










Mi SciELO
 Servicios personalizados
Servicios personalizadosServicios Personalizados
Revista

Articulo
 Inglés (pdf)
Inglés (pdf)
 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
 Enviar articulo por email
Enviar articulo por emailIndicadores
-
 Citado por SciELO
Citado por SciELO
Links relacionados
-
 Similares en
SciELO
Similares en
SciELO
Compartir

 Permalink
PermalinkIngeniería Industrial
versión On-line ISSN 1815-5936
Ing. Ind. vol.38 no.3 La Habana set.-dic. 2017
ARTÍCULO ORIGINAL
Proceso de transformación de la materia prima para tableros de madera plástica
Transformation process of raw material for wood plastic boards
Yonny Martínez-LópezI, Maryuri García-GonzalezII, Raúl Ricardo Fernández-ConcepciónII, Daniel Álvarez-LazoII, Emilio Martínez-RodríguezIII
ICentro de Investigaciones y Servicios Ambientales (ECOVIDA). Pinar del Río, Cuba
II Universidad Hermanos Saiz Montes de Oca. Pinar del Río, Cuba
III Estación Experimental Agroforestal Baracoa. Guantánamo, Cuba
RESUMEN
El objetivo propuesto es evaluar que los tratamientos realizados a la materia prima para la fabricación de los tableros de madera plástica contribuyen a mejorar el proceso tecnológico; ampliar los conocimientos relacionados con la optimización de residuos antes de ser utilizados. Se realizaron tratamientos al aserrín de Pinuscaribaea: análisis del contenido de humedad, estudio granulométrico y extracción de resina de la madera, los que se tomaron del aserradero "Combate de las Tenerías", en Guane. Los residuos plásticos fueron clasificados, limpiados y triturados, se evaluó la disponibilidad de cada uno de ellos en la provincia de Pinar del Río, Cuba. Además se muestra el diseño tecnológico para la producción de este tipo de tablero, así como la utilización de aditivos. Este material se desarrolla mediante extrusión posibilitando obtener un aglomerado de aspecto similar a la madera, con múltiples aplicaciones relacionadas con la construcción, dado por su resistencia al intemperismo.
Palabras Claves: Tableros, residuos, tratamiento, aserrín, plástico.
ABSTRACT
Their objective is to evaluate the treatments madeto the raw material for the manufacture of plastic wood panel shelp improve the technological process; expand know ledgerelated to the optimization of was te before beingused. Treatments were performed to sawdust of Pinuscaribaea: analysis of moisture content, particle size and extraction study of wood resin, which were taken from the sawmill "Battle of the tanneries" in Guane. Plastic wastewe resorted, cleaned and crushed, weas sessed the availability of each of the min the province of PinardelRío, Cuba. It also shows the technological design for the production of this type of board, as well as the use of additives. This materialis developed by extrusion enabling get a look similar tore constituted wood, with many applications related to construction, givenits resist anceto weathering.
Keywords: boards, wastetreatment, sawdust, plastic.
INTRODUCCIÓN
Cuba cuenta con un reconocido espacio dentro del desarrollo de la industria de los aglomerados, por cuanto; por iniciativa propia presionada por las alternativas económicas de la época; desde la década de los años 20 del pasado siglo, se convirtió en uno de los pioneros mundiales en la producción de aglomerados a partir del bagazo de la caña de azúcar, provocando un salto impresionante en la esfera internacional, al alcanzar como productor de tableros de bagazo un indicador cimero de 24,6 m3 de panel por cada 1000 habitantes. En la actualidad la producción de paneles ha disminuido como consecuencia de la contracción de la producción azucarera en el país, lo cual ha provocado que muchas de ellas hayan sido clausuladas por el normal desgaste de la industria, dado por escasos mantenimientos por falta de reposición de piezas de repuesto, las cuales son adquiridas en el mercado internacional, influenciado también por las bajas disponibilidades de bagazo, lo cual ha provocado una reducción considerable en la producción de tableros a un 70,2 %, y condicionado a seguir bajando. Según estudios realizados por Reddy y Yang (2009)estas condiciones implican la toma decisiones oportunas que posibiliten el fortalecimiento de la industria del tablero. Por tal motivo para revertir esta situación y a tenor con las nuevas tendencias mundiales, en el año 2009 se introdujo en el país una nueva tecnología, que permite a partir del aprovechamiento de residuos de la industria de la madera (aserrín), así como de residuos industriales como el plástico, la producción de tableros de madera plástica, con una amplia repercusión tanto en el ámbito económico como ambiental. Estos residuos constituyen una fuente importante de materia prima para la industria del tablero en el país, permitiendo con su aprovechamiento fortalecer la industria del tablero en Cuba, disminuyendo consecuentemente las importaciones de tableros, lo cual provocará el aumento del consumo de tableros madera plástica dado la resistencia que ofrece el material en comparación con los tableros convencionales y la propia madera en la esfera de la construcción. El proceso de optimización de estos residuos contribuye sustancialmente al conocimiento del procedimiento correspondiente para obtener una materia prima en buenas condiciones que cumpla con los requisitos establecidos para ser utilizada en la fabricación de este tipo de tablero cuando se utiliza madera de pino (Ashori y Nourbakhsh, 2009). El cual constituye la principal fuente de aprovechamiento de la industria forestal, por lo que la generación de residuos de esta especie se hace muy abundante en la provincia del Pinar del Río y en todo el país. Estos además de los residuos plásticos se encuentran expuestos al medio ambiente causando enfermedades respiratorias, provocan la acumulación de aguas negras conllevando a criaderos de mosquitos, son causantes de incendios y son hospederos de plagas que afectan a la salud humana. Por lo que su reconversión en un material de innumerables aplicaciones dada su resistencia al intemperismo constituye un aporte a la industria del tablero en Cuba.
MÉTODOS
Metodología utilizada
Determinación de las potencialidades de materia prima
La industria forestal es generadora de una alta cantidad de residuos que provienen tanto del aserrado y remanufactura de la madera, como de las podas y raleos de los bosques. Los residuos son generalmente utilizados como materia prima para la industria de la celulosa y la de tableros, para la generación de energía y para otros usos como cama de ganado, compost, etc. Los complejos foresto industriales más competitivos son aquellos que aprovechan integralmente todos sus recursos utilizándolos con diferentes fines(Godaraet al., 2009). Existen además otras industrias que generan gran cantidad de residuos plásticos, que también pueden ser reutilizados con diversos fines, actualmente todos ellos constituyen un problema ambiental eminente debido a que son poco utilizados. Este estudio permitió hacer estimaciones cercanas a los potenciales de estas materias primas en la provincia Pinar del Río, que puedan garantizar la elaboración del tablero madera plástica con propiedades ignífugas (MPI), lo cual permitirá reducir al mínimo el porcentaje de residuos y reconvertir los mismos en insumos y productos de usos considerables (Martínez y García, 2012e)
Potencialidades de aserrín en la provincia Pinar del Río para la producción de tableros MP
Según Martínez et al. (2012a) la estimación del volumen de aserrín tiene como objetivo conocer la disponibilidad de esta materia prima que justifique la puesta en marcha de algún proceso encaminado al uso de ese recurso. Estudios realizados por Alvares (2005) infiere que estasaplicaciones obedecen no sólo a la solución de encontrar una vía factible para el uso de estos residuos, sino a la necesidad de proteger el medio ambiente, pues estos en los depósitos constituyen una fuente de contaminación. Además, trabajos relacionados con el rendimiento y generación de residuos en los aserraderos de la provincia ofrecen porcientos aproximados de la generación de aserrín en cada uno de los aserraderos de la provincia de Pinar del Río, estos resultados aplicados a la producción de madera aserrada en los aserraderos permiten obtener un estimado de la generación de aserrín en la provincia.
Potencial de residuos plásticos en Pinar del Río
Conocer el estado actual de los residuos es la primera fase de cualquier tarea relacionada con la utilización de los mismos. Con este fin se realizó un diagnóstico a través de una encuesta con el objetivo de cuantificar los residuos plásticos que se generan en las entidades, o empresas estatales que utilizan envases plásticos para sus producciones.
Análisis del aserrín de Pinuscaribaea antes de entrar al proceso productivo.
Determinación del contenido de humedad
La muestra de aproximadamente 1 g fue secada en estufa a 103 ± 2 oC hasta masa constante según norma TAPPI T12-os-75, se utilizaron materiales como: crisol, desecadora, balanza analítica (0.001 de precisión), estufa. El porciento de humedad (ecuación 1) se calculó de acuerdo con la siguiente expresión:

Donde:
A: crisol más masa de la muestra.
B: crisol más masa seca.
C: crisol vacío.
Proceso de extracción de resina
El proceso de extracción de resina del aserrín de madera de Pinus caribaea Morelet var. caribaea Barret y Golfari se realizó en el laboratorio de investigaciones de química de la Universidad de Pinar del Río, según la Norma Estándar TAPPI T-25 T-os -76, El procedimiento se realizó mediante una extracción seriada de cinco gramos de la muestra, empleando como disolventes para la extracción tolueno – etanol (2:1) durante ocho horas, seguida de extracción en etanol al 95 % por cuatro horas. La extracción se realizó empleando un equipo soxhlet con reflujo contracorriente de agua fría, durante el tiempo establecido por cada disolvente según la norma, luego fueron secadas en una estufa durante cuatro horas a una temperatura de 103 ± 2 oC.
Análisis granulométrico del aserrín
El análisis granulométrico a granel, se realizó con el objetivo de determinar las distribuciones de las partículas de acuerdo a sus dimensiones, con motivo de la utilización de los medios efectivos para su transportación, además de proporcionar el rango óptimo de su utilización como materia prima en la elaboración del tablero propuesto. El método para su determinación se realiza a partir del tamizado, el cual consiste en hacer pasar una muestra conocida del material por una serie de tamices que poseen orificios o mallas progresivamente decrecientes, donde quedan retenidas las porciones de material, una vez separadas se pesan y se determina el porciento retenido con relación al peso total de la muestra. El diámetro medio de las partículas de aserrín de Pinuscaribaeaobtenido de las áreas productivas del aserradero Combate de las Tenerias, se determinó a partir del análisis granulométrico, mediante el método de tamizado, con la serie de tamices Tyler ![]() . El ensayo se desarrolló en el laboratorio nacional de investigaciones aplicadas de Pinar del Río, Para ello se consideró la distribución de tamices por la serie Tyler
. El ensayo se desarrolló en el laboratorio nacional de investigaciones aplicadas de Pinar del Río, Para ello se consideró la distribución de tamices por la serie Tyler ![]() , la cual establece un rango desde 2,362 mm hasta 0,038 mm de apertura, a partir de un muestra de 100 g de aserrín, y con el empleo de un vibrador durante 30 minutos, fueron tomadas las porciones retenidas en cada uno de los tamices.
, la cual establece un rango desde 2,362 mm hasta 0,038 mm de apertura, a partir de un muestra de 100 g de aserrín, y con el empleo de un vibrador durante 30 minutos, fueron tomadas las porciones retenidas en cada uno de los tamices.
RESULTADOS
En la tabla 1 se muestran los resultados obtenidos en el ensayo del análisis granulométrico del aserrín de Pinuscaribaea var caribaea tomado a partir de muestras de 100 g del aserradero Combate de las Tenerías de la provincia de Pinar del Río. Por su parte en las figuras 1 y 2 se representa la distribución de las partículas obtenidas en la experimentación, así como el valor promedio de las partículas respectivamente.


En la figura 3 se puede observar una representación de los principales residuos plásticos que se generan en la provincia de Pinar del Río mensualmente, estos resultados son parte de la encuesta realizada a las entidades generadoras de dichos residuos.

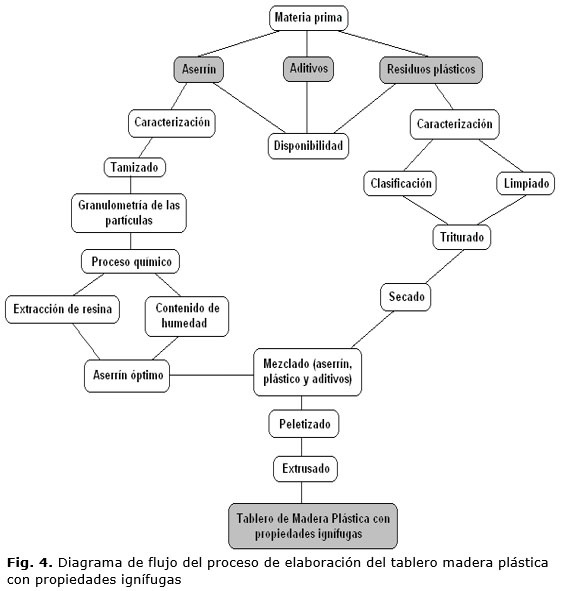
Para el proceso productivo del tablero MP es importante tener en cuenta una serie de pasos indispensables para obtener un material de buena calidad. En la figura 4 y 5 se muestra el esquema tecnológico para la fabricación de este tipo de tablero así como se representa las partes fundamentales del sistema de extrusado respectivamente, en los que se pretende conjugar el proceso de optimización de la materia prima con el fabricado del material.

DISCUSIÓN
Evaluación del tratamiento al aserrín de Pinuscaribaea
Evaluación del contenido de impurezas del aserrín
El aserrín requiere un tratamiento para proporcionar un mejor flujo tecnológico en la industria, lo cual implica que esta materia prima tenga una merma de un 21,8 %; de ella, hasta un 3,2% por concepto impurezas (corteza, pequeños trozos de madera, piedras). Gran parte de la corteza de madera de coníferas se separa en el proceso de preparación de las partículas, sin embargo, se ha considerado que hasta un 5% de corteza en la capa central de los tableros de partículas no resulta perjudicial para la resistencia del tablero (Kuoet al., 2009). Estudios realizados por Poblete y Burgos (2011)probaron en experiencias industriales con tableros de fibras duros (HDF) que se puede aplicar hasta un 14 % de corteza con un efecto positivo en la estabilidad dimensional y con solo una leve pérdida de las propiedades mecánicas. Para el caso del tablero de madera plástica con propiedades ignífugas, el cual es un tablero de partículas mono capa; aunque no existen estudios definitorios sobre la influencia del uso de cortezas en la formulación; su inclusión como parte de la materia prima se debe considerar a partir de las experiencias alcanzadas a nivel de laboratorio con otros tableros de madera plástica producidos a partir de corteza de Pinus radiata y polietileno reciclado, las cuales indican que al incluir la corteza, las propiedades físicas como el hinchamiento y la absorción de agua, se ven mejoradas significativamente (Moya et al., 2012). No obstante lo anteriormente señalado, la inclusión de la corteza como parte del residuo forestal a ser utilizado en estas producciones debe ser estudiado detenidamente si se tiene en cuenta que el uso de corteza en la producción de tableros de madera plástica, afectan las propiedades mecánicas del tablero en la medida que aumenta la proporción de corteza, dado a que la misma absorbe una porción elevada de los aditivos utilizados en el material, lo que afectaría el aglutinamiento de las partículas de madera debido a una baja absorción de esos elementos, debilitando los enlaces entre las partículas de aserrín y el plástico, y además disminuyendo la estética y el acabado final del tablero (Clemons, 2010).
Evaluación granulométrica del aserrín
En la tabla 1 se puede observar la distribución de las partículas de Pinus caribean determinadas por el ensayo granulométrico realizado. Se determinó que por cada m3 de aserrín el 88,3 % puede ser utilizado en el proceso productivo del tablero MPI, ya que forman parte las partículas adecuadas para la fabricación del tablero propuesto, con valores que varían desde 0,83 mm y hasta 0,04 mm como se puede apreciar en la figura 1. Estos valores se encuentran dentro de los parámetros estipulados (US Standard mesh Nº 35) que definen que el tamaño de partículas óptimo para estos tipos de tableros están por debajo de 0,5 mm, debido a que partículas de menores dimensiones facilitan la mezcla con las partículas de plásticos (Bouafif et al., 2009; Ngueho et al ., 2010). El 11,7 % de las partículas retenidas en los tamices para ser utilizado debe ser triturado nuevamente, pues las dimensiones de estas partículas son mayores de 1 mm y se presentan en forma de astillas, pedazos de madera, de corteza etc. En este ensayo no se cuantificó la presencia de corteza, ya que las mismas fueron eliminadas de las muestras de aserrín evaluadas. Se considera que la forma típica de las partículas es un paralelepípedo, ya que los tamices y los molinos utilizados en el proceso están diseñados para lograr tal geometría. En la práctica, una partícula aceptable debe cumplir con un rango de esbeltez entre 60 y 120, siendo el ideal 100 que para el caso de las partículas de pino es de aproximadamente 70,7 por lo que se encuentra dentro del rango permisible. Este valor varía para partículas finas y gruesas, en la fabricación de los tableros MPI mientras más pequeñas sea el tamaño de las partículas de madera el flujo tecnológico se facilita, esto favorece un mejor aglutinamiento de las partículas de aserrín-plástico y demás aditivos utilizados, debido a que las elevadas temperaturas favorece la fundición de las resinas plásticas, lo que mejora el contacto entre si, mejorando la adhesión y la transmisión de esfuerzos, que a su vez permite una mejor salida en el proceso de paletizado y extrusado (Ashoriy Nourbakhsh, 2010). Durante el ensayo se obtuvo que la mayor parte de las partículas de aserrín con el que se trabajó, entran dentro del rango promedio estimado (0,04 mm - 0,83 mm), considerando que el diámetro promedio de los tamices (Dpi) con las fracciones de masas cernidas y retenidas (xi, yi) es de aproximadamente 0,70 mm como se puede observar en la figura 2. Este análisis permite asegurar que el aserrín obtenido del aserradero Combate de las Tenerías constituye una fuente importante de materia prima para la producción de tableros de madera plástica (Martínez y García, 2012c).
Evaluación del contenido de humedad del aserrín de Pinuscaribaea para la elaboración de los tableros MPI
El contenido de humedad de las partículas de aserrín, juega un papel importante en la fabricación de tableros, incluyendo los de MPI, ya que contribuyen al transporte rápido de energía calorífica a todo el tablero, permitiendo que sus propiedades de compactación sean mejores, y facilitando la función de cada uno de los aditivos empleados. Se ha podido estimar que 1 kg de muestra de aserrín presenta 0,2 kg de agua determinada por gravimetría (estufa a 103 ± 2 oC) a escala de laboratorio, y tiene 0,8 kg de masa seca (Jiang y Kamdem, 2010).A escala industrial este procedimiento se realiza en secadores del tipo de suspensión con gases, ya sean gases de combustión, con aire caliente o ambos, cuya temperatura de entrada y salida fluctúa entre 175°C y 117°C respectivamente. Las partículas y el vapor de agua generado que salen del secador son enviados a ciclones los cuales separan el vapor de las partículas, liberando vapor a la atmósfera y por el fondo una corriente de partículas con humedad ajustada para su utilización como materia prima en la fabricación de tableros. Se considera con buenas propiedades de humedad según norma, a partículas con hasta un 6 % de humedad. El contenido de humedad inicial del aserrín de Pinuscaribaea, es de un 20 %, lo que determina que para su uso como materia prima, deba ajustarse a las normas establecidas en este sentido. Esto implica que sea necesaria la reducción de al menos un 15 % para contar con una materia prima adecuada en la producción de tableros de partículas, la cual establece de un 3 - 6% de humedad, considerando su estado ideal entre 1 - 2 % de humedad. La estabilidad del contenido de humedad de las muestras de aserrín empleado en la fabricación de los tableros MPI, fue obtenida mediante la utilización de una estufa a una temperatura de 103 ±2 oC durante un período de 4 h. Bajo estas condiciones se obtuvo un aserrín con un contenido de humedad promedio de 3,5 %, el cual cumple con los parámetros de humedad de las partículas para ser utilizado como materia prima en la fabricación de tableros. Contenidos de humedades similares han sido reportados por varios autores, para compuestos fabricados en base a harinas de madera y termoplásticos mediante moldeo por inyección empleando madera con un contenido de humedad de un 3 % antes del procesamiento para tableros MP sin el empleo de aditivos (Sykaceket al., 2009;Yadamaet al., 2009; Yehet al., 2009).Se considera que para los tableros MPI, el contenido de humedad puede estar dado ya que durante el proceso las altas temperaturas a que es sometida la madera (aserrín) en el proceso de secado, mezcla en el peletizado y extrusado (100 - 200ºC), se pueden degradar los extraíbles y carbohidratos de menor masa molecular presentes en mayor cantidad en la pared celular de la madera. Los gases y el vapor de agua resultante pueden encapsularse por la matriz termoplástica, durante el proceso de formación del tablero favoreciendo el aumento del contenido de humedad de los compuestos, por lo que es recomendable trabajar con partículas con un bajo porciento de su contenido de humedad según establecen las normas (Migneaultet al., 2009; Shebaniet al., 2009).
Evaluación del proceso de extracción de resina del aserrín de pino para la elaboración del tablero MPI
En el proceso industrial para la producción de madera plástica, se ha demostrado que el contenido de resina de la madera de PinuscaribaeaMoreletvarcaribaea Barret y Golfari, deteriora el equipamiento fundamentalmente al eje o tornillo sinfín de la extrusora, motivado a las explosiones que ocurren a temperaturas superiores a los 200°C dados los componentes de esta resina. Este fenómeno ocurre a partir de la formación de gases inflamables en el interior de las maquinarias peletizadoras y extrusoras. Estos violentos desprendimientos de gases provocan no solo desajustes internos en el equipamiento, sino que afectan el proceso de sinterizado con el consecuente deterioro de la calidad del composite a producir. Las resinas de pinaceas constituyen una de las fuentes principales de terpenos y terpenoides, formando parte de las sustancias extraíbles (3 a 4 %) de la madera de estas especies forestales (Pinus). Las resinas presentes en la madera de Pinuscaribaease encuentran entre el 3,73 – 3,90 % en tolueno-etanol y con etanol entre 1,98 – 2,09 % para edades entre 10-15 y 35 años, similar comportamiento presentan otras especies de pino como Pinus contorta (3,5 %), Pinus resinosa (3,5 %) y Pinusmonticola (3,8 %) (Bustamante, 1998). Las resinas u oleorresinas son una mezcla de ácidos resinosos (ácidos diterpenoicos) disueltos en una mezcla de hidrocarburos terpénicos, de los que, mediante la destilación con arrastre con vapor de la resina de los pinos, se obtiene una fracción volátil conocida como aceite de trementina o aguarrás (16 - 20 %). Dentro de este compuesto se incluyen además hidrocarburos terpenos y terpenoides tales como, α-pineno, β-pineno, mirceno, limoneno, farneseno, β-felandreno, Δ3-careno, borneol, canfeno, terpinoleno, metilcarvinol, p-cimol, longuifoleno. Estos componentes pueden evaporarse durante el proceso de extracción, siendo el β-felandreno el de mayor cantidad en Pinuscaribaeay hasta un 90 % de α-pineno. Otro componente de la resina de pino lo constituye una fracción no volátil conocida como pez rubia o colofonia (64-70 % de la masa de resina). Se obtiene como residuo sólido de la destilación de la resina, y es una mezcla de ácidos diterpenoicos tales como: ácido abiético, ácido neobiético, ácido dehidroabiético, ácido pimárico, dextropimárico, levopimárico y ácido palústrico. La colofonia contiene ácido abiético (15-20 %), ácido neoabiético (15-20 %), ácido levopimárico(30-35 %) y ácido pimárico (16 %). La composición varía en dependencia del método de separación o sea si se destila la resina o si se obtienen los ácidos a partir del licor negro de los procesos de pulpeo (Renneret al., 2010). Este componente se suma a los desajustes que se presentan durante el proceso tecnológico, ya que además de las explosiones internas provocadas por la trementina, la acumulación de sustancias sólidas en las paredes internas de las maquinarias les provoca rupturas. Estas rupturas están dadas como consecuencia de un mayor esfuerzo en el traslado del material a través del mecanismo interno de las maquinarias peletizadoras y extrusoras (tornillo helicoidal, camisa calefactora), hasta su salida por los respectivos moldes, lo cual provoca desgaste en todo este mecanismo, además de las explosiones ocurridas al aumentar la temperatura para mezclar la materia prima en el interior de las máquinas peletizadoras y extrusoras. El proceso de extracción de la resina no solo favorecerá la eficiencia en el flujo productivo para obtener madera plástica, al disminuir la frecuencia de roturas en el equipamiento y disminuir los problemas de calidad en la conformación del composite, sino que a partir de la destilación de la resina obtenida del aserrín, se pueden obtener diversos componentes (trementina, colofonia, entre otros), los cuales tienen innumerables usos industriales, cerrándose de esa forma el ciclo de aprovechamiento de todos los recursos en el proceso de desarrollo del tablero, logrando de esa forma un proceso sostenible. La extracción de la resina se desarrolló utilizando disolventes orgánicos, como n-hexano – etanol (2:1), por tener características de extraer principalmente sustancias como las ceras, grasas, resinas, taninos, azúcares, almidones, gomas, así como algunas sustancias solubles en agua. Durante el proceso de extracción se obtuvo un 3.7 % de sustancias extraíbles, estos resultados coinciden con el contenido de sustancias extraíbles para esta especie (Pinus caribaea) el cual oscila entre un 3 y un 4 %, y además considera que la resina se encuentra en un 3 % . Este proceso de extracción puede realizarse utilizando otros disolventes orgánicos como el tolueno, cloroformo, bencina, y mezclas de estos con etanol en proporción 2:1. Estos resultados permitieron proponerle a la empresa productora de madera plástica en el país una metodología para la extracción de resina del aserrín de pino que utilizan en sus producciones; utilizando disolventes que no son contaminantes tanto para las muestras de aserrín como para el medio ambiente, además son de fácil adquisición y baratos; lo cual favorecerá el estado técnico de la tecnología existente, y se reducirán las mermas por calidad que actualmente tienen en sus proceso productivo. Estudios realizados por Renner et al. (2009), consideran que la compatibilidad del aserrín y los plásticos está dada a que como este proceso de sinterización del Composite se realiza a altas temperaturas (100 ± 5 °C para la operación de peletizado, y 200 ± 5 °C para el proceso de extrusado), pueden ocurrir cambios en los componentes de la pared celular del aserrín, como es la degradación de los componentes hemocelulósicos de la madera, debido a la poca resistencias de los hexosanos, pueden ocurrir cambios en la polimerización de la celulosa - hemicelulosa y una disminución de la cristalinidad de las hemicelulosas y además pueden ocurrir cambios estructurales con ruptura de los complejos polisacáridos - polisacáridos y lignina - polisacárido. Todos estos cambios provocados por las altas temperaturas facilitan la formación de enlaces de las partículas de madera con el plástico, favoreciéndose con ello la sinterización del composite y con ello obteniéndose una buena calidad en la formación de los tableros MPI (Rahmanet al., 2009).
Disponibilidad de residuos plásticos
La recuperación de estos residuos en la provincia de Pinar del Río recae fundamentalmente en la Empresa de Recuperación de Materia Prima (EPRMP), la cual se nutre fundamentalmente de dos sectores, el residencial, donde se recupera un total de 96 t anuales de un potencial utilizado de 1 776 t para solamente un 5,4 % de reciclado de este material. Estos bajos indicadores implican una política de trabajo para potenciar el trabajo comunitario y de educación ambiental que garantice que los actores sociales se vean involucrados en el proceso de reciclado de esta materia prima, seguido de una remuneración que estimule su recogida. El otro segmento lo constituye el sector estatal (Pesca, MINAL, Industria Locales Varias, Empresa de Bebidas y Refrescos etc.), donde a partir de sus producciones se generan residuos plásticos que pueden ser reciclados e incorporados a la producción de este tipo de tableros con un total de 198,4 t anuales. En la provincia se recupera un total de 294,4 t de residuos plásticos anualmente que representa solamente el 14,9 % del potencial existente de 1974 t, según la encuesta realizada muchos de estos residuos son regalados (20%) o en ocasiones quemados por algunas instituciones (10%), y en ocasiones son llevados a la empresa de materia prima (30%), siendo en su gran mayoría depositados en vertederos (40%) generando todas estas acciones un significativo impacto ambiental al entorno. En la figura 3 se complementan los resultados obtenidos a través de la encuesta realizada, los cuales permitieron estimar que la cantidad de residuos plásticos disponible según su tipo en el municipio de Pinar del Río mensualmente es de 24,5 t.
Estos residuos constituyen una parte importante del proceso tecnológico, debido a su función como aglomerante en la formación del tablero propuesto, además se demostró que su incidencia en las propiedades físico-mecánicas de este tipo de tablero es muy positiva esencialmente en el aspecto de resistencia del tablero, y en su baja porosidad y alta impermeabilidad (Ghasemiy Kord, 2009). Con el uso del plástico reciclado se permite eliminar la importación de pellet plásticos, que actualmente es la materia prima que utiliza la empresa productora en su proceso productivo. A partir del potencial de residuos plásticos existente en la provincia de Pinar del Río, y teniendo en cuenta que esta materia prima se emplea en un 30 % en la formulación empleada para la fabricación de los tableros madera plástica con propiedades ignifugas, se puede estimar que estos residuos garantizan una producción de 8 422, 4 m3 de tableros, prácticamente el doble del potencial de tableros que se pudiera producir a partir del aserrín generado en la provincia.
En la transformación de la materia prima empleada para la fabricación de los tableros MPI, resulta necesario definir los pasos para su formación. En la figura 4 se propone el esquema tecnológico para la fabricación del tablero madera plástico con propiedades ignífugas (MPI), con el objetivo de obtener un tablero de buena calidad y que cumpla con las características y propiedades para el cual ha sido diseñado (Martínez et al., 2012b). El tablero se produce introduciendo el material peletizado en la maquina extrusora a una temperatura superior a 100 ± 5 °C, este es un proceso continuo que emplea un transportador de tornillo helicoidal como se observa en la figura 5, donde el material es transportado desde la tolva, a través de la cámara de calentamiento, hasta la boca de descarga. Este material sale de la matriz de extrusión en un estado semiblando, a través de la abertura de la boca del molde tomando la forma del producto que se desea obtener, este se desliza sobre una bancada donde es enfriado con aire o agua, endureciéndose a medida que se va enfriando. En función de su tamaño y forma, se les estira, se cortan a las longitudes requeridas y se envejecen artificialmente para lograr la resistencia apropiada (García et al., 2009). Durante este proceso el tablero va saliendo con una textura propia dado por un acabado natural que lo exonera de cualquier pintura, barniz u otros productos que se emplean en los diferentes tableros convencionales para mejorar su acabado. El color de la parte final depende en gran medida del color de la madera y del polímero empleado. Este se puede modificar después del proceso con una laca o durante el procesamiento con un concentrado de color que, si es bien diseñado, puede presentar líneas de flujo que asemejan las vetas normales de la madera. Aunque el envejecimiento para otros tipos de tableros de partículas y de fibras se realiza en hornos a unos 200 °C durante un periodo que varía entre 4 a 8 horas, no resulta beneficioso para los tableros MPI debido a que pueden sufrir deformaciones. La humedad ambiental es el factor más relevante al momento de analizar las causas de los cambios dimensionales de la madera y de sus productos, en el proceso de climatización para alcanzar la humedad de equilibrio (Haralambous, 2006). La estabilidad dimensional del tablero se logrará una vez que logre la humedad de equilibrio, siendo éste el momento más apropiado para la puesta en servicio del tablero. Este proceso es importante en el caso de los HDF, por lo que se integra una etapa de humectación al final del proceso de fabricación. Aspecto que coincide para lograr la humedad de equilibrio de los tableros MPI, debido a eso se considera que dicho equilibrio se logra dejándolos a temperatura ambiente durante un periodo de tiempo de 4 a 5 días, en condiciones de humedad relativa de 75 ± 2 % y temperatura de 25 ± 2 °C, previo a las pruebas físico-mecánicas (Liuet al., 2010).
CONCLUSIONES
1. Los residuos industriales como el aserrín y plástico constituyen una fuente importante de materia prima para la industria del tablero, su aprovechamiento contribuye no solo a mitigar los severos efectos que ocasionan al medio ambiente, sino a su reconversión en tableros madera plástica con propiedades ignífugas de gran utilidad para la construcción, dada su resistencia al intemperismo y al fuego.
2. En la provincia de Pinar del Río a partir de la disponibilidad de aserrín existente se puede desarrollar una producción de 4 811 m3 de tableros que constituye aproximadamente el 87,1 % de la producción nacional, de igual forma a partir de un potencial de 1974 t de residuos plásticos, se garantiza una producción de 8 422,4 m3 de tableros madera plástica con propiedades ignífugas.
3. El tratamiento a la materia prima contribuyó al mejoramiento del flujo tecnológico, al disminuir considerablemente las explosiones ocurridas durante el proceso de peletizado y extrusado, en este proceso de optimización fueron controlado el contenido de humedad (3,5 %) y eliminado el contenido de resina de la madera (0 %), así como el triturado adecuado de los residuos termoplásticos de factura nacional, lo cual proporcionó el desarrollo de tableros madera plástica.
REFERENCIAS
1. Álvarez E. Capítulo 5. algunos usos de los principales residuos madereros transformados (I). En: Residuos madereros, transformación y usos 2005. Citado diciembre 2011Disponible en: http://www.mailxmail.com/curso-residuos-madereros-transformacion-uso/algunos-usos-principales-residuos-m
2. Ashori A, Nourbakhsh A. Characteristics of wood–fiber plastic composites made of recycled materials. Waste Management 2009;29:1291-5.
3. Ashori A, Nourbakhsh A. Reinforced polypropylene composites: Effects of chemical compositions and particle size. BioresourceTechnology. 2010;101:2515-9.
4. Bouafif H, Koubaa A, Perré P, et al. Effects of fiber characteristics on the physical and mechanical properties of wood plastic composites. CompositesPart A. AppliedScience and Manufacturing. 2009;40(2):1975-81.
5. Bustamante J. Procesamiento de la resina de Pinuscaribaeavar. caribaea y sus componentes, para la obtención de productos resinosos. Tesis presentada en opción de grado científico de Doctor en Ciencias Forestales. Cuba: Universidad de Pinar del Río; 1998.
6. Clemons C. Elastomer modified polypropylene polyethylene blends as matrices for wood flour plastic composites Composites: Part A 41 Applied Science and Manufacturing; 2010. ISSN 1559–1569.
7. García M, Hidalgo J, Garmendia I, et al. Wood plastics composites with better fire retardancy and durability performance. Composites: Part A 40. AppliedScience and Manufacturing. 2009. ISSN 1772–1776.
8. Godara A, Raabe D, Bergmann I, et al. Influence of additives on the global mechanical behavior and the microscopic strain localization in wood reinforced polypropylene composites during tensile deformation investigated using digital image correlation. Comp Sc and Tech. 2009;69:139-46.
9. Ghasemi I, Kord B. Long term Water Absorption Behaviour of Polypropylene/Wood Flour/Organoclay Hybrid. Iranian Polymer Journal 2009;18(9):683-91.
10. Haralambous Y. Infrastructure for high-quality Arabic typesetting. TUGboat. 2006;27(2):167-75. ISSN 0896-207X.
11. Jiang H, Kamdem D. Characterization of the surface and the interphase of PVC copper amine-treated wood composites. Appl Surf Sci. 2010. DOI 10.1016/j.apsusc.2010.02.047.
12. Kuo P, Wang S, Chen J, et al. Effects of material compositions on the mechanical properties of wood plastic composites manufactured by injection molding. Materials and Design. 2009;30:3489-96.
13. Liu H, Yao F, Xu Y, et al. A novel wood flour-filled composite base on macrofibrilar HDPE/nylon blends. BioresourceTechnology. 2010;101:3295-7.
14. Martínez Y, Fernández R, Álvarez H, et al. Perspectivas para la utilización del aserrín en la producción de tableros madera plástica con propiedades ignífugas. Revista Avances. 2012;14(2):7. ISSN 1562-3297.
15. Martínez Y, Fernández R, Álvarez D, et al. Diseño tecnológico de los de tableros madera plástica con propiedades ignífugas. Edición Especial Revista Baracoa. 2012;3(2):10.
16. Martínez Y, García M. Aprovechamiento de los residuos forestales, compilación de autores cubanos. España: Editorial Académica Española; 2012. p. 2-17. ISBN 978-3-659-05450-1.
17. Martínez Y, García M. Aprovechamiento de los residuos forestales, compilación de autores cubanos. España: Editorial Académica Española; 2012. p. 33-45. ISBN 978-3-659-05450-1.
18. Migneault S, Koubaa A, Erchiqui F, et al. Effects of processing method and fiber size on the structure and properties of wood–plastic composites. Composites: Part A. Applied Science and Manufacturing. 2009;40:80-5.
19. Moya C, Poblete H, Valenzuela L. Propiedades físicas y mecánicas de compuestos de polietileno reciclado y harinas de corteza y madera de Pinus radiata fabricados mediante moldeo por inyección. Revista Maderas, Ciencia y Tecnología. 2012;14(1):13-29.
20. Ngueho M, Koubaa A, Cloutier A, et al. Effect of bark fiber content and size on the mechanical properties of bark/HDPE composites. CompositesPart A. AppliedScience and Manufacturing. 2010;41:131-7.
21. Poblete W, Burgos O. Eucaliptus nitens como materia prima para la fabricación de tableros de partículas. Universidad Austral de Chile. 2011:11.
22. Rahman R, Huque M, Islam N, et al. Mechanical properties of polypropylene composites reinforced with chemically treated abaca. Composites: Part A. Applied Science and Manufacturing 2009;40(511-517).
23. Reddy N, Yang Y. Properties and potential applications of natural cellulose fibers from the bark of cotton stalks. BioresourceTechnology. 2009;100:3563-9.
24. Renner K, Moczo J, Pukanszky B. Deformation and failure of PP composites reinforced with lignocellulosic fibers: Effect of inherent strength of the particles. CompositesScience and Technology. 2009;69:1653-9.
25. Renner K, Moczo J, Suba P, et al. Micromechanical deformations in PP/lignocellulosic filler composites: effect of matrix properties micromechanical deformations in PP/lignocellulosic filler composites. Composites Science and Technology; 2010. DOI 10.1016/j.compscitech.2010.02.029.
26. Shebani A, Van Reenen A, Meincken M. The effect of wood extractives on the termal stability of different wood-LLDPE composities. Thermochimica Acta. 2009;482(1):53-6.
27. Sykacek E, Hrabalova M, Frech H, et al. Extrusion of five biopolymers reinforced with increasing wood flour concentration on a production machine, injection molding and mechanical. Comp. A. AppliedScience and Manufacturing 2009;40. ISSN 1272-1282.
28. Yadama V, Lowell E, Peterson N, et al. Wood-Thermoplastic Composites Manufactured Using Beetle-Killed Spruce from Alaska. PolymerEng and Sci. 2009:129-36. DOI 10.1002/pen.21231.
29. Yeh SH, Agarwal S, Gupta RK. Wood–plastic composites formulated with virgin and recycled ABS. Comp Sc and Tech. 2009;69:2225-30.
Recibido: 26 de febrero de 2013.
Aprobado: 24 de mayo de 2017.
Yonny Martínez-López, Centro de Investigaciones y Servicios Ambientales (ECOVIDA). Pinar del Río, Cuba
Correo electrónico: johnkar@af.upr.edu.cu


{kind=link}
{kind=link}