










Meu SciELO
 Serviços customizados
Serviços customizadosServiços Personalizados
Artigo
 Espanhol (pdf)
Espanhol (pdf)
 Artigo em XML
Artigo em XML Referências do artigo
Referências do artigo
 Enviar este artigo por email
Enviar este artigo por emailIndicadores
-
 Citado por SciELO
Citado por SciELO
Links relacionados
-
 Similares em
SciELO
Similares em
SciELO
Compartilhar

 Permalink
PermalinkCentro Azúcar
versão On-line ISSN 2223-4861
cen. az. vol.42 no.4 Santa Clara out.-.-dez. 2015
ARTICULO
Estudio técnico-económico de la producción de l-lisina como oportunidad de negocio en la industria azucarera
Techno-economic study for L-lysine production as the Business opportunities in sugar industry
Glenia Rabassa Olazábal 1*, Amaury Pérez Sánchez1, Lourdes Crespo Zafra1 y Amaury Pérez Martínez1,2
1 Facultad de Ciencias Aplicadas a la Industria, Universidad de Camagüey, Carretera Circunvalación Norte km 5 ½, Camagüey, Cuba.
2 Departamento de Ciencias de la Tierra, Universidad Estatal Amazónica de Ecuador.
*Autor para la correspondencia: Alfredo Torres, Email: glenia.rabassa@reduc.edu.cu
RESUMEN
En el siguiente trabajo se realiza una evaluación técnico-económica para llevar a cabo la producción de la L-lisina hidroclórica cristalina (L-lisina HCl), empleando herramientas modernas de evaluación e investigación de procesos, tales como el simulador SuperPro Designer® versión 9.0 (9) y el paquete Microsoft Excel. Se evalúa el empleo de miel final como materia prima principal, se plantean todas las etapas para el proceso de producción, así como se definen las normas y precios unitarios actualizados, capacidades y costos del equipamiento a emplear.Del estudio realizado se concluye que es factible la producción de L- Lisina como oportunidad de negocio a la agroindustria azucarera al reportar indicadores dinámicos positivos como un VAN de $703 000, una TIR de 18,30 %, y un tiempo de amortización 4,84 años, y la partida que más influye en los costos es la adquisición de materias primas con un 50,28 % de los costos de operación totales.
Palabras clave: L-lisina; simulación; evaluación técnico-económica; miel final.
ABSTRACT
In the present work, we made a techno-economic evaluation in order to produce L-lysine through modern tools of evaluation and processes investigation such as the SuperPro Designer® simulator, version 9.0 (9) and Microsoft Excel. We evaluate the employment of final honey as main raw material. All the stages for the process of production are set and we define the unitary and updated rules and prices, the capacity and the equipment cost. From the conducted study, we conclude that is feasible the production of L-lysine as a business opportunity for the sugar industry because it produce positive and dynamic indicators such as a NPV of $703 000, an IRR of 18.30 %, and a recovery time of 4.84 years. What influences the most the costs is the acquisition of raw material with a 50.28 % of total operation costs.
Key words: L-lysine, simulation, techno-economic evaluation, final molasses.
INTRODUCCIÓN
El valor biológico o nutritivo de una proteína está determinado, en gran medida, por el contenido y la proporción que presente de los llamados aminoácidos esenciales. La L-lisina (ácido L–α–E diaminocaprónico) es uno de los aminoácidos esenciales más importantes que existen para la nutrición humana y animal. Pertenece al grupo de los ácidos alifáticos diaminomonocarboxí1icos. Es de color blanco o amarillento, según el grado de pureza obtenido durante el proceso de recobrado. Presenta un olor característico, es insoluble en alcohol y éter, y soluble en agua (Rodríguez y Vázquez, 2000).
La L-lisina es el primer aminoácido que se obtiene de forma industrial. El proceso de producción se realizaba antiguamente mediante la hidrólisis de la caseína. A continuación surge otro proceso de producción industrial donde este aminoácido se extraía del gluten de trigo y soja desgrasado, para ser purificado luego utilizando resinas de intercambio iónico (Rodríguez y Vázquez, 2000), Bernal (1974). Sin embargo, el proceso en cuestión presentaba pobres rendimientos y, desde luego, el costo del producto final era muy elevado. También se obtiene L-lisina mediante síntesis química, aunque este proceso tiene como limitación fundamental la formación de mezclas racémicas.
A finales de la década del ’50 del pasado siglo la firma Chas Pfizer Co. patentó e instaló por primera vez una planta de producción de L-lisina utilizando la ruta fermentativa.
Actualmente existen dos rutas fundamentales mediante las cuales se obtiene L-lisina a escala industrial por vía fermentativa, Bernal (1974) (Blanco y Herryman, 1999):
1. Proceso del ácido diaminopimélico: Es un proceso ya obsoleto que ocurre en dos etapas. Generalmente se obtienen menores rendimientos en comparación con el segundo proceso.
2. Proceso de Kinoshita: Mediante este método se obtiene la L-lisina de forma directa, es decir, utilizando un solo paso de fermentación. En este proceso se emplean microorganismos auxótrofos tales como Micrococcus glutamicus, Brevibacterium flavum o Corynebacterium glutamicus, modificados genéticamente. Es el proceso más utilizado hoy en día, y para obtener altos rendimientos del aminoácido el medio de fermentación deberá tener cantidades importantes de biotina y tiamina. Es por ello que una de las materias primas más utilizadas en este proceso es la miel final de caña, aunque también se deberá agregar harina de soya o extracto de licor de maíz.
En la producción de L-lisina por vía fermentativa existen dos formas fundamentales de presentación del producto de acuerdo con el grado de pureza final que se necesite. El denominado bioconcentrado, con una pureza del 15 – 25 %, y la L-lisina hidroclórica cristalina (L-lisina HCl), con una pureza del 98%.
Entre los usos que presenta este producto se pueden mencionar el enriquecimiento de cereales para la nutrición humana, como materia prima para la industria farmacéutica y en la formulación de piensos para el ganado no rumiante. Tiene como función biológica fundamental la participación en la creación y construcción de las células presentes en los tejidos, lo cual es muy importante para aquellos organismos en crecimiento. La ausencia de L-lisina traerá consigo el agotamiento del sistema muscular, obstrucción del sistema sexual y otros fenómenos patológicos, Bernal (1974).
En Cuba no existen plantas para la producción de este aminoácido por tanto se provecha las ventajas de la simulación que se viene utilizando extensivamente en los últimos años de forma exitosa, para comprender a profundidad los procesos, así como las implicaciones físicas y económicas de las modificaciones experimentales.
El presente trabajo tiene como objetivo evaluar la producción de L-lisina HCl tanto desde el punto de vista técnico como económico, utilizando el simulador de procesos químicos SuperPro Designer® a partir de miel final de caña como materia prima fundamental.
MATERIALES Y MÉTODOS
2.1 Propiedades del producto final
El producto final L-Lisina HCl presenta las siguientes características:Tabla 1

2.2. Reacción de formación de L-Lisina
La reacción de formación de L-Lisina ocurre durante la etapa de fermentación industrial, y se lleva a cabo según la siguiente ecuación estequiométrica, Bernal (1974):

Esta reacción presenta un rendimiento del orden de 85–90 % con respecto a la glucosa suministrada.
2.3. Producción empleando miel final como materia prima.
El proceso en sí fue desarrollado inicialmente en Japón, aunque hoy en día se aplica en otros países tales como México, Brasil, Francia, Bulgaria, Rusia y Estados Unidos. Como materia prima principal se utiliza la miel final, ya que contiene de forma natural la vitamina biotina y otros compuestos nutritivos necesarios para que se sintetice la L-lisina (Blanco y Herryman, 1999). El proceso en cuestión comienza a escala de laboratorio, donde las cepas de producción transitan por diversas etapas de propagación celular, comenzando por el banco de cepas y terminando en los frascos de propagación, antes de entrar a la fase de fermentación industrial, Bernal (1974). Esta fase consta de tres etapas, como se puede apreciar en la figura 1, las cuales son:
- Propagación en el cultivador: El cultivo celular contenido en los frascos de propagación es traspasado al Cultivador, en el cual los microorganismos son cultivados bajo condiciones aerobias y agitación. Esta etapa demora entre 18 – 26 horas.
- Propagación en el pre-fermentador: El contenido del cultivador es inoculado en el pre-fermentador, en el cual existe un medio líquido apropiado desde el punto de vista nutritivo para que ocurra la multiplicación de las células también bajo condiciones aerobias y con agitación. Dura alrededor de 20 horas.
- Fermentación industrial: Se utiliza un medio de cultivo compuesto mayormente por miel final, harina de soya, y ciertas sales. En esta fase ocurre la producción de la L-lisina mediante la transformación enzimática intracelular de los carbohidratos y nitrógeno amoniacal contenido en el medio líquido. A continuación, la L-lisina formada atravesará las paredes celulares y se acumulará en el caldo de fermentación. Tiene un tiempo de duración cercano a las 72 horas.
De esta manera, el proceso de fermentación industrial puede subdividirse en dos etapas:
ü Fase de crecimiento: el microorganismo productor se multiplica y crece, obteniéndose una cantidad de biomasa lo suficientemente elevada que permita asegurar una alta eficiencia en la producción del aminoácido.
ü Fase de biosíntesis: Los carbohidratos y el nitrógeno contenidos en la miel final son transformados por el microorganismo para formar la L-lisina. Esta constituye sin duda alguna la fase más compleja de todo el proceso de producción, ya que deberá exigirse un estricto control de todas las variables importantes relacionadas con la fermentación, tales como pH (7,0), temperatura (28–30 ºC), aireación, agitación, etc., para así lograr una adecuada concentración final del aminoácido. La concentración final de L-lisina en el caldo de fermentación oscilará entre 75–80 g/L.
Terminada la fase de fermentación industrial, el caldo es centrifugado utilizando centrífugas de disco continuas, con el fin de separar la biomasa del sobrenadante rico en aminoácido. Este sobrenadante es acidificado hasta alcanzar un pH cercano a 7 utilizando ácido sulfúrico concentrado (98 %). Esto favorecerá el proceso de separación del aminoácido en la siguiente fase (intercambio iónico). El sobrenadante acidificado es enviado hacia una columna de intercambio iónico, la cual contiene una resina catiónica fuerte donde la L-lisina es adsorbida por dicha resina sólida, mientras que el resto del líquido atravesará la misma.
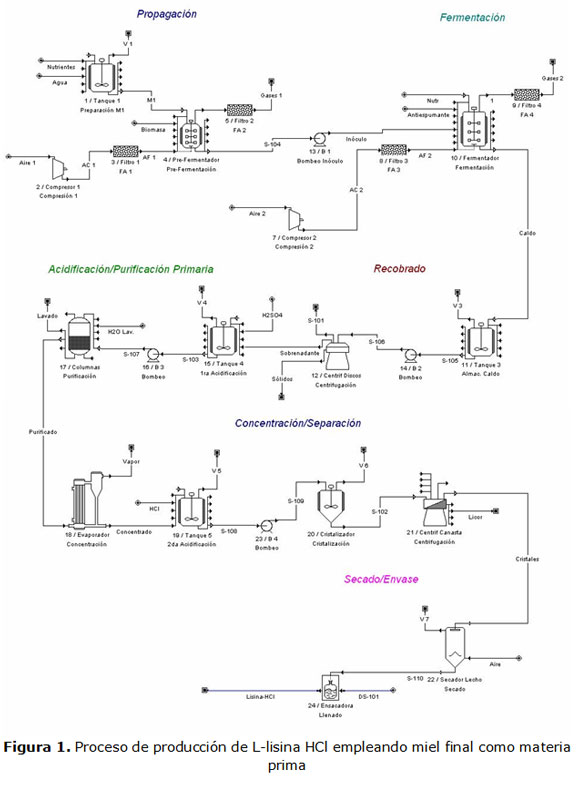
Posteriormente, la L-lisina adsorbida es separada de la resina empleando una solución amoniacal, aunque algunas tecnologías emplean NaOH. El eluato amoniacal que contiene la L-lisina se envía hacia un evaporador de triple efecto de película descendente y calentamiento por placas, el cual opera al vacío, hasta lograr una concentración de 50–55 % a la salida. La corriente concentrada a la salida del evaporador es acidificada nuevamente empleando ácido clorhídrico al 35%, con el fin de obtener la forma salina de la lisina, es decir, el clorhidrato de L-lisina o sal hidroclórica (lisina-HCl) la cual es fácilmente cristalizable. La Lisina-HCl obtenida es enviada hacia unos cristalizadores verticales provistos de agitación lenta y enfriamiento entre 15–25 ºC, en los cuales se forman y crecen los cristales de Lisina-HCl. Terminado el proceso de cristalización, los cristales formados son separados del licor madre empleando centrifugas de canasta, mediante el cual se obtienen cristales húmedos que son enviados finalmente hacia un secador de lecho fluidizado. Por su parte, el licor madre es recirculado como alimentado en la etapa de evaporación. Durante el secado se elimina la humedad residual de estos cristales hasta alcanzar un valor mínimo de 1,5% (98 % de pureza). Por último, los cristales secos se envasan en sacos de papel de cuatro capas con una capa intermedia de polietileno (Rodríguez y Vázquez, 2000). Obsérvese el esquema de la simulación de la planta usando SuperPro Desing en la figura 1.
2.4. Normas de consumo
La siguiente tabla (Tabla 2) muestra el índice o normas de consumo de las principales materias primas empleadas para obtener L-Lisina HCl a partir de miel final de caña.

2.5. Equipamiento
La tabla 3 muestra todo el equipamiento principal empleado en el proceso de producción:
2.6. Suposiciones y fuentes de datos
Los costos asociados con el equipamiento, las materias primas, el precio de venta de la L-lisina hidroclórica, etc. se toman basados en los precios que presentan estas partidas en el mercado internacional (ChemMarket, 2014), así como también a partir de ciertas referencias específicas tales como los catálogos de fabricantes y proveedores de equipos y compuestos químicos (AlfaLaval, 2012), (Applichem, 2014), Caledon (2014), Sidney (2013), (KDS, 2014), Sartorius (2014), y la base de datos interna del simulador (Intelligen, 2004). Otros costos de operación tales como los servicios auxiliares (agua de enfriamiento, electricidad o salario) se estiman de acuerdo al mercado y los precios en Cuba.
Se establece un tiempo de vida del proyecto de 20 años, con 15 meses para llevar a cabo la construcción y puesta en marcha de la planta. Se asume una depreciación constante del tiempo de vida del equipamiento empleado, y que la planta opera a un 85 % de su capacidad. Por otro lado, se asume una tasa de interés del 15 % para determinar el Valor Actual Neto (VAN), y un 25% de impuestos por concepto de ingresos. Por último, se establece un tiempo de 30 días al año para efectuar el mantenimiento de los equipos, accesorios y sistemas auxiliares de la planta, por lo que la misma trabaja 7 920 horas al año como máximo.
RESULTADOS Y DISCUSIÓN
La Tabla 4 muestra los principales indicadores técnico-económicos que se obtienen mediante el simulador SuperPro Designer®.

En la tabla 5 se muestran los valores de las principales partidas contenidas en el Capital Fijo Directo.

En la tabla 6 se puede ver un resumen de los costos de adquisición del equipamiento principal, mientras que en la tabla 7 se muestra un desglose de las principales partidas involucradas en los costos de operación.
Los resultados que se obtienen de los indicadores técnico-económicos para esta producción indican que son económicamente factibles, presenta una ganancia neta y bruta ($ 762 000 y $ 585 000 respectivamente), un tiempo de retorno de la inversión (4,84 años), así como también un Valor Actual Neto ($ 703 000) y una Tasa Interna de Retorno (18,30 %),
Según se puede observar en la Tabla 7, los costos asociados con las materias primas abarcan el mayor por ciento del total de gastos de operación 50,28 %. Es decir, la partida que mayor influencia tiene en los gastos de operación, para ambas variantes, es la del costo de adquisición de materias primas.
Por otro lado, el período de amortización de la inversión total inicial realizada será de 4,84 años.
CONCLUSIONES
- La producción de L-Lisina empleando mieles finales de caña de azúcar se presenta como una oportunidad de negocio para la industria azucarera.
- Producir L-Lisina es una propuesta económicamente viable, tiene un VAN de $703 000 y una TIR de 18,30 %, mientras que el tiempo de amortización es de 4,84 años.
- El proceso que mayor tiempo de duración tiene (proceso cuello de botella) es el de fermentación industrial, con 72 horas aproximadamente.
- Se pueden obtener más de 95 toneladas de L-lisina HCl cristalina por año, se pueden realizar 100 lotes de producción al año.
- La partida que más influye en los gastos de operación anuales para el proceso es la materia prima con un 50,28 %.
REFERENCIAS
AlfaLaval., Alfa Laval Separators., Lund, Sweden: Alfa Laval, 2012, pp. 2-5.
Applichem., General Catalog Price List 2014., (1st ed.). U.S.A: Applichem, 2014. pp. 42-50.
Caledon, G., High Purity Products for Laboratory Chemistry 2013-2014., In C. L. Limited (Ed.), Ontario, Canada, Caledon, 2014, pp. 6-14.
ChemMarket., Chemical Market Report 2012-2014, 2014.
Bernal, G., L-lisina., ICIDCA, Vol. 8, No. 2, La Habana, 1974, pp. 5-12.
Blanco, G., y Herryman, M., Panorámica de la situación actual de la producción de lisina., ICIDCA, Vol. 24, No. 3, 1999, pp. 1-24.
Sidney, H. A., Flottweg - Separación Sólido/Líquido., Vilsbiburg, Alemania, Flottweg, 2013, pp. 3-10.
Intelligen.,SuperPro Designer® (Version 5.1)., Scotch Plains, NJ: Intelligen, Inc., 2004.
KDS., Kubco Decanter Services., Houston, TX: Kubco KDS, 2014, pp. 2-12.
Rodríguez, F. J., y Vázquez, M., L-Lisina., Manual de los Derivados dela Caña de Azúcar, 3ra edición, Ciudad de la Habana, Instituto Cubano de Investigaciones de los Derivados de la Caña de Azúcar (ICIDCA), 2000, pp. 287-291.
Sartorius, W., Bioprocess Catalogue - Products and Solutions for the Biopharmaceutical Industry., Edgewood, New York, Sartorius, 2014, pp. 54-86.
Recibido: Agosto 10, 2015;
Revisado: Agosto 27, 2015;
Aceptado: Septiembre 4, 2015

