










Mi SciELO
 Servicios personalizados
Servicios personalizadosServicios Personalizados
Revista

Articulo
 Español (pdf)
Español (pdf)
 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
 Enviar articulo por email
Enviar articulo por emailIndicadores
-
 Citado por SciELO
Citado por SciELO
Links relacionados
-
 Similares en
SciELO
Similares en
SciELO
Compartir

 Permalink
PermalinkCentro Azúcar
versión impresa ISSN 0253-5777versión On-line ISSN 2223-4861
cen. az. vol.43 no.2 Santa Clara abr.-jun. 2016
ARTICULO
Oportunidades de producción de ácido cítrico por vía fermentativa a partir de sustratos azucarados en cuba
Business opportunities of citric acid production by fermentation from sugar substrates in cuba
Omar Pérez Navarro1*, Néstor Ley Chong1, Karla Regla Rodríguez Marroquí1 y Erenio González Suárez1
1 Departamento de Ingeniería Química. Facultad de Química y Farmacia. Universidad Central "Marta Abreu" de las Villas. Carretera a Camajuaní km 5 ½, Santa Clara, Villa Clara, Cuba.
*Autor para la correspondencia: Omar Pérez, Email: omarpn@uclv.cu
RESUMEN
Se ofrece una propuesta de oportunidades de producción de ácido cítrico en Cuba, empleándose fuentes de sustratos azucarados como azúcar refino, mieles finales de caña y suero de leche, por fermentación sumergida con Aspergillus Niger, donde se establece una tecnología a partir del sustrato seleccionado y del microorganismo a utilizar. Este es un proceso exigente en términos de costos de inversión y de operación donde las mejores combinaciones de productividad y costo se alcanzan con miel final seguida de azúcar refino y el suero de leche. Para el sustrato seleccionado, se realizó el balance de masa y energía en cada una de las etapas que conforman el proceso de obtención de ácido cítrico para diferentes de capacidades productivas de ácido cítrico y se determinó el tamaño mínimo económico de 2,5 t/día. Se seleccionó una capacidad de producción de 8 t/día de ácido granulado (2 640 t/a), con inversión total estimada de $ 9 068 713, un Valor Actual Neto (VAN) de $1 401 561, una Tasa Interna de retorno (TIR) de 27% y un periodo de recuperación de la inversión (PRD) de 3 años. El proyecto es resistente al aumento del precio de la materia prima y el costo de electricidad y se favorece cuando el proceso está integrado a un Central Azucarero con cogeneración, mientras que es sensible ante una reducción del precio de venta del producto.
Palabras clave: ácido cítrico, miel final, azúcar, suero, oportunidad, factibilidad.
ABSTRACT
A proposal for opportunities of citric acid production in Cuba, using sources of sugar substrates such as refined sugar, molasses and whey, by submerged fermentation with Aspergillus niger, where a technology is established from the selected substrate which is provided and the microorganism used. This is a demanding process in terms of investment costs and operation where the best combinations of productivity and cost are achieved with molasses followed by refined sugar and whey. For the selected substrate, the mass and energy balance in each of the steps in the process of obtaining citric acid for different productive capacities of citric acid was made and the minimum economic size of 2.5 t / day was determined. A production capacity of 8 t / day of granulated acid (2 640 t / a), with estimated total investment of $ 9,068,713, NPV = $ 1,401,561, IRR = 27% and DPP = 3 years was selected. The project is resistant to the rising price of raw materials and the cost of electricity and is favored when the process is integrated into a sugar mill cogeneration, while it is sensitive to a reduction in the selling price of the product.
Keywords: citric acid, molasses, sugar, whey, timeliness, feasibility.
INTRODUCCIÓN
El ácido cítrico es un ácido orgánico tricarboxílico que está presente en la mayoría de las frutas, sobre todo en cítricos como el limón y la naranja. Su fórmula química es C6H8O7 y su nombre IUPAC (International Union of Pure and Applied Chemistry), es ácido 2-hidroxi-1, 2, 3-propanotricarboxílico. En su forma industrial es un polvo cristalino, blanco, inodoro y con sabor ácido fuerte. Es un producto bien cotizado a nivel mundial por sus propiedades como acidulante y preservante que contribuye a asegurar el sabor original, la apariencia natural y la consistencia de los productos. Este es producido fundamentalmente por fermentación sumergida por ser la más efectiva para este proceso utilizando diversos microorganismos capaces de degradar materias primas como almidón, sacarosa y residuos agro-industriales como bagazo, mieles finales de caña, suero de leche y otros Rivada (2008).
En la actualidad la producción comercial de ácido cítrico se realiza fundamentalmente por procesos de fermentación en tanques profundos (fermentación sumergida, que es el método más común) o en tanques no profundos (fermentación de superficie), mientras que la fermentación en estado sólido es utilizada en menor medida para la producción de ácido cítrico.
· Fermentación sumergida: es la técnica normalmente empleada para la producción de ácido cítrico. Varias son las ventajas de esta técnica, por ejemplo, los altos rendimientos, la elevada productividad y el bajo costo de mano de obra. Existen dos tipos de fermentadores empleados: el fermentador convencional con agitación y el fermentador de columna de aire, aunque el último es el más usado debido a las ventajas que ofrece en el precio, tamaño y funcionamiento. Puede llevarse a batch o en sistemas de fed batch (Vandenberghe et al., 1999).
· Fermentación de superficie: Este método requiere menos esfuerzo en el funcionamiento e instalación y los costos de energía son inferiores, aunque es necesaria más mano de obra. A las cámaras de fermentación se les proporciona una circulación de aire eficaz para controlar la temperatura y la humedad, deben estar en condiciones asépticas principalmente durante los primeros dos días cuando las esporas germinan (Vandenberghe et al., 1999).
· Fermentación en estado sólido: consiste en el crecimiento de microorganismos sobre partículas sólidas en ausencia de agua libre en el sistema. La extracción de calor metabólico puede convertirse en un problema serio cuando se trabaja a escala de producción, la velocidad de crecimiento de los microorganismos es menor que en la fermentación sumergida y su aplicación se encuentra limitada a microorganismos (fundamentalmente hongos) que pueden desarrollarse en ambientes de baja humedad (Mendoza y Kulich, 2004).
En Cuba se aplica en procesos industriales vinculados fundamentalmente a la industria alimentaria y de cosméticos y perspectivamente al sector agroindustrial y textil (Blanco y col., 2005). Estos autores refieren que la menor capacidad de planta reportada en la literatura es de 5 000 t/a de ácido cítrico. Ante la carencia de tecnologías adecuadas para su producción, el país se ve obligado a importarlo como única vía de obtención, a pesar de la disponibilidad de sustratos potenciales para su elaboración. Existen escasos estudios referentes a las perspectivas de producción de ácido cítrico en Cuba y el más abarcador de ellos (López y De la Cruz, 2009) realiza un análisis económico para plantas de diferentes capacidades considerando condiciones de incertidumbre y análisis de sensibilidad pero usando como referencia para calcular los costos de inversión una oferta tecnológica por lo que se hace necesario realizar un análisis técnico y económico en el que además de considerar la sensibilidad y la incertidumbre en el diseño se desarrolle el dimensionamiento detallado de los equipos, previo esquema tecnológico por variantes y un análisis de alternativas para los sustratos disponibles en el país con un enfoque de oportunidad de negocios.
MATERIALES Y MÉTODOS
2.1. Selección de microorganismos, sustratos y tecnología.
El ácido cítrico se puede obtener por vía sintética y por fermentación. La vía fermentativa, a partir de la degradación de diversas materias primas por la acción de los microorganismos adecuados, es más empleada industrialmente por sus altos rendimientos a gran escala, aunque no todas las combinaciones de materias primas y microorganismos ofrecen rendimientos aceptables. El Aspergillus niger es el microorganismo más empleado debido a su facilidad de manejo y habilidad de fermentar una variedad de materias primas baratas con altos rendimientos, sin incrementar la viscosidad del medio favoreciéndose la aireación y la agitación.
Como sustratos principales están el almidón y la sacarosa, no obstante, en la actualidad son también usados residuos agro-industriales diversos con tratamientos previos. Para los residuos sólidos, la naturaleza de la fermentación en estas condiciones no permite resultados económicos positivos a gran escala por lo que la tecnología más extendida es la fermentación sumergida puesto que el contacto entre el gas y el microorganismo disueltos en una solución acuosa del sustrato se ve muy favorecida (Vandenberghe et al., 1999). En el estudio de oportunidades en Cuba, la disponibilidad y los reportes de productividad y rendimiento de los principales sustratos azucarados a emplearse muestran en la tabla 1.
La producción máxima de ácido cítrico en estudios de laboratorio que emplearon mieles de caña como sustrato realizados por (Majumder et al., 2010) fue de (99,56 ± 3,5 g/L) con Aspergillus niger GCBT7, la masa celular seca y el consumo de azúcar fueron de 18,5 g/L y 96,55 g/L, respectivamente. Rivada (2008) diseñó una planta de producción de ácido cítrico a partir de melazas de remolacha con 50% de sacarosa, que arrojó resultados muy alentadores con Aspergillus niger, por cada 10 g/L de sacarosa en melazas se produjeron 4 g/L de ácido cítrico, con un crecimiento de la biomasa de 0,1 g/L a 1,3 g/L, la sacarosa residual fue de 1 g/L.
El suero de leche, es el líquido separado de la cuajada durante la elaboración de queso y contiene como promedio 4,9% de lactosa, 0.9% de proteína, 0,6% de cenizas y 0,3% de grasas, entre otros componentes (Marwaha et al., 1988), Betancourt (2003). Es el principal desecho de la industria láctea, aprovechado muy poco como materia prima industrial en Cuba y la mayoría de los volúmenes producidos son usados como alimento animal o vertidos directamente en los cursos de agua naturales, lo que origina un impacto ambiental negativo debido a su elevado contenido de materia orgánica. El Aspergillus. niger tiene la capacidad de desdoblar la lactosa y convertirla directamente en ácido cítrico sin necesidad de hidrólisis previa (Sánchez y col., 2004).
El empleo directo de azúcar refino como medio de cultivo también se ha desarrollado en la producción de ácido cítrico. Se utilizaron la cepa de Aspergillus niger CDBBH180 para la obtención de ácido cítrico empleando sacarosa como sustrato. La producción del ácido cítrico se evaluó en un medio de cultivo a 28°C y 190 g/L de sacarosa, alcanzándose una concentración máxima de 45 g/L de ácido cítrico. Otros investigadores (Gómez y col., 1987), estudiaron las condiciones de cultivo sumergido con Aspergillus niger 110 considerando diferentes medios de cultivos y flujos de aireación como influyentes en la productividad de ácido cítrico, para el cual, se logró el mejor resultado con una concentración de 150 g/L de sacarosa y 0,25 g/L de fosfato, con una aireación de 1,3 vvm obteniéndose concentraciones de ácido cítrico de 110 g/L.
A partir de la descripción del proceso de producción de ácido cítrico, se valoraron las tres alternativas de fuentes de sustrato, obteniéndose los resultados que muestra la tabla 2.
En el análisis de la tabla, se observa que los valores obtenidos con respecto a los parámetros de la etapa fermentativa, la alternativa de mieles finales presenta los mejores resultados y por consiguiente es la más atractiva, debido a que presenta el menor tiempo de duración, menor cantidad de fermentadores y menor consumo de energía. Además de obtener el mayor valor de concentración final de biomasa de las alternativas valoradas lo que se infiere mayores ganancias por la venta del micelio. Por estas razones el análisis económico desarrollado se efectuó considerando como sustrato la miel final.
2.2. Tecnologías de obtención de ácido cítrico a partir de mieles finales de caña.
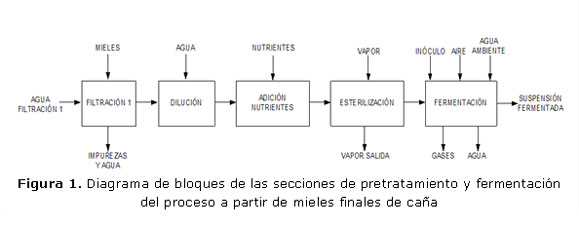
El proceso de producción de ácido cítrico por fermentación superficial comienza en el pretratamiento de la materia prima que consiste en la purificación del sustrato a utilizar e incluye procesos de clarificación, esterilización y remoción de materias que puedan provocar disturbios en la etapa de fermentación. La esterilización se efectúa a 100°C por intercambio indirecto con vapor de baja presión y evita la presencia de otros microorganismos que compitan por el alimento. Se suplementan los nutrientes requeridos y se inocula el microorganismo, fijando el pH entre 3 y 6. Durante la fermentación se suministra aire u oxígeno al medio fermentativo y se circula agua a 25°C a través de la chaqueta de los biorreactores, contrarrestando el efecto exotérmico de la reacción y manteniendo la temperatura entre 28 y 30°C.
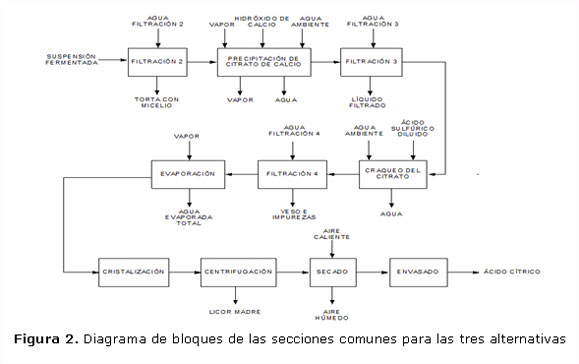
La suspensión fermentada pasa a floculación, decantación, centrifugación, separación y filtración con el objetivo de separar la biomasa (micelio) del licor. La precipitación del citrato se realiza para separar al ácido cítrico del caldo de fermentación, se basa en tratar el licor madre con hidróxido de calcio para formar el citrato de calcio, el cual es sólido y precipita. Posteriormente el citrato de calcio es descompuesto con ácido sulfúrico para formar ácido cítrico libre, que queda solubilizado, donde el sulfato de calcio o yeso precipita. En ambas etapas la reacción química que ocurre es exotérmica y se emplea agua a 25°C como medio de enfriamiento para mantener la temperatura del medio a 50°C.
Tras el craqueo del citrato cálcico, la solución cruda pasa a evaporación y cristalización. La evaporación se efectúa en un evaporador de doble efecto, que emplea vapor a 140°C y la concentración resultante es de 67% de ácido cítrico (Messing y Schmitz, 1976).
2.3. Producción de ácido cítrico.
En la etapa de pretratamiento, una vez terminado el proceso de esterilización, comenzará a circular agua por las chaquetas de los fermentadores hasta tener la temperatura idónea de fermentación (30°C), el valor del pH debe ser 6. Luego se introduce el inóculo (1 % del volumen efectivo del fermentador), la preparación del inóculo se efectúa a menor escala en dos fermentadores con características similares a los de la producción y bajo las mismas condiciones de fermentación, solo que el tiempo de fermentación es de 2 días debido a que solo se pretende el crecimiento del microrganismo y no la producción de ácido cítrico, aquí por cada 10 g/L de sacarosa se producen 2,1 g/L de ácido cítrico y al finalizar habrán 1 g/L de biomasa y 6 g/L de sacarosa . El sistema de agitación estará conformado por tres pares de paletas de tabiques verticales a una velocidad de 60 rpm. El proceso consumirá 3 moles de oxígeno por cada mol de sacarosa, el aire proveniente del compresor entrará por las paletas del agitador a distintos puntos del fermentador. La reacción que va a tener lugar en los fermentadores es:

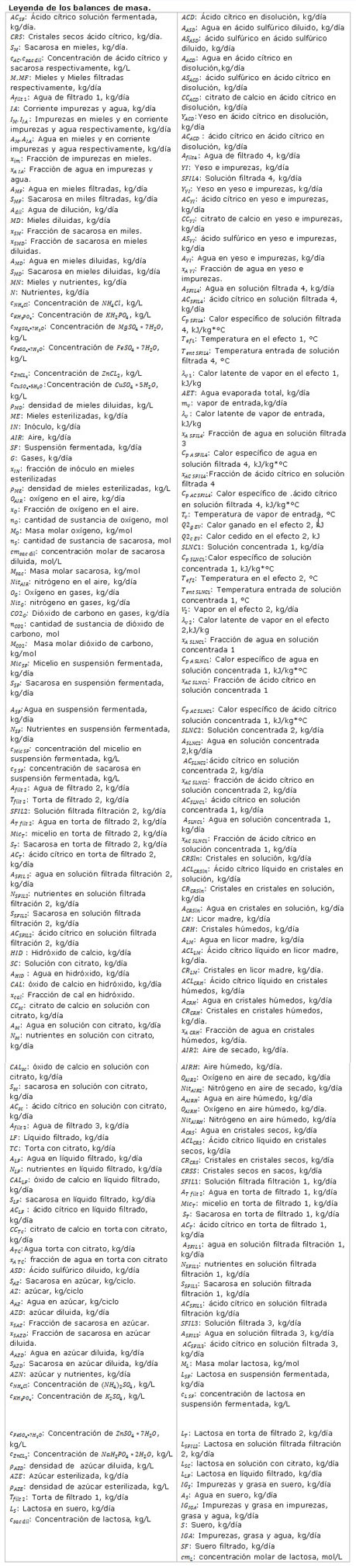
La fermentación va a ser la etapa más duradera de todo el proceso, aproximadamente 5 días (120 h), por esta razón la sección de fermentación dispondrá de 25 fermentadores (5 fermentadores en cada ciclo) para que la planta trabaje 330 días al año sin tener que esperar a terminar un ciclo para comenzar otro. Al terminar esta etapa la suspensión fermentada contendrá 99,56 g/L de ácido cítrico, 27,8 g/L de microorganismo (en base seca), 21,4 g/L de sacarosa y el 10% de los nutrientes que se agregaron al comienzo de la etapa, además en el proceso se desprende CO2 que sale junto con el aire que no se consumió hacia un filtro de gases. La suspensión fermentada pasa a la sección de separación. Los parámetros fundamentales y datos cinéticos para la conformación de esta planta fueron tomados de los estudios realizados por Rivada (2008). En la Figura 1 se aprecia el diagrama de bloques para las dos primeras partes del proceso de producción de ácido cítrico a partir de mieles.
En la Figura 2 se observa el diagrama de bloques que representan las etapas que completan el proceso de obtención de ácido cítrico y que son comunes para las tres alternativas de sustrato.
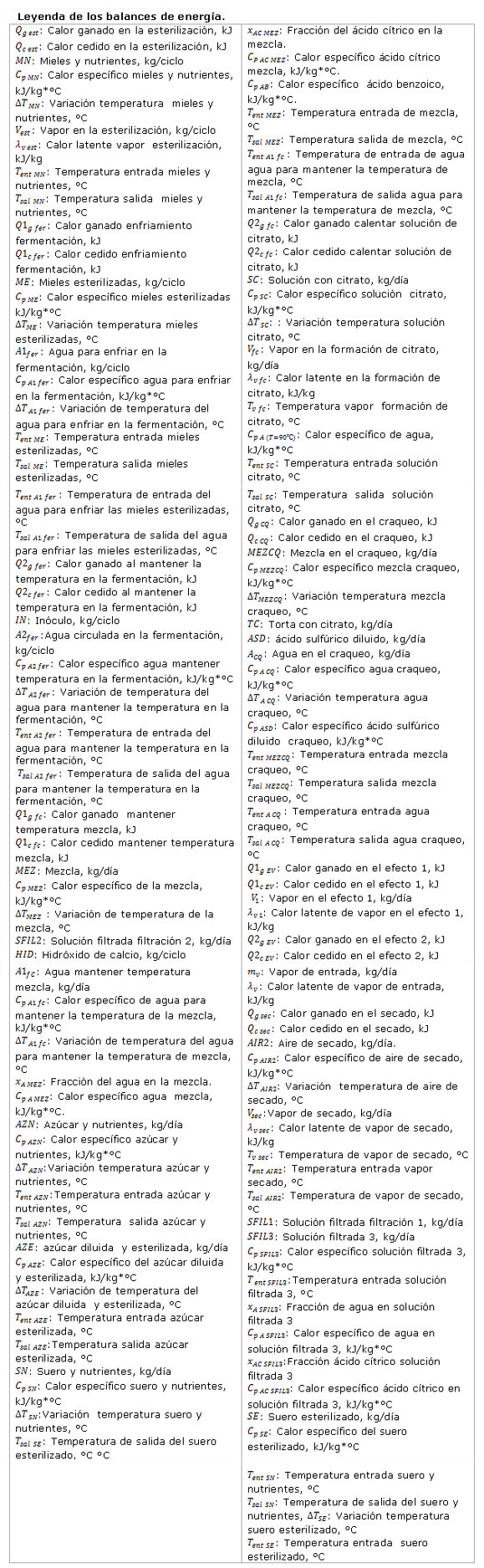
2.4. Resultados del balance de masa y energía para la obtención de ácido cítrico a partir de mieles finales
Para la realización de estos balances se consideraron todas las corrientes en kg/día. Cada ciclo tendrá 7días de duración.
2.4.1. Variables informativas del proceso.
Se partió de unas mieles que contenían un 34% de sacarosa, estas mieles se diluyeron hasta que su contenido bajó a 20 % de sacarosa. La densidad de las mieles diluidas es de 1070 g/L por tanto se tuvo una concentración de sacarosa de 214 g/L. Según Rivada (2008), por cada 10 g/L de sacarosa se obtienen 4 g/L de ácido cítrico, entonces para 214 g/L de sacarosa se obtuvieron 99,56 g/L de ácido cítrico. En dependencia del ácido cítrico a obtener en la fermentación se obtuvieron el valor de mieles sin diluir y la cantidad de sacarosa en ellas. Este valor de ácido cítrico dependió de la cantidad de cristales deseados al finalizar la etapa de secado, la ecuación que se ajustó a esta relación fue:

La cantidad de sacarosa en mieles (SM) sin diluir respondió a la ecuación:

Si 1 kg de mieles tiene 0,34 kg de sacarosa, entonces:

A continuación se muestran en la tabla 3 y la tabla 4, las etapas de los diagramas presentados, los datos y los resultados de los balances de masa y energía realizados en las secciones del proceso de obtención de ácido cítrico.
2.5. Evaluación económica de la producción de ácido cítrico a partir de las mieles finales de caña.
El costo total invertido (CTI) y costo total de producción (CTP) se estimó según la metodología de (Peters y Timmerhaus, 1991). En la tabla 5 se muestran los resultados de estos indicadores económicos para diferentes capacidades de producción en toneladas diarias, además de los ingresos por ventas y las ganancias obtenidas. Los precios de los productos en $/kg son: Ácido cítrico 2,70, Micelio, 0,68, Licor Madre 0,68 y yeso 0,07.
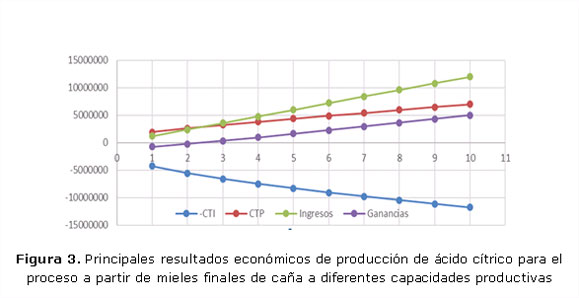
En la figura 3, se observa que con una capacidad productiva de 2,5 t/d, se logra el punto de equilibrio para este proceso.
En la Tabla 6 se muestran los valores de VAN, TIR y PRD a los 10 años de puesta en marcha de la planta para diferentes capacidades de planta en la alternativa de mieles.
Para la planta de ácido cítrico a partir de mieles al incrementar la capacidad de la planta aumentaron los valores del VAN y el TIR, y el Tiempo de Recuperación disminuyó. A partir de una capacidad de 8 t/día se obtuvieron valores más optimistas en los indicadores económicos.
RESULTADOS Y DISCUSIÓN
3.1. Análisis de sensibilidad de la alternativa de mieles finales.
Se realizó un estudio de sensibilidad para la variante de mieles finales, donde se varió el costo del consumo eléctrico, el costo de la miel final y precio de venta del ácido cítrico. Para este análisis se fijó la capacidad de la planta a 8 t/día de ácido cítrico. En las tablas 7, 8 y 9 se presentan los resultados de CTI, VAN, TIR y PRD al efectuar las variaciones correspondientes.
Los resultados muestran que el proyecto es robusto ante variaciones del precio de la electricidad y la materia prima fundamental. El análisis con respecto a la electricidad se realizó por a la alta influencia de este elemento en los costos de operación, principalmente en la etapa de fermentación y resulta evidente la mejoría de este elemento de costo al ubicar la instalación anexa a un Central Azucarero con cogeneración. Respecto al precio de las mieles el proyecto se favoreció desde el punto de vista de la competitividad frente a otras alternativas consumidoras de miel como la producción de etanol, sin embargo, como puede apreciarse que el proyecto no resiste disminuciones considerables del precio del ácido cítrico puesto que el PRD se incrementa por encima de los 4 años si el precio disminuye en un 25%.
CONCLUSIONES
1. La principal vía de obtención de ácido cítrico es la fermentativa y el proceso de producción se conduce más eficientemente por vía sumergida a partir de sustratos azucarados preferentemente con el Aspergillus niger.
2. La alternativa más ventajosa para la producción de ácido cítrico es utilizar como sustrato las mieles finales de la caña de azúcar donde se logra alta concentraciones de ácido cítrico con un menor tiempo de fermentación.
3. El proyecto para una capacidad de 8 t/día es sensible con respecto a la reducción del precio del ácido cítrico, no ocurre de esta manera ante variaciones del precio de las mieles y el costo de electricidad, este último favorecido con la cogeneración de un central azucarero.
REFERENCIAS
Betancourt, A.L., Obtención de ácido cítrico a partir de suero de leche por fermentación en cultivo líquido., Trabajo de grado en la modalidad de Proyecto final para optar por el Título de Ingeniería Quimica, Universida Nacional de Colombia Manizales, 2003, pp. 1-167.
Blanco, G., Herryman, M., Situación mundial y tendencias en la producción y uso del ácido cítrico., Instituto Cubano de Investigaciones de los Derivados de la Caña de Azúcar (ICIDCA), No. 1, 2005, pp 48-51.
Gómez, R., Schnabel, I., Garrido, J., Factores que afectan la producción de ácido cítrico en cultivo sumergido por Aspegillus niger 110., Interferón y Biotecnología, Vol. 5. No. 1, 1987, pp 18-33.
López, L., De la Cruz, R., Estudio de diferentes capacidades productivas de ácido cítrico en la región Central de Cuba., Revista Universidad Eafit, Vol. 45, No. 153, enero-marzo, 2009, pp. 62-69.
López, C.A., Zuluaga, A., Herrera, S. N., Ruiz, A.A., Medina, V.I., Producción de ácido cítrico con Aspergillus niger NRRL 2270 a partir de suero de leche., DYNA, Vol. 73, No. 150, 2006, pp. 39-57.
Majumder, L., Khalil, I., Munshi, M.K., Alam, K., Rashid, H.-O., Begum, R., Alam, N., Citric Acid Production by Aspergillus niger Using Molasses and Pumpkin as Substrates., European Journal of Biological Sciences, Vol. 2, No. 1, 2010, pp. 01-08.
Marwaha, S.S., and Kennedy, J.F., Whey-pollution problem and potential utilization. International Journal of Food Science & Technology, Vol. 23, No. 4, 1988, pp. 323–336.
Mendoza, J.C.D. and Kulich, E.I., Aplicación de balances de masa y energía al proceso de fermentación en estado sólido de bagazo de caña de azúcar con Aspergillus niger., Biotecnología Aplicada, Vol. 21, No. 2, 2004, pp. 85-91.
Messing, W. and Schmitz, R., Technical production of citric acid on the basic molasses., ChED Chem Exp Didakt2, 1976, pp. 306-316.
Peters, M.S, Timmerhaus, K.D., Plant Design and Economics for Chemical Engineers. McGraw-Hill, New York, Chemical Engineering series XV, 1991, pp. 1-910.
Rivada, F.J., Planta industrial de producción de ácido cítrico a partir de melazas de remolacha., Proyecto de Carrera de Ingeniería Química, Universidad de Cadiz, 2008, pp 1-145.
Sánchez, Ó.J., Ortiz, M.C. y Betancourt, A.L., Obtención de ácido cítrico a partir de suero de leche por fermentación con Aspergillus spp., Revista Colombiana de Biotecnología, Vol. VI, No. 1, julio, 2004, pp. 43-54.
Vandenberghe, L.P.S., Soccol, C.R., Pandey, A. and Lebeault, J.M., Microbial Production of Citric Acid., Brazilian Archives of Biology and Technology, Vol. 42, No. 3, 1999, pp. 1-14.
Recibido: Enero 4, 2016;
Revisado: Enero 25, 2016;
Aceptado: Marzo 9, 2016

