










Mi SciELO
 Servicios personalizados
Servicios personalizadosServicios Personalizados
Revista

Articulo
 Español (pdf)
Español (pdf)
 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
 Enviar articulo por email
Enviar articulo por emailIndicadores
-
 Citado por SciELO
Citado por SciELO
Links relacionados
-
 Similares en
SciELO
Similares en
SciELO
Compartir

 Permalink
PermalinkCentro Azúcar
versión impresa ISSN 0253-5777versión On-line ISSN 2223-4861
cen. az. vol.43 no.3 Santa Clara jul.-set. 2016
ARTICULO
Análisis energético e integración de la destilación de alcohol: método convencional y doble efecto
Energetic analysis and process integration in alcohol distillation: conventional and double effect method
Meilyn González Cortés1*, Anneley Fariñas Díaz1, Yenisleidy Martínez Martínez1, Lilisbet Castellano Gallo2 y Yailet Albernas Carvajal 1
1 Departamento de Ingeniería Química. Facultad de Química y Farmacia. Universidad Central "Marta Abreu" de las Villas. Carretera a Camajuaní km 5 ½, Santa Clara, Villa Clara, Cuba.
2 Departamento de Ingeniería Química. Universidad de Cienfuegos Carlos Rafael Rodríguez. Cuatro Caminos Carretera a Rodas, km 3 ½, Cienfuegos, Cuba.
* Autor para la correspondencia: Isnel BeíÃtez, Email: isnel.benites@reduc.edu.cu
RESUMEN
Se determinaron los consumos energéticos en dos esquemas de destilación de alcohol. En el primer esquema las columnas trabajan a presiones cercanas a la atmosférica y en la segunda se trabaja con presiones al vacío. Se realizó un análisis de integración energética con el empleo del software ASPEN PINCH, determinándose los requerimientos mínimos de utilidades calientes y frías en cada proceso. Las curvas de compuestas mostraron que en ambos procesos existen posibilidades de recuperación de calor. Se obtuvo un ΔT mínimo (ΔTmín) óptimo de 25oC para destilación convencional y de 20oC para destilación doble efecto. El diagrama de rejillas mostró el número mínimo de unidades de intercambio de calor con diferencias respecto a la red actual y sobreconsumo de utilidades en los dos esquemas evaluados. Los consumos mínimos de utilidades obtenidos con la integración energética significaron en ahorros de 52% para el esquema de destilación doble efecto y de 75% para el esquema de destilación convencional.
Palabras clave: integración energética, destilación doble efecto, destilación convencional, alcohol extrafino
ABSTRACT
Energy consumption was determined in two schemes of alcohol distillation. In the first scheme, columns operate at a pressure close to atmospheric pressure and the second one works with vacuum pressures. An analysis of energy integration in the ASPEN PINCH software is done, determining the minimum requirements of hot and cold utilities in each process. The composite curves showed that there are possibilities for energy recovery in both processes. A minimum ΔT (ΔTmín) optimum of 25oC for conventional distillation and 20oC for double effect distillation was obtained. The grids diagram showed the minimum number of exchange units with differences according to the real processes and utilities over consumption for both distillation schemes. The minimum consumption of utilities obtained from energy integration resulted in savings of 52% for double effect distillation and 75% for conventional distillation.
Key words: energy integration, double effect distillation, conventional distillation, superfine alcohol.
INTRODUCCIÓN
En los últimos años se ha observado un creciente interés en la producción de alcohol a partir de fuentes renovables. En Cuba, tradicionalmente el alcohol se obtiene de la fermentación de las mieles del proceso azucarero, pero en el campo de la investigación se pueden encontrar un número considerable de trabajos que abordan el empleo de otros sustratos para la fermentación alcohólica, tales como jugos del proceso azucarero, hidrolizado de bagazo y vinazas de la destilación de alcohol; entre estos trabajos pueden citarse (Albernas et al., 2012) y (Albernas et al., 2014), (González et al., 2014).
Una vez que en la fermentación se ha obtenido el por ciento alcohólico requerido en el vino, éste pasa a la etapa de destilación para alcanzar el grado alcohólico deseado en dependencia del tipo de alcohol que se quiera producir. En la etapa de destilación, la tecnología en Cuba se basa en la configuración que por décadas ha sido empleada en las destilerías brasileñas, (Dias et al., 2010), en la cual se adoptan en las columnas de destilación presiones cercanas a la atmosférica. La etapa de destilación es la que demanda mayor consumo de energía térmica; téngase en cuenta que el vino a destilar tiene una concentración de alcohol aproximada de 4,5-5,5% peso, obteniéndose en una primera etapa de destilación alcohol con una concentración de 93,5% peso para alcohol técnico B; 96,3% peso para alcohol extrafino y 99% peso para alcohol puro, (esta última no se realiza en Cuba).
En la actualidad, la producción de alcohol se realiza con tecnologías de gran eficiencia y estabilidad independientemente de la materia prima empleada y la finalidad de la producción; el empleo de columnas al vacío con transferencia de energía hace que el proceso de destilación sea cada vez más estable, por lo tanto, más eficiente. La operación en múltiple efecto de las columnas de destilación y rectificación permite una reducción significativa del consumo de energía dado que los condensadores y rehervidores de las columnas pueden ser integrados térmicamente, (Junqueira et al., 2009).
En los procesos convencionales de destilación de alcohol se pueden identificar debilidades por el no aprovechamiento de la calidad térmica de corrientes del proceso. Un aumento de la eficiencia global de la producción de alcohol tanto técnica como económica, puede lograrse a través de la integración térmica del proceso de destilación si se reduce el consumo de utilidades y se aprovecha la energía disponible en las corrientes de proceso a través del intercambio de calor entre las mismas.
Los autores, (Dias et al., 2009 y 2011), estudiaron a través de la simulación en Hysys, la influencia de la destilación doble efecto en la reducción del consumo energético. La configuración estudiada en sus trabajos es similar a la destilación convencional, pero operando la columna de destilación a vacío (20-25 kPa), mientras que la columna de rectificación operaba a presiones cercanas a la presión atmosférica (101 kPa en el tope).
De acuerdo a estos autores, la diferencia de temperatura entre el rehervidor de la columna destiladora y los condensadores de la rectificadora y deshidratadora, permiten la integración térmica de estos equipos, significando una reducción del consumo de vapor en el proceso de destilación (Pellegrini et al., 2010). (Junquerira y col., 2009), también simularon la configuración de destilación triple efecto para evaluar las potencialidades de la integración energética bajo ese esquema; en ese caso la columna de destilación operaba al vacío (19-25 kPa) y el líquido flema producido en el tope de la columna de destilación se dividía en dos flujos: el primero se alimentaba a la columna de rectificación que operaba cercana a la presión atmosférica (70-80 kPa); el otro era alimentado a la columna de rectificación que operaba a una presión relativamente alta (240-250 kPa). Además, esos autores evaluaron la fermentación extractiva al vacío y concluyeron que un esquema que incluya esta variante tecnológica con la destilación triple efecto presenta menor consumo energético pudiéndose alcanzar un 36% de reducción en comparación con el proceso convencional. En un estudio realizado por (Bessa et al., 2012), la destilación es integrada térmicamente en un esquema de doble efecto en dos conjuntos de columnas: el primer conjunto operaba a una presión mayor que la presión atmosférica (1,52 bar) y el segundo conjunto operaba a vacío (0,219 bar).
Los estudios que se han referido incentivaron el desarrollo de este trabajo, reforzado por las potencialidades de la integración energética para identificar las deficiencias en cuanto al manejo de la energía térmica, la estimación de requerimientos mínimos de utilidades en los procesos y apuntar hacia donde deben dirigirse las mejoras, aspectos que han sido abordados en publicaciones científicas tales como: El-Halwagi (2006), Kemp (2007), (Cardona et al., 2007), (Dias et al., 2009) y (Foo et al., 2011).
En este artículo se presentan los resultados de un estudio de integración energética realizado en dos esquemas de destilación de alcohol, uno que emplea el método de destilación convencional y otro que emplea la destilación doble efecto. El estudio se realiza con la finalidad de evaluar la introducción del esquema de destilación doble efecto en destilerías cubanas.
MATERIALES Y MÉTODOS
2.1Esquemas de destilación evaluados.
Los esquemas de destilación de alcohol se basan en los mismos principios y todos incluyen de una manera u otra las siguientes columnas:
· Columna Destiladora/Destrozadora: Elimina la mayor parte del agua del vino junto con los sólidos suspendidos, sales minerales disueltas y otros productos no volátiles.
· Columna Depuradora /Hidroselectora / Extractiva: En ella tiene efecto la separación de la mayor parte de los productos de cabezas y en algunos casos de color también.
· Columna Rectificadora: Su principal función es alcanzar el grado alcohólico deseado y eliminar a su vez productos de cola.
· Columna Repasadora/Pasteurizadora/Desmetilizadora: Actúa sólo sobre el alcohol concentrado, completando la separación de impurezas de cabeza principalmente.
El proceso se puede describir brevemente de la siguiente forma: en la primera sección de la destilación, las columnas son usadas principalmente para reducir la contaminación de etanol con compuestos volátiles; el etanol es despojado de la fase líquida y en el fondo de la columna destiladora se obtienen las vinazas y en la depuradora las flemazas. Estos dos flujos líquidos prácticamente están libres de etanol. En la segunda sección de rectificación tiene lugar la concentración del alcohol hasta el grado alcohólico deseado.
Lo que se ha descrito es general para alcohol y en dependencia de la calidad que se quiera se hará más simple o más complejo.
El método de destilación doble efecto es similar a la configuración del método convencional, pero las columnas de destilación operan bajo un vacío, mientras que la columna de rectificación opera bajo presión atmosférica. Debido a la diferencia de los niveles de temperatura que se crean entre el rehervidor de la columna destiladora y el condensador de la columna rectificadora, se puede realizar la integración térmica entre dichos equipos y consecuentemente lograr la reducción del consumo de energía en la etapa de destilación, (Modesto et al., 2009), (Palacios-Berecheet al., 2013).
Para el análisis de los sistemas de destilación de alcohol por el método convencional y por el método de destilación doble efectose identifican dos procesos industriales que operan bajo estos esquemas y se realizan los balances de masa y energía en cada uno. Los balances fueron modelados en excel, se determinó la demanda de vapor en las columnas que componen cada esquema, después se llevó a cabo la integración energética a través del análisis pinch, para lo cual se empleó el Aspen Pinch. Para el análisis de los sistemas: destilación convencional, (DC) y destilación doble efecto, (DDE); se toman como base los estudios realizados por (Dias et al., 2010), (Junqueira et al., 2009), Dias (2012) y (Palacios-Bereche et al., 2015). En (Dias et al., 2010), se describe en detalle la modelación e integración térmica del proceso de obtención de alcohol; se muestra cómo la integración térmica de las columnas de destilación y rectificación promovieron importantes ahorros en el proceso de obtención de etanol y el análisis integrado de la planta con la inclusión de la destilación doble efecto mostró que esta alternativa presenta menores demandas de vapor cuando se compara con el esquema de convencional. En el artículo de (Junqueira et al., 2009), se simula la destilación doble efecto en el proceso de obtención de alcohol hidratado, demostrándose la posibilidad de integración térmica entre rehervidores y condensadores. En este trabajo se extiende el estudio de Junqueira y colaboradores, a las columnas de alcohol extrafino incluyendo también operación en doble efecto entre las columnas lavadora y desmetilizadora de esta sección de la destilación. Por otro lado, (Palacios-Bereche et al., 2015), toma como base los trabajos de (Junqueira et al., 2009), Dias (2012) y analiza nuevamente el impacto de la destilación doble efecto en la reducción del consumo energético no sólo en el proceso de obtención de alcohol sino también en su integración a la producción de azúcar y a la cogeneración. Este autor evalúa aspectos tales como la generación de mayores excedentes de bagazo y electricidad; adicionando otras ventajas a la tecnología de destilación en doble efecto. A continuación, se describen con más detalles los esquemas de destilación en estudio.
2.1.1. Destilación Convencional.
El vino fermentado previo a su alimentación a la columna destiladora se calienta hasta 77°C, luego se alimenta a la columna destiladora, interactuando con el vapor que se alimenta por el fondo a contracorriente a través de los platos perforados. Los vapores alcohólicos de la destiladora pasan a la columna rectificadora, en la misma los vapores más ligeros suben y los más pesados (alcoholes superiores y agua residuales), descienden por tener un punto de ebullición más elevado (100-130°C). Los vapores alcohólicos ebullen a 78,3°C y pasan por un conjunto de 3 condensadores: condensador primario donde se condensa una parte de los vapores alcohólicos, el resto pasa a los condensadores secundario y terciario donde se separan los alcoholes indeseables.
Posteriormente, el alcohol pasa al sistema de rectificación donde se obtiene alcohol extrafino, este sistema está compuesto de 4 columnas: lavadora, rectificatriz, desmetilizadora y recuperadora. En la columna lavadora se alimenta el alcohol con grado alcohólico de 93,5oGL y es puesto en contacto directo con vapor de agua y lavado con agua. De esta columna, sale por el fondo un alcohol con un grado alcohólico de 20oGL, que se alimenta a la columna rectificatriz. Por el tope de la columna lavadora se obtienen los alcoholes de cabeza que condensan en un conjunto de 2 condensadores. En la rectificatriz el alcohol se pone en contacto directo con vapor de agua para obtener un alcohol extrafino con 96,3oGL. El alcohol extrafino se alimenta a la columna desmetilizadora para la separación del alcohol metílico; el residuo es destinado a otros usos. En el proceso de estas tres columnas se extraen alcoholes de mal gusto que son enviados a la columna recuperadora, el alcohol recuperado se destina a alcohol técnico B y el residual se utiliza como combustible doméstico. Este esquema consta de 11 equipos intercambiadores de calor.
2.1.2. Destilación Doble efecto
En este esquema el vino es calentado hasta 70ºC con el objetivo de disminuir la cantidad de vapor necesario en la columna destiladora. En este esquema la columna destiladora funciona como una columna de agotamiento simple con desgasificación. Con el fin de poder funcionar en doble efecto, la columna rectificadora se mantiene a vacío, las vinazas salen por el fondo de la columna destiladora. Los vapores alcohólicos pasan a la columna rectificadora, donde se concentran hasta 85% v/v para pasar a la columna lavadora. Los vapores producidos en la columna rectificadora se condensan en un conjunto de 3 condensadores. Los condensados se dividen en dos: una parte representa el reflujo a la rectificadora y la otra el alcohol que se alimenta a la columna lavadora donde se efectúa una depuración por medio de vapor y abundante riego con las flemazas de la rectificadora con el fin de eliminar las impurezas volátiles a baja concentración alcohólica. Los vapores alcohólicos producidos en la columna lavadora se condensan en 2 condensadores. Los condensados producidos se dividen en dos partes constituyendo el reflujo y las extracciones de cabezas. El alcohol sale por el fondo de la columna a una concentración de 15-20ºGL. El primer condensador de esta columna, es a la vez ebullidor de la columna desmetilizadora, aprovechándose así las calorías para destilar el metanol de forma similar al conjunto destiladora/rectificadora. El alcohol lavado se alimenta a la columna rectificatriz, donde se concentra hasta 96,3ºGL. De esta columna también se extrae el alcohol pasteurizado (88-90%) por unos platos que se encuentran debajo del tope, el mismo se alimenta por el centro de la columna desmetilizadora. Del reflujo de la columna rectificatriz se extraen las primas, además en esta columna se extraen las colas bajas y altas que son retrogradadas al decantador de amílico y a la columna lavadora respectivamente. Los vapores alcohólicos producidos en la rectificatriz se condensan en dos condensadores, constituyendo uno de estos el ebullidor de la columna destiladora. En la columna desmetilizadora, el alcohol centro se extrae por el fondo y las impurezas metílicas se extraen por el reflujo. Este esquema consta de 9 equipos intercambiadores de calor. Una vez descritas las tecnologías en estudio se procedió a realizar los balances de masa y energía para caracterizar tecnológicamente los dos esquemas. De los balances se obtuvo la capacidad calórica de flujo de las corrientes y las demandas de calor de cada una de las columnas, así como otros datos importantes para realizar el análisis de integración energética.
El objetivo de la integración energética estuvo dado por la necesidad de determinación de los requerimientos mínimos de utilidades para el proceso a través del aprovechamiento de los potenciales térmicos de sus corrientes, su comparación con los requerimientos actuales y la determinación del sobreconsumo de utilidades en la red de intercambio de calor de cada esquema como elementos más importantes.
2.2Pasos del análisis de integración energética.
El método pinch descrito por (Linnhoff e Hindamarsh, 1983), se empleó para analizar los flujos de proceso con potencialidades para la recuperación de calor a través de la integración térmica. Este método desarrollado en los trabajos de Hohmann (1971) y (Linnhoff y Flower, 1978); emplea diagramas temperatura- entalpía para representar los flujos de proceso y encontrar el objetivo de integración térmica para los mismos, considerando una diferencia mínima de temperatura para el intercambio de calor. Para la integración térmica se siguen varios pasos que en este trabajo se han resumido teniendo en cuenta los objetivos del estudio en cuestión. Estos pasos se extrajeron de Kemp (2007).
1. Identificación de las corrientes calientes, frías y para uso general en el proceso:
· corrientes calientesson las que se enfrían o están disponibles para ser enfriadas; corrientes frías son las que se calientan; corrientes para uso general son las que se utilizan para calentar o para enfriar las corrientes del proceso cuando el intercambio de calor entre corrientes de proceso no es práctico o económico. En la industria se utilizan diversos sistemas auxiliares calientes (vapor, agua caliente, humo, etc.) y fríos (agua de enfriamiento, aire, refrigerante, etc). En este caso se utilizan vapor y agua como utilidad caliente y fría respectivamente.
2. Extracción de los datos térmicos para las corrientes del proceso y para uso general.
Del diagrama de flujo y de los balances de masa y energía, para cada corriente identificada, se extraen los siguientes datos térmicos:
· Temperatura de la fuenteTe, (oC): temperatura en la cual la corriente está disponible. Temperatura del objetivo Ts, (oC): temperatura a la que se debe llevar la corriente. Capacidad calorífica de flujo másico CP, (kW/0C): es el producto del flujo másico Q, (kg/s) y el calor específico cp, (kJ/ kg0C). Variación de entalpía ΔH, (kW): asociado a una corriente que pasa a través del intercambiador de calor.
En la tabla 1 aparecen las corrientes calientes y frías identificadas en los esquemas en estudio.
De la tabla anterior se tienen las demandas de calor y frío de cada corriente y con ello se ha determinado los kW/HL de utilidades para cada proceso. Este índice se ha determinado ya que los procesos estudiados pertenecen a plantas con diferentes capacidades de producción, en la tabla 2 se reflejan estos resultados.
Como se puede apreciar el esquema de destilación convencional tiene índices mayores de requerimiento de calor y de frío.
3. Selección del valor inicial de ΔTmín
El diseño de cualquier equipo de intercambio térmico debe cumplir siempre la segunda ley de la termodinámica que prohíbe cualquier cruce de temperatura entre las corrientes caliente y fría, es decir, se debe permitir siempre una fuerza impulsora mínima para la transferencia de calor. Así, las temperaturas de las corrientes calientes y frías en cualquier punto del intercambiador deben tener siempre una diferencia mínima (ΔTmín). Este valor de ΔTmín representa el "cuello de botella" en la recuperación del calor.
Para este proceso se inicia el estudio asumiendo un valor mínimo de ΔT=15oC. Para ese valor se calculan los requerimientos de utilidades.
4. Construcción de las Curvas Compuestas.
Los diagramas Temperatura–Entalpía (T-H) conocidos como "Curvas Compuestas" se emplean para establecer los objetivos de energía en el diseño; consisten en perfiles de Temperatura (T) - Entalpía (H) de la disponibilidad del calor en el proceso (Curva Compuesta Caliente) y de la demanda de calor en el proceso (Curva compuesta fría), juntas en una representación gráfica.
5. Estimación del capital de inversión para la red de intercambio de calor.
El costo total de inversión para la red de intercambio de calor depende de tres factores que son: El área total de intercambio de calor de la red, el número mínimo de intercambiadores de calor y la distribución del área entre los intercambiadores.
La Tecnología Pinch permite calcular el área total de intercambio de calor y el número mínimo de unidades de transferencia de calor en la red sin haber realizado el diseño detallado. Se asume que el área de intercambio está igualmente distribuida entre los intercambiadores, la distribución del área no puede predecirse de antemano.
· Cálculo del área de intercambio:
El cálculo del área de intercambio de calor para un intercambiador a contracorriente requiere del conocimiento de las temperaturas de entrada y salida de las corrientes (MLDT) y del coeficiente global de transferencia de calor (U) y se halla por la ecuación:
Donde:
Q: Transferencia total de calor, kW; U: Coeficiente global de transferencia de calor, que en este caso se emplea hj; MLDT: media logarítmica de la diferencia de temperaturas
(Espinosa, 2011)
Donde:
Teh y Tsh: Temperatura de entrada y salida corriente caliente, 0C
Tsf y Tef: Temperatura de entrada y salida corriente fría, 0C
Para la estimación del área total de intercambio de calor se dividen las curvas compuestas en un conjunto consecutivo de intervalos de entalpía de forma tal que dentro de cada intervalo tanto la curva caliente como la fría no cambien de pendiente y se asume que en cada intervalo el intercambio de calor ocurre en un intercambiador a contracorriente. Se determina entonces por la ecuación 3, el área de transferencia de calor en cada intervalo y el área total estará dada por:
· Determinación del número mínimo de unidades de intercambio de calor.
El número mínimo de unidades de intercambio de calor se puede calcular aplicando el siguiente procedimiento:
1. Se construyen las curvas compuestas incluyendo también las corrientes de servicios.
2. Se divide el problema en dos zonas: las corrientes situadas sobre el pinch y las situadas bajo el pinch. Se cuenta el número de corrientes situadas en cada zona y se aplica la siguiente ecuación derivada de la teoría de grafos:
No obstante, a que el número mínimo de unidades de intercambio de calorpuede determinarse de acuerdo al procedimiento explicado, existen software, tales como ASPEN PINCH, Target, HENSAD; que ofrecen entre sus resultados el número mínimo de unidades de intercambio de calor.
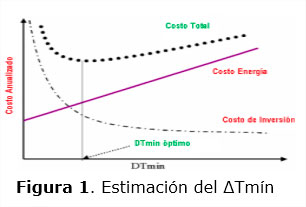
6. Estimación del valor de ΔT óptimo.
El valor óptimo del ΔTmín se determina graficando el costo total anual (suma del costo total de energía y del costo de inversión), para diferentes valores de ΔTmín, figura 1.
a. Un aumento en el ΔT mín conlleva un mayor consumo de energía y más bajo costo de inversión.
b. Una disminución del ΔTmín conlleva un menor gasto de energía y mayor costo de inversión.
c. Existe un valor óptimo de ΔTmín donde tanto el costo total anual de la energía como el costo de inversión son mínimos.
El área de la red de intercambio de calor, HEN y el costo de la energía se determinan por las siguientes expresiones:
Siendo:
Amín: área mínima de intercambio de calor; Nmín: número mínimo de unidades de intercambio de calor; Qu: Uso de servicios externos al proceso, kW; Cu: Costo de servicio externos al proceso, USD/kW
En este proceso las utilidades calientes y frías son vapor y agua respectivamente, cuyos costos son: costo vapor: 195,07USD/kW, costo agua: 0,00127USD/kW, AzCuba, (2015). Los costos de capital de los intercambiadores de calor se determinan por la siguiente expresión Kemp (2007):
Donde:
a=1600, b=3200, c=0,7
De modo que el Costo Total es:
Los costos de inversión de los equipos intercambiadores de calor y de las utilidades se determinan en USD.
7. Diagrama de rejillas.
Constituye una representación de las corrientes calientes y frías con posibilidades de intercambiar calor especificándose la potencialidad de cada una, así como los niveles de temperatura inicial y final. El diagrama de rejillas se utiliza para evaluar la red de intercambio de calor en un proceso que esté funcionando y proponer el diseño de una nueva red a partir de mejoras identificadas a través del estudio de integración energética o para diseñar la red en un proceso nuevo. En este trabajo el diagrama de rejillas se empleará para realizar la representación de la red en los esquemas que se evalúan e identificar si existen violaciones de las reglas del pinch. La colocación de las unidades de intercambio de calor en este diagrama es lo que conduce al diseño de la red, en el mismo es posible ir apareando las corrientes de acuerdo con las necesidades de calor a intercambiar. Como requisito importante es necesario tener en cuenta la capacidad calorífica de cada corriente, ya que es un parámetro que puede indicar la necesidad de dividir el flujo de una corriente, ya sea caliente o fría a fin de facilitar la operación de intercambio de calor, Espinosa (2011), (Ensinas et al., 2007) y Palacios-Bereche (2011). Para el diseño y/o evaluación de la red, la ubicación de las unidades en la rejilla debe seguir reglas cuya violación traerá como consecuencia un mayor requerimiento o consumo de la energía mínima teóricamente posible. Estas reglas son:
a) No enfriar con servicios arriba del punto pinch.
b) No calentar con servicios debajo del punto pinch.
c) No transferir calor de temperaturas arriba del punto pinch a temperaturas debajo del punto pinch.
Los pasos para la integración energética descritos anteriormente se aplican a los dos esquemas de destilación en estudio. Se llega hasta la representación de las redes de intercambio de calor en el diagrama de rejillas y a la identificación de las violaciones de las reglas del pinch en cada uno. En un estudio posterior se hará una propuesta de red mejorada para ambos esquemas. Con los datos que se extraen del diagrama de flujo y de los balances se construye la tabla problema y se grafican las Curvas de Composición Compuesta empleando el software ASPEN PINCH. Los datos de los flujos disponibles para la integración térmica se presentaron en la tabla 1.
Para iniciar el estudio, como se expresó anteriormente, se elige un valor de ∆Tmín inicial de 15oC.
RESULTADOS Y DISCUSIÓN
Los cálculos realizados en los esquemas en estudio posibilitaron obtener los resultados que se muestran en la tabla 3, donde se refleja el índice de consumo de vapor de cada columna y en el proceso total. Se aprecia, que los consumos de vapor en la tecnología de destilación convencional son superiores a los requeridos en la destilación doble efecto, lo que corrobora el fundamento teórico que se ha expresado. En este análisis deben agregarse los resultados que se mostraron en la tabla 2, en la que se reflejó que, dado el arreglo de las corrientes calientes y frías en cada esquema, en la red de intercambiadores de calor, la demanda de frío y calor es mayor también en el esquema de destilación convencional.
3.1. Integración energética en los esquemas de destilación en estudio
Las curvas de composición compuesta figura 2 (a) y (b) para cada caso, es construida a partir de los datos de las corrientes (temperatura y capacidad calorífica), derivados de los balances de masa y energía del proceso.
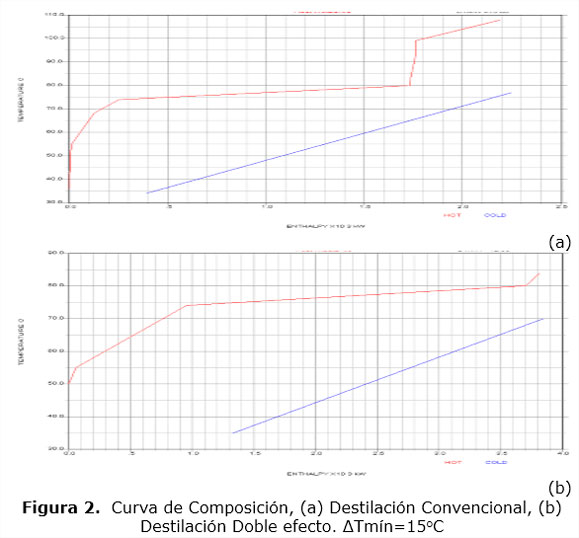
El calor puede ser recuperado donde los perfiles se sobreponen, mientras que las aberturas de los terminales muestran las necesidades de calentamiento y enfriamiento. En la tabla 4 se reportan los valores de los requerimientos mínimos de utilidades calientes y frías, Qh y Qc respectivamente, el potencial de calor a ser recuperado en cada proceso, Qproc y el punto Pinch. Además, con el objetivo de poder establecer una comparación adecuada, se ha expresado el potencial de recuperación de calor entre corrientes del proceso en kW/HL de alcohol producido. En este sentido se tiene que existen mayores potencialidades de recuperación de calor en el esquema de destilación convencional (3,6 kW/HL), que en el de destilación doble efecto (2,5kW/HL); lo que está en correspondencia con el hecho de que en el esquema de doble efecto al operar las columnas rectificadora y desmetilizadora a vacío es posible integrar energéticamente el rehervidor de la columna destiladora a uno de los condensadores de la rectificadora y el primer condensador de la columna lavadora con el rehervidor de la columna desmetilizadora. Por lo anterior, en ambos casos se plantea que estos equipos al operar de esta manera, funcionan como condensador/ebullidor y el sistema ya está parcialmente integrado.
3.2. Determinación del ΔTmín óptimo
Una vez obtenidos los consumos mínimos de utilidades se procede a obtener el valor de ΔTmín óptimo siguiendo los pasos descritos en la sección de materiales y métodos.
Para la determinación del área mínima requerida para la transferencia de calor se considera un coeficiente de transferencia de calor, hj, igual a 0,73 kW/m2oC, ya que se trata de un intercambio de calor entre corrientes de proceso/proceso, Espinosa (2011). En la tabla 5 y en la tabla 6 aparecen los parámetros térmicos para la obtención del ΔTmín en cada esquema.
Una vez obtenida el área mínima para el intercambio de calor se procede a determinar el número mínimo de unidades de intercambio de calor haciendo uso del diagrama de rejilla y por la ecuación 4.
En la descripción de los dos esquemas se expresó que la red de intercambiadores de calor actual del esquema convencional consta de 11 unidades y la del esquema de doble efecto de 9. De acuerdo a los resultados de la tabla 7 se tiene que en ambos esquemas existen diferencias, resultando en un intercambiador más para la DC y en uno menos para la DDE. Estos resultados conducen a la necesidad de analizar la red de intercambio de calor actual de los procesos ya que existen posibilidades de otra distribución para el intercambio de calor entre las corrientes de proceso que se acerque más a los objetivos mínimos de requerimiento de utilidades.
Haciendo uso de las expresiones de la 5 a la 8 se tienen los parámetros económicos para la estimación del ΔTmín óptimo. Estos resultados se reportan en la tabla 8 y tabla 9.
Se observa que a medida que se incrementan los valores de ∆Tmín se tienen mayores requerimientos de servicios calientes y fríos y por tanto esto implicará mayor consumo de utilidades y mayores costos energéticos. En consecuencia, el calor transferido entre corrientes de procesos disminuye. Atendiendo a esto, se entiende que lo que se desea es un ∆Tmín tan bajo como sea posible, para obtener una eficiencia energética máxima.
Sin embargo, se tiene un inconveniente, para menores valores de ∆Tmín son más costosos los intercambiadores de calor y por tanto mayor el costo de la red de intercambio, ya que, a menores fuerzas impulsoras de temperatura, en la red se necesitará mayor área de transferencia de calor. En las tablas anteriores se puede comprobar que el menor costo total se obtiene en los valores de ∆Tmín de 25oC para el esquema de DC y de 20oC para el sistema de DDE. Una representación gráfica de estos resultados debe mostrar el comportamiento que se mostró en la figura 1.
Con los valores de valores ∆Tmín óptimo de cada esquema se representa el intercambio de calor entre las corrientes de proceso de acuerdo a la configuración de la red actual. Esto se refleja en el diagrama de rejillas de la figura 3 y figura 4.
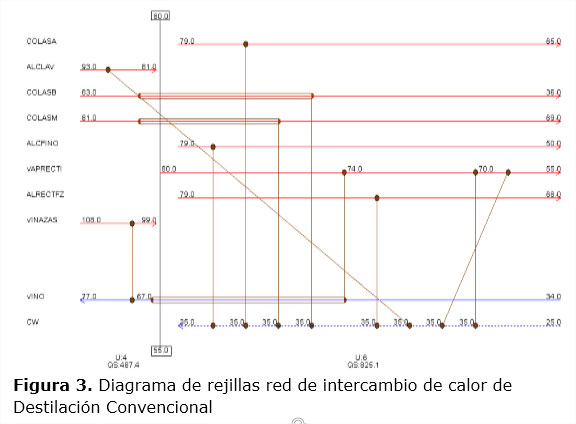
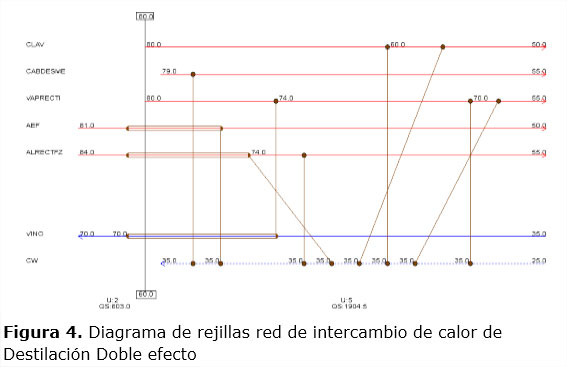
Como se puede apreciar, figura 3 y 4, en ambos esquemas existen cruces de corrientes a través del pinch lo que significa un consumo de utilidades extra. Las mismas se determinan haciendo uso del Aspen Pinch. Los resultados se muestran en la tabla 10 y significan en un sobreconsumo de 487,43 kW para el esquema de destilación convencional y de 602,95 kW para el esquema de destilación doble efecto. El próximo objetivo en el estudio de integración debe ser el diseño de una red donde el intercambio de calor entre corrientes se haga siguiendo las 3 reglas básicas del pinch y en el que no tenga lugar el sobreconsumo de utilidades. Este objetivo no se alcanza en este trabajo.
Otro de los análisis que se genera de la integración energética es el siguiente: en la tabla 12, se muestran los índices de consumo de vapor por hectolitro de alcohol producido para las condiciones normales del proceso y cuando en los mismos se ha aplicado la integración energética. Además, se han incluido dos tecnologías reportadas en el trabajo de (Palacios-Bereche et al., 2015), en el que se realizó un análisis similar. En el referido trabajo se realiza la integración energética del proceso convencional de destilación de alcohol implementado en las destilerías brasileñas y se propone una destilación doble efecto en la que también se logra una reducción en el consumo de vapor. También, se realiza la integración energética obteniéndose menores consumos de utilidades externas.
CONCLUSIONES
1. El análisis energético de las dos tecnologías en estudio permitió estimar que el índice de consumo de vapor para estos procesos son los siguientes: 0,234 t/HL para el esquema de destilación doble efecto y 0,563 t/HL para el esquema de destilación convencional.
2. La aplicación de la integración energética en la etapa de destilación de los dos esquemas evaluados, permitió obtener los consumos mínimos de utilidades reportando ahorros de 52% para el esquema de destilación doble efecto y de 75% para el esquema de destilación convencional.
3. La diferencia mínima de temperatura óptima resultó para la destilación convencional 25oC y para la destilación doble efecto de 20oC.
4. El análisis energético de los procesos de obtención de alcohol extrafino bajo los esquemas de destilación convencional y destilación doble efecto, permitió identificar las debilidades en cuanto al consumo de energía y cuantificar las potencialidades de recuperación de calor con el aprovechamiento de las corrientes con calidad térmica en cada uno de los procesos.
REFERENCIAS
Albernas, Y., González, M., Corsano, G., González, E., Obtaining superfine ethanol in a Cuban distillery., Ingeniería e Investigación Journal, Vol. 32 No. 3, Dec., 2012, pp. 47-52.
Albernas, Y., Corsano, G., Kafarov, V., González, M., González, E., Optimal design of pre-fermentation and fermentation stages applying nonlinear programming., Energy Conversion and Management, Vol.87, No. 4, Dec., 2014, pp. 1195-1201.
AzCuba, 2015., Comunicación personal Grupo Empresarial AzCuba., Villa Clara, Cuba.
Bessa, L., Batista, F., Meirelles, A., Double effect multicomponent alcoholic distillation columns., Energy, Vol. 45, No.1, Aug., 2012, pp.603-612.
Cardona, C., Sánchez, O., Fuel ethanol production: process design trends and integration opportunities., Bioresource Technology, Vol. 98, No. 12, March 2007, pp. 2415-2457.
Dias, M., Ensinas, A., Nebra, S., Maciel, R., Rossell, C., Wolf, M., Production of bioethanol and other bio-based materials from sugarcane bagasse: integration to conventional bioethanol production process., Chemical Engineering Research and Design, Vol. 87, No. 9A, Sept., 2009, pp. 1206-1216.
Dias, M., Marcelo M., Ensinas A., Nebra S., Maciel R., Improving bioethanol production from sugarcane: evaluation of distillation, thermal integration and cogeneration systems., Energy, Vol.36, No. 6, May, 2011, pp. 3691-3703.
Dias, M., Development and optimization of first- and second-generation bioethanol and electricity production processes from sugarcane, Ph.D. thesis, University of Campinas, 2012, Brazil.
El-Halwagi, M., Process integration., Amsterdam, Academic Press/Elsevier, 2006, pp. 231-282.
Ensinas, A, Nebra, S, Lozano, M, Serra L., Analysis of process steam demand reduction and electricity generation in sugar and ethanol production from sugarcane., Energy Conversion and Management, Vol. 48, No., 11, Oct., 2007, pp. 2978-2987.
Espinosa, R., Gestión energética en la Industria Química., Editorial Feijóo, Universidad Central Marta Abreu de Las Villas, 2011.
Foo, D., El-Halwagi, M., Tan R., Recent advances in sustainable process design and optimization, Series on Advances in Process Systems Engineering, World Scientific Publishing Company, 2011, pp. 485-556.
González, M., Castellanos, L., Albernas, Y., González, E., Integración de procesos y el esquema de biorefinería., Afinidad, Vol. 71, No. 568, Oct-Dic, 2014, pp. 274-278.
Hohmann, E., Optimum networks for heat exchangers, PhD. Thesis, University of S. California, 1971, USA.
Junqueira, T., Dias M., Maciel F., Wolf-Maciel, M., Rossell, C., Atala, D., Propositions of alternative configurations of the distillation columns for bioethanol production using vacuum extractive fermentation process., Chemical Engineering Transactions, Vol.17, No.59, May., 2009, pp.1627-1632.
Kemp, I., Pinch analysis and process integration. A user guide on process integration for the efficient use of energy., 2nd ed. Oxford: Butterworth-Hei-nemann/Elsevier, 2007, pp. 15-255.
Linnhoff, B., Flower, J., Synthesis of heat exchanger networks: I. Systematic generation of energy optimal networks., AICHE J, Vol.24, No.4, Jul., 1978, pp. 633-642.
Linnhoff, B., Hindamarsh, E., The pinch design method for heat exchanger networks., Chemical Engineering Science, Vol.30, No.5, 1983, pp.745-763.
Modesto, M., Zemp, R., Nebra, S., Ethanol production from sugarcane: assess of possibilities of decrease of thermal energy consumption through exergetic cost analysis., Heat Transfer Engineering, Vol. 30, No. 4, Oct., 2009, pp. 272-281.
Palacios-Bereche, R., Modelling and energetic integration of the ethanol production from sugarcane biomass, Doctoral thesis, Mechanical Engineering School, University of Campinas, Sao Paulo, Brazil, 2011.
Palacios-Bereche, R., Mosqueira-Salazar, K., Modesto, M., Ensinas, A., Nebra, S., Serra, L., Lozano, M., Exergetic analysis of the integrated first- and second-generation ethanol production from sugarcane., Energy, Vol.62, No. 1, Dec., 2013, pp.46-61.
Palacios-Bereche, R., Ensinas A., Modesto M., Double-effect distillation and thermal integration applied to the ethanol production process,. Energy, Vol. 82, Feb., 2015, pp. 512-523.
Pellegrini, L., Oliveira, J., Burbano, J., Supercritical steam cycles and biomass integrated gasification combined cycles for sugarcane mills., Energy, Vol. 35, No., 2, Feb., 2010, pp.1172-1180.
Recibido: Enero 25, 2016;
Revisado: Marzo 18, 2016;
Aceptado: Mayo 4, 2016;

