










Mi SciELO
 Servicios personalizados
Servicios personalizadosServicios Personalizados
Revista

Articulo
 Español (pdf)
Español (pdf)
 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
 Enviar articulo por email
Enviar articulo por emailIndicadores
-
 Citado por SciELO
Citado por SciELO
Links relacionados
-
 Similares en
SciELO
Similares en
SciELO
Compartir

 Permalink
PermalinkRevista Universidad y Sociedad
versión On-line ISSN 2218-3620
Universidad y Sociedad vol.9 no.3 Cienfuegos jul.-set. 2017
ARTÍCULO ORIGINAL
DETERMINACIÓN DE POTENCIALIDADES DE AHORRO DE COMBUSTIBLE EN EL SECADO DE LEVADURA TORULA A PARTIR DE LOS BALANCES DE MASA Y ENERGÍA
DETERMINATION OF FUEL SAVING POTENTIAL IN THE DRYING OF TORULA YEAST FROM MASS AND ENERGY BALANCES
MSc. Jorge L. Cabrera Sánchez, Dr. C. Juan F. Puerta Fernández, Dr. C. Félix González Pérez
Universidad de Cienfuegos. Cuba
RESUMEN
En el artículo se presenta un análisis termodinámico del comportamiento de los principales parámetros que intervienen en el proceso de secado en la producción de levadura torula de la fábrica del complejo agroindustrial Antonio Sánchez de Cienfuegos. Por las características propias de este proceso muchos de estos parámetros no son controlados o conocidos, sin embargo de una u otra manera, algunos influyen en el consumo de combustible de esta etapa. Como resultado de la aplicación de los balances de masa y energía al proceso de secado, en el trabajo se evalúan y determinan mediante la aplicación de una metodología, los valores del consumo de combustible de la etapa de secado y se identifican las posibles potencialidades para el ahorro de combustible, con atención a la introducción de mejoras al proceso mediante el empleo de precalentamiento del aire de dilución, se deja listo el escenario para el estudio y análisis posterior de las posibles alternativas que se pudieran aplicar para contribuir al aumento de la eficiencia energética y la disminución del costo de la energía.
Palabras clave: Secado, torula, levadura, ahorro, combustible.
ABSTRACT
The article presents a thermodynamic analysis of the behavior of the main parameters involved in the drying process in the production of torula yeast from the factory of the complex Antonio Sánchez de Cienfuegos, in which, due to the characteristics of this process, many of these parameters are not controlled or known, and yet in one way or another some of them influence the fuel consumption of this stage. As a result of the application of the mass and energy balances to the drying process at work, the values of the fuel consumption of the drying stage are evaluated and determined by the application of a methodology, and potential savings are identified with special attention to the introduction of improvements to the process through the use of dilution air preheating, leaving the stage ready for the study and subsequent analysis of possible alternatives that could be applied to contribute to the increase of energy efficiency and The reduction of the cost of energy.
Keywords: Drying, torula, yeast, saving, fuel.
INTRODUCCIÓN
Entre los problemas presentados en la producción de levadura torula en Cuba se encuentra la alta demanda de energía requerida para tal proceso, en especial la relacionada con la energía eléctrica y el consumo de fuel oil, esto hace que su costo de fabricación alcance valores poco atractivos frente a la competitividad que ofrecen los precios de las mieles y el alcohol en el mercado mundial, productos altamente relacionados con el ciclo de producción de la levadura torula. Por otra parte, es imperante necesidad del país de reducir de manera racional y eficiente el consumo de los combustibles y de la energía en general, a tono con las exigencias del actual modelo y de los lineamientos económicos de la política del Partido y el Estado cubano.
Sin embargo, en los países tropicales, poseedores de una amplia industria azucarera de caña, resulta llamativa la producción de levadura forrajera a partir de miel final, sobre todo si se tiene en cuenta la imposibilidad de contar con proteínas vegetales de bajo costo como la soja, motivado por características climáticas. Es además, una forma de independizarse de las variaciones del mercado exterior, en tanto se reduce la importación de materiales proteínicos adecuados para las producciones de piensos. Estos factores, así como el de ser producción localizada, de complejidad tecnológica media, que diversifica la industrialización de la caña de azúcar y es fuente de trabajo, resulta recomendable para los países en vías de desarrollo.
Estudios recientes (Cabrera, 2007), realizados en la fábrica de levadura perteneciente al CAI Antonio Sánchez, demostraron que el 40 % de los gastos durante el proceso lo constituyen los portadores energéticos, el fuel oil y la energía eléctrica alcanzan el 98 % del total de estos consumidos en dicho proceso. Los estudios efectuados corroboran además, la alta influencia que ejerce la etapa de secado en estos resultados, se consideran responsable del 15 % de la energía eléctrica y del 58 % del fuel oil que se consume.
La producción de levadura forrajera a partir de mieles se caracteriza por ser un proceso continuo en el cual la miel aporta carbohidratos como fuente de energía y factores de crecimiento en forma de vitaminas y minerales. El desarrollo de esta producción comprende cinco etapas básicas:
Ø Preparación de materias primas y auxiliares.
Ø Fermentación.
Ø Recuperación de levadura o centrifugación.
Ø Concentración.
Ø Secado.
La tecnología para el secado de la crema utilizada en la fábrica de levadura del CAI Antonio Sánchez en Cienfuegos, como la mayor parte de las existentes en Cuba, consta de un secador de aspersión tipo Nyro de fabricación francesa, utiliza en calidad de agente secador una mezcla de aire frío (aire de dilución) y gases de la combustión generados en un combustor a partir de la quema de fuel oil. La estación es operada bajo la acción de un sistema de control automático encargado de asegurar el comportamiento estable de aquellos parámetros que aseguran la calidad final del producto, entre ellos la temperatura de entrada y salida de la mezcla de gases para el secado y el por ciento de humedad en materia seca del producto final. Sin embargo, los procesos de secado resultan complejos debido a la gran cantidad de parámetros que intervienen en ellos y que de una manera u otra no solo influyen en la calidad final del producto, determinan además, la eficiencia energética que se puede alcanzar en dicho proceso.
El estudio completo del secado contempla dos aspectos diferenciados:
Ø Cinética del secado.
Ø Balances de energía y masa.
Al diseñar una determinada instalación de secado ambas materias aparecen interrelacionadas, y condicionan la clase de secadero, tamaño, fuente energética. No obstante, para analizar la eficiencia energética y posibilidades de mejora, los balances de materia y energía son las principales herramientas, sobre todo en instalaciones que ya se encuentran en explotación.
Como parte de este análisis Cabrera (2007), aborda el estudio termodinámico de la etapa de secado en la propia fábrica del CAI Antonio Sánchez, a partir del conocimiento y cálculo de aquellas variables fundamentales que pueden intervenir en el proceso, su influencia, posibilidad de reducir el consumo de combustible de la etapa a partir de la modificación de algunas de ellas. Sin embargo no resulta tan sencillo llevar a feliz término este proceso, pues bajo las condiciones de explotación en que se operan estas instalaciones en el país, la mayoría de los parámetros que intervienen no son controlados o sencillamente no son conocidos, esto dificulta la realización de los cálculos necesarios, para lo cual el autor propone el uso de una metodología que contribuye a la organización y simplificación de los mismos, a la vez con la ayuda de las herramientas de Excel, permite el análisis de gran cantidad de variantes para la realización de proyectos de mejoras.
DESARROLLO
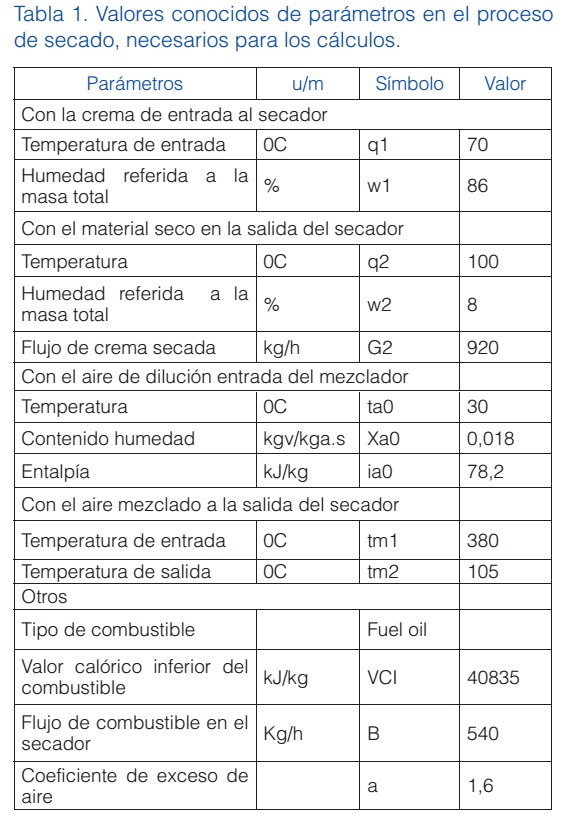
Para el desarrollo de los cálculos aplicando la metodología desarrollada se parte de los siguientes datos conocidos del proceso.
Para una mejor comprensión de los cálculos se sigue el siguiente diagrama de flujo que se muestra en la figura 1.
Balance material con la crema en el secador
Del balance material con la crema en el secador se puede plantear que:
G1 = G2 + W (1)
Partiendo de la crema seca contenida en la crema a secar según Kasatkin (1985)
Ecuación 1 (2)
Donde:
G1 – Flujo de crema de entrada (kg/h)
G2 – Flujo de materia seca (kg/h)
W – Flujo de agua evaporada (kg/h)
Sustituyendo valores en (2) y (1) y resolviendo
G1 = 6045,71 (kg/h)
W= 5125,71 (kg/h)
Balance de calor y masa con los gases en el mezclador.
Atendiendo al esquema de balance con los gases antes de su entrada al secador.
Balance de calor
La * ia0 + Lg * ig = Lm * im1 (3)
Balance de masa
La + Lg = Lm (3a)
Donde:
La- Flujo de aire de dilución a la entrada del mezclador (kg/h)
Lg- Flujo de gases de la combustión a la entrada del mezclador (kg/h)
Lm- Flujo de gases mezclados a la salida del mezclador (kg/h)
ia0- Entalpía del aire frío o de dilución a la entrada del mezclador (kJ/kg)
ig- Entalpía de los gases de combustión a la entrada del mezclador (kJ/kg)
im1- Entalpía de los gases mezclados a la salida del mezclador (kJ/kg)
Los cálculos de los productos de la combustión para determinar su volumen, entalpía, contenido de humedad y flujo pueden ser realizados siguiendo metodologías que aparecen en la literatura especializada del tema, en este caso según Rubio (2000), para la utilización del fuel oil como combustible los resultados fundamentales fueron los siguientes:
Volumen real de gases de la combustión
Vg = 18,26 (m3N/kgcom)
Entalpía de los gases de la combustión
ig = 5432,19 (kJ/kggase)
Contenido de humedad de los gases de la combustión
Xg = 0,116188 (kg/kggs)
Flujo de gases de la combustión (Lg)
Lg = Vg * ρg * B (4)
Lg = 2712,79 (kg/h)
Donde:
ρg = 0,275 (kg/m3) – densidad de los gases de combustión a la temperatura de 1000 0C tomado de Krasnoshiokov (1985)
Cálculo de la entalpía (im1), y del contenido de humedad (Xm1) de los gases mezclados antes de entrar al secador.
Según Kasatkin (1985), para las mezclas de aire y gases se cumple que:
Relación de multiplicidad
Ecuación 2 (5)
Donde para este caso:
Xm1-Contenido de humedad de la mezcla a la salida del mezclador o a la entrada del secador en kilogramos de vapor por kilogramos de aire seco (kgvap/kgas)
Xa0- Contenido de humedad del aire de dilución (kgvap/kgas)
n- es la relación de multiplicidad de los componentes o simplemente relación de los componentes y se escribe como:
Relación de multiplicidad
Ecuación 3 (6)
Del análisis de la ecuación (5) se infiere que no es posible obtener los valores buscados, pues no se conocen la relación n, Xm1, e im1
Por otra parte según Pavlov (1981), la entalpía del aire húmedo se puede calcular utilizando la siguiente expresión.
im =(Ca + Cv * Xm)* tm + r0 * tm (7)
Donde:
Ca = 1,01 (kJ/kg 0C)- calor específico medio del aire a presión constante.
Cv = 1,97 (kJ/kg 0C)-calor específico medio del vapor de agua.
Xm- Contenido de humedad de la mezcla (kgvap/kgas)
tm- Temperatura a que se encuentra la mezcla de aire húmedo 0C.
r0 = 2493 (kJ/kg)- calor de vaporización del agua a 0 0C.
Considerando que la mezcla de gases de la combustión con aire de dilución que se utiliza en el secado, presenta una relación (n) muy baja se puede asumir que la mezcla se aproxima al aire húmedo y en este caso sustituyendo (im=im1) por su igual en (5), simplificando y ordenando términos se puede llegar a la siguiente ecuación:
Ecuación 4 (8)
Con la consideración anterior para este caso se cumple que tm=tm1, donde tm1 es la temperatura del aire mezclado a la salida del mezclador o a la entrada del secador, por tanto sustituyendo valores conocidos en 8 y resolviendo para Xm1
Xm1 = 0,02511138 (kgvap/kgas)
Evaluando para n con Xm1 en (5)
n = 0,07791452
Como se puede apreciar de este resultado la proporción de gases de combustión en relación con el aire de dilución es inferior al 8%, se puede asegurar que la consideración anterior es razonable
Con este valor de (n) despejando im1 de (5)
im1=465,2 (kJ/kg)
Flujo de aire de dilución (La) necesario para el mezclado.
De la relación 6 sustituyendo valores y resolviendo para (La)
La = 34817,64 (kg/h)
Flujo de aire mezclado (Lm) necesario para el secado
De la ecuación (3a)
Lm = 37530,64 (kg/h)
Contenido de humedad (Xm2) de la mezcla de gases a la salida del secador.
Según (Kasatkin, 1985) el flujo de aire necesario para el secado
Ecuación 5 (8)
Donde:
Xm2- Contenido de humedad de la mezcla a la salida del secador (kgvap/kgas)
Despejando para Xm2 sustituyendo valores y resolviendo
Xm2 = 0,16168612 (kgvap/kgas)
Entalpía (im2) de la mezcla de gases a la salida del secador.
Retomando ecuación (7) considerando im=im2 y Xm= Xm2 y sustituyendo valores
im2 = (1,01 + 1,97 * Xm2 ) * tm2 + 2493 * Xm2
im2 = 542,57 (kJ/kg)
Cálculo de comprobación del consumo de combustible (B)
Para la comprobación de los cálculos hasta aquí realizados, partiendo de que el flujo de combustible es un valor conocido, se acude a la ecuación de balance (3) en la que se sustituye el flujo de gases de la combustión (Lg) por su igual de (4)
La * ia0 + Vg * ρg * B * ig = Lm * im1
Resolviendo para flujo de combustible (B)
Flujo de combustible
Ecuación 6 (9)
B= 539,98 (kg/h)
Como se puede apreciar, este resultado obtenido para el consumo de combustible, coincide con el consumo real reportado en la fábrica alcanzado para la producción de torula a partir del uso de la vinaza como materia prima.
Consumo específico de combustible (bcom.t) por tonelada de torula secada.
Ecuación 7 (10)
bcom.t = 586,95 (kg/t)
Donde:
bcom.t _ Consumo específico de combustible por tonelada de torula secada
Una vez, realizados los balances de masas y energía en la estación de secado para la determinación del consumo de combustible, y del consumo específico de combustible por tonelada de torula secada, el siguiente paso consiste en identificar las posibles fuentes o potencialidades de ahorro para mejorar la eficiencia. De manera general en los procesos de secado las acciones más características que suelen emprenderse para tal propósito pasan por las siguientes alternativas:
1. Adecuada preparación del producto a tratar.
· Deshidratación mecánica
· Tamaño de partícula adecuado
2. Eliminar pérdidas a través de las paredes del secador.
3. Introducir mejoras en el proceso
· Precalentamiento del aire
· Recirculación de gases
4. Eliminación de entradas parásitas de aire.
5. Ajustar los parámetros de funcionamiento para evitar un secado excesivo del aire
6. Estudiar tecnologías alternativas de calentamiento.
7. Cambiar tecnología de secado.
Análisis de los resultados
Del análisis de los resultados alcanzados siguiendo la metodología presentada se pueden distinguir dos importantes observaciones:
La primera: si se compara el índice de consumo específico de combustible obtenido, con los valores de referencia que se presentan en la siguiente tabla, reportados para estas producciones en Cuba, según Penín (2007), en el caso de los valores de diseño, estos se corresponden con los valores calculados para la producción de torula a partir de la utilización de las mieles finales de caña, mientras los normativos y de referencia nacional, fueron establecidos para la producción a partir de la utilización de la vinaza. Como se puede apreciar, el valor del índice de consumo específico de combustible para la producción a partir de la vinaza, que incluye el combustible consumido propiamente en el secado, y además el consumido para la generación de vapor que se utiliza en la estación de evaporación y otros lugares del ciclo productivo, debe ser de 775 (kg/t), mientras el calculado fue 586,95 (kg/t) lo cual significa que este valor representa un 75 % del índice de consumo total, se evidencia además los altos valores de sobreconsumos energéticos que se reportan para estas producciones en Cuba.
La segunda observación está relacionada con la determinación de potencialidades de ahorro en el consumo de combustible de la estación de secado a partir de los balances de masa y energía realizados. Si se retoma el resultado alcanzado para la ecuación (9), según la cual
En esta expresión, el término del denominador que forma parte del calor que entra con el combustible a la estación de secado, es función directa del tipo de combustible, y del coeficiente de exceso de aire utilizado para la combustión, y por tanto, para este análisis no serán tenidos en cuenta, lo cual no significa que no existan potencialidades de ahorro si se trabaja con estos factores, por ejemplo, en trabajo reciente Torres & Díaz (2016), demuestran la factibilidad que puede representar la sustitución del fuel oil por el uso de biogás obtenido a partir de los residuales de este propio proceso.
Los términos del numerador, que representan el calor que entra al secador con la mezcla de gases y aire y calor que entra con el aire de dilución respectivamente, son función directa de la relación de mezclado (n), de los parámetros requeridos para la mezcla como son su temperatura, contenido de humedad y entalpía, y además de la temperatura, contenido de humedad y entalpía del aire de dilución.
Todos estos parámetros, como ya se demostró en los cálculos anteriores, guardan una estrecha relación entre sí y no pueden ser variados de forma arbitraria e independiente, si no de manera controlada como lo exige el sistema de control automático de los parámetros de entrada y salida para la mezcla de aire con gases de la combustión que se utiliza para el secado. La instalación de secado puede encontrarse operando a regímenes diferentes, según sean los valores de algunos de ellos, incluyendo los relacionados con el estado en que llega la crema a la entrada del secador (Humedad, concentración, flujo), por esta razón es importante a la hora de realizar los cálculos o de establecer comparaciones, conocer bajo qué régimen fueron realizados.
Del análisis de los miembros de la ecuación anterior, se infiriere que existe una importante potencialidad de ahorro de combustible, si se actúa en función de introducir mejoras en el proceso, lo cual constituye una de las alternativas más arriba mencionadas, mediante la utilización del precalentamiento del aire de dilución. Apoyados en el empleo de las ecuaciones anteriores, se pudo determinar que si se efectúa el precalentamiento del aire de dilución para aumentar su entalpía, de manera que su contenido de humedad no cambie, si se mantienen constantes las temperaturas de entrada y salida de la mezcla en el secador y el contenido de humedad de la mezcla en la salida, si se varía convenientemente la relación del mezclado (n) se puede llegar a alcanzar sin alterar las condiciones del secado que se necesitan para garantizar la calidad del producto, una disminución en el consumo de combustible de 1,5 (kg/h) por cada grado que se logre aumentar la temperatura a la entrada en el secador del aire de dilución.
En trabajo reciente Rodríguez & León (2014), plantean que con la integración de procesos es posible elevar la temperatura del aire de dilución, sin la necesidad de utilizar un servicio auxiliar hasta 102 °C permitiendo alcanzar un ahorro de hasta 108 (kg/h) de combustible. Otra fuente, Torres & Díaz (2016), indica la factibilidad de otras alternativas como la utilización del biogás como combustible para el secado que contribuye de manera positiva a reducir el costo de producción.
Finalmente no se debe perder de vista, dados los esfuerzos que realiza el país para reducir los consumos de energía y mejorar los indicadores de eficiencia, que el solo hecho de introducir mejoras al proceso para lograr las reducciones del consumo de combustible arriba señaladas, puede representar importantes impactos en la sociedad. Así por ejemplo:
En el orden económico
Con esta propuesta de modificación tecnológica, considerando un período de producción anual de nueve meses al año, la planta podría estar consumiendo unas 472 toneladas de combustible menos al año, solo por concepto de consumo de fuel oil para el secado. Este valor significaría una reducción del 15 % en el consumo de combustible, puede representar una reducción de cerca de un 10 % del costo total de la producción.
En el orden ambiental
Al no quemar 472 toneladas de fuel oil se dejarían de emitir a la atmósfera unas 1700 toneladas anuales de CO2 y 38 toneladas anuales de SO2 cuyos efectos directos en el comportamiento ambiental son ampliamente conocidos. El hecho de reducir el costo de la tonelada de producción de torula, le permite al país continuar utilizando estas fábricas como planta de tratamiento de residuales de las plantas de producción de alcohol, toda vez que las primeras, utilizan la vinaza como materia prima, la cual resulta ser un producto altamente contaminante, cuando se vierte directamente al cauce de los ríos causa una enorme contaminación de las mismas y la muerte de una gran variedad de las especies vivas.
En el orden social
La sociedad puede seguir contando con una importante fuente de suministro de proteínas para el consumo animal y humano, en momentos en que el alza de los precios de los alimentos en el mercado mundial y las dificultades que enfrenta el país para adquirirlos resulta de una extrema complejidad.
CONCLUSIONES
La metodología seguida para la determinación de los diferentes valores de las variables que intervienen en el proceso de secado está basada en los balances de masa y energía del proceso y sus resultados presentan una total correspondencia con los alcanzados realmente para algunas de las variables que se controlan en la fábrica, demostrando la validez de la misma para la determinación de diferentes parámetros no conocidos o controlados, relacionados con flujos, contenidos de humedad, entalpías y otros que pueden resultar útiles.
Existe una importante potencialidad de ahorro de combustible en la etapa de secado, si se introducen mejoras al proceso, a partir de la utilización de precalentamiento del aire de dilución como se aprecia en la ecuación de balance de energía, esto se puede lograr, sin alterar las condiciones de secado que se requieren para la mezcla (temperatura, contenido de humedad y entalpía) y para la calidad del producto final, con el manejo de una adecuada relación de la mezcla de gases de la combustión con el aire de dilución, se llegan a determinar ahorros de hasta 1,5 (kg/h) de combustible por cada grado que se logre elevar la temperatura del aire.
La introducción de las mejoras al proceso para realizar el precalentamiento del aire con el empleo de nuevas fuentes de calor, debe estar basada en lo fundamental, en el empleo de la integración de corrientes de procesos tanto internas como de otros procesos aledaños, de manera que se garantice el calor necesario para el secado sin la utilización adicional de algún otro combustible.
REFERENCIAS BIBLIOGRÁFICAS
Cabrera, J. L. (2007). Análisis termodinámico y de alternativas para la reducción del consumo de combustible en el proceso de secado de la levadura torula en el CAI Antonio Sánchez. Tesis de maestría. Cienfuegos: Universidad de Cienfuegos.
Cabrera, J. L., & Fernández, J. F. (2008). Metodología de cálculo para el estudio termodinámico de las instalaciones de secado, del proceso de fabricación de levadura torula. Revista Centro Azúcar, 35(1), 46-54.
Kasatkin, G. A. (1985). Operaciones básicas y aparatos en la tecnología química. La Habana: Pueblo y Educación.
Krasnoschickov, E. A. (1986). Problemas de termo transferencia. Moscú: Mir.
Pavlov, K F. (1981). Problemas y ejemplos para el curso de operaciones básicas y aparatos en tecnología química. Moscú: MIR.
Penín, P. E. (2017). Aplicación de la tecnología de gestión total y eficiente de la energía en la fábrica de torula de la empresa azucarera Antonio Sánchez, Municipio de Aguada de Pasajeros. Trabajo de diploma. Cienfuegos: Universidad de Cienfuegos.
Rodríguez, Y., & De León, J.B. (2014). Factibilidad de la integración de procesos en la obtención de levadura torula. Revista Centro Azúcar, 41(3), 94-99.
Rubio, A.M (2000). Generadores de vapor. Funcionamiento y explotación. Santa Clara: Universidad Central de Las Villas.
Torres, A., & Díaz, M. (2016). Factibilidad económica de alternativas de inversión para reducir el costo de producción de la levadura torula. Revista Centro Azúcar, 43(1), 10-17.
Recibido: Abril de 2017.
Aprobado: Junio de 2017.
MSc. Jorge L. Cabrera Sánchez
E-mail: jlcabrera@ucf.edu.cu
Dr. C. Juan F. Puerta Fernández
E- mail: jfpuerta@ucf.edu.cu
Dr. C. Félix González Pérez
E- mail: fgonzalez@ucf.edu.cu


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}