










Mi SciELO
 Servicios personalizados
Servicios personalizadosServicios Personalizados
Revista

Articulo
 Español (pdf)
Español (pdf)
 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
 Enviar articulo por email
Enviar articulo por emailIndicadores
-
 Citado por SciELO
Citado por SciELO
Links relacionados
-
 Similares en
SciELO
Similares en
SciELO
Compartir

 Permalink
PermalinkCentro Azúcar
versión impresa ISSN 0253-5777versión On-line ISSN 2223-4861
cen. az. vol.42 no.3 Santa Clara ene.-set. 2015
ARTICULO
Etapas tecnológicas para obtener a escala industrial un vino blanco económico
Stage technology for obtainign an economic white wine to an industrial scale
Juan Esteban Miño Valdés1*y José Luis Herrera Garay2
1 Dpto. de Física. Facultad de Ingeniería. Universidad Nacional de Misiones .Argentina. Rosas 325.CP 3360 Oberá, Misiones, Argentina.
2 Dpto.de Ingeniería Química. Facultad de Ciencias Exactas Químicas y Naturales. Félix de Azara 2360. CP 3300 Posadas. Universidad Nacional de Misiones.
*Autor para la correspondencia: Alfredo Torres, Email: jemino53@hotmail.com
RESUMEN
El objetivo de este trabajo fue desarrollar una tecnología sustentable para elaborar vino blanco económico, a escala industrial, con uvas no viníferas cultivadas en Misiones. Este proyecto tecnológico se inició a escala laboratorio, continuó en planta piloto y proyectó a escala industrial. Se consideró como unidad productiva a 12 familias rurales con 27 ha de viñedo cada una. Las 8 etapas seguidas con metodología inductiva y deductiva fueron: La elaboración de vino blanco seco a escala laboratorio. La evaluación de las variables del proceso en las vinificaciones. El modelado matemático de la fermentación alcohólica en condiciones enológicas. La valoración de la aptitud de los vinos para el consumo humano. El establecimiento de un procedimiento tecnológico para la vinificación en planta piloto. La evaluación en planta piloto del procedimiento tecnológico establecido. El cálculo y la selección del equipamiento industrial. La estimación de los costos y la rentabilidad del proceso tecnológico industrial. Se alcanzó una tecnología para una capacidad de producción de 5 834 L día-1, con indicadores económicos dinámicos cuyos valores fueron: valor actualizado neto de 6 602 666 U$D, una tasa interna de retorno del 60 % para un período de recuperación de inversión a valor actualizado neto de 3 años.
Palabras clave: Economía, Industria, Laboratorio, Tecnología, Vino
ABSTRACT
The purpose of this work was to develop a sustainable technology to produce economical white wine, industrial scale, not viniferous grapes grown in Misiones. This technological project started at laboratory scale, it continued in a pilot plant and planned to an industrial scale. It was considered as productive unit 12 rural families with 27 hectares of vines each. The 8 stages followed with inductive and deductive methodology were: the development of dry white wine at laboratory scale, the evaluation of the variables of the process in the vilification, the Mathematical modeling of alcoholic fermentation in winemaking conditions, the assessment of the fitness of wines for human consumption, the establishment of a technological process for winemaking in a pilot plant, the evaluation in pilot plant of the technological process established, the calculation and selection of industrial equipment and finally, the costs estimation and profitability of the industrial technological process. A technology for a production capacity of 5,834 L day-1, with dynamic economic indicators was reached whose values were 6,602,666 net present value of U$D, an internal rate of return of 60 % for a period of payback a value net of three years to date.
Key words: Economy, Industry, Laboratory, Technology, Wine
INTRODUCCIÓN
En la provincia de Misiones Argentina desde el año 2004 se está desarrollando el proyecto Profruta para diversificar la producción. El incremento del cultivo de la vid fue una las alternativas impulsadas, utilizando las variedades de Vitis labrusca que mejor adaptadas estaban a las condiciones edafoclimáticas de la provincia como las uvas Niágara Rosada (NR) e Isabella Tinto (IT) entre otras, Miño (2010), Piekun (2011a). La producción de uvas de mesa en Misiones abasteció la demanda del mercado misionero recién en el año 2009 con 0,61 kilogramos/habitante año (kg/hab.año); donde unos 300 productores rurales se dedican al cultivo de la vid, Bakos (2009). La cosecha de uvas de noviembre 2010 a febrero 2011 alcanzó unas 800 toneladas (ton) y de este total el 85 por ciento (%) se comercializó como fruta fresca, Bakos (2011); con el remanente de uvas unos 50 productores rurales elaboraron vino común mediante fermentación espontánea, sin control de variables, para autoconsumo familiar, Piekun (2011a). Los precios en la chacra variaron entre 8 y 10 pesos/kilogramo ($/kg) al iniciar la cosecha de nov/2010 y descendió hasta 6 $/kg al finalizar la misma, Piekun (2011b). Teniendo en cuenta que el Código Alimentario Argentino (CAA) permite elaborar vinos comunes regionales con uvas no viníferas y que las normas del Instituto Nacional de Vitivinicultura de Argentina (INV) autorizan a comercializar solamente dentro del país, por ello esta actividad fue registrada como una alternativa de diversificación productiva a ser evaluada.
El problema científico que se planteó fue la escasa información tecnológica obtenida con metodología científica para la elaboración de vino blanco común, con variedades de Vitis labrusca: IT o NR cultivadas en Misiones, utilizando inóculos de levaduras autóctonas, Miño (2012a).
Por lo expuesto el objetivo general planteado fue: desarrollar un procedimiento tecnológico apropiado y sustentable, para la elaboración de vino blanco común apto para consumo humano, a partir de mostos de uvas no viníferas cultivadas en Misiones utilizando levaduras autóctonas o Saccharomyces cerevisiae bayanus (S. bayanus)
Los objetivos específicos del desarrollo tecnológico fueron:
· Fundamentar desde el punto de vista científico y tecnológico la estrategia investigativa para alcanzar el objetivo general propuesto.
· Realizar las vinificaciones de uva IT y NR con levaduras nativas o S. bayanus como levadura de control a diferentes temperaturas.
· Evaluar el desempeño de las levaduras autóctonas respecto de S. bayanus.
· Determinar la aptitud fisicoquímica de los vinos blancos comunes elaborados.
· Establecer y proponer un procedimiento tecnológico adecuado para la elaboración.
· Demostrar la sustentabilidad económica de la tecnología desarrollada y atenuar el impacto ambiental para este procedimiento tecnológico.
Para alcanzar los objetivos específicos la estrategia aplicada fue, partir de un análisis profundo del estado del arte de la vinificación con uvas viníferas, y ejecutar las acciones con metodología inductiva y deductiva en las siguientes escalas y etapas:
A escala laboratorio:
Etapa A. Se elaboró vino blanco seco común.
Etapa B. Se evaluaron los valores de los parámetros de seguimiento.
Etapa C. Se obtuvo un modelado matemático del proceso.
Etapa D. Se constató la aptitud de los vinos para el consumo humano.
A escala planta piloto:
Etapa E. Se estableció un procedimiento tecnológico y se elaboraron vinos.
Etapa F. Se evaluaron los rendimientos de cada operación.
A escala industrial:
Etapa G. Se dimensionó el equipamiento para el procedimiento establecido.
Etapa H. Se evaluó económicamente el desarrollo tecnológico establecido, Miño (2012b).
MATERIALES Y MÉTODOS
A continuación se desarrollan las etapas A, B, C, y D a escala laboratorio.
Etapa A: elaborar vino blanco seco común con IT y con NR.
Las uvas utilizadas fueron las variedades de Vitis labrusca NR e IT de Cerro Azul Misiones, cosecha 2006/2007. Los inóculos de levaduras (lev.) nativas provenían de la piel de las uvas y S. bayanus (lev. comercial, origen España, proveedor Anfiquímica).
Inóculo de levaduras nativas: se prensaron 2 kg de uva IT con piel (sin escobajo) y se le adicionó 1 gramo/hectolitro (g/hL) de fosfato de amonio (coadyuvante de fermentación alcohólica). Fermentó espontáneamente durante 2 días (d); luego se tomó (sin piel) el 3 % volumen/volumen (v/v) del pie de cuba y se inoculó a 2 L de mosto IT preparado. La cantidad de levaduras por mililitros (mL) en el mosto al inicio de la fermentación fue de 12 103.
Inóculo de S. bayanus: se agregaron al mosto las levaduras en dosis de 1 g/hL previamente hidratadas y reactivadas con agua destilada a 37ºC durante 30 minutos (min) La concentración inicial en el mosto fue de 6 103 S. bayanus/mL.
Muestras:se utilizaron 5 kg de uva por muestra a vinificar, se prensó separadamente sin escobajo hasta obtener 2,5 L de mosto. Se agregaron al mosto 3 g /hL de anhídrido sulfuroso (SO2) y 2 g/hL de enzimas pectolíticas. Cada envase se obturó con válvula de agua y se decantó por 24 horas (h) para clarificar el mosto. Al cabo de este tiempo, se separaron 0,5 L de borra, obteniendo muestras de 2 L c/u. Las fermentaciones isotérmicas se realizaron a: 18, 22, 26 y 30 grados Celsius (ºC) con IT y a 24ºC con NR.
Los aditivos adicionados fueron soluciones preparadas de metabisultifo de potasio al 10 % peso/peso (p/p); fosfato de amonio al 5 % p/p y enzimas peptolíticas, Pszczolkowski (2002).
Se determinaron: los índices de maduración de Van Rooyen-Ellis-Du Plessi y de Cillis-Odifredi; los sólidos solubles totales (SST) medidos en grados Brix (ºBrix); el potencial de hidrógeno (pH); el peso y volumen de las bayas; la densidad del mosto; el rendimiento en mosto de las bayas; los azúcares reductores; el grado de alcohol obtenido; el grado de alcohol probable; la acidez (total y volátil); la temperatura; el anhídrido sulfuroso (libre y total); el poder fermentativo (PF); la actividad fermentativa (AF); el rendimiento fermentativo (RF), el recuento de la población y las generaciones de levaduras. Los aditivos y las determinaciones se realizaron según la metodología de (Boulton y col. 2006), Bordeu (2006) y, INV (2005).
Fermentaciones:se inocularon por triplicado con levaduras nativas o con S. bayanus muestras de 2 L preparadas a las temperaturas de fermentación. A cada mosto se le adicionó 1 g hL-1 de fosfato de amonio. Los envases se obturaron con válvula de agua para producir anaerobiosis. Se iniciaron simultáneamente todas las fermentaciones en cámara isotérmica. Cuando la densidad se mantuvo constante 2 días consecutivos la fermentación se dio por concluida. A cada vino obtenido se añadió 6 g hL-1 de SO2. Los vinos se guardaron en posición vertical a 0ºC en una cámara refrigerada durante tres semanas a 0ºC. Luego, la borra formada fue separada cuando el vino se trasegó a botellas limpias y desinfectadas de 750 mL c/u. Se corrigió el SO2 libre llevándolo a 0,035 g L-1 de vino para su protección. Se obturaron los envases con corchos cilíndricos y se almacenaron 3 meses acostados a 0ºC para estabilizarlos, luego se analizaron. Pszczolkowski, (2002) y Miño (2012a).
Se utilizó el paquete estadístico Statgraphic Plus® para Windows 1993, versión 5.1 Statistical Graphics Corporation. Para el análisis de datos la media, la desviación estándar y el rango. El test de Fischer (F) para el análisis de varianzas desconocidas y para comparar las medias con varianzas iguales el test (t) de Student, ambos estadígrafos se aplicaron con un nivel de confianza (NC) del 95% y a dos colas.
RESULTADOS Y DISCUSIÓN
Etapa A: se elaboró vino blanco seco común con IT y con NR.
Se obtuvieron y registraron los valores de densidad, SST, pH y población de levaduras en función del tiempo para mostos de IT y NR fermentados isotérmicamente con levaduras nativas y S. bayanus a 18, 22, 26 y 30ºC, respectivamente.
Los resultados con uvas NR inoculadas con levaduras nativas y S. bayanus a 24ºC se presentan en la Tabla 1. Los resultados del proceso de vinificación de los mostos de uva IT a diferentes temperaturas con el test t para un nivel de confianza (NC) del 95%:
Los pH medio no presentaron diferencias significativas: a 18, 22 y 26ºC con inóculos de levaduras nativas; a 18, 22 y 26ºC con inóculos de S. bayanus; a 18, 22, 26 y 30ºC con inóculos de nativas respecto de S. bayanus a cada temperatura.

Los pH medios presentaron diferencias significativas: a 30ºC respecto de 18, 22 y 26ºC con inóculos de levaduras nativas; a 30ºC respecto de 18, 22 y 26ºC con inóculos de S. bayanus. Los valores de SST medios no presentaron diferencias significativas: a 18, 22, 26 y 30ºC con inóculos de levaduras nativas; a 18, 22, 26 y 30ºC con inóculos de S. bayanus; a 18, 22, 26 y 30ºC con nativas respecto de S. bayanus a cada temperatura.
Etapa B: evaluación de parámetros de seguimiento
El PF definido como [(ºAlcohol obtenido)102/(ºAlcohol esperado)]: al comparar a cada temperatura el PF: las S. bayanus tuvieron valores más elevadas que el de las nativas con 9,1% mas a 18ºC (98,9 a 89,8); con 4,1% mas a 22ºC (93,9 a 89,8); con 5% mas a 26ºC (95,9 a 90,9) respectivamente; pero a 30ºC las nativas tuvieron un 8% mas (90,8 a 82,8).
La AF definida como (g azúcar/día): en mostos de IT de las S. bayanus y las nativas fue similar a igual temperatura con los siguientes valores: 11,2 a 18ºC; 14 a 22ºC; 16,8 a 26ºC; 18,6 a 30ºC; y 14,6 a 24ºC en mostos de NR.
El RF definido como (g azúcar/ºAlcohol): desde este punto de vista del RF medio las S. bayanus tuvieron más rendimiento que las nativas: (17,14 y 18,87) a 18ºC; (18,06 y 18,87) a 22ºC; (17,68 y 18,66) a 26ºC respectivamente; pero a 30ºC el mejor RF la obtuvieron las nativas con 20,48 respecto de las S. bayanus con 18,66.
Población de levaduras: la generación 1 fue 12 103 nativas/mL y 6 103 bayanus/mL
Las máximas generaciones respecto de la generación inicial 1 en mostos de IT fueron:
· A 18ºC: nativas 8-9 generaciones y para S. bayanus 10-11 generaciones
· A 22ºC: nativas 8-9 generaciones y para S. bayanus 10-11 generaciones
· A 26ºC: nativas 8-9 generaciones y para S. bayanus 9-10 generaciones
· A 30ºC: nativas 8-9 generaciones y para S. bayanus 9-10 generaciones
Las poblaciones finales respecto de la inicial 1 en mostos de IT fueron:
· A 18ºC: nativas 6-7 generaciones y para S. bayanus 8–9 generaciones.
· A 22ºC: nativas 7-8 generaciones y para S. bayanus 9–10 generaciones
· A 26 y 30ºC: nativas 7-8 generaciones y para S. bayanus 8–9 generaciones.
La población final a 18, 22, 26 y 30ºC con IT para nativas y S.bayanus fueron: (1,25–2,37)106 células/mL, de 6-8 generaciones y (1,82–3,47).106 células/mL, de 8-10 generaciones, respectivamente.
Etapa C: se obtuvo el modelado matemático del proceso
El modelado de la fermentación alcohólica en condiciones enológicas se presenta graficado en la Figura 1. La contribución a la formación de etanol, la población de S. bayanus y la disminución de sustrato fueron para la fermentación del mosto de IT a 18ºC.
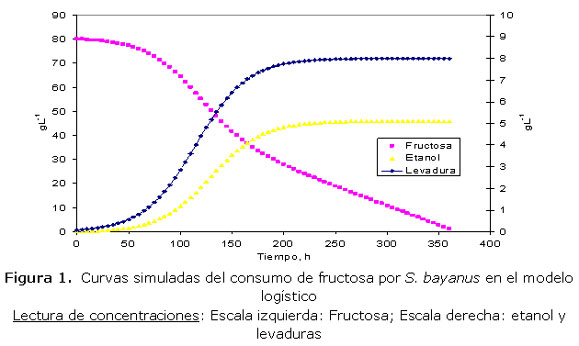
Se consideró oportuno aportar a la ciencia enológica, para predecir ecuaciones numéricas en el cambio de escala, explicar un comportamiento tecnológico y pronosticar el desempeño de la levadura en planta piloto o a nivel industrial. La resolución de las ecuaciones por el método de Newton de regresión no lineal ha conducido a la simulación del proceso de fermentación de la fructosa a partir de la concentración de biomasa conocida y la evolución del consumo de fructosa, presente en cantidades equivalentes a la glucosa en el mosto.
Esto se planteó con el siguiente conjunto de variables donde sus unidades definen el significado de cada una: µM = 0,04 h-1; m = 0,02 g fructosa /g biomasa.h
YX/S = 0,2 g biomasa/g fructosa; Dt = 14,56 h-1; YP/X = 5,78 g etanol/g biomasa
El modelado matemático representó adecuadamente los resultados obtenidos.
Etapa D: Respecto de la aptitud de los vinos del laboratorio para el consumo, la Tabla 2 muestra los parámetros físico-químicos obtenidos.
Desde el punto de vista de las variables medidas los vinos fueron aptos para consumo humano.
Conclusiones parciales a escala laboratorio: Etapas A, B, C y D
1. Con fermentaciones isotérmicas a 18, 22, 26 y 30ºC con IT y a 24ºC con NR utilizando levaduras nativas de las mismas bayas o con cepas puras de S. bayanus fue viable elaborar vino blanco seco común.
2. La densidad, los SST, el pH y la población de levaduras: con IT las densidades de los mostos con nativas a 18, 22, 26 y 30ºC no presentaron diferencia significativas. Idem para las densidades de los mostos con S.bayanus. Idem para las densidades de mostos con nativas y mostos con S.bayanus a igual temperatura. Idem para ºBrix y población de levaduras de los mostos con ambas cepas. El pH de los mostos a 18, 22 y 26ºC no presentaron diferencia significativa con nativas; ni el pH en mostos con S. bayanus; tampoco el pH en mostos con nativas y con S. bayanus a igual temperatura.
3. El PF (en % v/v): en mostos de Isabella tinto con las levaduras nativas fueron mejores a 30ºC y 26ºC (con 90,8 y 90,9) que a 22 y 18ºC (con 89,8 y 89,8). Con S. bayanus fueron mejores a 18ºC (con 98,9) que a 22ºC (con 93,9) a 26ºC (con 95,9) y a 30ºC (con 82,8). En mostos de Niágara rosada a 24ºC con S. bayanus (99,1) fueron mejores que con levaduras nativas (96,3).
4. La AF (en g azúcar día-1): en mostos de Isabella tinto con las levaduras nativas y con S. bayanus los valores fueron iguales: a 18.6 a 30ºC; 16,8 a 26ºC; 14 a 22ºC; y 11,2 a 18ºC. En mostos de NR con levaduras nativas y con S. bayanus los valores fueron de 16,6 a 24ºC.
5. El RF (en g azúcar inicial ºAlcohol-1): en mostos de IT con las levaduras nativas fue mejor a 26-30ºC que a 18-22ºC (con 18,66 y 18,87) respectivamente. Con S. bayanus fue mejor a 18ºC (con 17,14) que a 22ºC (18,06), a 26ºC (16,8) y a 30ºC (20,48). El RF medio (de 18, 22, 26 y 30)ºC fue mejor para las S. bayanus (18,34) que para las nativas (18,76) respectivamente. En mostos de NR fue mejor con las S. bayanus (17,26) que con levaduras nativas (17,76) a 24ºC.
6. La duración de las fermentaciones isotérmicas en mostos de IT (a 18, 22, 24, 26 y 30)ºC: con inóculos de 12 103 nativas mL-1, demoraron 15, 12, 11, 10 y 9 días respectivamente; con inóculos de 6 103 bayanus mL-1, demoraron 15, 12, 11, 10 y 9 días respectivamente.
7. Las generaciones de levaduras nativas y S. bayanus en mostos de uvas IT fueron de 6-8 y 8-9 con máximos de 8-9 y 9-11 respectivamente.
8. El Modelado matemático obtenido representó adecuadamente el modelo observado para la evolución de la fructosa de acuerdo al modelo logístico resuelto, el aporte fue justifica el 50% del etanol total obtenido, considerando que glucosa y fructosa estaban en cantidades equivalentes en la fermentación de mostos de IT a 18ºC con S. bayanus.
Basado en las conclusiones parciales anteriores, para avanzar a la etapa E y F de planta piloto, se seleccionaron las temperaturas de 20, 22 y 24ºC para elaborar vinos en planta piloto con uvas IT, NR y levaduras S. bayanus.
Desarrollo de las Etapas E, F, G y H
Etapa E: para establecer un procedimiento tecnológico en planta piloto se utilizó el criterio de semejanzas. Para el diseño y construcción de equipos a mayor escala, existen dos modelos el matemático y el empírico. El criterio de semejanza matemático es m` igual a k por m; donde m y m` son las medidas de una misma magnitud en el modelo y en el prototipo industrial respectivamente, siendo k el factor de cambio de escala. Se aplicaron las semejanzas: mecánicas, geométricas, térmicas y de concentración para todos los ensayos de vinificación realizados, (Ibarz y Barboza, 2005).
En la Tabla 3 se representan las operaciones establecidas para la elaboración de vino blanco a partir de uvas no viníferas de color con inóculo de S. bayanus.
Los criterios de semejanza aplicados entre el modelo y el prototipo fueron cuatro: a) la geométrica (proporcionalidad entre las dimensiones de equipos); b) la mecánica (recepción, pesado, despalillado, estrujado, prensado, clarificado, almacenado, filtrado, envasado y movimiento de fluidos); c) la térmica (fermentado y enfriado); d) la concentración (levaduras y aditivos en las operaciones). En esta etapa se aplicó un cambio de escala con factor k de 40, resultando la muestra para planta piloto de 200 kg viñedo.
Etapa F: para evaluar en planta piloto el procedimiento tecnológico establecido en la Tabla 3, se desarrollaron las vinificaciones utilizando los materiales y métodos de laboratorio, para un tamaño de muestra de 200 kg viñedo. Se obtuvieron los rendimientos de cada operación y con estos valores los rendimientos globales de cada vinificación.

Conclusiones parciales de las etapas E y F
1. Los rendimientos en planta piloto fueron: de 52,3 % (L vino blanco kg-1 viñedo NR) a 20ºC; de 56,4 % (L vino blanco kg-1 viñedo IT) a 20ºC; de 53,5 % (L vino blanco kg-1 viñedo NR) a 22ºC y de 54,7 % (L vino blanco kg-1 viñedo NR) a 24ºC.
2. Los tiempos de fermentación en planta piloto respecto del laboratorio fueron a) con k = 40 de 14 días a 20ºC y siembra de 1 g levadura hL-1; b) con k > 40 (en levaduras y aditivos) de 10 días a 22ºC y de 8 días a 24ºC; c) con k > 40 (con 20 g levadura hL-1) fueron de 10 días a 22ºC y de 8 días a 24ºC.
3. Todos los vinos elaborados fueron aptos para el consumo humano según protocolo de análisis, INV (2007).
Etapa G: dimensionar a escala industrial el procedimiento evaluado en planta piloto.Para ello fue necesario establecer una unidad productiva, calcular la producción del viñedo y estimar un tamaño de planta para calcular y seleccionar un equipamiento industrial.
La unidad productiva establecida fue de 12 familias (flías), con un promedio 27 hectáreas (ha) de viñedo c/u: 9 ha de Venus, 9 ha de Niágara y 9 ha de Isabella, para cosechar a partir del 3er año de sembrado en noviembre diciembre y enero respectivamente, se podrían cosechar entre 10 y 18 ton viñedo ha-1, MAyPM (2007).
La producción de 12 familias, 3 meses por año se calculó en: 4.212 ton viñedo año-1.
El tamaño de la planta requerida para satisfacer a la unidad productiva para una jornada laboral de 8 h/día a razón de 30 días/mes requiere 46,8 ton viñedo día-1, MAyPM (2007).
Para operar 6 h/jornada con 2 h de limpieza requiere un tamaño de 8 ton viñedo h-1.
Se aplicó un factor de cambio de escala de k igual a 40; a partir de 200 kg viñedo por muestra en planta piloto se obtuvo para escala industrial 8.000 kg viñedo h-1.
Los rendimientos industriales proyectados con k = 40 para 8.000 kg viñedo h-1 expresados en L vino y en botellas de 750 mL cada una fueron:
· Para 20ºC con NR se podrían obtener 4.184 L vino blanco (5.578 botellas).
· Para 20ºC con IT se podrían obtener 4.512 L vino blanco (6.016 botellas).
· Para 22ºC con NR se podrían obtener 4.280 L vino blanco (5.706 botellas).
· Para 24ºC con NR se podrían obtener 4.376 L vino blanco (5.834 botellas).
A continuación se presentan en la Tabla 4 los resultados de los cálculos efectuados y la selección del equipamiento para el prototipo teniendo en cuenta los rendimientos industriales esperados.
Los equipos seleccionados en función del tamaño proyectado fueron:
1 Central de refrigeración de 24 caballo vapor (hp); 54.000 frigorías/h; temperaturas del agua a la entrada 12ºC y a la salida 7ºC.
1 Bomba móvil para trasiego (2 hp, 2 velocidades, 470 revoluciones por minuto (rpm), caudal de 12 m3 h-1 a 16 m altura).
1 Bomba a tornillo /trasiego de molienda: 4 kW, 10 m3/h; 1,8 bar, 200 rpm.
1 Cinta elevadora /viñedo: acero inoxidable; 380 Volt; 50 Herz; 1,5 kW.
1 Estrujadora-despalilladora: acero inoxidable; 9 ton viñedo/h; 1,87 kW.
1 Balanza de 250 kg para pesar cajas con viñedo de 10 a 13 kg c/u.
1 Filtro de diatomeas: 4 m3/h; capacidad 85 L, presión 6 bar, potencia 1,75 kW.
1 Filtro de marcos: 40 placas(50, 80 y 100 L/placa.h), para pulido del vino.
1 Bomba de pistón: acero inoxidable; 2 velocidades; 4300-8500 L/h y 1,5 hp.
1 Enfriador /vendimia: 6 m.; 4 tubos concéntricos de di=80 mm y de=114 mm.
1 Pasarela de acero con baranda, guarda pierna y pie, piso de rejilla y escalera.
13 Juegos de cañería interna para el refrigerador y fermentadores (ida y vuelta).
2 Tanques Pulmón para agua fría y retorno, con una capacidad de 1.500 L c/u.
3 Bombas de Circulación:una primaria y dos secundarias de 2 hp c/u.
13 Tanques de acero para fermentación y clarificación calculados: de 31,9 m3 c/u.
1 Línea de envasado manual para botellas de 750 cm3.
Etapa H: Estimación de la inversión de capital y costos de producción
Según (Peters y Timmerhaus, 1981) se pueden utilizar diversos métodos para analizar la inversión de capital. La elección del método depende de la cantidad de información detallada disponible y la exactitud que se desea obtener. En esta oportunidad se utilizó el método C de porcentaje de equipo entregado. A continuación, los restantes rubros de costo directo de la planta se estiman como porcentajes del costo de los equipos entregados. Los componentes adicionales de la inversión de capital se basan en % promedio del costo directo total de la planta; en los costos totales directos e indirectos o en la inversión total de capital. En la Tabla 5 se presenta el Capital Fijo Invertido (CFI) para las alternativas estudiadas en planta piloto y proyectadas a escala industrial con un factor de proporcionalidad de k = 40.
En la Tabla 6 se presentan los costos de producción de las variantes 1, 2 y 3 que fueron ensayadas en planta piloto antes de ser proyectadas a escala industrial.

Respecto de la capacidad de la planta para procesar 8 ton viñedo h-1; entre los considerandos del análisis económico se estableció que el 1er año se trabajaría al 70%, el 2do al 85 % el 3ro al 90% y a partir del 4to al 95%. El precio de venta del vino embotellado listo para la venta se fijó en 1,5 U$D durante el análisis económico y el día laboral en 6 horas.
Para elegir la mejor alternativa de producción en la Tabla 7 se presenta el análisis dinámico de las alternativas de producción.
Este tipo de análisis se utiliza comúnmente para la estimación preliminar y la de estudio. No obstante en el caso de plantas comparables de capacidades diferentes, este método permite a veces estimaciones muy exactas según (Peters y Timmerhaus, 1981).
De acuerdo a la Tabla 5 las tres alternativas son viables para la inversión pero la mejor es la 1, porque se recupera en el menor período (3 años) el valor actualizado de la inversión.
CONCLUSIONES
1. Es viable establecer desde el punto de vista técnico económico una unidad productiva constituida por 12 familias con 27 ha viñedoc/u.
3. Son aptas las levaduras autóctonas presentaron fermentado continuo, sin paradas, por motivos endógenos o exógenos a las mismas.
4. Son aptos los mostos de estas uvas de color para elaborar vino blanco común, no se necesita corregir la acidez ni el azúcar inicial, para tener fermentaciones normales.
5. Es rentable desde el punto de vista económico, el tamaño industrial proyectado con la tecnología establecida, para elaborar vino blanco común a 1,5 U$D la botella de 750 mL, con uva Isabella tinto o Niágara rosada cultivadas en Misiones.
6. La mejor proyección de inversión fue a 24ºC para la uva Niágara rosada que presentó un VAN de 6 602 666 U$D, una TIR de 60 % y un PRD de 3 años.
REFERENCIAS
Bakos, P., Uvas para todo Misiones., El Territorio, Posadas 09/12/2009. Suplemento económico, Misiones, Argentina, 2009, pp.7-8.
Bakos, P. Uvas de Misiones. El Territorio, Posadas 24/01/2011. Suplemento económico, Misiones, Argentina, 2001, pp. 5-6
Bordeu, E., Microorganismos en Enología., 2da Edición, Editorial Universitaria, Universidad Católica de Santiago de Chile, 2006, pp. 10-69.
Boulton, R.B., Singleton, V.L., Bisson, L.F. y Kunkee, R.E., Práctica de la elaboración de Vino., Editorial Acribia, Zaragoza, España, 2006, pp.15-36.
Flanzy, C., Enología: Fundamentos Científicos y Tecnológicos. Editorial AMV y Mundi-Prensa, Madrid, España, 2003, pp. 443-461.
Ibarz, A., Barboza-Cánovas, G., Colección Tecnología de Alimentos., Operaciones Unitarias en la Ingeniería de Alimentos, Editorial Mundi-Prensa, Barcelona, España, 2005, pp. 465 y 870.
INV, Instituto Nacional de Vitivinicultura de Argentina, (acceso 02/04/05), Disponible en: http://www.inv.gov.ar/pdf/normativas/tecnicasanaliticas.pdf, 2005.
INV, Instituto Nacional de Vitivinicultura de Argentina, (acceso el 25/03/07), Disponible en: http://www.inv.gov.ar/normativas.php?ind=2, 2007.
MAyPM, Ministerio del Agro y la Producción de Misiones, (acceso el 10/08/07). Disponible en: http://www.mayp.gov.ar/planfrutal, 2007.
Miño, J. E., Experimentar con vino blanco a escala matraz en un desarrollo tecnológico., 1ra edición, Editorial Universitaria, Universidad Nacional de Misiones, Argentina, 2012 (a), pp.21-22.
Miño, J. E., Fundamentos para elaborar vino en un desarrollo tecnológico. 1ra edición, Editorial Universitaria, Universidad Nacional de Misiones, Argentina, 2012 (b), pp.27-30.
Miño, J. E., Microvinificación en blanco de Isabella tinto y Niágara rosada cultivadas en Misiones., 1ra edición, Editorial Universitaria, Universidad Nacional de Misiones, Argentina, 2010, pp. 45-50.
Peters, M., y Timmerhaus, K., Diseño de Plantas y su evaluación económica para ingenieros químicos., Capítulo IV,4ta Edición, Editorial Mc. Graw Hill, 1981, pp. 96-166.
Piekun, A., Estiman que la cosecha de uva alcanzará 800 ton., El Territorio, Posadas 28/01/2011, Suplemento económico, Misiones Argentina, 2011(a), pp.9-10.
Piekun, A., Uva en Misiones. El Territorio, Posadas 20/02/2011. Suplemento económico, Misiones, Argentina, 2011(b), pp.7-8.
Pszczolkowski, P., Manual de Microvinificación., 3ra Edición, Editorial Universitaria, Universidad Católica de Chile, 2002, pp.10-50.
Recibido: Marzo 2, 2015
Revisado: Abril 2, 2015
Aceptado: Abril 18, 2015

