










 Servicios personalizados
Servicios personalizados Español (pdf)
Español (pdf)
 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
 Enviar articulo por email
Enviar articulo por email Citado por SciELO
Citado por SciELO  Similares en
SciELO
Similares en
SciELO 
 Permalink
PermalinkINTRODUCCIÓN
Un proyector de perfiles; también llamado comparador óptico, es un dispositivo que aplica el principio de óptica para la inspección de piezas fabricadas. Se emplea para inspeccionar y comparar piezas muy pequeñas, que desempeñan un papel importante en la estructura de los sistemas como aplicación de la calidad [1]. Es un instrumento muy útil para el análisis de la forma de componentes empleados en diferentes productos y permite además realizar mediciones de manera sencilla y con una elevada precisión [2]. El mismo puede ser empleado para la medición de piezas que tienen forma irregular y que no podrían ser medidas por métodos convencionales [3]. Debido a la elevada exactitud y precisión de los proyectores pueden ser empleados para la calibración de Instrumentos y de Máquinas. Badri, M, et al. [4] emplearon un proyector de perfiles para la calibración de una máquina de tamizar y los resultados arrojaron que los parámetros de la misma se encontraron aún dentro de los límites de tolerancia geométrica permisibles. Los proyectores encuentran también aplicación en la medicina; Yadav, J, et al. [5] emplearon un proyector de perfiles para medir la pérdida de esmalte como consecuencia de la profilaxis de la resina residual después del desprendimiento.
El laboratorio de Metrología Dimensional de la Universidad de Oriente, Cuba cuenta con un proyector de perfiles digital modelo CPJ 3025 A de fabricación china, el cual es de nueva adquisición. A pesar de las prestaciones que posee el mismo no se puede asegurar que las mediciones llevadas a cabo con dicho instrumento sean confiables, esto solo se puede asegurar una vez que el mismo haya sido calibrado. La norma ISO 17025:2017, establece que antes de poner en servicio un equipo se debe calibrar con el fin de asegurar que responde a las exigencias especificadas del laboratorio y cumpla las especificaciones normalizadas pertinentes.
Las actividades de calibración son parte de la rutina de las organizaciones industriales, siendo un requisito previo para evaluar la idoneidad del equipo en las tareas de medición; la calibración no debe confundirse con el ajuste o la verificación [6].
Se define como calibración al conjunto de operaciones que establecen bajo condiciones especificadas, la relación entre los valores indicados por un aparato o sistema de medición o los valores representados por una medida materializada y los valores correspondientes de la magnitud realizada por los patrones [7].
La calibración es una operación imprescindible para establecer la trazabilidad de los elementos industriales de medida. El resultado de una calibración es recogido en un documento que suele denominarse certificado de calibración [8].
No existen normas sobre calibración de proyectores de perfiles por tal razón se suele utilizar procedimientos para estos fines. Contreras, C. y Meneses, JE. [9] establecieron un procedimiento propio para calibrar un proyector de perfiles, sin embargo en dicho procedimiento no se reportan los errores e incertidumbres asociadas por lo que no se deja evidencia de la trazabilidad metrológica, la cual se define como la propiedad de un resultado de medida por la cual el resultado pueda relacionarse con una referencia mediante una cadena ininterrumpida y documentada de calibraciones cada una de las cuales contribuye a la incertidumbre de medida [10, 11].
El objetivo del presente trabajo es calibrar el Proyector de Perfiles Digital CPJ 3025A aplicando el procedimiento publicado por el Centro Español de Metrología. El estudio se limita solo a la calibración de los ejes para la iluminación diascópica.
MÉTODOS Y MATERIALES
La calibración se realiza para los ejes X e Y y la escala de medida angular para la iluminación diascópica (proyección por luz transmitida). En el caso de la iluminación episcópica no se realizó la calibración por no disponerse en el laboratorio de reglas patrón de trazos, ni de plantillas para la escala angular. En la figura 1 se muestra la imagen del proyector de perfiles objeto de calibración, fabricado en China en el año 2014 por el fabricante Tianzhuo ZhI Chuang Instrument Co., Ltd. Las especificaciones técnicas del mismo se muestran en la tabla 1.

Tabla 1 Especificaciones técnicas del proyector de perfiles CPJ 3025ª.
| Mesa de trabajo | Tamaño de la mesa de metal | 450 x 280 mm |
| Tamaño de la mesa de vidrio | 306 x 196 mm | |
| Recorrido del eje X | 250mm | |
| Recorrido eje Y | 150mm | |
| Recorrido del eje Z | 100mm (para foco) | |
| Resolución | 0,0005mm | |
| Error máximo permisible | (2.5 + L/100) μm | |
| Pantalla del proyector | Tamaño de la pantalla (mm) | Ø 312 |
| Rango de rotación de pantalla | 0° ~ 360° | |
| Resolución angular | 0,01° | |
| Sistema de procesamiento de datos | multifunción DC 3000 | |
| Potencia | 110 V-240 V (AC), 50/60Hz, potencia total 350 W | |
Fuente: Manual del Proyector de Perfiles CPJ 3025ª
El control de la temperatura ambiente se realiza con el termómetro de contacto UT 325, fabricado en China en el año 2014 por el fabricante SEAFRONT. Las especificaciones técnicas del mismo se muestran en la tabla 2.
La calibración se realiza en el laboratorio de Metrología Dimensional del Departamento de Manufactura y Materiales de la Universidad de Oriente, Cuba, con una temperatura de 20 °C ± 2 °C. Todo alejamiento de la temperatura de referencia (20 °C), observado mediante la lectura del sensor de temperatura, implica la aplicación de una corrección.
Tabla 2 Especificaciones técnicas del Termómetro de contacto UT 325.
| Rango de temperatura | Resolución | Ut para k=2 | Alimentación |
|---|---|---|---|
|
-210,0 °C +1200 °C -346,0 °F +2192 °F |
0,5 °C | 1 °C | 1 batería 6F22 de 9 Volts |
Fuente. Manual del Termómetro de contacto UT 325
Para la calibración de los ejes X e Y del proyector de perfiles, se utilizaron bloques patrón longitudinales de grado 1. El material de los bloques es acero, y la incertidumbre expandida de calibración de los mismos, para un coeficiente de cobertura k = 2, responde a la expresión
Los bloques patrón de longitud deben cubrir de forma aproximadamente equidistante el campo de medida de cada uno de los ejes. En los casos en los que no sea suficiente con un único bloque se procede a la adhesión de varios.
La calibración de la escala de medida angular se realiza mediante patrones angulares de calidad 2 existentes, pudiendo materializarse aquellos valores nominales para los que no se dispone del patrón adecuado mediante la composición de estos hasta lograr los valores apropiados.
Dado que la resolución de la escala angular, superpuestas a la pantalla de proyección, no es mejor que un minuto de arco, se estudia la respetabilidad para el punto de 90 grado, tomando únicamente una medida para cada uno de los demás puntos de calibración. Se procederá a situar sucesivamente los patrones angulares sobre la mesa soporte de desplazamientos longitudinales hasta cubrir todos los puntos de medida.
Con ayuda de un tabulador electrónico y el software estadístico Minitab 17 se realiza el procesamiento de los datos.
Procedimiento de calibración e interpretación de los resultados
El procedimiento empleado para la calibración del proyector de perfiles es el publicado por Centro Español de Metrología. Procedimiento DI-001 para la calibración de Proyectores de Perfiles. Para la estimación y cálculo de las incertidumbres se seguirá lo establecido por el Centro Español de Metrología. Evaluación de datos de medición-Guía para la Expresión de la Incertidumbre de Medida; 2009. Para los ejes X e Y y la escala angular, se obtiene una tabla de desviaciones a los valores convencionalmente verdaderos, proporcionados por los patrones utilizados. Las correcciones a aplicar, para cada uno de los puntos de calibración considerados, serán los valores de dichas desviaciones, cambiados de signo.
Cada desviación llevará asociada una incertidumbre de calibración para cada uno de los ejes longitudinales y para la escala de medida angular. Las incertidumbres expandidas de calibración indicadas corresponden a incertidumbres típicas multiplicadas por un factor de cobertura k = 2, que para una distribución normal corresponde a un nivel de confianza del 95 % aproximadamente.
El cumplimiento o no con los errores máximos permisibles para cada punto deberá comprobarse teniendo en cuenta las desviaciones obtenidas, junto con sus incertidumbres asociadas.
Una vez concluida la calibración del proyector de perfiles se trabaja con una incertidumbre de calibración ampliada, que englobe la máxima desviación encontrada en la calibración, en valor absoluto. De esta forma, como incertidumbre global de calibración del proyector de perfiles, para cada eje o escala, podría tomarse de acuerdo a la ecuación 1:
La estimación de la incertidumbre de medición es la forma más simple y ampliamente aceptada de establecer la confiabilidad de los resultados y también es exigida por las normas internacionales de calidad [12].
Resultados y Discusión
Una vez realizadas las mediciones a los diferentes patrones y siguiendo el procedimiento de calibración descrito en [7], se obtuvieron los valores de las desviaciones al valor corregido para cada uno de los puntos de calibración en los eje X e Y mostrados en las tablas 3 y 4.
Tabla 3 Desviaciones al valor corregido en el eje X.
| Valor certif. del patrón |
Valor Corregido Del patrón |
Valor medio |
Desviación al valor corregido |
Desviación típica |
|
|---|---|---|---|---|---|
| 25 | 24,99977 | 25,00005 | 0,28 | 4,4 | 4,51094 |
| 50 | 49,99996 | 50,00000 | 0,04 | 5,0 | 4,74372 |
| 75 | 74,99957 | 75,00000 | 0,43 | 4,1 | 4,59188 |
| 100 | 99,99931 | 100,0000 | 0,69 | 5,3 | 5,02746 |
| 125 | 124,99914 | 124,99995 | 0,81 | 4,4 | 4,57546 |
| 150 | 149,99853 | 150,0002 | 1,67 | 4,2 | 4,51320 |
| 175 | 174,99801 | 174,99985 | 4,1 | 4,35772 | |
| 200 | 199,99986 | 199,99995 | 0,09 | 4,4 | 4,99188 |
| 225 | 224,99948 | 224,99985 | 0,37 | 4,1 | 4,53546 |
| 250 | 250,00058 | 249,9999 | -0,68 | 5,9 | 5,83094 |
Fuente: autores
Tabla 4 Desviaciones al valor corregido en el eje Y
| Valor certificado. del patrón |
Valor corregido del patrón |
Valor medio |
Desviación al valor corregido |
Desviación típica |
|
|---|---|---|---|---|---|
| 15 | 14,99990 | 15,00005 | 0,15 | 4,4 | 4,27 |
| 30 | 29,99990 | 29,99995 | 0,05 | 4,4 | 4,533204 |
| 45 | 45,00008 | 44,99980 | -0,28 | 2,6 | 3,408204 |
| 60 | 60,00030 | 60,00010 | -0,20 | 3,9 | 4,072000 |
| 75 | 75,00060 | 75,00000 | -0,60 | 4,1 | 4,552410 |
| 90 | 90,00050 | 89,99995 | -0,55 | 3,7 | 4,095470 |
| 105 | 105,00100 | 104,99995 | 4,4 | 4,205600 | |
| 120 | 120,00020 | 119,99995 | -0,25 | 4,4 | 4,380384 |
| 135 | 134,99980 | 134,99990 | 0,10 | 4,6 | |
| 150 | 149,99990 | 150,00000 | 0,10 | 4,1 | 4,339730 |
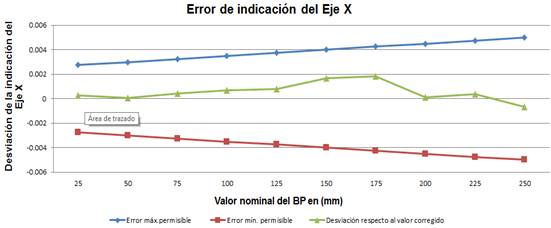
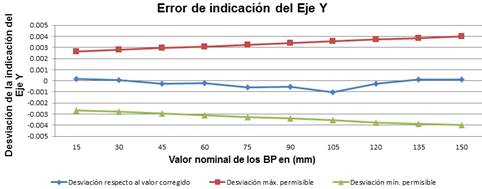
En las figuras 2 y 3 se muestran las curvas de calibración o desviación respecto al valor corregido, además de las curvas de los errores máximos y mínimos permisibles en cada uno de los puntos analizados, donde se evidencia que cada uno de los puntos calibrados no sobrepasan los valores permisibles dados por el fabricante, esto se aprecia en todo el rango de operación del instrumento en los ejes X e Y.
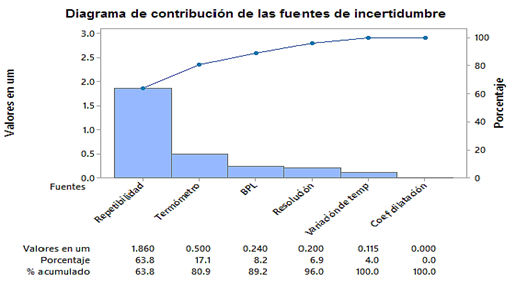
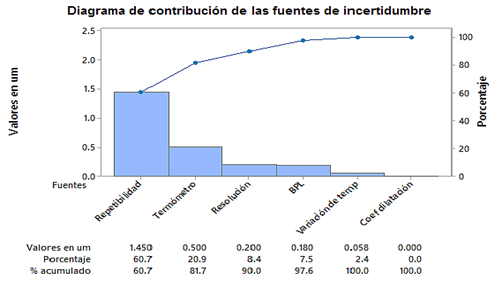
En las figuras 4 y 5 se representa el diagrama de Pareto que muestra la contribución de las fuentes de incertidumbres para el punto de calibración que tiene mayor desviación típica. En ambas figuras se aprecia que la fuente que tiene mayor contribución es la debida a la repetibilidad con un 63,8 % de contribución para el eje X y un 60,7 % de contribución para el eje Y.
La fuente de incertidumbre que corresponde al coeficiente de dilatación, según el software estadístico Minitab 17 utilizado para la obtención de este diagrama, toma el valor de cero ya que es tan pequeño que lo asume como poco significativo para los ejes X e Y.
Escala angular
En la tabla 5 se muestran los valores de las desviaciones al valor corregido para cada uno de los puntos de calibración en la escala angular.
Tabla 5 Desviaciones al valor corregido en la escala angular.
| Escala angular | Valor del patrón |
Desviación al valor del patrón |
Desviación típica |
|
|---|---|---|---|---|
|
|
30 | 3 | 0,40 | |
| 60 | -2 | 0,40 | ||
| 90 | -1 | 1,3 | ||
| 120 | -2 | 0,40 | ||
| 150 | -1 | 0,40 | ||
| 180 | 1 | 0,40 | ||
| 210 | 2 | 0,40 | ||
| 240 | 1 | 0,40 | ||
| 270 | -3 | 0,40 | ||
| 315 | 2 | 0,40 | ||
| 330 | 2 | 0,40 |
Fuente: autores
Valores de incertidumbres
Sustituyendo en la ecuación 1, se obtienen los valores de incertidumbres para los ejes X e Y.
Para el eje X, este valor sería:
Para el eje Y:
Redondeando por exceso, al valor de resolución más próximo, se tendría:
A manera de comparación con resultados reportados en la literatura, se puede citar que los valores de incertidumbres reportados por Purata Sifuentes, OJ, et al. [13], en el informe de calibración del comparador óptico, son mayores a los obtenidos por este autor. Cuanto menor sea el valor de incertidumbre, más confiabilidad tendrá el resultado de medida y más fácil será tomar decisiones [14].
Contreras, C y Meneses, JE [9] no reportan valores de incertidumbres por lo que no existe una indicación cuantitativa de la calidad del resultado de medición. Hechavarría Hernández, A y Arada Pérez, M [15] afirman que: «un resultado sin la incertidumbre asociada puede ser considerado como un resultado incompleto». Sin tal valor, los resultados de la medición no pueden ser comparados entre sí ni tampoco con los valores de referencia plasmados en las especificaciones del medio de medición [16].
Los resultados obtenidos pueden servir de referencia para cuando se realice el estudio de proyectores de perfiles similares al estudiado.
La principal limitación del trabajo radica en que los resultados que se obtienen con el proyector de perfiles son confiables solo para la iluminación diascópica y no así para la iluminación episcópica por no haberse calibrado para ese tipo de iluminación, lo cual constituye un problema no resuelto.
CONCLUSIONES
Los resultados de la calibración arrojaron que los errores obtenidos para cada punto analizado no superan los errores máximos permisibles, por lo que no se requiere realizar ningún tipo de ajuste del equipo ni de corrección de datos. Con estos resultados se asegura que las mediciones que se realicen con el proyector son válidas y de esta forma se da cumplimiento al requisito 7.5.1 de la norma ISO 9001:2015.
Se puede concluir que la fuente de incertidumbre que tiene mayor impacto en el proceso de calibración de los ejes X e Y del proyector de perfiles es la incertidumbre debida a la repetibilidad.
Los valores de los errores e incertidumbres asociadas obtenidos proporcionan evidencia de trazabilidad y de la gestión metrológica.

