










Mi SciELO
 Servicios personalizados
Servicios personalizadosServicios Personalizados
Revista

Articulo
 Español (pdf)
Español (pdf)
 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
 Enviar articulo por email
Enviar articulo por emailIndicadores
-
 Citado por SciELO
Citado por SciELO
Links relacionados
-
 Similares en
SciELO
Similares en
SciELO
Compartir

 Permalink
PermalinkCentro Azúcar
versión impresa ISSN 0253-5777versión On-line ISSN 2223-4861
cen. az. vol.43 no.3 Santa Clara jul.-set. 2016
ARTICULO
Obtención de bebidas y otros productos alimenticios a partir de dos variedades de sorgo
Obtaining of drinks and other nutritious products starting from two sorghum varieties
Claudia Nieblas Morfa1*, Irenia Gallardo Aguilar1, Leyanis Rodríguez Rodríguez1, Nailín Carvajal Mena1, José F. González Chávez1 y Margarita Pérez Pentón1
1Departamento de Ingeniería Química.Facultad de Química y Farmacia. Universidad Central "Marta Abreu" de las Villas. Carretera a Camajuaní km 5 ½, Santa Clara, Villa Clara, Cuba
*Autor para la correspondencia: Claudia Nieblas, Email: cnieblas@uclv.cu
RESUMEN
En el presente trabajo se realizó un estudio de perfeccionamiento de las etapas del malteado de sorgo UDG-110, optimizando dicho proceso mediante el estudio de las variables que más influyen en el mismo, tales como concentración de NaOH (%), tiempo de remojo y de germinación (h) en intervalos desde 0,1-0,5 % , 24-36 h y 48-72 h, respectivamente. Se realizó el estudio del malteado del sorgo rojo, empleando las mismas variables. Los resultados obtenidos en el malteado para el sorgo blanco y rojo son similares, donde las variables con mayor influencia en las variables respuesta de calidad de las maltas son la concentración de Hidróxido de Sodio pero de forma negativa, seguido del tiempo de germinación, los valores óptimos fueron 0,1 % la concentración de Hidróxido de sodio, 12 horas y 72 h los tiempos de remojo y germinación respectivamente. Se elaboró cerveza combinando malta de sorgo y malta de cebada, demostrándose que la adición de enzimas exógenas favorece las condiciones de operación. Por último se llevó a cabo el proceso de extracción de almidón a escala de laboratorio, donde se analizaron las variables independientes de mayor influencia, siendo las mismas: tipo de sorgo, tiempo de remojo y concentración de solución de SO2, donde se pudo evidenciar como el sorgo blanco ofreció los mayores rendimientos. Se empleó el diseño de experimentos para llevar a cabo las experiencias en todos los estudios realizados, los cuales fueron procesados mediante Software Statgraphics Plus 4.1.
Palabras clave: sorgo, germinación, malta, cerveza, almidón.
ABSTRACT
In this paper, a study of development of the stages of malting sorghum UDG-110 was performed, optimizing the process by studying the variables that influence it, such as NaOH concentration (%), soaking time and germination (h) at intervals from 0.1-0.5%, 24-36h and 48-72h respectively. The study of malted red sorghum was conducted, using the same variables. The results obtained in malting for white and red sorghum are similar, where the most influential variables in the response variables of quality malts are the concentration of sodium hydroxide but negatively, followed by germination time, the optimal values were 0.1% the concentration of sodium hydroxide, 12 hours and 72 hours soaking time and germination. It was combined sorghum malt and barley malt to make beer, showing that the addition of exogenous enzymes favors operating conditions. Finally, the starch extraction process was held on a laboratory scale, where the most influential and independent variables were analyzed, such as: type of sorghum, soaking time and concentration of SO2 solution, where it can be seen as white sorghum offered higher yields. Experimental design was used to conduct the experiences made in all studies, which were processed using Statgraphics Plus 4.1 software.
Key words: sorghum, germination, malt, beer, starch.
INTRODUCCIÓN
En la actualidad la industria química cubana como misión, debe basar su desarrollo en investigaciones hacia la búsqueda de productos que puedan resultar atractivos desde el punto de vista de su uso, calidad, mercado, lo cual conllevaría también a su factibilidad técnica, económica y ambiental. Es por esta razón que este desarrollo se ha encaminado cada vez con más fuerza a desarrollar los productos naturales, tanto en la industria farmacéutica, alimentaria, cosmética, de colorantes, etc., así como al desarrollo de la biotecnología.
En Cuba, la mayoría de los alimentos de repostería son hechos con harina de trigo; aunque se comenzó su distribución a partir de sorgo para los enfermos celíacos en algunas provincias del país, sin embargo, en las cervecerías, las bebidas producidas son a partir de cebada. Tanto el trigo como la cebada, pertenecen a los cereales TACC (Trigo, Avena, Cebada y Centeno), todos ellos contienen gluten, proteína dañina para estas personas.
El sorgo (Sorghum bicolor L. Moench) es el quinto cereal de mayor importancia en el mundo después del trigo, el arroz, el maíz y la avena. En África es empleado para la alimentación humana, pero en América y Oceanía se usa para la fabricación de harinas y piensos destinados a la cría de los animales (Chuck–Hernández y col., 2011).A pesar de que el sorgo y la cebada pertenecen a la familia de las gramíneas, con características muy parecidas; el primero, a diferencia de esta última, prácticamente no contiene la fracción proteica que afecta a los celíacos.
El almidón es el principal carbohidrato y componente del sorgo, constituye aproximadamente entre 79-81% del peso del grano seco, Guardado (2007). Presenta gránulos esféricos de tamaño que oscilan entre 5 a 20 µm de diámetro. Está compuesto de 70-80 % de amilopectina y 20-30 % de amilosa, siendo influenciada esta relación por factores ambientales y genéticos. El almidón es el compuesto por el cual se valora a este cereal para su posible uso en la industria alimenticia y de las bebidas, al ser este degradado, se transforma en azúcares que posteriormente pueden ser fermentables. Aunque, también tienen algunas variedades de fenoles y taninos, que son sustancias que previenen la formación de radicales libres y la aparición del cáncer, así como su elevado contenido de fibras como apunta Carter (2009), se utiliza en la producción de cervezas, principalmente en África que es donde hay una amplia gama de variedades de esta bebida, considerándose como tradicional. Se ha comprobado que puede mezclarse sorgo hasta en un 40 por ciento con malta de cebada y se logra así una cerveza aceptable (Lyumugabe y col., 2012).
Malta, además del grano del cereal germinado y secado, en muchos países de América, es el nombre de una bebida alimenticia y nutritiva, obtenida de un mosto preparado a base de granos malteados, sometidos previamente a un proceso de cocción y aromatizados con o sin flores de lúpulo, conocida en Cuba como maltina. Se diferencia de la cerveza en que no es sometida a fermentación, por lo cual está considerada dentro de las bebidas no alcohólicas. Por tanto, las potencialidades de este cereal pueden ser utilizadas en otra bebida no alcohólica como malta o maltina, en primer lugar para suplementar la dieta de los enfermos celíacos y en segundo lugar para reducir la importación de malta de cebada mediante una sustitución parcial, debido a que la malta de sorgo presenta bajo poder diastático, (Gallardo y col., 2013).
Este cereal ha incrementado su popularidad e importancia en el mundo desarrollado, ya que su principal ventaja agronómica se debe a que es más resistente a la sequía y a las altas temperaturas que otros cereales más empleados en el consumo humano y puede producir hasta dos cortes en el año (Saucedo y col., 2010).En México se han realizado estudios empleando sorgo en diferentes producciones, para la obtención de cervezas y jarabes hidrolizados a partir del almidón de maíz, empleando enzimas exógenas (Serna, 2005; Serna, 2011). En Cuba se ha valorado la obtención de almidones y sus hidrolizados a partir de sorgo, en sustitución de maíz, para incrementar estas producciones en la Empresa Glucosa de Cienfuegos.
MATERIALES Y MÉTODOS
Existen en el país muchas variedades sorgo, de estas, la más cultivada en Cuba ha sido el UDG- 110, por la amplia utilización que tiene en la industria, para la elaboración de pan integral, bizcochos, gofio, como sustituto total de la harina de trigo, y en la confección de pan suave, galletas, dulces y bebidas con la sustitución parcial de la harina de trigo o cebada (Chaviano, 2005).Sin embargo también se ha cultivado el sorgo rojo CIAPR-132, el cual ofrece potencialidades promisorias y no se ha explotado al máximo su uso en la obtención de productos alimenticios.
2.1. Etapas del proceso de malteado.
El proceso de malteado se realizó siguiendo las cuatro etapas fundamentales del mismo: Clasificación del grano, Remojo, Germinación y Secado.
2.1.1. Desarrollo experimental para la obtención de malta a partir del sorgo blanco UDG-110.
En este sentido se utilizóun diseñofactorial del tipo2k, las variables independientes y sus niveles se muestran en la tabla 1.

Estos niveles se tomaron de acuerdo a estudios reportados en la literatura (Lyumugabe y col., 2012)con otras variedades de sorgo y la experiencia de trabajos anteriores (Pargas, 1994; Reyes, 2013), donde se tuvieron en cuenta el tiempo de remojo y la temperatura de germinación. Mediante el software Statgraphics se obtuvo la matriz experimental con un punto central y una réplica para un total de 18 experimentos.
2.1.2. Desarrollo experimental para la obtención de malta a partir del sorgo rojo CIAP R-132.
Para el desarrollo experimental se llevó a cabo un diseño del tipo 2k-1 con un punto central, utilizando dos niveles para cada variable como se muestra en la tabla 2. Los niveles fueron seleccionados a partir de los mejores resultados obtenidos en trabajos preliminares (Díaz, 2014) de estudio del sorgo UDG-110.
2.2. Tecnología a escala de planta piloto para la producción de maltina a partir de sorgo malteado.
La investigación parte de un análisis cualitativo de los resultados obtenidos en trabajos preliminares, que concluyeron acerca de las mejores condiciones para la producción de maltina a partir del sorgo a escala de laboratorio, con vista a obtener este producto a mayor escala y poner a punto una tecnología en la producción de maltinas para enfermos celíacos. Esta prueba se realiza en la Cervecería Antonio Díaz Santana (Manacas).
La maltina se obtiene empleando Malta Clara y Malta Caramelo, ambas se diferencian en las etapas de germinación y secado, siendo el tiempo de germinación de 72 horas para la malta clara y 86 horas para la malta caramelo y los de secado de 4 y 5 horas y humedades menores de 5 y 3 % respectivamente. El proceso de Obtención de Maltinas consta de las siguientes etapas: Molida del grano, Maceración o Mashing, Extracción del licor y lavado, Cocinado del licor y por último Enfriamiento y Clarificación.
2.3. Análisis de los niveles de las variables a utilizar.
Para la selección de los niveles adecuados de cada variable se tuvieron en cuenta los niveles utilizados en las investigaciones anteriores y se toma de todas las más adecuadas.
Con los resultados del estudio de las variables: Relación Malta Total/Solución (g/L), Relación Malta Caramelo/ Malta Total (MClo/MT) %), que influyen en la obtención de maltina, a escala de laboratorio, se seleccionaron los mejores resultados y se realizó la prueba a nivel de planta piloto en la cervecería de Manacas para una capacidad de 50 L. Primero se realizó para una relación Malta/solución de 150 g/L. Debido a que la malta de sorgo presenta bajo poder diastático, ocasionado por las características del endospermo carente de actividad β-amilasa, comparado con la malta de cebada y a sugerencia de los técnicos de la cervecería se procedió al estudio de la maceración a escala de laboratorio empleando enzima exógena, para determinar el punto de conversión de los almidones con la cantidad mínima necesaria de enzima, se utilizaron las tres relaciones estudiadas en investigaciones precedentes como se muestra en la tabla 3
Nuevamente se procedió a realizar la prueba a escala de planta piloto para la misma capacidad, pero en este caso con la mejor relación M total / solución y la cantidad de enzima estudiada, es decir 100 g de malta/ L de solución y 0,8 ml enzima/ L de solución.
Finalmente se gasificó inyectándole el CO2 sobrante de la fermentación y recuperado en recipientes especiales, luego se embotelló y pasteurizó la maltina obtenida con vistas a ser degustada en un panel sensorial por los niños celíacos a los cuales está dedicada está producción.
2.4. Obtención de cerveza combinando malta de cebada y malta de sorgo.
Para este estudio era interés de la cervecería la sustitución parcial de la malta de cebada por malta de sorgo con el objetivo de sustituir parte de la malta de cebada importada.
Primero se trabajó con maltas de sorgo blanco UDG-110 y sorgo rojo CIAP R-132, comparadas con la malta de cebada.
El proceso de Obtención de Cerveza consta de las siguientes etapas: Molida del grano, Maceración o Mashing, Extracción del líquido y lavado, Cocinado del líquido, Adición de nutrientes, Aireación, Fermentación y Filtración.
2.4.1. Desarrollo experimental combinando malta de sorgo blanco UDG-110 y malta de cebada.
Se realizó un diseño de experimento del tipo 2K-1 desarrollándose un total de 4 experimentos. Las variables independientes y sus niveles, aparecen en la tabla 4.
2.4.2. Desarrollo experimental combinando malta de sorgo rojo, malta de cebada y enzima Amiloglucosidasa (AMG).
En el experimento de malteado con sorgo rojo, al dar el poder diastático de esta malt/a muy inferior que el de la malta de sorgo UDG-110, se añade una enzima sacarificante la AMG en la maceración, aquí se trabaja con dos variables la relación MS/MC y la adición o no de enzima.
En este caso se efectuó un diseño de experimento del tipo 2K, con dos niveles para cada variable, dando un total de 4 experimentos como se muestra en la tabla 5.

RESULTADOS Y DISCUSIÓN
3.1. Estudio de las etapas de malteado de sorgo. Perfeccionamiento del proceso de malteado de sorgo UDG-110, mediante la optimización de las etapas de remojo y germinación.
Las variables respuesta tomadas como calidad de la malta fueron: porcentaje de germinación (Germ.), pérdidas en el malteado (PM), poder diastático (DP) y contenido de extracto (C.Ext.). De estas variables la fundamental es el poder diastático el que (ºLitner, IOB) expresa la capacidad de las enzimas de transformar el almidón de la malta en azúcares, y se miden en grados Litner (ºLn) (a veces referido como IOB o 0,25 equivalente de maltosa). Se determinó mediante el método propuesto en (Gomez y col., 1997). En la tabla 6 se reporta la matriz experimental con los resultados de las variables medidas de calidad de las maltas de sorgo blanco obtenidas.
Los resultados obtenidos fueron sometidos a un análisis de regresión múltiple en el que se obtuvieron los modelos de las diferentes variables respuesta. Además se obtuvieron los diagramas de Pareto y los gráficos de superficie respuesta que se muestran en la figura 1, figura 2, figura 3 y figura 4 para cada variable.

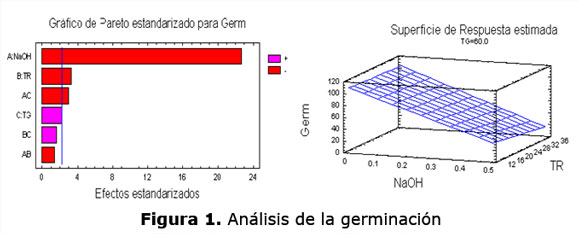



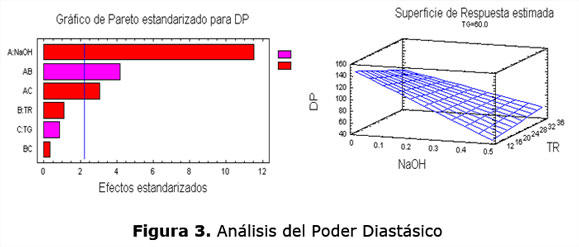

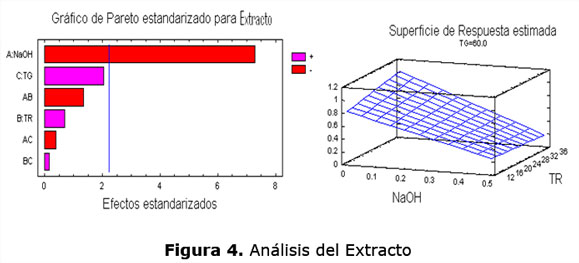

Como se muestra en los resultados anteriores, las variables más influyentes en el porciento de germinación son la concentración de hidróxido de sodio y el tiempo de remojo, que influyen negativamente sobre el proceso, a mayores concentraciones de hidróxido de sodio hay una inhibición en la germinación y por lo tanto el grano no germina y puede hasta pudrirse. Las pérdidas en el malteado es una variable respuesta de esencial importancia en la economía del proceso, como se aprecia, en ellas tiene influencia significativa la concentración de hidróxido de sodio, el tiempo de remojo y las interacciones entre estas y la interacción también con el tiempo de germinación. En el contenido de extractos, la única variable independiente significativa, es la concentración de NaOH y cercana a esta el tiempo de germinación. Como se aprecia en todos los análisis los resultados estadísticos se corresponden, donde la presencia de NaOH es importante en el proceso de malteado, pero siempre a bajas concentraciones. La optimización del proceso de malteado se realizó mediante el Solver del Excel. Para realizar se tomaron las tres funciones objetivos obtenidas y se procesaron arribando a un óptimo muy semejante en las tres funciones, siendo los óptimos para la concentración de hidróxido de sodio, el tiempo de remojo y de germinación de 0,1 %, 12, y de 72 h, respectivamente.
3.1.2 Malteado del sorgo rojo CIAP R-132.
Las variables respuesta determinadas fueron las mismas que en el estudio anterior. Los resultados para este tipo de sorgo se dan en la tabla 7.
Los resultados obtenidos fueron sometidos a un análisis de regresión múltiple en el que se obtuvo solo el modelo para el poder diastático en el rango estudiado, por ser la variable más influyente en el uso posterior de esta malta. Se obtuvo el siguiente modelo de tendencia de las variables.

Del análisis realizado, a partir del modelo obtenido se concluye que, las variables concentración de NaOH (X1) y tiempo de remojo (X2) tienen la mayor influencia pero negativamente en el poder diastático, es decir, este se favorece con los menores valores de estas dos variables. Sin embargo, sucede lo contrario con el tiempo de germinación (X3), el cual muestra influencia positiva en esta variable respuesta. Aunque no se analizan los modelos de las otras variables, de la tabla 2, se aprecia que el comportamiento es similar que para el sorgo blanco, aunque los valores del poder diastático son muy inferiores que los obtenidos con el blanco.
3.2 Producción de maltina a nivel de planta piloto.
Con los resultados del estudio de las variables que influyen en la obtención de maltina, a escala de laboratorio, se seleccionaron los mejores resultados y se realizó la prueba a nivel de planta piloto en la cervecería de Manacas para una capacidad de 50 L, primero se realizó para una relación Malta/solución de 150 g/L, una de las mejores del estudio, los resultados de esta prueba en la etapa de reposo no fueron satisfactorios pues se gelatinizó la misma, por lo que fue necesario otra prueba, en esta a sugerencia de los técnicos de la cervecería, se le añadió una enzima amilasa industrial, pues tenían el criterio de que la malta de sorgo no sacarificaba, aunque la prueba del yodo daba adecuada. Se realizó un estudio de laboratorio probando diferentes concentraciones de sólido y cantidades de enzima a añadir, la que mejor resultado dio en la conversión fue la seleccionada. Los resultados de esta prueba aparecen en la tabla 3.
Se procedió a realizar la prueba a escala de planta piloto para la misma capacidad, pero en este caso con la mejor relación M total / solución y la cantidad de enzima estudiada, es decir 100 g de malta/L de solución y 0,8 ml enzima/L de solución. En la tabla 8 aparecen los parámetros físicos medidos al producto final.

Los parámetros físicos determinados a la maltina en cuanto a densidad, viscosidad, acidez, pH, extracto y características organolépticas (color, sabor y olor) están dentro de los parámetros reportados para esta bebida y cercanos a las maltinas de cebada comercializadas en el país, Bucanero (PB) y Tínima (PT), tomadas como patrón.
3.3 Obtención de cerveza a partir de malta de sorgo y cebada
3.3.1. Obtención de cerveza a partir de malta de sorgo blanco y cebada
Los resultados con la combinación malta de sorgo UDG-110 y malta de cebada, arrojan los resultados reportados en la tabla 9.
Trabajándose con las relaciones de la Cervecería de Manacas, Malta/Adjunto de 70/30, se observa en la tabla 13 que los experimentos los cuales obtuvieron un mejor resultado fueron los experimentos 2 y 3, los cuales contienen un 5 % en la relación de malta de sorgo/ malta total, lo cual es lógico, pues se tiene mayor cantidad de malta de cebada con más poder sacarificante. No obstante todas presentan grados alcohólicos adecuados.
3.3.2. Obtención de cerveza a partir de malta de sorgo rojo y cebada
En la tabla 10 aparecen reportados los resultados obtenidos en las cervezas elaboradas con malta de sorgo rojo y malta de cebada con adición de enzima AMG.

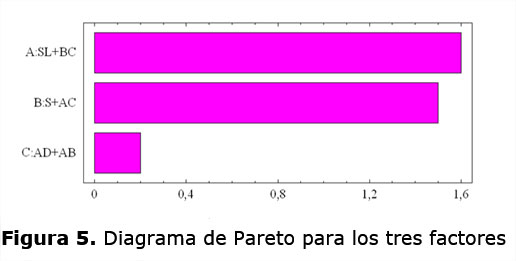
Los contenidos de alcohol obtenidos son muy cercanos para todas las muestras siendo superior en las que se añadió enzima y el mayor valor de grado alcohólico es también con la mayor relación de MS/MT, lo que es muy favorable, pues se sustituye una gran parte de la malta de cebada por la de sorgo, pero pudiera considerarse la opción de no utilizar la enzima, pues también se encarece el proceso. Estos resultados se corroboran estadísticamente en el diagrama de Pareto de la figura 5 donde se aprecia que la variable más influyente es la adición de enzima, seguida de la Rel. MS/MC y por último sus interacciones.
CONCLUSIONES
- En el proceso de malteado de sorgo tanto blanco como rojo la concentración de Hidróxido de Sodio empleado, tiene una marcada influencia en las variables respuesta siendo esta negativa para el poder diastático y la germinación y positiva en las pérdidas de malteado. Los valores óptimos son 0,1 % de concentración de hidróxido, 12 horas de tiempo de remojo y 72 horas de tiempo de germinación.
- La prueba a nivel de planta piloto de la maltina, con resultados satisfactorios para las menores relaciones de Sólido/Líquido de 100 g/L y 8 % de Mcaramelo/M Total en la formulación, permite acotar una formulación para la producción de esta bebida a partir de sorgo, dada la calidad medida a la maltina obtenida tanto en los parámetros físicos como organolépticos las que se corresponden con los de las maltinas elaboradas a base de malta de cebada.
- La elaboración de la cerveza empleando sorgo, en sustitución de malta de cebada, reporta resultados alentadores para niveles bajos de malta de sorgo, aunque estos pueden mejorarse con la adición de enzimas exógenas.
- La tecnología propuesta en este trabajo tiene un alto impacto social de marcada importancia, como vía para encontrar nuevos alimentos compatibles con la dieta de los enfermos celíacos, por otro lado sirve como un renglón más para diversificar la industria cervecera en el territorio y disminuir importaciones.
REFERENCIAS
Chaviano, M., El sorgo: Contribución al desarrollo sostenible y ecológico de la producción popular de arroz., Agricultura Orgánica, Vol.1, No. 1, 2005, pp. 8-11.
Carter, P., 2009. Sorghum Milo. UTC [Online], Disponible en: http://www.ksgrains.com/sorghum/MiloMania.PDF [Revisado 19/06/2010].
Chuck-Hernández, C., Pérez-Carrillo, E., Heredia-Olea, E. y Serna-Saldívar, S.O., Sorgo como un cultivo multifacético para la producción de bioetanol en México: Tecnologías, avances y áreas de oportunidad., Revista Mexicana de Ingeniería Química, Vol.10, No.3, 2011, pp. 529-549.
Díaz, Y., Perfeccionamiento del proceso de malteado de sorgo para la obtención de maltinas para enfermos celíacos, Tesis presentada en opción al Título de Ingeniero Químico, en la Universidad Central Marta Abreu de Las Villas, Cuba, 2014.
Gallardo, I., Boffill, Y., Ozuna, Y., Gómez, O., Pérez, M., Saucedo, O., 2014. Producción de bebidas usando sorgo malteado como materia prima para enfermos celiacos., Revista Avances en Ciencias e Ingeniería, Vol. 4, No. 1, 2013, pp. 61-73.
Gomez, M., Obilana, A.B., Martin, D.F, Madzvamuse, M. & Monyo, E.S., Quality evaluation of sorghum and pearl millet., International Crops Research Institute for the Semi-Arid Tropics Patancheru 502 324, Andhra Pradesh, India, 1997, pp 107-118.
Guardado, E., Almidón de los cereales nativos y modificados., 2007, pp. 1-12, Disponible en: http://www.monografias.com/trabajos43/almidones/almidones2.shtml
Lyumugabe, F., Gros, J., Nzungize, J., Bajyana, E. & Thonart, P., Characteristics of African traditional beers brewed with sorghum malt: a review., Biotechnology Agronomy Society Environment, Vol.16, No.4, 2012, pp. 509-530.
Pargas, M., Estudios de germinación del sorgo para producir malta., Tesis presentada en opción al Título de Ingeniero Químico, en la Universidad Central Marta Abreu de Las Villas, Cuba, 1994.
Reyes, S., Estudio de la producción de cerveza de sorgo y cebada, a escala de laboratorio para su implementación de un aplanta piloto., Tesis presentada en opción al Título de Ingeniero Químico, en la Universidad Central Marta Abreu de Las Villas, Cuba, 2013.
Saucedo, O., y Fernández, E., Recetario de productos elaborados con harina de sorgo (Sorghum bicolor, L. Moench)., Biblioteca ACTAF, 2010, pp. 7-24.
Serna, S.O., Urías, D., Del Pozo, D. y Hernández, C., Efecto de la adición de amiloglucosidasa en las propiedades de cervezas lager producidas a partir de sorgo., Revista digital de posgrado, investigación y extensión del Campus Monterrey, Vol.18, No.70, 2005, pp. 1-2.
Serna, S.O., Bioconversión de Almidones en Jarabes Dextrinizados, Maltosados, Glucosados y Fructosados., Quinto Simposio Internacional de Innovación y Desarrollo de Alimentos, Montevideo, Uruguay, http://www.innova-info/docs/presentaciones/20111012/SergioSerna.pdf., 2011.
Recibido: Marzo 28, 2016;
Revisado: Abril 21, 2016;
Aceptado: Mayo 9, 2016

