricción. Para decidir cuál contribuye más a las utilidades de la empresa, se necesita dividir el throughput del producto por el tiempo que usa de la restricción [6]. En la tabla 3, se calculó el margen de contribución y el margen throughput para cada producto por unidad de restricción (guarnición), a partir de lo cual se determinan las prioridades en la secuencia de producción.
Al analizar el margen de contribución tradicional y el margen throughput, se observa que en ambos casos, algunos productos presentan la misma prioridad en producción, por lo cual, se ordenan los productos dando prioridad a aquellos que requieren menos tiempo del cuello de botella. En la tabla 4, se determina la combinación de productos a fabricar para la pequeña empresa de calzado, teniendo en cuenta el margen de contribución tradicional y el margen throughput.
De acuerdo a las secuencias de producción obtenidas en la tabla 4, se observa que considerando el mayor margen de contribución por unidad de restricción, el sistema de producción alcanza a procesar 13 de los 18 productos, mientras que, considerando el mayor margen del throughput por unidad de restricción, el sistema de producción procesa 16 de los 18 productos. Para elegir la secuencia de producción a utilizar, se identificó la combinación de productos que arroja la mayor utilidad operacional, cuyos resultados se observan en la tabla 5.
De acuerdo a lo expuesto en la tabla 3, en la tabla 5, se totalizaron los ingresos, los costos de materias primas, y se determinaron los gastos de operación según el margen de contribución y el margen throughput, para calcular la utilidad operacional de cada uno. Como resultado, se obtuvo que la secuencia de producción establecida por el margen throughput genera una mayor utilidad operacional para la empresa. Aún así, esta secuencia no puede aplicarse debido a que los materiales requeridos para la fabricación del calzado tipo J y tipo G presentan demoras en los tiempos de entrega. Por consiguiente, este orden debe modificarse dando prioridad al calzado tipo B cuyas materias primas llegan primero a planta. La nueva secuencia de producción se puede observar en la tabla 6.
Al priorizar el calzado tipo B, se observa que aunque cambió la secuencia de producción, la cantidad de productos a fabricar es igual que en la tabla 4, y la utilidad operacional se mantiene en el valor de $ 21.587.934 obtenido en la tabla 5. Teniendo en cuenta los resultados de las tablas 5 y 6, se concluye que la secuencia de producción según el margen throughput permite alcanzar una mayor utilidad operacional que la obtenida mediante el margen de contribución.
Luego de maximizar el throughput, se plantea un escenario, modificando tiempo de producción disponible para la colección II semestre de 2011. Considerando que la empresa cuenta con personal para ello, y para realizar un mejor aprovechamiento de los recursos, se decidió que los dos operarios del recurso cuello de botella deben realizar trabajos en conjunto y no independientemente, como se hacía inicialmente en la operación de guarnición. Al hacer este cambio en la forma de ejecutar las órdenes de producción, el personal adicional no acarrea un costo extra que afecte las utilidades, por lo cual éstas se mantienen por producto fabricado. Los resultados del análisis de cargas de trabajo se muestran en la tabla 7.
Como resultado se observa que al asignar dos operarios a la operación de guarnición, esta deja de ser un cuello de botella. Por otro lado, la operación de soleteado presenta un porcentaje de utilización igual al 99,07%, lo cual indica que este es un recurso de restricción de capacidad. Los requerimientos de la demanda y las cantidades óptimas de fabricación al explotar el cuello de botella pueden observarse en la tabla 8.
Al explotar el cuello de botella, se observa cómo se da cumplimiento a todos los requerimientos de la demanda. En este nuevo escenario se puede implementar la secuencia de producción según el margen throughput obtenida en la tabla 6.
Paso 3 Subordinar todo lo demás a la Restricción
Para subordinar todo a la restricción se deben programar los recursos con base a la restricción. Para esto se sigue el modelo tambor amortiguador cuerda establecido por la Teoría de Restricciones. El tamaño del amortiguador corresponde a ¼ o 25% del tiempo de entrega total real del sistema. Al realizar el cálculo se tuvo en cuenta que se poseen dos tipos de materias primas: las locales y las nacionales. Los productos que requieren de materias primas locales son enviados a producción primero debido a que los productos que requieren de materias nacionales presentan tiempos de espera mayores. Para los productos que requieren materias primas locales se calcula un primer amortiguador. Así mismo, para los productos que requieren de materias primas nacionales debe calcularse un segundo amortiguador. En la tabla 9 pueden observarse los resultados obtenidos.
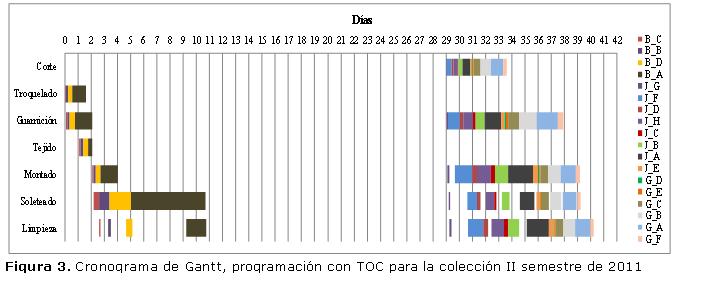
Teniendo en cuenta los tiempos de entrega totales del sistema, se determinó que el tamaño del amortiguador de tiempo es igual a 6.875,86 minutos. Para los productos tipo B este amortiguador de tiempo es igual a 2240,27 minutos lo cual equivale a 62 pares. En el segundo caso, para las 14 referencias restantes, el tamaño del amortiguador de tiempo es igual a 4635,60 minutos, lo cual equivale a 171 pares. Conociendo, el orden en que deben ser enviados los pedidos, y el tamaño del amortiguador, se realiza la programación de la producción mediante un Cronograma de Gantt, el cual puede observarse en la figura 3.
En el Cronograma de Gantt se muestra la carga y secuencia de trabajo establecida para cada etapa del proceso productivo, en el horizonte de programación considerado en el estudio. Se observa una brecha de tiempo entre los días 11 y 29 que corresponde a espera de la llegada de materiales del interior del país a la empresa, para poder continuar con el procesamiento de los pedidos.
Paso 4 Elevar la Restricción del Sistema
Al aplicar el paso 2 de la teoría de restricciones se elevó la restricción de tipo interna, la cual era la operación de guarnición, maximizando la utilidad e identificando a la operación de Soleteado como un recurso de restricción de capacidad.
Paso 5 Volver al Paso 1
Tras haber roto la restricción de tipo interna, se inicia un nuevo ciclo de TOC en el que se debe identificar la nueva restricción, en este caso la restricción a explotar será externa o de mercado, por lo que se recomienda a la empresa establecer estrategias de mercadeo para aumentar las ventas y así aprovechar los recursos productivos disponibles. Además, la empresa iniciaría un proceso de mejora continua, donde cada vez que se inicie un ciclo de TOC, la empresa debe exigirse para mejorar sus procesos de gestión, que lo conduzca al incremento de las utilidades, la productividad y la competitividad.
DISCUSIÓN
En la tabla 1 se observa que la operación de guarnición representa el cuello de botella del sistema productivo con un porcentaje de utilización igual al 139,56%, lo cual refleja una realidad del sector calzado, puesto que la restricción de todo el sistema productivo de una empresa de calzado es el proceso de guarnición . En el presente estudio, al determinar la secuencia de producción, se priorizó al margen que arroja mayor dinero por unidad de consumo en el cuello de botella. Para los productos en que se identificó un empate al obtener el mismo margen throughput, fueron de prioridad los que requerían menos tiempo en la restricción, aspecto que coincide con lo planteado por Corbett (2001) [6], donde se le dará énfasis a los productos que tienen un mayor throughput, y al mismo tiempo, dar prioridad a los productos que usan el menor tiempo de la restricción. Así mismo, al determinar la combinación óptima de productos que permitiera una mayor utilidad operacional siguiendo el margen tradicional de contribución y el margen throughput, se identificó que esta última aporta la mayor utilidad operacional para la compañía, aspecto en el que coincide con estudios similares [14; 16]. Aunque la secuencia de producción obtenida inicialmente tuvo que ser ajustada a la realidad, la cantidad y combinación de productos a fabricar no cambió, por tanto, siempre y cuando se cumpla con la secuencia de producción establecida se garantiza la obtención del máximo throughput. Tras explotar la operación de guarnición o cuello de botella, la operación de Soleteado se convierte en un recurso de restricción de capacidad, aspecto en el que coincide con un estudio realizado por Parra (2011) [27]. Además, realizar una programación óptima de la producción permite el máximo aprovechamiento de los recursos productivos, lo cual es indispensable para cualquier empresa que quiera competir y subsistir en un mundo globalizado, en donde dar soluciones óptimas a los problemas debe ser un asunto de primera importancia para toda organización. Por último, el proceso seguido para lograr el objetivo propuesto sirve de referencia para que otras pequeñas empresas con características similares puedan programar su producción y de esta manera contribuir al fortalecimiento del sector.
CONCLUSIONES
1. Se diseñó un modelo matemático que representa el programa óptimo de producción de una pequeña empresa de calzado para un período específico de tiempo, este modelo puede ser utilizado por cualquier pequeña empresa que cuente con las características y operaciones similares a las de la empresa estudiada.
2. El programa óptimo de producción desarrollado, constituye una herramienta con la cual el empresario puede generar una ventaja frente a la competencia y ser más productivo, mientras maximiza sus utilidades o throughput.
3. Los pasos seguidos para dar solución a la problemática identificada representan un acercamiento novedoso para abordar este tipo de problemas. Además, el tener en cuenta las características y funcionamiento del sector permite ofrecer una solución óptima y real para las pequeñas empresas de calzado que deseen aplicarlo. La implementación de esta herramienta permitiría realizar una mejor administración de la producción, y de esta forma contribuir al fortalecimiento del sector; facilitando el cumplimiento de los objetivos, políticas, y estrategias formuladas en el plan de negocios del Cuero, Calzado y Marroquinería lanzado por el Programa de Transformación Productiva del Ministerio de Comercio, Industria y Turismo de Colombia, para mejorar la productividad y competitividad del sector.
4. Al explotar la restricción, esta se elevó, quedando la operación de soleteado como un recurso restringido de capacidad, evidenciando una capacidad productiva sobrante igual al 0,93 %. Luego de elevar la restricción y de terminar un ciclo de TOC, se inicia uno nuevo, en donde la limitante principal de la organización, será la demanda, la cual debe explotar para realizar un adecuado aprovechamiento de los recursos productivos.
5. Al determinar las prioridades de producción mediante el margen de contribución tradicional y el margen throughput por producto, se identificó que éste último obtuvo una mayor utilidad operacional representada en un 14,05%. Tras ajustar la secuencia de productos debido a la disponibilidad de los materiales, la combinación óptima de productos no cambio, y la utilidad operacional obtenida inicialmente mediante el margen throughput se mantiene. Sin embargo, para obtener el throughput máximo se deben fabricar todas las cantidades en la secuencia establecida.
REFERENCIAS
1. HERRERA, M., "Programación de la producción: una perspectiva de productividad y competitividad", Revista Virtual Pro [en línea], 2011, vol. 42, no. 11, [consulta: 22-06-2012], ISSN 1900-6241.
2. JAIN, A.; MEERAN, S., "A state of the art review of job shop scheduling techniques", [en línea], 1998, [consulta: 22-06-2012], Disponible en: <ftp://ftp.dca.fee.unicamp.br/pub/docs/vonzuben/ia707_1s04/textos/jain98stateart.pdf>
3. TAHA, H., Investigación de operaciones, México, Pearson Education, 2004, ISBN 970-26-0498-2, 848 p.
4. ALVARADO, Jorge. El análisis post-optimal en programación lineal aplicada a la agricultura. Reflexiones. Costa Rica, 2011. 90: 161-173, ISSN 1021-1209
5. KRAJEWSKI, Lee[et al.], Administración de operaciones, Octava, México, s.l., 2008, 978-970-26-1217-9.
6. CORBETT, T., La Contabilidad del Trúput. El sistema de Contabilidad gerencial de TOC, 2a ed., Colombia, 2002, ISBN 9589701205 5.
7. DAVIES, J.; MABIN, V., "Theory of Constraints", Revista Virtual Pro [en línea], 2009, vol. 40, no. 2, pp. 9-15 [consulta: 20-062012], 1900-6241. Disponible en: http://www.revistavirtualpro.com/revista/index.php?ed=2011-09-01&pag=20
8. GONZÁLEZ, P.;BERMÚDEZ, T., "Fuentes de información, indicadores y herramientas más usadas por gerentes de Mipyme en Cali, Colombia", Contaduría y administración [en línea], 2010, no. 232, [consulta: 20-08-2012], ISSN 0186-1042. Disponible en: <http://contaduriayadministracionunam.mx/articulo-2-196-25.html>
9. GOLDRATT, E.; COX, J., La meta, Buenos Aires, Ediciones Granica, 2008, ISBN 978-950-641-523-5.
10. SALAS, R.; CAPACHERO, Y.; AMAYA, M.; OTERO, I., "Implementación de un modelo de programación lineal para la programación de la producción de filetes de pescado. Caso Colombiano" Revista Virtual Pro, 2007, vol. 38, no. 9, ISSN 1900-6241.
11. GESSA, A.; RABADÁN, I.; JURADO, J., "La planificación de la producción industrial y las emisiones de CO2. Aplicación de un modelo de programación lineal" Revista DYNA Ingeniería e industria, 2009, vol. 84, no.2, p. 119-127, ISSN 0012-7361.
12. ÁLVAREZ, J.; INCHE, J.; SALVADOR, G., "Programación de operaciones mediante la teoría de restricciones", Industrial data, 2004, vol. 7, no. 1, pp.12-19, ISSN 1560-9146.
13. ABISAMBRA, A.; MANTILLA, L., "Aplicación de la teoría de restricciones (TOC) a los procesos de producción de la planta de fundición de Imusa", Revista Soluciones de Postgrado EIA [en línea], 2008, no. 2, [consulta: 15-04-2012], ISSN 2811-3854. Disponible en: <http://revistapostgrado.eia.edu.co/Revista%20Edici%F3n%20N%BA.2/Soluciones%202%20art%209.pdf>
14. GONZÁLEZ, Patricia and ESCOBAR, John, "Teoría de las restricciones (TOC) y la mecánica del Throughput Accounting (TA). Una aproximación a un modelo gerencial para toma de decisiones: caso compañía de Cementos Andino S.A." Cuadernos de contabilidad, 2008, vol. 9, no. 24, pp. 209-228, ISSN 0123-1472.
15. ORTIZ, F. ; NUÑO, P.; TORRES, R.; BÁEZ, O., "Comparación del sistema de costos estándar y la teoría de restricciones para el control del flujo de materiales mediante un modelo de simulación" Revista de la ingeniería industrial, 2008, vol. 2, no. 1, ISSN 1940-2163.
16. GONZÁLEZ, P., "Teoría de las restricciones y la mecánica Throughput Accounting. Una aproximación a un modelo Gerencial para la toma de decisiones: Caso compañía de Bastones Colombia S.A.", [en línea], 2006, s.n., S.l. [consulta:15-04-2012] Disponible en: http://www.alafec.unam.mx/asam_cuba/ponencias/costos/costos07.doc
17. ROMERO, R.; POBLETE, M.; BAESLER ABUFARDE, F., "Modelo de programación de la producción para la industria del aserrío", Revista Ingeniería Industrial [en línea], 2004, no. 1, [consulta: 12-03-2013], ISSN 0717-9103. Disponible en: http://www.ici.ubiobio.cl/revista/index.php?option= com_docman&task=doc_download&gid=50&&Itemid=15
18. HERRMANN, J., "The legacy of Taylor, Gantt, and Johnson. How to Improve Production Scheduling", ISR Technical Report 2007-26 [en línea], 2007, [consulta: 23-10-2013], Disponible en: <http://drum.lib.umd.edu/handle/1903/7488>
19. ANGULO, M., "Visión de Competitividad Regional" El Empresario, 2007, vol. 10, no. 53, ISSN 0124-5848.
20. ESTRADA, S.; PAYAN, A.; PATIÑO, Heyller, "El sector calzado del área metropolitana centro occidente. Rumbo a la productividad y competitividad con ingenio e innovación", Scientia Et Technica, 2006, vol. 12, no. 31, pp. 189-194, ISSN 0122-1701.
21. NIÑO, Jully, "Plan de capacitación en habilidades gerenciales para los gerentes de producción del sector industrial del calzado, cuero y sus manufacturas en el área metropolitana de Cúcuta", [tesis de diploma], San José de Cúcuta, Universidad Francisco de Paula Santander, 2011.
22. HERRERA , Ó.;RAMÍREZ, L.; MAYORGA, Ó., "Aplicación del modelo de planeación de las capacidades productivas en empresas manufactureras en una PYME del sector calzado" Memorias, 2007, vol. 5, no. 9, ISSN 0124-4361.
23. SIPPER, D.; BULFIN, R., Planeación y control de la producción, 1a. ed., México, McGraw Hill, 1998, ISBN 9789701019443.
24. BALAKRISHNAN, J.; CHENG, C., "Theory of constraints and linear programming: a reexamination" International Journal of Production Research, 2000, vol. 38, no. 6, pp. 1459-1463, ISSN 0020-7543.
25. CHAPMAN, S., Planificación y Control de la Producción, México, Pearson Educación, 2006, ISBN 970-26-0771-X, 288 p.
26. GOLDRATT, E., La carrera, 1. ed., Argentina, Ediciones Granica, 2008, 9789506411633.
27. PARRA, John, "Programación de la producción por medio del modelo de teoría de restricciones para la empresa de calzado mountain power de la ciudad de Cúcuta", [Tesis de diploma], San José de Cúcuta, Universidad Francisco de Paula Santander, 2011.
Recibido: 27/08/2012
Aprobado: 19/03/2014
Viviana Karolina Ortiz-Triana. Universidad Francisco de Paula Santander. San José de Cúcuta. Colombia. E-mail: vivianakarolinaot@ufps.edu.co

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}