










Meu SciELO
 Serviços customizados
Serviços customizadosServiços Personalizados
Artigo
 Espanhol (pdf)
Espanhol (pdf)
 Artigo em XML
Artigo em XML Referências do artigo
Referências do artigo
 Enviar este artigo por email
Enviar este artigo por emailIndicadores
-
 Citado por SciELO
Citado por SciELO
Links relacionados
-
 Similares em
SciELO
Similares em
SciELO
Compartilhar

 Permalink
PermalinkMinería y Geología
versão On-line ISSN 1993-8012
Min. Geol. vol.34 no.4 Moa oct.-dez. 2018
ARTÍCULO ORIGINAL
La velocidad específica de aireación en la lixiviación del proceso Caron: resultados a escala industrial
Specific aeration speed in the leaching of the Caron process: results on an industrial scale
Antonio Ramón Chang-Cardona1, Pedro Luis Merencio-Guevara2, Yosbel Guerra-González1
1Instituto Superior Minero Metalúrgico de Moa, Holguín, Cuba.
2Centro de Investigaciones y Desarrollo del Níquel, Moa, Holguín, Cuba.
RESUMEN
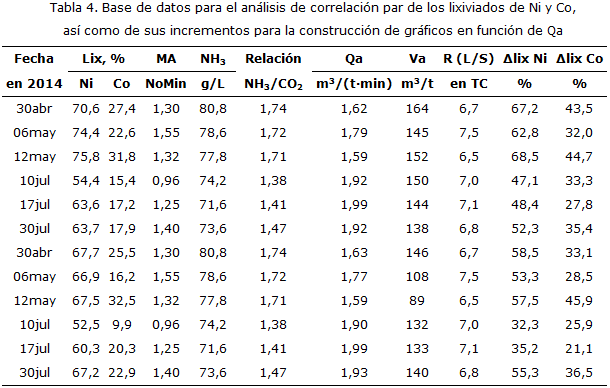
Se llevó a cabo un trabajo experimental a escala de Unidad Demostrativa de Producción en la Planta de Lixiviación de Punta Gorda, con el principal objetivo de analizar las tendencias de los lixiviados de Ni y de Co y sus correspondientes incrementos con el aumento de la velocidad específica de aireación (nuevo parámetro Qa). Para las condiciones experimentales, se estableció una metodología de implementación operacional del parámetro Qa en m3/(t.min); las tendencias gráficas de los lixiviados y sus incrementos mostraron que estos disminuyen al aumentar Qa. Los resultados de los coeficientes de correlación par de los lixiviados de Ni y de Co demuestran que ambos aumentan al incrementar los valores de la proporción de concentraciones -R (NH3/CO2)-, el número de mineral y la concentración de NH3, mientras que disminuyen con el aumento de Qa y con la razón de flujos de masa -R(L/S)- en los tanques de contacto del mineral reducido con el licor.
Palabras clave: velocidad específica de aereación; Proceso CARON; lixiviación carbonato-amoniacal; tiempo de residencia.
ABSTRACT
The major objective of this study is to analyze the leachate trends of nickel (Ni) and cobalt (Co) with their increase when the specific speed of aeration increases (new parameter Qa). An experimental work was carried out on a scale of a Production demonstration Unit at Punta Gorda Leaching Plant. For the experimental conditions, an operational implementation methodology of the Qa parameter is established in m³ / (t.min); the graphical trends of the leachates and their increases decrease when increasing Qa. The results of the even correlation coefficients of leachate levels of Ni and Copper show that both increase when the proportion of the -R (NH3 / CO2) values also increase the mineral number and the NH3 concentration, while decreasing when the mass flows -R (L / S) and the Qa increase in the contact tanks of the reduced ore with the liquor.
Keywords: specific aeration speed; CARON process; carbonate-ammoniacal leaching; residence time.
1. INTRODUCCIÓN
La lixiviación industrial asociada al Proceso CARON que emplea la Empresa Productora de Níquel y Cobalto "Ernesto Che Guevara" (ECG) en Punta Gorda, ubicada en el municipio de Moa, Cuba, tiene la particularidad de desarrollarse en cuatro series con dos miniseries de cuatro turbo-aireadores (TA) por serie.
En correspondencia con la última modificación realizada, esta se efectúa en una sola etapa de lixiviación, para así igualarse con las dos restantes plantas homólogas del mundo: la australiana Yabulu-QNi y la brasileña Tocantins-Niquelandia (Chang-Cardona y Rojas-Vargas 2009a).
El planteamiento de la lixiviación en miniseries presenta algunos riesgos de tupiciones, distribución desigual de pulpa no controlada con la consecuente errónea aireación por miniserie, las cuales han sido demostradas en otros estudios (Chang-Cardona, Merencio-Guevara y Guerra-González 2015). Por tales razones se propone implementar nuevas herramientas para monitorear la densidad de la pulpa y su distribución por serie, sobre cuya base se calcula el volumen de aire por tonelada de mineral reducido (MR) -Va, en m3/t- para cada miniserie.
Por otra parte, la Empresa Comandante Ernesto Che Guevara (ECG) no cuenta con el parámetro de aireación velocidad específica de aire –Qa, en m3/(t·min)- que le permita gobernar la velocidad de cristalización de los óxidos e hidróxidos de hierro (OHH) en los dos primeros TA, en dependencia de la calidad del MR que se alimenta a los tanques de contacto (TC), en correspondencia con los resultados publicados (Chang-Cardona y Rojas-Vargas 2009a, 2013).
En consecuencia, se necesita un estudio posterior a escala industrial para optimizar ambos parámetros de aireación. Mientras tanto, se requiere probar la implementación de Qa, a partir del modelo empírico del tiempo de residencia medio real (TR) en función del flujo volumétrico de pulpa (Qpulpa) alimentado a cada miniserie. Chang-Cardona, Guerra-González y Merencio-Guevara publicaron al respecto en 2016, basado en el Va deseado por la planta, con el propósito de analizar las tendencias de los lixiviados de Ni (Lix Ni) y Co (Lix Co) con el aumento de Qa, aspecto que constituye el objetivo principal del presente artículo. Sus objetivos específicos son:
· Establecer una metodología para implementar el nuevo parámetro de aireación Qa en la operación de la planta a partir del modelo de TR y el Va deseado para cada miniserie que permita crear una base de datos (BD) que posibilite el análisis de tendencia de los Lix Ni y Lix Co al aumentar Qa, así como su reproducibilidad al escalarlo desde el banco hacia una unidad demostrativa de producción (UDP).
· Determinar los coeficientes de correlación par de los Lix Ni y Lix Co respecto a los principales parámetros operacionales de las pruebas para comprobar si los resultados de estas son compatibles con los fundamentos teóricos, experimentales y de la práctica industrial.
Para cumplir con dichos objetivos, se hace necesario monitorear el comportamiento de los Lix Ni y Lix Co en la Serie 1ra B, unidad demostrativa de producción seleccionada en la Planta de Lixiviación para las pruebas.
El presente artículo forma parte de la continuación lógica de los resultados publicados en los últimos años (Chang-Cardona y Rojas-Vargas 2009a, 2009b, 2013; Chang-Cardona, Merencio-Guevara y Guerra-González 2015; Chang-Cardona, Guerra-González y Merencio-Guevara 2016) por un equipo de trabajo del ISMM-CEDINIQ-ECG desde una escala de banco hasta otra industrial a nivel de UDP.
2. MATERIALES Y MÉTODOS
2.1. Materiales y condiciones operacionales de las pruebas
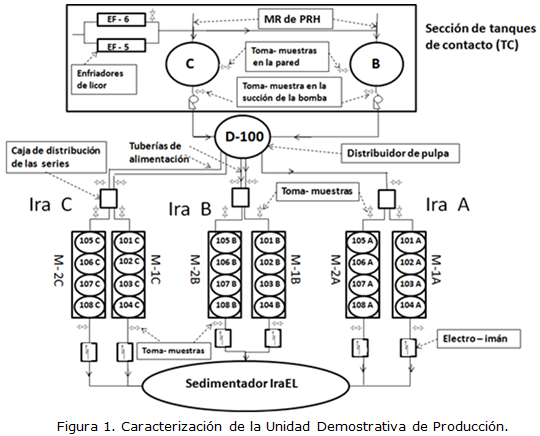
Se realizaron seis pruebas industriales a las temperaturas de la pulpa en los TC entre 36 0C-39 0C en la 1ra etapa-Serie B de la Planta de Lixiviación de la empresa ECG, que consta de dos miniseries (M-1B y M-2B) con cuatro TA cada una; descrita en trabajos precedentes (Chang-Cardona, Merencio-Guevara y Guerra-González 2015; Chang-Cardona, Guerra-González y Merencio-Guevara 2016) como se muestra en la Figura 1, lo que suma 12 resultados. Dichas pruebas fueron seleccionadas en los meses de abril, mayo y julio del año 2014 con el propósito de garantizar un mayor rango de variación y representatividad en las condiciones operacionales de producción en relación con: el tonelaje y la calidad del mineral alimentado (MA) a la planta de hornos de reducción y del MR, el flujo de licor lixiviante y su composición de NH3 y CO2, TR de la pulpa en las miniseries, los parámetros de aireación y el estado técnico de la planta.
Los materiales empleados fueron los mismos que se alimentaron a la sección de TC: MR de la Planta de Hornos de Reducción (HR) y licor carbonato-amoniacal (LCA) de los enfriadores. Sus características, tomadas de la base de datos del grupo técnico de la empresa ECG y de su INTRANET, se muestran en la Tabla 1.
Se monitoreó la distribución de mineral reducido y pulpa por serie y miniseries por las metodologías descritas por algunos investigadores (Chang-Cardona, Merencio-Guevara y Guerra-González 2015; Chang-Cardona, Guerra-González y Merencio-Guevara 2016). A continuación se ilustra el ejemplo siguiente:
El flujo volumétrico de pulpa que se suministra a la Serie 1ra B se calculó por el flujo másico de pulpa que sale de la sección de TC que está compuesto por: el de MR de los enfriadores de la PHR descargado a la canal y el licor carbonato-amoniacal enfriado que lo arrastra hacia los TC. Estos datos se toman del sistema de supervisión y control CITECT en la INTRANET de la empresa ECG, por ejemplo: toneladas métricas de mineral alimentado a la PHR (171,3 t/h); flujo volumétrico de licor a la canal (834,8 m3/h).
La densidad del licor de los enfriadores y de la pulpa en TC se determinó por el método de la probeta graduada de 1 000 cm3. En el caso del licor, se tomaron tres muestras en la salida del enfriador 106 y se promedió las mediciones realizadas en una misma probeta (1 039,4 kg/m3). La densidad de la pulpa en los TC (Serie B y C) se determinó como el promedio de las muestras de pulpa tomadas en los toma-muestras situados en la pared de cada tanque y en la succión de la bomba de estos (Figura 1). Las cuatro densidades promediaron 1 133,7 kg/m3.
Para calcular el flujo másico de MR se debe multiplicar el MA por el coeficiente de pérdida de masa que oficialmente da la Dirección de Contabilidad Metalúrgica de la ECG, el cual es igual a 0,756. Ambos valores no se pueden considerar reales por los problemas técnicos de las romanas de la PHR durante el pesaje del MA, así como la subjetividad e imprecisiones en la contabilidad metalúrgica que contiene dicho factor.
Por tanto, los valores de referencia para el cálculo serán los siguientes:
MR = 171,3∙0,756 = 129,5 t/h
El flujo másico de licor lixiviante:
ML = 834,8∙1,039 = 867,7 t/h
Flujo másico de pulpa en TC:
MP = MR + ML = 997,2 t/h
Flujo volumétrico de pulpa en TC:
![]()
Esta se distribuye para la Serie 1ra B en una proporción de 0,334, por lo que su repartición teórica (equitativa) en las miniseries será:
Serie B: 879,6∙0,334 = 293,8 m3/h
Miniseries (M-1 y 2) B: 293,8∙0,5 =146,9 m3/h para cada una, según el criterio de cálculo de la dirección de la planta.
De la misma forma, el MR se distribuyó a la Serie B:
129,5∙0,334 = 43,25 t/h
Este flujo de MR se distribuyó a las miniseries de acuerdo al criterio del equipo de investigación (Chang-Cardona, Merencio-Guevara y Guerra-González 2015) -por la fracción de masa de sólido que definieron las densidades de pulpa en las muestras tomadas a la entrada de cada miniserie (Figura 1)-; en este caso 0,47 y 0,53 para la M-1B y M-2B, respectivamente, por lo que se determinaron sus TR por el mencionado modelo:
![]() (1)
(1)
La relación de flujos másicos de ML y MR en TC será:
![]()
Los resultados se muestran en la primera fila de datos de la Tabla 1, correspondientes al 30 de abril.
Las pruebas industriales se efectuaron bajo los criterios siguientes:
· La duración de cada prueba fue de seis horas durante el turno de la mañana.
· Se respetaron las condiciones básicas de producción que la Dirección Técnica de la Planta determinó.
· El jefe de operaciones de la planta calculó los flujos volumétricos de aire -Ga- para cada TA de la miniserie M-2B sobre la base de su criterio del Va deseado y de distribución igualitaria de Qpulpa para todas las series y miniseries, los que se colocaron en el "set point" del sistema de supervisión y control de procesos -CITECT- que está en la INTRANET de la empresa.
· En la M-1B se varió el Ga estimado para cada TA, calculado por los resultados mencionados con anterioridad y el criterio del equipo de investigadores, respecto a valores diferentes de Va del jefe de operaciones para lograr mayor variabilidad de estos con el propósito de obtener las tendencias de los Lix Ni y Lix Co, respecto a los parámetros de aireación.
· Se introduce Qa como un nuevo parámetro de operación al emplear el modelo empírico del TR (1) en función del Qpulpa alimentado a cada miniserie, previo conocimiento de Va en cada TA de ambas miniseries.
· Se tomaron las muestras a la entrada y salida de las dos miniseries para obtener los Lix de Ni, Lix Co y sus correspondientes incrementos (∆Lix), como se explica más adelante, por los cuales se analizarán sus tendencias respecto a Qa, así como serán evaluados los coeficientes de correlación par de los Lix Ni y Co de acuerdo con las principales variables del proceso.
2.1.1 Muestras para determinar los incrementos de los lixiviados en las miniseries
· Se tomaron cuatro muestras al mismo tiempo en las tuberías de: entrada de los TA 101 B y 105 B y salida (TA: 104 B y 108 B) de cada miniserie (Figura 1) en dos pomos plásticos (por cada toma-muestra) de 250 mL (cada uno), herméticamente tapados y de boca ancha para que cubra todo el área del chorro de pulpa que sale del toma-muestra. Este procedimiento se realizó cada dos horas en los siguientes horarios: 8 a.m., 10 a.m., 12 m. y 2 p.m.
· Por tanto, se obtuvieron cuatro compósitos de sólidos de la forma siguiente: después de reposar la pulpa media hora se decantó el líquido, se filtró la pulpa restante y la torta se lavó con agua amoniacal en un filtro con vacío en las instalaciones del laboratorio de la empresa ECG. El sólido lavado se echó en un pomo plástico de 500 mL con cierta cantidad de agua, donde se acumula hasta que la última muestra se procese. Entonces, se filtró todo el compósito para cada toma-muestra.
· Posteriormente, se secó en dos platillos metálicos en una estufa a 120 oC durante dos horas. Cuando se enfrió, se homogenizó y trituró en un mortero, después de lo cual se envió al laboratorio analítico del Centro de Investigaciones y Desarrollo de la Industria del Níquel (CEDINIQ) para la determinación del contenido total de Fe, Ni y Co en cada compósito de sólido por el método de espectrometría de absorción atómica (AAS).
2.2. Metodología para implementar Qa y crear la base de datos
El aire a los TA se suministró de los compresores industriales. Sin embargo, el estado técnico del sistema de alimentación de aire hacia los turbo-aireadores, así como la tupición parcial de algunos de sus bajantes hizo diferente los resultados reales de los parámetros de aireación que se obtuvieron al final de cada prueba, los cuales se muestran en la Tabla 2.
Estos parámetros de aireación se calcularon a partir de los datos de las variables (tonelaje de MR, flujo volumétrico de aire por TA, flujo volumétrico de LCA) que se tomaron del CITECT para las seis horas experimentadas, en correspondencia con la metodología siguiente:
· Dichas variables se transfirieron por separado hacia un libro de Excel para conformar las BD que permitieron limpiarla de los problemas operacionales.
· Se programó la función promedio y las desviaciones estándares para las columnas de datos correspondientes a cada parámetro.
· En el caso de los flujos volumétricos de aire, se sumaron todos los valores promedios de cada TA por miniserie para determinar el valor total de Ga, en m3/h de cada miniserie.
· Con los datos de distribución de Qpulpa y MR para cada serie y miniserie, determinados por la metodología de los trabajos de Chang-Cardona, Merencio-Guevara y Guerra-González (2015); Chang-Cardona, Guerra-González y Merencio-Guevara (2016), se procedió a calcular Va para cada miniserie, dividiendo sus valores correspondientes de Ga por MR, resultando su unidad de medida en m3/t.
Donde: ![]() es la relación del producto de los contenidos en % de Ni y Co dividido por el producto de los compuestos SiO2 y MgO contenidos en el MA que no están en la tabla.
es la relación del producto de los contenidos en % de Ni y Co dividido por el producto de los compuestos SiO2 y MgO contenidos en el MA que no están en la tabla.

· Al mismo tiempo, se determinó el TR en una hoja de cálculo de EXCEL, sustituyendo los Qpulpa de cada miniserie en la ecuación (1).
· El nuevo parámetro de aireación Qa se obtiene dividiendo Va entre R para que su unidad sea m3/(t·min).
2.3. Métodos de análisis químicos y cálculo de los lixiviados
Los análisis químicos para determinar el contenido total de Fe, Ni y Co en cada compósito de sólido se realizaron en el laboratorio analítico del CEDINIQ por el método de espectrometría de absorción atómica. Estos resultados se utilizaron para calcular los lixiviados de Ni y Co por la metodología establecida en la ECG, respecto al MA a la Planta de HR (PHR), expresada por la fórmula:
![]() (2)
(2)
Por analogía, se calcularon los incrementos de dichos lixiviados en cada miniserie, respecto al MR que forma parte de la pulpa alimentada a la serie y sus miniseries de TA:
![]() (3)
(3)
Donde:
(Me): representa al Ni o al Co;
Lix (Me) y DLix(Me): lixiviados de Ni y Co o sus incrementos en las miniseries;
FeMA y FeMEntra: contenidos de Fe en el MA a la PHR y en el MR que forma parte de la pulpa alimentada a la serie y sus miniseries de TA, (%);
FeMLix y FeMSale: contenidos de Fe en el mineral lixiviado -a la salida del último TA- de la serie y de cada miniserie de la Planta de Lixiviación, (%);
MeMA y MeMEntra: contenidos de Ni y Co en el MA a la PHR y en el MR que forma parte de la pulpa alimentada a la serie y sus miniseries de TA, (%);
MeMLix y MeMSale: contenidos de Ni y Co en el mineral lixiviado de la serie y de cada miniserie de la Planta de Lixiviación, (%).
3. RESULTADOS
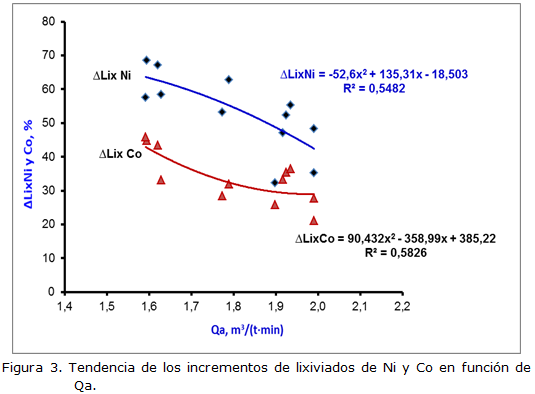
Los resultados de los Lix y ΔLix de Ni y Co para cada fecha de las pruebas se muestran en la Tabla 3. Mientras que en la Tabla 4 se organizó la base de datos para toda la Serie 1ra B (uniendo los resultados de las dos miniseries), por la cual se construyeron los gráficos que manifiestan la influencia de Qa sobre los Lix Ni y Co (Figura 1) y de sus ΔLix (Figura 2).

Por cuanto en la empresa ECG se evalúa el resultado de la lixiviación por los Lix Ni y Lix Co, entonces, el análisis de la correlación par de dichos lixiviados, respecto a cada parámetro (Tabla 5), se realizó preferentemente por los datos de las columnas 2 y 3 en la Tabla 4 que es la miniserie donde se varió Ga.


4. DISCUSIÓN
4.1. Análisis de las tendencias de los Lix Ni y Lix Co y sus ΔLix
La influencia del nuevo parámetro de aireación Qa sobre los lixiviados de Ni y Co (Figura 2) y sus incrementos (Figura 3) muestran una clara tendencia a su disminución al aumentar Qa, lo que ofrece la posibilidad de emplearlos en condiciones variables de producción para que los tecnólogos tomen decisiones. Sin embargo, la posición de sus máximos lixiviados parece estar en la región de Qa≤1,5 m3/(t·min), lo que no se alcanzó por las condiciones técnicas existentes en el sistema de alimentación de aire.
Este comportamiento confirmó los resultados obtenidos a escala de banco (Chang-Cardona y Rojas-Vargas 2009a, 2013).
4.2. Análisis de la correlación par de los Lix Ni y Co
Para las condiciones experimentales estudiadas, el análisis de correlación par indicó las tendencias de los Lix Ni y Lix Co siguientes:
a) Sobre los lixiviados de Ni influyen positivamente, en el orden de importancia que indican sus valores, el incremento de los parámetros: R (NH3/CO2), NoMin y NH3;
b) Sobre los lixiviados de Ni influyen negativamente, de forma significativa, el incremento de Qa y, en menor medida, el aumento de la R (L/S) de la pulpa en TC;
c) Sobre los lixiviados de Co influyen positivamente el incremento de los parámetros siguientes, según el orden: R (NH3/CO2), posteriormente a un mismo nivel, NH3 y NoMin;
d) Sobre los lixiviados de Co influyen negativamente, de forma significativa, el incremento de Qa y, en menor medida, el aumento de la R (L/S) de la pulpa; aunque al comparar sus valores con los del Lix Ni se nota que el Lix Co sufre mayores pérdidas.
Por otra parte, el coeficiente de correlación par de los incrementos de los lixiviados de Ni y Co para Qa alcanzó el valor de -0,74 para ambos metales, superando al Lix Ni (-0,64) y manteniendo el mismo nivel para el Lix Co (-0,77), lo que confirmó la importante influencia de este nuevo parámetro sobre dichos lixiviados en las miniseries.
Estos resultados respaldan la tendencia del comportamiento gráfico de los Lix Ni, Lix Co y sus ΔLix expresados en las Figuras 2 y 3, los que también reafirman la reproducibilidad del escalado de Qa desde el banco a la UDP, tal como fue expresada al final de la subsección 4.1.
4.3. Validación de la metodología de implementación operacional del nuevo parámetro Qa
Teniendo en cuenta los objetivos del trabajo y los diversos errores humanos, problemas técnicos y de otros tipos que son frecuentes e incontrolables por los investigadores en el sistema de producción a escala industrial entre dos grandes Plantas: Hornos de Reducción y Lixiviación y Lavado, la dispersión mostrada en las Figuras 2 y 3 se considera típica, aceptable y apropiada para tomar decisiones (Chang-Cardona, Rojas-Purón y Arce-Molina 2014) sobre la dirección de la aeración (hacia la izquierda del eje Qa) por su línea de tendencia. También se pueden considerar buenos los valores y el signo negativo del coeficiente de correlación par de Qa para ambos lixiviados, comportándose con gran estabilidad junto a sus correspondientes ΔLix, lo que respaldó lo expresado en dichas figuras y confirmó su pertinencia como parámetro de operación para predecir los Lix Ni y Co por sus futuros modelos de regresión.
Los resultados analizados en las subsecciones 4.1 y 4.2 demostraron su plena correspondencia con las posiciones teóricas, experimentales y de la práctica industrial, por lo que se cumple con los objetivos del presente artículo.
Por consiguiente, la metodología propuesta en Métodos y Materiales (subsección 2.2) para determinar e implementar Qa como un nuevo y efectivo parámetro de operación del aire en la Planta de Lixiviación y Lavado es válida. Además de ser fácil su programación en una hoja de cálculo de EXCEL para manejar el flujo de aire en cada TA por los operadores del panel de control, como también lo es su inclusión en las BD en libros de EXCEL que los tecnólogos de la planta y a nivel de empresa analizan diariamente para evaluar la eficiencia del proceso, lo que fue demostrado en el trabajo de diploma de Hernández-Bordonado (2016).
Es importante remarcar las indicaciones ofrecidas en los estudios precedentes (Chang-Cardona y Rojas-Vargas 2009a, 2009b, 2013), con el propósito de encontrar soluciones de compromiso que permitan obtener los máximos valores del Lix Ni con las menores pérdidas del Lix Co, por lo que será necesario aumentar la cantidad de pruebas y ampliar el rango de valores a estudiar en la región de menores Qa y Va que los empleados, lo cual estará limitado por la presión general que el sistema de suministro de aire pueda garantizar para que no se tupan los turbo-aireadores.
5. CONCLUSIONES
Para las condiciones experimentales estudiadas a escala industrial en una UDP:
· Se obtuvieron las tendencias gráficas experimentales de los lixiviados de Ni y Co y sus incrementos, las que disminuyeron de modo apreciable al aumentar Qa, confirmando los resultados de la escala de banco, y por tanto, su pertinencia como parámetro de operación para predecir los Lix Ni y Lix Co por sus futuros modelos de regresión.
· Se obtuvieron resultados compatibles con los fundamentos teóricos, experimentales y de la práctica industrial de los coeficientes de correlación par de los lixiviados de Ni y Co; de acuerdo con los cuales ambos lixiviados aumentan con el incremento de: R (NH3/CO2), NoMin y NH3; mientras que estos disminuyen con el aumento de Qa y la R (L/S). Al comparar los valores de los dos últimos parámetros con los del Lix Ni se demostró que el Lix Co sufre mayores pérdidas.
· Se estableció una metodología para implementar el nuevo parámetro de aireación Qa en la operación de la planta, con el propósito de atenuar las pérdidas de Co y Ni por coprecipitación segregante con los OHH, validada por la estabilidad de los valores y signo negativo del coeficiente de correlación par de los Lix Ni, Lix Co y sus ΔLix respecto a Qa, que se corresponde plenamente con su comportamiento gráfico.
6. AGRADECIMIENTOS
A la Dirección Técnica de la empresa ECG por financiar este proyecto durante dos años y a la Dirección de la Planta de Lixiviación y Lavado por su apoyo incondicional para hacer posible la ejecución del proyecto. A la Dirección del CEDINIQ por asumir con responsabilidad sus funciones como entidad ejecutora del proyecto, sin la cual no se hubiera realizado este trabajo. A los estudiantes de la carrera de Ingeniería en Metalurgia y Materiales del ISMM que participaron de distintas maneras en su desarrollo.
7. REFERENCIAS
Chang-Cardona, A. y Rojas-Vargas, A. 2009a: La lixiviación del Proceso CARON: Síntesis del conocimiento para su perfeccionamiento industrial. Parte 1. Tecnología Química, 29(1): 98-107.
Chang-Cardona, A. y Rojas-Vargas, A. 2009b: La lixiviación del Proceso CARON: Síntesis del conocimiento para su perfeccionamiento industrial. Parte 2. Tecnología Química, 29(2): 96-105.
Chang-Cardona, A. y Rojas-Vargas, A. 2013: Optimización del flujo de aire específico para la lixiviación estándar QT del mineral reducido en el Proceso CARON. Minería y Geología, 29(1): 1-16.
Chang-Cardona, A.; Rojas-Purón, A. y Arce-Molina, J. 2014: Influencia sobre el extractable de níquel de los minerales oxidados del yacimiento de Punta Gorda. Minería y Geología, 30(4): 70-88.
Chang-Cardona, A.; Merencio-Guevara, P. y Guerra-González, Y. 2015: Diagnóstico de la eficiencia tecnológica del trabajo de las miniseries en la lixiviación industrial del Proceso CARON en la planta de Punta Gorda, Cuba. Tecnología Química, 35(2): 125-138.
Chang-Cardona, A.; Guerra-González, Y. y Merencio-Guevara, P. 2016: Metodología para determinar el tiempo de residencia en la lixiviación industrial del proceso CARON en la Planta de Punta Gorda, Cuba. Editorial Academia Española. Saarbrücken, Alemania. 61 p. Disponible en: https://www.amazon.com/Metodología-para-determinar-tiempo.../dp/3841759238
Hernández-Bordonado, Y. 2016: Evaluación de la implementación de la velocidad específica de aireación en la UBP- Lixiviación y Lavado. Antonio Chang Cardona y Yuriannis Labrada Peña (Tutores). Tesis de grado. Instituto Superior Minero Metalúrgico de Moa. 69 p.
Recibido: 29/05/18
Aceptado: 28/06/18
Antonio Ramón Chang-Cardona, Doctor en Ciencias Técnicas. Profesor Titular. Instituto Superior Minero Metalúrgico de Moa, Holguín, Cuba achang@ismm.edu.cu

